- Tổng quan
- Nội dung
- Quy chuẩn liên quan
- Lược đồ
- Tải về
Quy chuẩn QCVN 102:2018/BGTVT kỹ thuật nồi hơi lắp trên phương tiện, thiết bị thăm dò
| Số hiệu: | QCVN 102:2018/BGTVT | Loại văn bản: | Quy chuẩn Việt Nam |
| Cơ quan ban hành: | Bộ Giao thông Vận tải | Lĩnh vực: | Giao thông , Công nghiệp |
|
Ngày ban hành:
Ngày ban hành là ngày, tháng, năm văn bản được thông qua hoặc ký ban hành.
|
07/08/2019 |
Hiệu lực:
|
Đã biết
|
| Người ký: | Đang cập nhật |
Tình trạng hiệu lực:
Cho biết trạng thái hiệu lực của văn bản đang tra cứu: Chưa áp dụng, Còn hiệu lực, Hết hiệu lực, Hết hiệu lực 1 phần; Đã sửa đổi, Đính chính hay Không còn phù hợp,...
|
Đã biết
|
TÓM TẮT QUY CHUẨN VIỆT NAM QCVN 102:2018/BGTVT
Quy chuẩn kỹ thuật Quốc gia QCVN 102:2018/BGTVT: Những quy định quan trọng đối với nồi hơi trên phương tiện thăm dò và khai thác dầu khí
Quy chuẩn kỹ thuật Quốc gia QCVN 102:2018/BGTVT, được Bộ Giao thông Vận tải ban hành theo Thông tư số 27/2019/TT-BGTVT vào ngày 07/08/2019, có hiệu lực từ ngày ban hành, điều chỉnh an toàn lao động và kỹ thuật nồi hơi lắp đặt trên các phương tiện và thiết bị thăm dò, khai thác trên biển. Quy chuẩn này áp dụng cho các tổ chức, cá nhân liên quan đến thiết kế, chế tạo, lắp đặt, sửa chữa và sử dụng nồi hơi có áp suất làm việc trên 0,7 bar và nhiệt độ trên 115°C.
Phạm vi áp dụng và quy định chung
- Nồi hơi chịu áp cao: Quy chuẩn quy định nồi hơi có áp suất làm việc từ 0,7 bar trở lên và không áp dụng cho nồi hơi nhỏ hơn 25 lít nếu tích số giữa dung tích và áp suất không lớn hơn 200.
- Đối tượng áp dụng: Các cá nhân, tổ chức liên quan đến thiết kế, chế tạo, và quản lý nồi hơi trên biển phải tuân thủ quy định này.
Yêu cầu về vật liệu và hàn
- Vật liệu cấu tạo: Vật liệu sử dụng phải đảm bảo tiêu chuẩn chất lượng cao, đặc biệt là thép, với các thành phần hóa học theo quy định. Vật liệu sửa chữa phải đồng nhất về thuộc tính và độ bền với vật liệu ban đầu.
- Quy định hàn: Trình độ thợ hàn phải đáp ứng các tiêu chuẩn và quy định kỹ thuật cụ thể để đảm bảo mối hàn đạt chất lượng, an toàn cho vận hành.
Thiết kế và kết cấu
- Thiết kế an toàn: Yêu cầu thiết kế nồi hơi phải bảo đảm tính bền vững, độ an toàn cao trong quá trình vận hành. Áp suất thiết kế của các bộ phận như bộ tiết kiệm phải tuân thủ quy định tối thiểu.
- Chiều dày vật liệu: Chiều dày tối thiểu của các bộ phận chịu áp lực từ vật liệu chế tạo phải đảm bảo từ 6 mm trở lên.
Thử nghiệm, kiểm định và bảo trì
- Thử nghiệm và kiểm định: Các nồi hơi phải được kiểm tra và thử nghiệm theo quy trình nhất định để xác thực tính toàn vẹn và an toàn trước khi đưa vào sử dụng.
- Kiểm tra trong khai thác: Quy chuẩn yêu cầu các phương pháp kiểm tra không phá hủy cũng như các biện pháp bảo trì định kỳ để phát hiện và khắc phục kịp thời các tình trạng hư hỏng, đảm bảo hoạt động liên tục và an toàn.
Quy định về quản lý trách nhiệm
- Trách nhiệm của tổ chức, cá nhân: Tổ chức, cá nhân liên quan đến nồi hơi phải thực hiện các nghĩa vụ quản lý và kiểm soát trong suốt chu trình từ thiết kế cho đến vận hành.
Quy chuẩn này có vai trò quan trọng trong việc bảo đảm an toàn lao động và kỹ thuật cho các nồi hơi lắp đặt trên các phương tiện thăm dò và khai thác dầu khí, góp phần nâng cao tiêu chuẩn an toàn trong ngành công nghiệp năng lượng.
Tải quy chuẩn Việt Nam QCVN 102:2018/BGTVT
 Quy chuẩn Việt Nam QCVN 102:2018/BGTVT PDF (Bản có dấu đỏ)
Quy chuẩn Việt Nam QCVN 102:2018/BGTVT PDF (Bản có dấu đỏ) Quy chuẩn Việt Nam QCVN 102:2018/BGTVT DOC (Bản Word)
Quy chuẩn Việt Nam QCVN 102:2018/BGTVT DOC (Bản Word)QCVN 102:2018/BGTVT
QUY CHUẨN KỸ THUẬT QUỐC GIA
VỀ AN TOÀN LAO ĐỘNG VÀ KỸ THUẬT NỒI HƠI LẮP ĐẶT TRÊN PHƯƠNG TIỆN, THIẾT BỊ THĂM DÒ VÀ KHAI THÁC TRÊN BIỂN
National Technical Regulation on Safe Work of Boiler on Offshore installation
Lời nói đầu
Quy chuẩn kỹ thuật quốc gia về an toàn lao động và kỹ thuật nồi hơi lắp đặt trên phương tiện, thiết bị thăm dò và khai thác trên biển, QCVN 102:2018/BGTVT do Cục Đăng kiểm Việt Nam biên soạn, Bộ Khoa học và Công nghệ thẩm định và Bộ Giao thông vận tải ban hành theo Thông tư số 27/2019/TT-BGTVT ngày 07 tháng 8 năm 2019.
Mục lục
Phần 1 QUY ĐỊNH CHUNG
1.1. Phạm vi điều chỉnh
1.2. Đối tượng áp dụng
1.3. Tài liệu viện dẫn và giải thích từ ngữ
Chương 1. Vật liệu và hàn
1. Quy định chung
2. Vật liệu
3. Hàn
Chương 2. Yêu cầu về thiết kế
1. Quy định chung
2. Các bản vẽ và tài liệu trình thẩm định
Chương 3 Yêu cầu về kết cấu
1. Quy định chung
2. Thân hình trụ bao hơi, bao nước, ống góp, nồi hơi
3. Đáy
4. Mặt sàng ống
5. Hàn ống với thân hình trụ, với đáy
6. Ống lò ống lửa
7. Các lỗ chui người, lỗ chui đầu và lỗ thò tay
8. Mức nước
9. Nắp phòng nổ
10. Bộ hâm nước
11. Bộ quá nhiệt, tái quá nhiệt
12. Dàn ống sinh hơi
13. Thiết bị đo kiểm và an toàn
14. Thiết bị cấp nước cho nồi hơi
15. Yêu cầu về chất lượng nước cấp - nước ở bên trong nồi hơi
Chương 4. Tính độ bền các bộ phận chịu áp lực
1. Xác định nhiệt độ tính toán
2. Xác định ứng suất cho phép
3. Tính độ bền thân hình trụ, bao hơi, bao nước, ống góp, thân nồi hơi
4. Tính độ bền đáy
5. Tính độ bền các bộ phận chịu áp lực của nồi hơi ống lò ống lửa như hợp lửa
6. Tính độ bền của ống
7. Tính gia cường lỗ khoét trên thân hình trụ, đáy
Chương 5. Các yêu cầu về chế tạo, thử nghiệm và lắp đặt
1. Quy trình công nghệ chế tạo
2. Giám sát chế tạo và thử nghiệm
3. Yêu cầu về lắp đặt
Chương 6. Yêu cầu về kiểm định, kiểm tra trong khai thác, sửa chữa và hoán cải
1. Quy định chung
2. Kiểm tra nhập khẩu
3. Kiểm tra trên cơ sở đánh giá rủi ro (RBI)
4. Kiểm tra trên cơ sở thời gian
5. Ghi, phân tích và đánh giá dữ liệu kiểm tra
6. Sửa chữa, hoán cải và đánh giá lại nồi hơi
Phần 3 QUY ĐỊNH VỀ QUẢN LÝ
Phần 4 TRÁCH NHIỆM CỦA CÁC TỔ CHỨC, CÁ NHÂN
Phần 5 TỔ CHỨC THỰC HIỆN
QUY CHUẨN KỸ THUẬT QUỐC GIA
VỀ AN TOÀN LAO ĐỘNG VÀ KỸ THUẬT NỒI HƠI LẮP ĐẶT TRÊN PHƯƠNG TIỆN, THIẾT BỊ THĂM DÒ VÀ KHAI THÁC DẦU KHÍ TRÊN BIỂN
National Technical Regulation
on Safe Work of Boiler on Offshore Installation
Phần 1 QUY ĐỊNH CHUNG
1.1. Phạm vi điều chỉnh
Quy chuẩn này quy định về an toàn lao động và các yêu cầu kỹ thuật tối thiểu trong thiết kế, chế tạo, xuất nhập khẩu, lắp đặt, sửa chữa, sử dụng, quản lý, kiểm tra, chứng nhận đối với các nồi hơi có áp suất làm việc định mức của hơi cao hơn 0,7 bar; nồi đun nước nóng có nhiệt độ môi chất trên 115oC được lắp đặt trên phương tiện, thiết bị thăm dò và khai thác dầu khí trên biển.
Quy chuẩn này không áp dụng đối với các nồi hơi có áp suất lớn hơn 0,7 bar nhưng dung tích không lớn hơn 25 lít, và tích số giữa dung tích (l) với áp suất (bar) không lớn hơn 200.
1.2. Đối tượng áp dụng
Quy chuẩn này áp dụng đối với các tổ chức, cá nhân có liên quan đến thiết kế, chế tạo, xuất nhập khẩu, lắp đặt, sửa chữa, sử dụng, quản lý, kiểm tra, chứng nhận thử nghiệm các nồi hơi nêu tại 1.1 được lắp đặt trên phương tiện, thiết bị thăm dò và khai thác dầu khí trên biển.
1.3. Tài liệu viện dẫn và giải thích từ ngữ
1.3.1. Tài liệu viện dẫn
1.3.1.1. Nghị định số 44/2016/NĐ-CP ngày 15/5/2016 của Chính phủ quy định chi tiết một số điều của Luật An toàn, vệ sinh lao động về hoạt động kiểm định kỹ thuật an toàn lao động, huấn luyện an toàn, vệ sinh lao động và quan trắc môi trường lao động.
1.3.1.2. Thông tư số 33/2011/TT-BGTVT ngày 19/4/2011 của Bộ trưởng Bộ Giao thông vận tải quy định về thủ tục cấp giấy chứng nhận chất lượng an toàn kỹ thuật và bảo vệ môi trường phương tiện, thiết bị thăm dò, khai thác và vận chuyển dầu khí trên biển.
1.3.1.3. ASME boiler and pressure vessel code (ASME BPVC) - Bộ luật về nồi hơi và và bình chịu áp lực của Hiệp hội Kỹ sư cơ khí Hoa Kỳ (sau đây gọi tắt là bộ luật), các phần chính:
- ASME BPVC Section I: Các nguyên tắc chế tạo nồi hơi điện (Rules for construction of power boilers);
- ASME BPVC Section II: Vật liệu (Materials);
- ASME BPVC Section IV: Các nguyên tắc chế tạo nồi hơi nhiệt (Rules for construction of heating boilers);
- ASME BPVC Section V: Kiểm tra không phá hủy (Nondestructive examination);
- ASME BPVC Section VI: Các nguyên tắc khuyến nghị áp dụng cho việc bảo dưỡng, vận hành nồi hơi nhiệt (Recommended rules for the care and operation of heating boilers);
- ASME BPVC Section VII: Các hướng dẫn khuyến nghị áp dụng cho việc bảo dưỡng nồi hơi điện (Recommended guidelines for the care of power boilers).
1.3.1.4. API 510 - Bộ luật về kiểm tra nồi hơi trong khai thác, đánh giá, sửa chữa và hoán cải (Pressure vessel inspection code: in-service inspection, rating, repair and alteration)
1.3.1.5. API 581 - Ấn phẩm API 581 tài liệu cơ bản cho kiểm tra trên cơ sở rủi ro (Publication for base resource document - risk-based inspection).
1.3.1.6. TCVN 7704:2007 - Nồi hơi - Yêu cầu kỹ thuật về thiết kế, kết cấu, chế tạo, lắp đặt, sử dụng và sửa chữa.
1.3.1.7. QCVN 48:2012/BGTVT - Quy chuẩn kỹ thuật quốc gia về phân cấp và giám sát kỹ thuật giàn di động trên biển.
1.3.1.8. QCVN 49:2017/BGTVT - Quy chuẩn kỹ thuật quốc gia về phân cấp và giám sát kỹ thuật giàn cố định trên biển.
1.3.1.9. QCVN 70:2014/BGTVT - Quy chuẩn kỹ thuật quốc gia về phân cấp và giám sát kỹ thuật kho chứa nổi.
1.3.1.10. QCVN 21:2015/BGTVT - Quy chuẩn kỹ thuật quốc gia về phân cấp và đóng tàu biển vỏ thép.
1.3.1.11. TCVN 7229:2003 - Công trình biển cố định - quy phạm phân cấp và chế tạo - Hàn.
1.3.1.12. TCVN 6008:2010 - Thiết bị áp lực - Mối hàn - Yêu cầu kỹ thuật và phương pháp thử.
1.3.2. Giải thích từ ngữ
1.3.2.1. Nồi hơi (boiler) là thiết bị dùng để sản xuất hơi từ nước bằng nguồn nhiệt do đốt cháy nhiên liệu hữu cơ hoặc do nhiệt của các khí xả. Nồi hơi gồm nhiều bộ phận chịu áp lực khác nhau theo trạng thái vật lý của nước hay của hơi nước nhưng có liên hệ với nhau để tạo ra hơi nước, chúng bao gồm gồm phần sinh hơi, bầu hâm nóng, bộ quá nhiệt bộ tiết kiệm khí xả và các thiết bị tương đương khác.
1.3.2.2. Phần sinh hơi là các bộ phận của nồi hơi mà ở đây nước được bốc hơi. Sự chuyển động của hỗn hợp hơi nước trong phần sinh hơi có thể là sự chuyển động tuần hoàn tự nhiên hay có trợ lực hoặc là sự chuyển động cưỡng bước.
1.3.2.3. Bộ tiết kiệm khí thải (Exhaust gas economizer) là thiết bị tạo ra hơi nước hay nước nóng chỉ nhờ dùng nhiệt của khí thải của động cơ điêzen, không có buồng chứa hơi nước hoặc bình ngưng.
1.3.2.4. Bộ tiết kiệm (Economizer) là một bộ phận của nồi hơi sử dụng nhiệt của khói nồi hơi, để gia nhiệt cho nước cấp vào nồi hơi. Bộ hâm nước có thể làm việc ở trạng thái sôi (đã có sinh hơi), hoặc chưa sôi. Bộ hâm nước gọi là "không ngắt được" khi nó được nối với phần sinh hơi không qua van khóa và gọi là "ngắt được" khi có van khóa trên đường nối này.
1.3.2.5. Bộ quá nhiệt (Superheater) là một bộ phận của nồi hơi để quá nhiệt hơi bão hòa. Bộ quá nhiệt có thể có nhiều cấp tùy theo yêu cầu sử dụng nhiệt độ của hơi.
1.3.2.6. Bộ tái quá nhiệt (Re - Superheater) là một bộ phận của nồi hơi để gia nhiệt hơi quá nhiệt đã qua sử dụng.
1.3.2.7. Một bộ phận của nồi hơi (A part of boiler) là bộ phận của nồi hơi có thể gồm nhiều phần tử chịu áp lực: ống góp, bao hơi, bao nước, ống tiếp nhiệt, ống dẫn trong phạm vi nồi hơi.
1.3.2.8. Nồi hơi ống nước (Water - tube boiler) là nồi hơi trong đó nước và hơi đi trong ống còn nguồn đốt nóng ở ngoài ống.
1.3.2.9. Nồi hơi ống lò - ống lửa (Fire - tube boilers) là nồi hơi trong đó nước và hơi bao quanh bên ngoài ống còn nguồn đốt nóng ở bên trong ống. Ống làm nhiệm vụ buồng đốt nhiên liệu gọi là ống lò; ống dẫn khói để đốt nóng gọi là ống lửa. Buồng đốt có thể có dạng là hộp lửa
1.3.2.10. Nồi hơi tuần hoàn tự nhiên (Natural circulation boiler) là nồi hơi trong đó sự chuyển động tuần hoàn của nước và hỗn hợp hơi nước được tạo nên bởi sự chênh lệch trọng lượng cột nước giữa phần đi lên và phần đi xuống của vòng tuần hoàn
1.3.2.11. Nồi hơi tuần hoàn cưỡng bức hoặc có trợ lực (Forced or assisted circulation boiler) là nồi hơi ống nước trong đó sự chuyển động tuần hoàn của nước và hỗn hợp hơi nước được thực hiện nhờ tác động hoàn toàn hoặc một phần của bơm đẩy
1.3.2.12. Nồi hơi trực lưu là nồi hơi ống nước mà sự chuyển động của nước và hơi nước là chuyển động một chiều, được tạo ra bởi giáng áp giữa đầu vào nồi hơi là nước cấp và đầu ra nồi hơi là hơi. Giáng áp tạo ra bởi bơm.
1.3.2.13. Áp suất làm việc định mức (Norminal working perssure) là áp suất lớn nhất mà nồi hơi được phép làm việc lâu dài:
- Đối với nồi hơi chỉ sản xuất hơi bão hòa là áp suất hơi ra khỏi nồi hơi;
- Đối với nồi hơi sản xuất hơi quá nhiệt là áp suất hơi ra khỏi bộ quá nhiệt
1.3.2.14. Áp suất thiết kế (Design pressure) là áp suất làm việc lớn nhất cho phép:
1) Tại bao hơi đối với nồi hơi tuần hoàn tự nhiên hoặc có trợ lực;
2) Tại đầu ra cuối cùng của bộ quá nhiệt đối với nồi hơi trực lưu (trừ khi ở đây có đặt van khóa trung gian);
3) Tại đầu ra bộ tái quá nhiệt, bộ quá nhiệt được đốt độc lập, bộ hâm nước "ngắt được".
1.3.2.15. Áp suất tính toán (Calculation pressure) là áp suất thiết kế có tính đến chênh lệch áp suất và áp suất thủy tĩnh ứng với chế độ làm việc khắc nghiệt nhất; hoặc là áp suất mở của van an toàn đặt ở giá trị cao nhất trên bộ quá nhiệt hoặc trên đường ra của bộ tái quá nhiệt để bù cho sự giảm áp suất tương ứng với điều kiện làm việc khắc nghiệt nhất.
1.3.2.16. Nhiệt độ thiết kế (Design temperature) là nhiệt độ thành kim loại làm căn cứ để lựa chọn độ bền thiết kế và xác định các kích thước của các bộ phận nồi hơi (xem Phụ lục B).
1.3.2.17. Chiều dày định mức của vật liệu (Nominal thickness) là chiều dày danh định của vật liệu.
1.3.2.18. Chiều dày thực (Actual thickness) là chiều dày của vật liệu chế tạo bộ phận chịu áp lực, được tính bằng chiều dầy định mức trừ (hoặc cộng) dung sai chế tạo.
1.3.2.19. Tuổi thọ thiết kế (design lifetime) là tuổi thọ được biểu thị bằng số giờ vận hành cho phép đối với các bộ phận chịu áp lực của nồi hơi trong điều kiện làm việc của nồi hơi.
1.3.2.20. Công suất của nồi hơi (Boiler rate) là sản lượng hơi sinh ra trong một đơn vị thời gian, được đo bằng kg/h, tấn/h, kg/s hoặc tính theo đơn vị năng lượng (Watt, kW, MW), tương ứng với thông số hơi của nồi hơi.
1.3.2.21. Các ký hiệu và đơn vị
p - áp suất tác dụng, MPa;
σcp - ứng suất cho phép của kim loại, MPa;
σB20, σC20 - giới hạn bền kéo và giới hạn chảy ở nhiệt độ thí nghiệm trong phòng, MPa;
Dt, Dn - đường kính trong, ngoài của thân hình trụ, mm;
d, dmax, dmin - đường kính lỗ khoét (hình tròn), đường kính lớn, đường kính bé của lỗ hình elíp, mm;
S - chiều dày, mm;
jh, jl - hệ số làm yếu do hàn, do khoan lỗ;
td, tng, tch - bước dọc, ngang, chéo các dẫy lỗ khoan;
ttt, tmc - nhiệt độ tính toán, nhiệt độ môi chất, 0C;
C - hệ số hiệu chỉnh về chiều dày tấm thép do sai số chế tạo tấm
1.3.2.22. Hoán cải (Alteration) là thay đổi ở bất kỳ bộ phận nào làm cho thiết kế bị ảnh hưởng tới khả năng chịu áp lực của nồi hơi nằm ngoài khoảng giá trị được mô tả trong các báo cáo thông số hiện có.
1.3.2.23. Các vị trí kiểm soát trạng thái (Condition monitoring locations - CMLs) là các vị trí chỉ định trên nồi hơi, nơi mà các cuộc kiểm tra chu kỳ được thực hiện để đánh giá trực tiếp trạng thái của nồi hơi. CMLs có thể có một hoặc nhiều điểm kiểm tra và sử dụng nhiều phương pháp kiểm tra căn cứ vào việc hư hỏng bộ phận được dự đoán trước để phát hiện ra hư hỏng ở xác suất cao nhất.
1.3.2.24. Hàn đắp có kiểm soát (Controlled-deposition welding - CDW): bất kỳ phương pháp hàn nào được sử dụng để đạt việc làm mịn hạt được kiểm soát và gia nhiệt bên dưới vùng ảnh hưởng nhiệt ở vật liệu cơ bản. Có nhiều phương pháp, ví dụ như gia nhiệt đường hàn (gia nhiệt lớp bên dưới đường hàn hiện tại sẽ ngưng đọng) và bao gồm nửa đường hàn (yêu cầu loại bỏ ½ lớp đầu). Xem 6.1.6-4(3).
1.3.2.25. Ăn mòn cho phép (Corrosion allowance) là chiều dày vật liệu bổ sung để cho phép kim loại hao hụt do thời gian khai thác của nồi hơi.
1.3.2.26. Tốc độ ăn mòn (Corrosion rate) là tốc độ hao hụt kim loại do xâm thực, xâm thực/ăn mòn, hoặc do phản ứng hóa học với môi trường bên trong và/hoặc bên ngoài nồi hơi.
1.3.2.27. Chuyên gia về ăn mòn (Corrosion specialist) là người của chủ thiết bị hoặc được chủ thiết bị thuê, có hiểu biết và kinh nghiệm trong ăn mòn hư hỏng cơ học, luyện kim, lựa chọn vật liệu và các phương pháp kiểm soát ăn mòn.
1.3.2.28. Ăn mòn dưới lớp bọc (Corrosion under insulation - CUI) là tất cả các dạng CUI bao gồm ăn mòn ứng suất nứt và ăn mòn bên dưới lớp cách nhiệt.
1.3.2.29. Hư hỏng cơ học (Damage mechanism) là bất kỳ loại hư hỏng nào bắt gặp trong công nghiệp hóa học và tinh chế mà có khẳ năng gây ra nứt/khuyết tật ảnh hưởng tới tính toàn vẹn của nồi hơi (ví dụ như ăn mòn, nứt, xâm thực, lõm, và các hư hỏng cơ học, vật lý khác, hoặc các tác động hóa học).
1.3.2.30. Khuyết tật (Defect) là hư hỏng về hình dáng kích thước vượt quá tiêu chuẩn cho phép và do đó có thể loại bỏ.
1.3.2.31. Hồ sơ nồi hơi (Profile of boiler) là các tài liệu bao gồm: kiểu nồi hơi; Mô tả thiết kế nồi hơi; Phụ kiện và lắp đặt nồi hơi; nhiên liệu dùng cho nồi hơi; Vận hành, bảo dưỡng, hoán cải, đánh giá lại và các hoạt động thử áp lực, đánh giá phù hợp (FFS); Đào tạo nhân lực; Kế hoạch kiểm tra, kết quả kiểm tra; NDT; Các quy trình để thực hiện các hoạt động đó, hoặc bất kỳ thông tin thích hợp khác để duy trì tính toàn vẹn và đảm bảo của nồi hơi.
1.3.2.32. Điểm kiểm tra (Examination point) là điểm ghi, điểm đo đạc hoặc điểm thử nghiệm (điểm thử nghiệm là thuật ngữ không sử dụng thay thế cho thử nghiệm cơ học hoặc vật lý. Ví dụ như thử độ bền kéo hoặc thử áp lực).
Một vùng trong phạm vi CML được xác định bởi vòng tròn có đường kính không lớn hơn 75 mm đối với các nồi hơi. CMLs có thể bao gồm nhiều điểm kiểm tra, ví dụ như một vòi của nồi hơi có thể là 1 CML và có nhiều điểm kiểm tra (ví dụ một điểm kiểm tra trong tất cả 4 góc phần tư của CML trên vòi nồi hơi).
1.3.2.33. Kiểm tra bên ngoài (External inspection) là kiểm tra bằng mắt được thực hiện từ bên ngoài của nồi hơi để phát hiện các tình trạng mà có thể tác động tới khả năng duy trì tính toàn vẹn hoặc tình trạng của nồi hơi, bao gồm tính toàn vẹn của các kết cấu nâng đỡ (ví dụ như thang, bệ và kết cấu trợ giúp). Kiểm tra bên ngoài có thể được thực hiện khi nồi hơi đang hoặc ngừng hoạt động và có thể thực hiện đồng thời với kiểm tra hoạt động.
1.3.2.34. Kiểm tra bên trong (Internal inspection) là một cuộc kiểm tra được thực hiện từ bên trong nồi hơi bằng mắt thường và/hoặc các phương pháp NDT.
1.3.2.35. Đánh giá phù hợp cho hoạt động (Fitness for Service - FFS) là phương pháp mà các khuyết tật và hư hỏng khác hoặc các điều kiện hoạt động trong phạm vi nồi hơi được đánh giá để xác định tính toàn vẹn của nồi hơi cho tiếp tục hoạt động.
1.3.2.36. Ăn mòn tổng thể (General corrosion) là ăn mòn nhiều hay ít phân bố đều trên bề mặt kim loại.
1.3.2.37. Ăn mòn cục bộ (Location corrosion) là ăn mòn xảy ra trong vùng giới hạn hoặc vùng riêng biệt trên bề mặt kim loại của nồi hơi.
1.3.2.38. Vùng ảnh hưởng nhiệt (Heat-affected zone) là phần vật liệu cơ bản có các đặc tính cơ học hoặc cấu trúc vi mô bị thay đổi bởi nhiệt của đường hàn hoặc nhiệt khi cắt.
1.3.2.39. Trong khai thác (In service) là giai đoạn nồi hơi đã được đưa vào hoạt động, đối ngược với giai đoạn chế tạo mới trước khi đưa vào khai thác. Nồi hơi không hoạt động do ngừng sản xuất vẫn được coi là nồi hơi đang khai thác.
1.3.2.40. Kiểm tra trong khai thác (in-service inspection) là tất cả các hoạt động kiểm tra liên quan tới nồi hơi khi nó được đưa vào khai thác nhưng trước khi hết thời hạn sử dụng.
1.3.2.41. Kế hoạch kiểm tra (Inspection plan) là kế hoạch xác định thời gian và phương pháp kiểm tra nồi hơi hoặc thiết bị giảm áp được kiểm tra, sửa chữa, và/hoặc bảo dưỡng.
1.3.2.42. Sửa chữa lớn (Major repair) là bất kỳ công việc nào không được coi là hoán cải để loại bỏ hoặc thay thế một phần chính của thân nồi hơi (ví dụ thay vỏ nồi hơi hoặc đỉnh, đáy nồi hơi). Nếu bất kỳ công việc phục hồi nào làm thay đổi nhiệt độ thiết kế, nhiệt độ cho phép nhỏ nhất (MAT), hoặc áp suất làm việc cho phép lớn nhất (MAWP), công việc đó phải được xem là hoán cải và phải thỏa mãn các yêu cầu về đánh giá lại.
1.3.2.43. Áp suất làm việc cho phép lớn nhất (MAWP) là áp suất đo tối đa cho phép trên đỉnh của nồi hơi tại vị trí hoạt động ở nhiệt độ xác định. Áp suất này được dựa vào các tính toán sử dụng chiều dày nhỏ nhất (hoặc chiều dày trung nồi hơi của các lỗ rỗ) đối với toàn bộ phần tử tới hạn của nồi hơi, (ngoại trừ chiều dày dự trữ ăn mòn) và được hiệu chỉnh bởi áp lực cột áp tĩnh áp dụng và các tải không áp (gió, động đất…). MAWP có thể xem trong thiết kế ban đầu hoặc được đánh giá lại thông qua đánh giá FFS.
1.3.2.44. Nhiệt độ vật liệu thiết kế nhỏ nhất/nhiệt độ cho phép nhỏ nhất (MDMT/MAT) là nhiệt độ vật liệu cho phép nhỏ nhất đối với vật liệu cho trước có chiều dày xác định dựa vào khả năng chống nứt của nó. Trong trường hợp MAT, nó có thể là một nhiệt độ đơn, hoặc là một dải nhiệt độ làm việc cho phép tương tự như áp lực. Nhìn chung, nhiệt độ tối thiểu mà tại đó tải đáng kể có thể được áp dụng cho nồi hơi như xác định trong tiêu chuẩn chế tạo áp dụng (ví dụ như ASME Code, Section VIII, Div.1, mục UG-20 b). Nó cũng có thể đạt được thông qua đánh giá FFS.
1.3.2.45. Thành phần không chịu áp lực (Nonpressure boundary) là các bộ phận của nồi hơi không chịu áp công nghệ.
1.3.2.46. Trạng thái hoạt động (On-stream) là tình trạng mà nồi hơi không sẵn sàng cho đợt kiểm tra bên trong. Xem kiểm tra ở trạng thái hoạt động.
1.3.2.47. Kiểm tra ở trạng thái hoạt động (On-stream inspection) là một cuộc kiểm tra được thực hiện từ bên ngoài nồi hơi trong khi nồi hơi đang hoạt động sử dụng các quy trình NDT để xác định sự phù hợp của thân nồi hơi cho tiếp tục hoạt động.
1.3.2.48. Xử lý nhiệt sau hàn (Postweld heat treatment - PWHT) là xử lý bao gồm việc gia nhiệt toàn bộ kết cấu hàn hoặc nồi hơi tới nhiệt độ được đánh giá xác định sau khi hoàn thiện hàn để giảm bớt các ảnh hưởng bất lợi của nhiệt khi hàn, ví như giảm ứng suất dư, giảm độ cứng, tính ổn định hóa học và/hoặc thay đổi đặc tính.
1.3.2.49. Thành phần chịu áp lực (Pressure boundary) là phần của nồi hơi gồm các bộ duy trì áp lực được kết nối hoặc lắp ráp vào mối ghép của nồi hơi, nồi hơi chứa chất lỏng (ví dụ thân, đỉnh, đáy và vòi nồi hơi nhưng không bao gồm các hạng mục như giá đỡ, kẹp, ống bọc... mà không chịu áp).
1.3.2.50. Thử áp lực (Pressure test) là thử nghiệm được thực hiện trên nồi hơi trong khai thác và trải qua hoán cải hoặc sửa chữa thân nồi hơi để xác định rằng tính toàn vẹn của các bộ phận nồi hơi vẫn thỏa mãn với bộ luật, tiêu chuẩn, quy chuẩn áp dụng. Thử áp lực có thể là thủy lực, khí hoặc là kết hợp cả hai.
1.3.2.51. Sửa chữa (Repair) là công việc cần thiết để phục hồi nồi hơi về trạng thái phù hợp để hoạt động an toàn ở các điều kiện thiết kế. Nếu bất kỳ công việc phục hồi nào làm thay đổi nhiệt độ thiết kế, nhiệt độ vật liệu thiết kế nhỏ nhất (MDMT), hoặc MAWP, thì phải xem công việc đó là hoán cải và phải thỏa mãn các quy định về đánh giá lại. Bất kỳ hoạt động hàn, cắt hoặc mài trên các bộ phận chịu áp lực không được xem là hoán cải thì được coi là sửa chữa.
1.3.2.52. Chiều dày yêu cầu (Reuired thickness) là chiều dày tối thiểu, không bao gồm dự trữ ăn mòn, của từng bộ phận của nồi hơi dựa vào các tính toán của bộ luật, tiêu chuẩn, quy chuẩn thiết kế phù hợp và ứng suất cho phép của bộ luật mà xem xét tới các tải áp lực, cơ học và kết cấu. Hoặc chiều dày yêu cầu có thể được đánh giá và thẩm định lại bằng phân tích FFS thỏa mãn API 579-1/ASME FFS-1.
1.3.2.53. Đánh giá lại (Rerating) là thay đổi giá trị nhiệt độ thiết kế, MDMT hoặc MAWP của nồi hơi. Nhiệt độ thiết kế và MAWP của nồi hơi có thể tăng hoặc giảm do đánh giá lại. Việc giảm dưới các điều kiện thiết kế ban đầu là cách thức để tăng lượng ăn mòn dự trữ bổ sung.
1.3.2.54. Kiểm tra trên cơ sở rủi ro (Risk-based inspection - RBI) là đánh giá nguy cơ và quy trình quản lý mà xem xét tới cả khả năng và hậu quả hư hỏng do hư hại vật liệu và được nêu trong kế hoạch kiểm tra về mất khả năng chứa của nồi hơi chịu áp trong hệ thống công nghệ do hư hại vật liệu. Các nguy cơ này được quản lý chủ yếu qua kiểm tra để tác động tới khả năng hư hỏng nhưng cũng có thể được quản lý thông qua nhiều phương pháp khác để kiểm soát khả năng và hậu quả của hư hỏng.
1.3.2.55. Hoạt động giống hoặc tương tự (Same or similar service) là bố trí mà có 2 hoặc nhiều hơn nồi hơi được lắp đặt song song, có thể so sánh được, hoặc hoạt động đồng nhất và các điều kiện môi trường và công nghệ của chúng nhất quán qua vài năm dựa vào các quy định kiểm tra để đánh giá rằng các hư hỏng cơ học mức độ hư hỏng có thể so sánh được.
1.3.2.56. Sửa chữa tạm thời (Temporary repairs) là các sửa chữa nồi hơi để phục hồi tính toàn vẹn cần thiết để tiếp tục hoạt động an toàn cho tới khi các sửa chữa cố định được thực hiện.
1.3.2.57. Thử nghiệm (Testing) là thử áp lực bằng khí hoặc thủy lực hoặc kết hợp khí/thủy lực, hoặc là thử cơ học để xác định các dữ liệu như độ cứng, độ bền và độ dai va đập của vật liệu. Thử nghiệm không bao gồm các phương pháp kiểm tra không phá hủy như kiểm tra bằng chụp ảnh bức xạ (RT), kiểm tra bằng siêu âm (UT), kiểm tra bằng từ tính (MT), kiểm tra bằng thẩm thấu (PT).
1.3.2.58. Kiểm định là hoạt động kỹ thuật theo một quy trình nhất định nhằm đánh giá và xác nhận sự phù hợp của sản phẩm, hàng hóa với yêu cầu quy định trong quy chuẩn kỹ thuật tương ứng.
1.3.2.59. Cơ quan đăng kiểm là Cục Đăng kiểm Việt Nam, các Chi cục Đăng kiểm trực thuộc Cục Đăng kiểm Việt Nam và các tổ chức được công nhận.
1.3.3. Các từ viết tắt
·ASME American society of mechanical engineers (Hiệp hội kỹ sư cơ khí Hoa Kỳ)
BPVC Boiler and pressure vessel code (Bộ luật về nồi hơi và bình chịu áp lực)
API American petroleum institute (Viện dầu khí Hoa Kỳ)
CDW Control drawn welded (Hàn đắp có kiểm soát)
NDT Non destructive testing (Kiểm tra không phá hủy)
MAWP Maximum allowable working pressure (áp suất làm việc cho phép lớn nhất)
Phần 2 QUY ĐỊNH VỀ KỸ THUẬT
Chương 1. Vật liệu và hàn
1. Quy định chung
1.1. Vật liệu dùng để chế tạo, sửa chữa các bộ phận chịu áp lực của nồi hơi, kể cả vật liệu hàn, dây hàn phải có tính dẻo, đủ độ bền theo yêu cầu của thiết kế, có tính hàn tốt, bảo đảm làm việc bền vững ở những điều kiện vận hành quy định.
1.2. Thép dùng cho nồi hơi phải là thép có chất lượng cao, gồm các loại thép tấm, thép cán, thép rèn có thành phần hóa học các nguyên tố chính trong giới hạn như sau:
1.2.1. Cacbon không lớn hơn 0,23% (có thể dùng thép có thành phần cacbon đến 0,25% nhưng phải chú ý khi thiết kế công nghệ hàn);
1.2.2. Phốt pho không lớn hơn 0,04%;
1.2.3. Lưu huỳnh không lớn hơn 0,04%;
1.2.4. Cacbon + mangan/6 không lớn hơn 0,45%.
Thành phần hóa học các nguyên tố, tính chất của các loại thép dùng để chế tạo các bộ phận chịu áp lực của nồi hơi được tham khảo trong các tiêu chuẩn chất lượng thép viện dẫn (xem Phụ lục B).
1.3. Trong mọi trường hợp, kim loại dùng để sửa chữa một bộ phận chịu áp lực nào đó của nồi hơi phải có các đặc tính và tính bền tương đương đặc tính và tính bền của kim loại dùng để chế tạo ra bộ phận đó.
1.4. Chất lượng và chủng loại vật liệu dùng khi chế tạo, sửa chữa phải theo đúng yêu cầu của thiết kế. Khi có nghi vấn về chất lượng hoặc chủng loại vật liệu thì phải đem phân tích kiểm nghiệm lại và xác định các đặc tính công nghệ trước khi sử dụng.
1.5. Chủng loại, các đặc tính vật liệu và tiêu chuẩn của nơi sản xuất vật liệu phải được ghi rõ vào trong lý lịch nồi hơi.
2. Vật liệu
2.1. Giới hạn bền kéo tính toán nhỏ nhất của thép ở nhiệt độ làm việc không được lớn hơn 450 MPa, nhiệt độ tính toán không được lấy thấp hơn 2500C.
2.2. Thép đúc chỉ được sử dụng làm các van và phụ tùng.
2.3. Không dùng gang để chế tạo các bộ phận chịu áp lực của nồi hơi, trừ bộ hâm nước bằng gang nêu trong 10.1.
2.4. Cho phép dùng gang để chế tạo van, nhưng áp suất làm việc của môi chất qua van phải không quá 2,2 MPa và nhiệt độ không quá 2500C. Nhà chế tạo van phải ghi rõ áp suất làm việc cho phép trên thân van.
2.5. Không sử dụng hợp kim đồng không chứa sắt để chế tạo các bộ phận chịu áp lực, trừ các van và phụ tùng đường ống có áp suất môi chất dưới 1,6 MPa và nhiệt độ môi chất không quá 2500C.
2.6. Vật liệu được dùng để chế tạo các chi tiết chịu áp suất của nồi hơi phải tuân theo các yêu cầu trong 3.2, 3.7, 4.1, 4.2, 4.4, 5.1, 5.4 hoặc 6.1 Phần 7A của Sửa đổi 1:2016 QCVN 21:2015/BGTVT và các yêu cầu trong 4.4, 5.5, 6.7 của TCVN 7230 tùy theo công dụng và phải được thử nghiệm theo các yêu cầu trong Chương 1 và Chương 2 của Phần 7A của Sửa đổi 1:2016 QCVN 21:2015/BGTVT. Tuy nhiên, các loại vật liệu khác với nêu trên có thể được sử dụng với điều kiện là các đặc tính kỹ thuật của vật liệu phải được Đăng kiểm chấp thuận.
2.7. Mặc dù có yêu cầu ở 0, nhưng các vật liệu được nêu trong các tiêu chuẩn đã được công nhận có thể được sử dụng cho các phụ tùng như các van, các vòi phun lắp trên nồi hơi nếu được Đăng kiểm chấp nhận sau khi xem xét các kích thước và điều kiện phục vụ.
2.8. Giới hạn sử dụng của vật liệu dùng làm các phụ tùng
1.2.5. Vật liệu của các miệng ống, gờ hay thanh giằng được gắn trực tiếp vào trống nồi hơi (kể cả các bầu góp) phải là thép thích hợp với nhiệt độ làm việc.
1.2.6. Trừ các quy định đã được nêu ở 2.8.1, vật liệu làm hộp van hay các phụ tùng được lắp trên nồi hơi và chịu áp suất phải thích hợp với nhiệt độ làm việc và phải là thép, trừ những trường hợp sau:
a) Vật đúc bằng hợp kim đồng có thể được sử dụng khi nhiệt độ làm việc tối đa không quá 210oC;
b) Vật đúc bằng gang xám có thể được sử dụng khi nhiệt độ làm việc tối đa không quá 210oC và áp suất thiết kế quy định không quá 1 MPa, trừ các van xả;
c) Gang đúc đặc biệt được chế tạo bởi nhà sản xuất được chấp nhận có thể được sử dụng khi nhiệt độ làm việc tối đa không quá 350oC và áp suất thiết kế quy định không quá 2,5 MPa.
2.9. Xử lý nhiệt thép tấm
Trong trường hợp xử lý nhiệt, như gia công tạo hình nóng hoặc khử ứng suất được thực hiện đối với thép tấm trong quá trình chế tạo nồi hơi, người chế tạo nồi hơi phải nêu rõ dự định cùng với đơn đặt hàng vật liệu. Trong trường hợp này, những nội dung cần thiết đối với nhà sản xuất thép tấm được nêu ở 3.2.4 Phần 7A của Sửa đổi 1:2016 QCVN21:2015/BGTVT.
2.10. Thử không phá hủy đối với thép đúc
Vật liệu thép đúc được dùng làm thân nồi hơi chịu áp suất trong phải được kiểm tra bằng chụp tia phóng xạ, kiểm tra bằng từ tính và phải được xác nhận rằng chúng không có khuyết tật có hại.
3. Hàn
Trình độ thợ hàn nồi hơi phải phù hợp với những quy định trong Chương 11, Phần 3 của Sửa đổi 1:2016 QCVN 21:2015/BGTVT và TCVN 7229 - Công trình biển cố định - quy phạm phân cấp và chế tạo - Hàn. Mối hàn phải tuân theo các quy định của TCVN 6008 - Thiết bị áp lực - Mối hàn - Yêu cầu kỹ thuật và phương pháp thử.
Chương 2. Yêu cầu về thiết kế
1. Quy định chung
1.1. Thiết kế nồi hơi phải bảo đảm tuân thủ nghiêm ngặt các yêu cầu về kết cấu nồi hơi và các bộ phận của nó, chọn đúng vật liệu chế tạo, tính đảm bảo độ bền cho chúng cũng như thỏa mãn các yêu cầu khác đã nêu trong Quy chuẩn này và các tiêu chuẩn liên quan để bảo đảm nồi hơi vận hành an toàn, đạt được các chỉ tiêu kỹ thuật đặt ra.
1.2. Áp suất thiết kế của bộ tiết kiệm và bộ tiết kiệm khí xả
1.2.1. Áp suất thiết kế của bộ tiết kiệm không được nhỏ hơn áp suất làm việc lớn nhất của bộ tiết kiệm, được xác định trên cơ sở áp suất làm việc lớn nhất của bơm cấp nước.
1.2.2. Áp suất thiết kế của bộ tiết kiệm khí xả không được nhỏ hơn áp suất làm việc lớn nhất của bộ tiết kiệm khí xả, được xác định trên cơ sở áp suất làm việc lớn nhất của bơm tuần hoàn nước nồi hơi.
1.3. Chiều dầy tối thiểu của vật liệu tấm chế tạo các phần chịu áp lực phải tối thiểu bằng 6 mm. Có thể dùng vật liệu có chiều dầy nhỏ hơn 0,3 mm so với chiều dầy tính toán với điều kiện đặc tính của vật liệu cho phép. Chiều dầy ống không được nhỏ hơn chiều dầy tính toán.
1.4. Khi không có quy định về tính độ bền nồi hơi và các bộ phận của nó thì có thể xác định MAWP bằng cách thử toàn bộ mẫu thử.
1.5. Các lưu ý đối với độ bền kết cấu
1.5.1. Khi tác động của các ứng suất bổ sung như tập trung ứng suất cục bộ, tải trọng lặp lại và ứng suất nhiệt là đáng kể thì phải có các biện pháp thích hợp như tăng chiều dày nếu thấy cần thiết.
1.5.2. Những phần được cố định của ống lửa của nồi hơi kiểu đứng phải được thiết kế sao cho sự biến dạng của ống lửa do dãn nở nhiệt của lò đốt bán cầu không bị khống chế quá chặt.
1.5.3. Phải xem xét đầy đủ theo các quy định (1) và (2) dưới đây để ngăn ngừa trước sự quá nóng các ống nước của nồi hơi có sản lượng nhiệt của buồng cháy cao
(1) Nồi hơi phải đảm bảo tuần hoàn (trường hợp loại nồi hơi tuần hoàn);
(2) Phải trang bị hệ thống xử lý nước.
1.6. Các lưu ý đối với việc lắp đặt
1.6.1. Nồi hơi phải được lắp đặt sao cho tác động của các tải trọng hoặc ngoại lực sau đây là nhỏ nhất:
a) Các chuyển động hoặc chấn động của công trình biển do máy móc sinh ra;
b) Ngoại lực sinh ra do các ống và các chi tiết đỡ được lắp vào nồi hơi;
c) Sự dãn nở nhiệt do sự thay đổi nhiệt độ.
1.6.2. Bộ tiết kiệm khí xả loại khung sườn phải được lắp đặt sao cho có thể kiểm tra được dễ dàng tấm lắp ống vào thân vỏ.
1.7. Bảo vệ tránh ảnh hưởng của ngọn lửa
Khi phần bầu góp và ống góp là phần tiếp xúc với lửa hoặc khí có nhiệt độ cao thì phải có thêm cách nhiệt hoặc các biện pháp thích hợp khác. Đối với bộ tiết kiệm khí xả loại khung sườn, bọc cách nhiệt ở vị trí chu vi của tấm đầu ống phải sao cho có thể kiểm tra bằng siêu âm được đối với tấm lắp ống vào thân vỏ.
1.8. Lưu ý cháy muội
Đối với nồi hơi khí xả và bộ tiết kiệm khí xả phải lưu ý để tránh cho chúng khỏi bị hư hại do cháy muội.
2. Các bản vẽ và tài liệu nộp thẩm định
2.1. Các bản vẽ (có chỉ rõ vật liệu và kích thước):
a) Bố trí chung của nồi hơi;
b) Các chi tiết vỏ và ống góp (bao gồm cả các phụ tùng bên trong);
c) Các chi tiết của giá lắp phụ tùng và vòi phun của nồi hơi;
d) Bố trí và các chi tiết của các ống nồi hơi;
e) Bố trí bệ nồi hơi;
f) Bố trí hệ thống dầu nhiên liệu bao gồm cả buồng đốt;
g) Các hệ thống điều khiển và kiểm soát nồi hơi;
h) Bố trí và các chi tiết của các ống của bộ quá nhiệt và bầu hâm nóng;
i) Các chi tiết của bộ xả quá nhiệt trong;
j) Bố trí và các chi tiết của các ống của bộ tiết kiệm và bộ tiết kiệm khí xả;
k) Các chi tiết của bộ hâm nóng sơ bộ không khí;
l) Bố trí và các chi tiết phụ tùng của nồi hơi;
m) Bố trí các van an toàn (cùng với các thông số kỹ thuật);
n) Các bản vẽ khác mà Đăng kiểm thấy cần thiết.
2.2. Tài liệu:
a) Đặc tính kỹ thuật, thuyết minh tính toán nồi hơi;
b) Đặc tính kỹ thuật vật liệu;
c) Các đặc điểm kỹ thuật hàn (với quy trình hàn, vật liệu hàn và điều kiện hàn);
d) Các hướng dẫn vận hành (chỉ áp dụng với bộ tiết kiệm khí xả loại khung sườn).
Chương 3 Yêu cầu về kết cấu
1. Quy định chung
1.1. Kết cấu nồi hơi phải đảm bảo an toàn khi vận hành, đảm bảo đốt nóng đồng đều và giãn nở tự do của các chi tiết, bộ phận, cũng như phải thỏa mãn các yêu cầu về kiểm tra, xem xét, làm sạch, sửa chữa hoặc thay thế các bộ phận của nồi hơi.
1.2. Việc đưa nước cấp vào trong bao hơi hay thân nồi hơi phải tránh làm chênh lệch nhiệt độ đột ngột.
1.3. Các chi tiết bên trong các bộ phận nồi hơi không có điều kiện kiểm tra, xem xét, sửa chữa, làm sạch tại chỗ thì phải chế tạo theo kiểu tháo ra được.
1.4. Tất cả các thiết bị điện và hệ thống nối đất trong phạm vi nồi hơi phải thực hiện theo đúng yêu cầu về an toàn điện hiện hành.
1.5. Đối với nồi hơi đốt nhiên liệu lỏng hoặc khí phải được tự động hóa việc cung cấp nhiên liệu và khống chế áp suất, tự động cắt nhiên liệu khi cạn nước cũng như khi tăng quá trị số áp suất quy định
2. Thân hình trụ bao hơi, bao nước, ống góp, nồi hơi
2.1. Thân hình trụ của bao hơi, bao nước, ống góp, nồi hơi có thể được ghép bởi nhiều tấm kim loại khác nhau nhưng phải tránh tạo nên các mối ghép hình chữ thập. Khi nối bởi nhiều tấm kim loại khác nhau thì vật liệu của các tấm này phải cùng nhãn hiệu hoặc phải có đặc tính đồng nhất với nhau. Không cho phép trên một khoang hình trụ của thân có nhiều hơn 2 mối hàn dọc.
2.2. Tùy theo sức chịu bền của thân hình trụ, cho phép chế tạo thân hình trụ có hai chiều dày khác nhau. Tại phần nối tiếp giữa hai chiều dày khác nhau, phần dày hơn phải được vát thoải đều để có chiều dày bằng chiều dày của phần mỏng hơn (Hình 1).
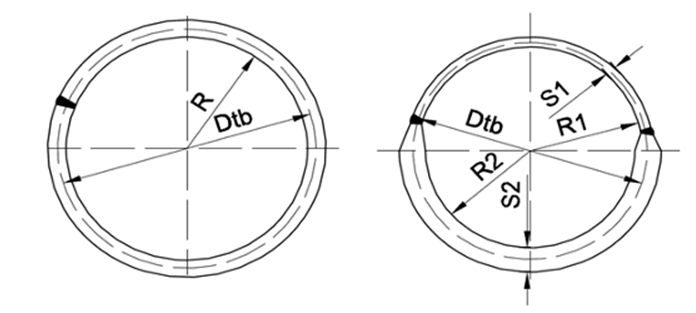
a) Thân hình trụ có chiều dày đồng nhất b) Thân hình trụ có chiều dày khác nhau
R1 - bán kính trong thân dưới; R2 - Bán kính trong thân trên; Dtb - đường kính trung nồi hơi;
S1 - chiều dày thân trên; S2 - chiều dày thân dưới
Hình 1
2.3. Chiều dày của thân hình trụ phải bảo đảm chịu được áp suất tác dụng lên thành, được xác định theo 3, Chương 4.
2.4. Không cho phép đốt nóng thân hình trụ khi chiều dày của thành lớn hơn 22 mm. Nếu phải đốt nóng thân hình trụ có chiều dày của thành lớn hơn 22 mm thì phần bị đốt nóng phải được cách nhiệt tốt để bảo đảm nhiệt độ kim loại tại vùng đốt nóng không vượt quá 1000C so với nhiệt độ làm việc định mức.
2.5. Độ méo của thân hình trụ (sự sai khác giữa đường kính lớn nhất và bé nhất so với đường kính định mức) không vượt quá 1%.
2.6. Cho phép khoan, khoét các lỗ trên thân hình trụ với đường kính của lỗ khác nhau. Khoảng cách của các lỗ phải đáp ứng yêu cầu tính độ bền thân hình trụ (xem 3, Chương 4).
2.7. Các lỗ khoét để lắp cửa phải được gia cường cho thành hình trụ tại vị trí các lỗ. Việc gia cường có thể thực hiện bởi một trong các cách hay đồng thời nhiều cách sau đây:
a) Tăng thêm chiều dày của thành ở phần khoét lỗ;
b) Hàn thêm vòng gia cường hoặc ống nối;
c) Hàn thêm tấm bù chiều dày cho phần thành.
2.8. Khi thân hình trụ của bao hơi, bao nước, ống góp đặt nằm ngang có chiều dài trên 8 m phải có biện pháp chống uốn võng.
2.9. Không cho phép chế tạo ống góp không phải là ống hình trụ tròn.
2.10. Các quy định về thân hình trụ cho ống lò và thân nồi hơi ống lò ống lửa tuân thủ các quy định trong TCVN 6413:1998.
3. Đáy
3.1. Các loại đáy phẳng, đáy e líp, đáy cầu được sử dụng làm đáy cho thân hình trụ. Việc chọn loại đáy nào tùy thuộc vào đường kính của thân hình trụ và áp suất tác động lên thân và đáy.
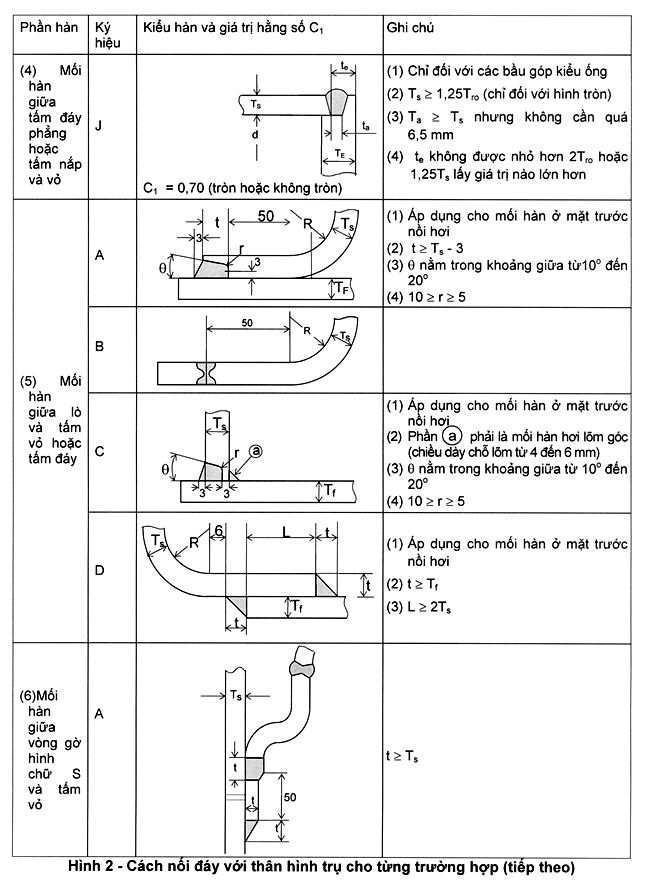
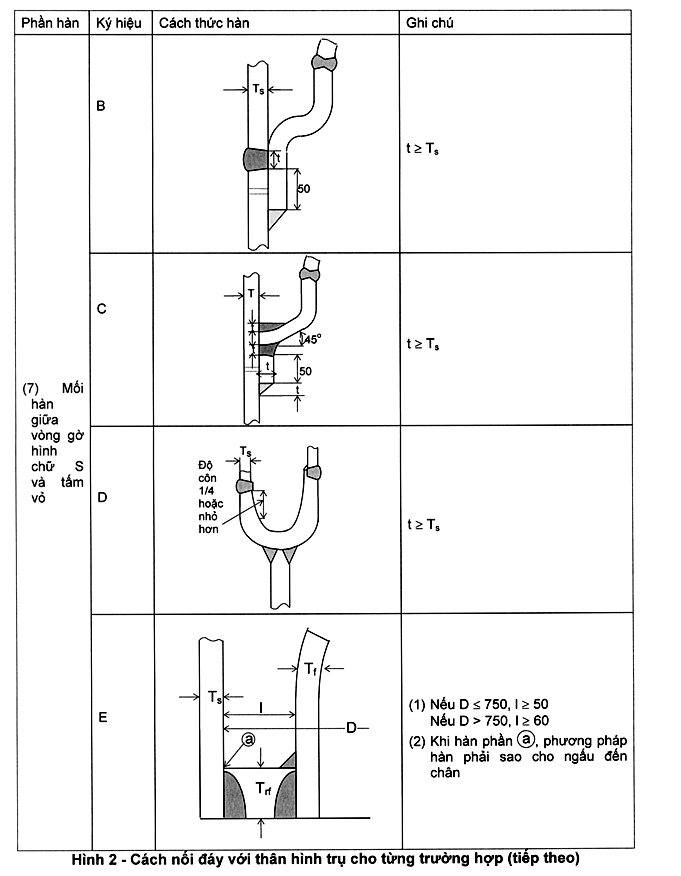
3.2. Việc hàn nối đáy với thân hình trụ cho từng trường hợp có thể thực hiện theo các cấu tạo chỉ trên Hình 2.
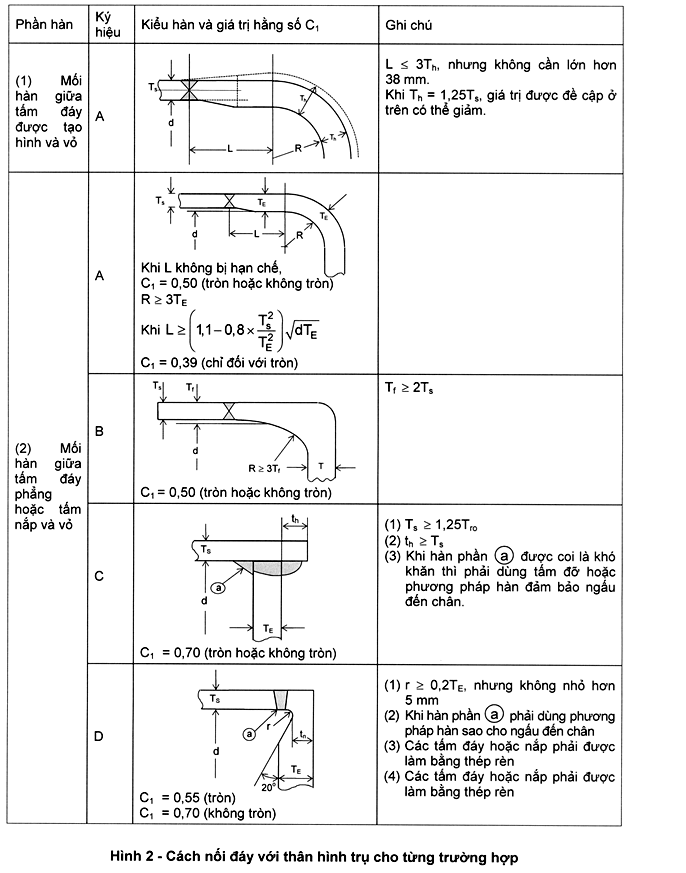
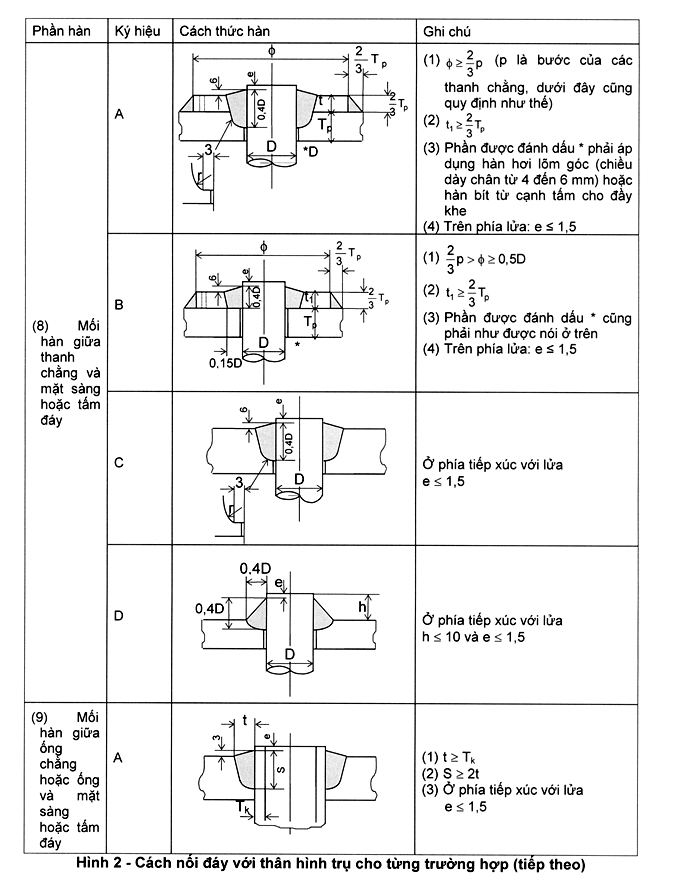
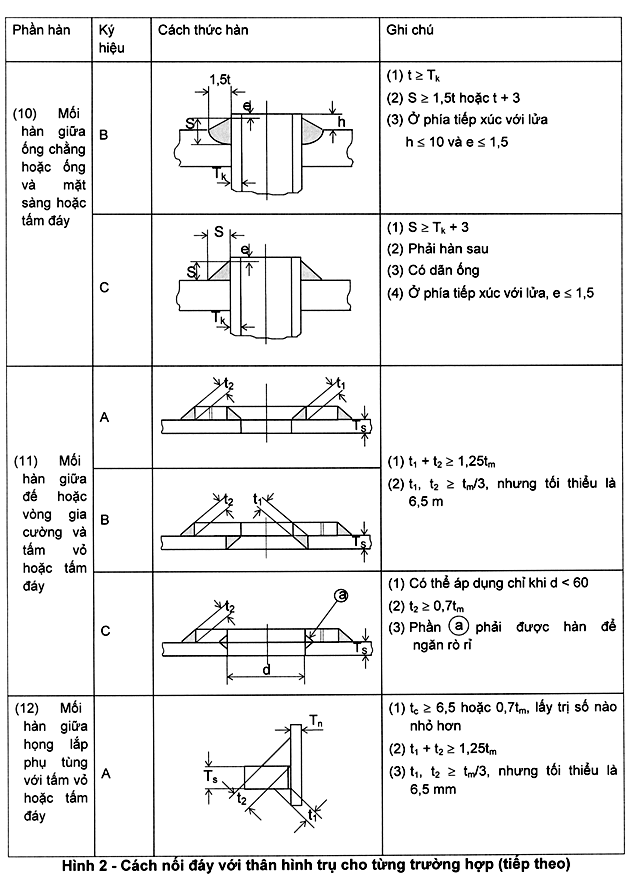
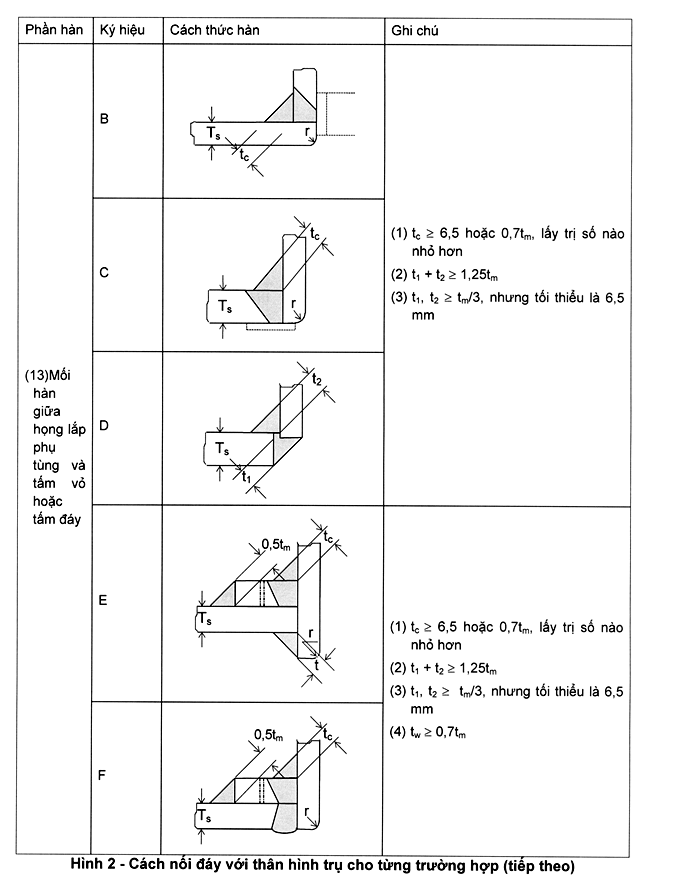
Chú thích:
(1) Hằng số C1 là trị số dùng cho công thức ở 9.5.5;
(2) Kích thước các phần hàn là trị số nhỏ nhất;
(3) Đơn vị của các trị số ở các hình đều là mm;
(4) Kích thước của các ký hiệu đặc trưng ở các hình như sau (đơn vị: mm)
Ts: Chiều dày thực của tấm vỏ;
Th: Chiều dày thực của tấm đáy được tạo hình;
TE: Chiều dày thực của tấm đáy phẳng hoặc tấm nắp;
Tro: Chiều dày yêu cầu của vỏ không ghép nối;
Tp: Chiều dày thực của mặt sàng hoặc tấm đáy phẳng (tấm đáy được tạo hình);
Trf: Chiều dày yêu cầu của tấm vòng bệ lò;
Tk: Chiều dày thực của ống hay ống chằng;
Tn: Chiều dày thực của họng lắp phụ tùng;
tm: Giá trị nhỏ của tấm được hàn nhưng lớn nhất là 20 mm.
3.3. Đáy phẳng
3.3.1. Chỉ dùng đáy phẳng cho thân hình trụ có đường kính bé như ống góp (có đường kính trong của thân hình trụ ≤ 400 mm). Ngay cả trong trường hợp này cũng có thể dùng thêm các biện pháp gia cường để giảm chiều dày của đáy.
3.3.2. Có thể khoét lỗ trên đáy phẳng và chỉ được phép khoét một lỗ, đường kính của lỗ ≤ 0,5 đường kính đáy.
3.3.3. Chiều dày yêu cầu của đáy phẳng được xác định từ việc tính độ bền đáy phẳng (xem 0, Chương 4).
3.3.4. Không sử dụng đáy phẳng để nối với thân hình trụ có đường kính trong lớn hơn 325 mm, trừ khi dùng đáy phẳng làm mặt sàng ống (xem 4 của Chương này).
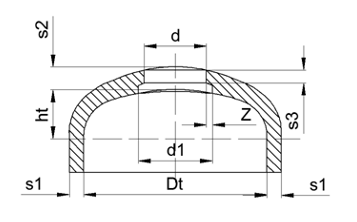
3.4. Đáy elíp
3.4.1. Đáy elíp gồm hai phần cấu tạo: phần elíp và phần hình trụ (Hình 3)
3.4.2. Trong mọi trường hợp, tỷ lệ chiều cao trên đường kính đáy (kích thước trong) phải nằm trong phạm vi: 0,2 ≤  ≤ 0,3, Chiều cao của phần hình trụ h2 ≥ 40
≤ 0,3, Chiều cao của phần hình trụ h2 ≥ 40
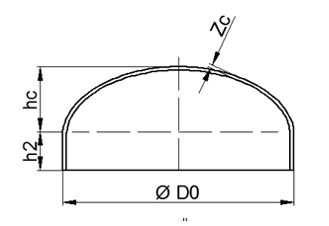
Hình 3. Cấu tạo đáy elíp
3.4.3. Cho phép khoét lỗ trên đáy elíp. Các lỗ có thể khoét chính tâm hoặc lệch tâm so với tâm trục của đáy. Có thể là lỗ hình tròn hay hình elíp.
3.4.4. Các lỗ có thể gia cường nhờ hàn thêm vành gia cường, hàn thêm ống nối hoặc rèn gấp mép lỗ hoặc tăng chiều dày của đáy ở phần lỗ khoét (Hình 4). Đường kính của lỗ phải ≤ 0,7 đường kính trong của đáy. Đối với lỗ hình elíp, đường kính tính toán của lỗ là đường kính lớn của hình elíp.
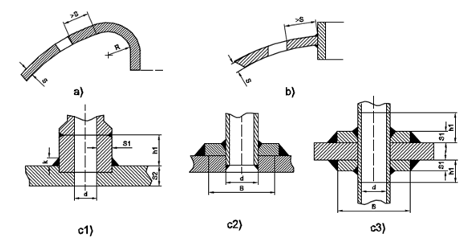
a. Lỗ khoét được rèn gấp mép; b. Lỗ khoét được hàn thêm vành gia cường; c. Lỗ khoét được hàn thêm ống nối (c1, Không có miếng đệm; c2, Có miếng đệm một phía; c3, Có miếng đệm 2 phía)
Hình 4. Các dạng gia cường cho lỗ khoét trên đáy elíp
3.4.5. Khi gia cường lỗ khoét bằng cách tăng chiều dày của đáy ở phần lỗ khoét không phải bằng cách hàn thêm miếng đệm thì chiều dày của đáy phải được giảm thoải đều đến chỗ nối với thân hình trụ (Hình 5)
Hình 5. Gia cường cho lỗ khoét bằng cách tăng chiều dày phần đáy có khoét lỗ
3.5. Đáy cầu
Các yêu cầu về khoét lỗ trên đáy cầu, về kích thước phần hình trụ chuyển tiếp tương tự như đối với đáy elíp.
3.5.1. Các loại đáy dạng khác như đáy hộp, đáy cong không có dạng elíp không sử dụng cho các trường hợp chế tạo mới. Đối với các trường hợp đã được chế tạo từ trước, khi cần tính kiểm tra phải căn cứ vào dạng cụ thể của đáy để tính toán.
3.5.2. Tất cả các loại đáy (elíp, cầu, cong, phẳng cũng như mặt sàng ống) phải được chế tạo bằng một tấm liền. Cho phép tối đa có hai tấm kim loại ghép lại nhưng mối ghép phải cách tâm một khoảng không nhỏ hơn 0,2 Dt và phải được hàn nối bằng mối hàn giáp mép hai phía.
4. Mặt sàng ống
4.1. Mặt sàng ống có thể là phẳng, cong, elíp, cầu. Chiều dày của kim loại làm mặt sàng ống khi núc ống phải ≥ 14 mm.
4.2. Các yêu cầu về nối ống với mặt sàng, về thanh giằng và các biện pháp gia cường cho phần mặt sàng không có ống và các yêu cầu khác tuân thủ các quy định trong Hình 2.
5. Hàn ống với thân hình trụ, với đáy
5.1. Đối với thân hình trụ của các nồi hơi áp suất thấp có chiều dày ≤ 18 mm thì có thể hàn ống trực tiếp với thân. Đối với thân hình trụ có chiều dày > 18 mm, các mối hàn ống với thân hình trụ phải được nhiệt luyện sau khi hàn. Thông thường tiến hành hàn trước một đoạn ống cụt với thân và được nhiệt luyện cùng với thân (hoặc đáy), sau đó mới hàn ống vào ống cụt. Việc hàn các ống với thân hình trụ hoặc đáy chỉ được hoàn nối qua đoạn ống cụt này, không được hàn trực tiếp với thân hay đáy nếu sau khi hoàn không có điều kiện nhiệt luyện.
5.2. Các ống hàn với thân hình trụ hoặc đáy có thể hàn đầy cả chiều dày thân, hoặc chỉ hàn vào một phần chiều dày thân hay đáy.
6. Ống lò ống lửa
Ống lò ống lửa phải tuân theo các quy định trong TCVN 6413: 1998.
7. Các lỗ chui người, lỗ chui đầu và lỗ thò tay
7.1. Lỗ khoét trên thân hình trụ, thân nồi hơi, trên đáy có thể là:
- Lỗ chui người;
- Lỗ chui đầu;
- Lỗ thò tay.
7.2. Nồi hơi tùy theo chủng loại phải có các lỗ thích hợp để chui người, chui đầu hoặc thò tay. Số lượng các loại lỗ phải đủ để cho phép đánh giá được chất lượng gia công khi chế tạo, làm vệ sinh và cạo rửa bề mặt bên trong các bộ phận chịu áp lực của nồi hơi. Kích thước của các lỗ đáp ứng các quy định trong 7.7 ở dưới đây.
7.3. Thân nồi hơi có đường kính bằng hoặc lớn hơn 1.400 mm phải có ít nhất một lỗ chui người.
7.4. Thân nồi hơi có đường kính từ 800 mm đến dưới 1.400 mm phải có ít nhất một lỗ chui đầu.
7.5. Ngoài ra để làm vệ sinh và kiểm tra bên trong các bộ phận của nồi hơi phải trang bị một số lỗ thò tay.
7.6. Số lượng, kích thước và vị trí của lỗ chui người, lỗ chui đầu và lỗ thò tay do nhà thiết kế quy định sao cho có thể xem xét, kiểm tra và làm vệ sinh được toàn bộ hoặc nhiều nhất có thể bề mặt bên trong của các bộ phận.
7.7. Các lỗ chui người, chui đầu, thò tay có thể có dạng hình elíp hay tròn, với kích thước nhỏ nhất như sau:
a) Lỗ thò tay để làm vệ sinh hình elíp kích thước là 80 mm x 100 mm, lỗ hình tròn đường kính trong 100 mm. Lỗ thò tay để giám sát hình elíp kích thước 100 mm x 150 mm, lỗ hình tròn đường kính 120 mm. Chiều cao vòng gia cường không vượt quá 65 mm hoặc 100 mm nếu nó là hình côn;
b) Lỗ chui đầu hình elíp 220 mm x 320 mm, hình tròn đường kính trong 320 mm. Chiều cao của vòng gia cường không được vượt quá 100 mm hoặc 120 mm nếu nó là hình côn;
c) Các lỗ chui người: hình elíp kích thước 300 mm x 400 mm, hình tròn đường kính trong 400 mm.
7.8. Các lỗ chui người, lỗ chui đầu, lỗ thò tay phải có cấu tạo sao cho dễ dàng tháo lắp và thay thế nắp đậy lỗ. Bề mặt tiếp xúc của nắp đậy với lỗ phải được gia công kín khít, chiều rộng tối thiểu của tấm đệm là 15 mm.
7.9. Các nắp đậy có khối lượng lớn hơn 20 kg phải có phương tiện thích hợp để nâng lên, trừ trường hợp các nắp đặt thẳng đứng có thể có kết cấu bản lề.
8. Mức nước
8.1. Mức nước thấp nhất cho phép đối với các loại nồi hơi do nhà thiết kế quy định nhưng phải đảm bảo các trị số nhỏ nhất sau:
8.1.1. Đối với những nồi hơi có bao hơi bị đốt nóng trực tiếp: phải cao hơn đường lửa đốt 100 mm.
8.1.2. Đối với nồi hơi ống lò, ống lửa nằm ngang: phải cao hơn thành ống cao nhất 100 mm.
8.1.3. Đối với các nồi hơi ống lò, ống lửa đứng: phải cao hơn 2/3 chiều cao ống lửa tính từ dưới lên.
8.1.4. Đối với nồi hơi kiểu ống nước nằm nghiêng hay đứng tuần hoàn tự nhiên: mức nước thấp nhất do người thiết kế quy định dựa theo tính toán đảm bảo tuần hoàn ổn định của dòng môi chất trong hệ thống tuần hoàn.
8.1.5. Đối với những loại nồi hơi chưa được quy định trong 8.1.1 đến 8.1.4 thì mức nước thấp nhất do nhà thiết kế quy định, nhưng phải đảm bảo sao cho các thành của nồi hơi không bị đốt nóng quá nhiệt độ cho phép của vật liệu chế tạo các thành đó.
8.2. Mức nước cao nhất cho phép trong các nồi hơi do nhà thiết kế quy định nhưng phải tính toán sao cho đảm bảo đủ mặt thoáng bốc hơi và độ khô của hơi đi vào bộ quá nhiệt, ống dẫn hơi và các máy dùng nhiệt khác.
8.3. Mức nước trung nồi hơi do nhà thiết kế chọn để làm cơ sở tính toán thủy động, tính toán nhiệt của nồi hơi. Mức nước này nằm ở giữa hai mức nước thấp nhất và cao nhất cho phép và là mức làm việc thường xuyên của nồi hơi.
9. Nắp phòng nổ
9.1. Những nồi hơi đốt nhiên liệu lỏng, khí, than bột, than bùn, mùn cưa và các sản phẩm thực vật, nồi hơi có buồng đốt kiểu lớp sôi phải đặt nắp phòng nổ ở các vị trí sau:
a) Trên buồng đốt, tại đầu cuối đường khói của nồi hơi;
b) Trên đường khói của bộ hâm nước, bộ khử tro, trước và sau quạt khói.
9.2. Các nắp phòng nổ phải đặt ở phía mặt trên đường khói và ở vị trí tránh gây nguy hiểm cho người phục vụ.
9.3. Số lượng, kích thước nắp phòng nổ do người thiết kế quy định.
9.4. Các nồi hơi dùng nhiệt của khí xả phải trang bị thiết bị ngắt nhanh đường khói vào nồi hơi.
10. Bộ hâm nước
10.1. Bộ hâm nước bằng gang
10.1.1. Bộ hâm nước bằng gang được dùng để gia nhiệt nước cấp cho nồi hơi, chủ yếu bởi khói của nồi hơi, được sử dụng khi áp suất nước cấp tại đầu ra của bộ hâm nước ≤ 2,2 MPa.
10.1.2. Bộ hâm nước bằng gang phải là loại ngắt được với nồi hơi, nước ra khỏi bộ hâm nước phải có nhiệt độ thấp hơn nhiệt độ sôi trong nồi hơi ít nhất 40 0C.
10.1.3. Tại đầu vào và đầu ra của bộ hâm nước bằng gang phải đặt các phương tiện đo kiểm sau:
- Van an toàn;
- Áp kế;
- Nhiệt kế.
10.1.4. Có thể đặt thêm đường tái tuần hoàn của bộ hâm nước để đưa nước trở lại đầu hút của bơm nước cấp mà không đưa vào nồi hơi.
10.2. Bộ hâm nước bằng thép
10.2.1. Bộ hâm nước bằng thép gồm các ống thép không hàn. Không cho phép dùng ống thép hàn giáp mí, hàn xoắn để chế tạo ống của bộ hâm nước.
10.2.2. Nước ra khỏi bộ hâm nước bằng thép có thể ở trạng thái sôi hoặc không sôi.
10.2.3. Phải có các biện pháp chống mài mòn do than và tro bay trong đường khói, chống ăn mòn bởi khói.
10.2.4. Phải có hệ thống tái tuần hoàn bộ hâm nước khi khởi động lò.
10.2.5. Cụm ống của bộ hâm nước bằng thép (ống ruột gà) cần chia thành từng phần có chiều cao không quá 1200 mm, giữa các phần là một khoảng trống có chiều cao 500 mm để dễ thao tác khi thi công hoặc trong khi sửa chữa.
11. Bộ quá nhiệt, tái quá nhiệt
11.1. Khi nồi hơi có trang bị bộ quá nhiệt, bộ tái quá nhiệt thì phải trang bị thiết bị đo kiểm nhiệt độ hơi quá nhiệt. Khi nhiệt độ hơi quá nhiệt lớn hơn 350 0C thì phải có trang bị hệ thống điều chỉnh nhiệt độ hơi quá nhiệt.
11.2. Có thể điều chỉnh nhiệt độ hơi quá nhiệt bằng các thiết bị giảm ôn (bộ giảm ôn) để làm giảm nhiệt độ hơi quá nhiệt, bằng cách thay đổi lưu lượng hoặc nhiệt độ khói, hoặc phối hợp cả hai cách. Hệ thống tự động điều chỉnh nhiệt độ hơi quá nhiệt phải bảo đảm phối hợp nhịp nhàng việc điều chỉnh khi sử dụng đồng thời các biện pháp này.
11.3. Người thiết kế nồi hơi phải quy định giới hạn nhiệt độ làm việc định mức của hơi quá nhiệt. Các dao động làm tăng nhiệt độ hơi quá nhiệt trong mọi trường hợp phải không lớn hơn + 100C.
12. Dàn ống sinh hơi
12.1. Ống sinh hơi là ống nước chịu áp suất bên trong. Các ống sinh hơi được chế tạo từ ống thép không hàn. Không cho phép dùng gang, đồng làm vật liệu chế tạo ống sinh hơi. Các ống sinh hơi được chế tạo thành dàn có hàn màng nối dọc theo ống phải bảo đảm giãn nở đều tự do cho tất cả các ống trong dàn.
12.2. Mặt trong ống sinh hơi có thể là trơn hay có rãnh xoắn. Chiều dày tối thiểu của ống sinh hơi phải theo đúng trị số ghi trong Bảng 5, Chương 4.
12.3. Trọng lượng của các ống và các vật liệu khác trên dàn ống phải được treo đỡ lên khung sườn lò, không được đặt trực tiếp vào các đầu nối với bao hơi, ống góp.
13. Thiết bị đo kiểm và an toàn
13.1. Các thiết bị đo kiểm và an toàn bắt buộc đối với nồi hơi
- Thiết bị đo áp suất (áp kế);
- Thiết bị đo mức nước (kính thủy, đồng hồ đo mức nước...);
- Thiết bị khống chế áp suất (van an toàn);
- Thiết bị đo nhiệt độ (nhiệt kế).
13.2. Áp kế
13.2.1. Mỗi nồi hơi phải có ít nhất một áp kế với phần chứa hơi của nồi hơi. Đối với nồi hơi trực lưu thì áp kế phải đặt trước van khóa đường hơi đến nơi tiêu thụ. Các nồi hơi có bộ quá nhiệt ngoài áp kế ở bao hơi còn phải đặt thêm ít nhất một áp kế tại ống góp ra của bộ quá nhiệt. Khi nồi hơi có thêm bộ tái quá nhiệt thì còn phải đặt thêm áp kế tại ống góp ra của bộ tái quá nhiệt. Không được trang bị van khóa giữa áp kế và nồi hơi, bộ quá nhiệt.
13.2.2. Phải lắp đặt van hoặc vòi gần với áp kế tại phần kết nối áp kế với nồi hơi. Có thể trang bị bổ sung van hoặc vòi gần nồi hơi với điều kiện nó không bị khóa hoặc kín khi ở vị trí mở. Không được trang bị van khóa nào khác giữa thiết bị đo và nồi hơi.
13.2.3. Phải đặt áp kế trên đường nước vào và ra khỏi bộ hâm nước loại ngắt được. Trên đường nước cấp vào nồi hơi cũng phải đặt áp kế tại đầu đẩy của bơm.
13.2.4. Áp kế đặt trên nồi hơi và bộ quá nhiệt, tái quá nhiệt phải có cấp chính xác không lớn hơn 1,5 và đường kính mặt áp kế không dưới 150 mm. Cho phép dùng áp kế có cấp chính xác 2,5 và đường kính mặt áp kế dưới 150 mm khi đặt áp kế cho nồi hơi có áp suất không quá 2,2 MPa và chiều cao tính từ sàn phục vụ đến vị trí đặt áp kế không quá 2 m, cũng như khi đặt tại bộ phận hâm nước bằng gang.
13.2.5. Áp kế phải nối qua ống xi phông hay một thiết bị tương tự có tiết diện bên trong đủ lớn để ống được điền đầy nước. Áp kế được nối với ống nối qua van ba ngả. Đối với nồi hơi có áp suất cao có thể thay van ba ngả bằng một ống nối và van khác dùng để lắp áp kế kiểm tra trong vận hành, cũng như khi thử thủy lực. Các phụ kiện và ống nối của áp kế phải chọn phù hợp với thông số của nồi hơi.
13.2.6. Áp kế của nồi hơi phải được kiểm định kỹ thuật an toàn (sau đây gọi tắt là kiểm định) và niêm chì mỗi năm một lần và sau mỗi lần sửa chữa áp kế tại nơi được phép kiểm định.
13.2.7. Thang đo của áp kế phải được chọn sao cho ở áp suất làm việc lớn nhất cho phép kim áp kế nằm trong phạm vi từ 1/2 đến 2/3 thang đo. Trên mặt áp kế phải có vạch đỏ chỉ áp suất làm việc lớn nhất cho phép của nồi hơi.
13.2.8. Áp kế dùng để theo dõi trực tiếp áp suất phải được đặt như thế nào để dễ nhìn thấy tại sàn phục vụ: mặt áp kế đặt thẳng đứng khi ngang tầm mắt hoặc phải đặt nghiêng khoảng 300 khi đặt cao hơn tầm mắt.
Đường kính của mặt áp kế nên chọn như sau:
a) Không nhỏ hơn 150 mm khi đặt cao đến 3m so với sàn phục vụ;
b) Không nhỏ hơn 200 mm khi đặt cao 3m đến 4m so với sàn phục vụ;
c) Không nhỏ hơn 250 mm khi đặt cao trên 4m đến 5m so với sàn phục vụ.
Không đặt áp kế cao quá 5m so với sàn phục vụ.
13.2.9. Cấm sử dụng áp kế trong những trường hợp sau:
a) Chưa được kiểm định, mất niêm chì hoặc dấu niêm phong của đơn vị kiểm định; hoặc niêm chì, niêm phong không hợp lệ;
b) Quá hạn kiểm định;
c) Áp kế làm việc không chính xác;
d) Kính vỡ hoặc các hư hỏng khác có ảnh hưởng đến độ làm việc chính xác của áp kế.
13.2.10. Các nối ống phải có kích thước rộng và bố trí sao cho nó có thể được làm sạch bằng cách thổi ra. Đối với nồi hơi nước, thiết bị đo áp suất hoặc thiết bị kết nối phải có ống Si - Phông hoặc thiết bị tương đương để tạo và duy trì một nút kín nước ngăn không cho hơi xâm nhập vào ống thiết bị đo.
13.2.11. Các đầu nối cho thiết bị đo áp suất phải phù hợp với áp suất và nhiệt độ làm việc tối đa, nhưng nếu nhiệt độ vượt quá 208 °C thì không được sử dụng ống đồng hoặc ống đồng hoặc ống đồng thau.
13.2.12. Mỗi nồi hơi có nhiệt độ cao phải có thiết bị đo nhiệt độ để có vị trí và kết nối để dễ dàng đọc được. Thiết bị đo nhiệt phải được lắp đặt để nó luôn chỉ báo nhiệt độ ở độ F hoặc ºC của nước trong nồi hơi, tại hoặc gần các đầu nối ra.
13.2.13. Mỗi nồi hơi phải có đầu nối van để gắn thiết bị kiểm tra khi nồi hơi hoạt động sao cho xác định được tính chính xác của thiết bị đo áp suất của nồi hơi.
13.3. Đo mức nước
13.3.1. Thiết bị đo mức nước quy định trong Quy chuẩn này là thiết bị để đo trực tiếp mức nước trong bao hơi hay nồi hơi và là thiết bị hiển thị. Các thiết bị đo mức nước có thể là:
a) Kính thủy để đo trực tiếp mức nước theo nguyên lý nồi hơi thông nhau có vật liệu bằng thủy tinh trong suốt hay vật liệu trong suốt khác chịu được nhiệt độ và áp suất của nồi hơi;
b) Các đồng hồ đo mức nước là thiết bị đo mức nước gián tiếp nhờ sự biến đổi điện từ hay các dạng vật lý khác, lấy tín hiệu trực tiếp từ mức nước trong bao hơi hay nồi hơi.
13.3.2. Mỗi nồi hơi phải có ít nhất hai thiết bị chỉ mức nước độc lập, một trong số đó là kính thủy được nối trực tiếp vào thân bao hơi hay thân nồi hơi; cái thứ hai có thể là thiết bị đo mức nước gián tiếp.
13.3.3. Những nồi hơi có nhiều cấp bốc hơi và chia bao hơi thành các ngăn cho mỗi cấp bốc hơi thì tại mỗi ngăn phải đặt một kính thủy.
13.3.4. Những nồi hơi có nhiều bao hơi đặt trên cao thì ở bao hơi cần theo dõi mức nước phải đặt ít nhất hai thiết bị đo mức nước, các bao hơi còn lại khác phải đặt ít nhất một thiết bị đo. Những bao hơi chỉ chứa hơi, không chứa nước thì không cần đặt thiết bị đo mức nước.
13.3.5. Những nồi hơi có nhiều bao hơi đặt trên cao có liên thông nhau cả đường hơi và đường nước thì cho phép đặt 1 kính thủy cho mỗi bao hơi.
13.3.6. Các nồi hơi có công suất trên 2 tấn/giờ phải có thiết bị tự động báo hiệu mức nước và bảo vệ cạn nước. Được thay thiết bị tự động báo hiệu mức nước và bảo vệ cạn nước bằng một đinh chì khi diện tích tiếp nhiệt của nồi hơi (phần sinh hơi) đến 17 m2 và hai đinh chì khi diện tích tiếp nhiệt trên 17 m2. Kích thước và chất lượng đinh chì phải đảm bảo chảy được khi nồi hơi cạn nước và lượng môi chất thoát ra đủ để dập lửa trong buồng đốt.
13.3.7. Khi vị trí đặt thiết bị chỉ mức nước so với mặt sàn phục vụ chính cao hơn 6m thì phải đặt thêm đồng hồ chỉ mực nước ở phía dưới, ở chỗ mà ở sàn phục vụ có thể trông thấy được. Khi đó thì trên bao hơi cho phép đặt một kính thủy.
13.3.8. Các kính thủy phải có đủ van đóng mở và van xả, bảo đảm việc thông rửa và thay thế kính thủy tinh khi nồi hơi còn đang làm việc và phải có thiết bị cân bằng để tránh tạo mức nước giả trong kính thủy khi có hiện tượng sôi bồng trong bao hơi. Vòi xả hoặc van mở xả có đường kính trong không nhỏ hơn 6 mm (1/4 inch) để thuận lợi khi làm sạch. Khi MAWP của nồi hơi vượt quá 100 psi (700 kPa), kính thủy đo mức phải được nối tới một van xả để xả thoát nước đến vị trí an toàn. Các kính thủy tinh tròn phải có bao che nhưng không được cản trở cho việc theo dõi mức nước.
13.3.9. Các ống và phụ tùng của ống nối kính thủy phải càng ngắn càng tốt và phải thiết kế sao cho không tạo thành túi đọng nước giữa nồi hơi và ống dẫn. Trong mọi trường hợp đường kính trong của các ống dẫn không được nhỏ hơn 25 mm. Khi các ống nối được dùng chung với thiết bị báo hiệu và an toàn tự động thì đường kính trong không được nhỏ hơn 40 mm; mặt trong ống dẫn phải trơn nhẵn để tránh làm tắc ống dẫn. Không cho phép đặt bích nối trung gian, van khóa hay trích hơi, nước cho mục đích khác trên ống dẫn này.
13.3.10. Trên mặt kính thủy phải đánh dấu bằng vạch đỏ hay gắn tín hiệu dễ thấy chỉ mức nước cao nhất, thấp nhất cho phép và mức nước trung nồi hơi.
13.3.11. Tất cả các nồi hơi có mức nước cố định (mặt phân giới giữa hơi nước và nước) phải có ít nhất một kính thủy đo mức nước (một thiết bị trong suốt cho phép xác định mực nước bằng mắt). Không được phép sử dụng các thiết kế kính thủy đo mức sử dụng các phần tử kết cấu ngang (bản ngang) như là một cách để gia cường thân thanh đo, mà các phần tử đó không liên tục trên toàn bộ chiều dài thẳng đứng của thước mức thủy tinh. Mực nước thấp nhất nhìn thấy trong kính thủy đo mức ít nhất là 50 mm (2 inch) so với mực nước cho phép thấp nhất, được nhà sản xuất nồi hơi xác định.
13.3.12. Cụm kính thủy đo mức có nhiều phần, dạng hình ống hay kết cấu khác, phải được thiết kế sao cho chỗ nối đảm bảo chồng lấn lên nhau tối thiểu 25 mm trong vùng mực nước có thể nhìn thấy, trừ khi thiết bị đo hoặc thiết bị phản xạ sử dụng sự khúc xạ ánh sáng để hỗ trợ xác định mực nước, có thể bỏ qua yêu cầu về các phần chồng lấn.
13.3.13. Nồi hơi không có mực nước cố định, chẳng hạn như máy tạo áp suất hơi nước và nồi hơi nước nhiệt độ cao của kiểu tuần hoàn cưỡng bức, không bắt buộc phải có kính thủy.
13.3.14. Mỗi kính thủy báo mức hoặc thiết bị cảm biến mức nước hoặc thiết bị kiểm soát mực nước lắp bên ngoài phải được trang bị van ngắt trên và dưới để ngăn lắng đọng cặn.
13.4. Van an toàn
13.4.1. Mỗi nồi hơi phải có ít nhất hai van an toàn hoạt động độc lập, trừ các nồi hơi có tích số của áp suất tính bằng MPa với tổng thể tích của nồi tính bằng lít không vượt quá 1000 hoặc có diện tích hấp nhiệt nhỏ hơn 10 m2 thì được phép lắp một van an toàn.
13.4.2. Mỗi bộ quá nhiệt phải có ít nhất một van an toàn đặt ở phía đầu ra của hơi quá nhiệt. Khi một nồi hơi có một bộ quá nhiệt và nếu giữa nồi hơi và bộ quá nhiệt không có van khóa thì van an toàn đặt ở bộ quá nhiệt được coi là van an toàn thứ hai của nồi hơi.
13.4.3. Không được lắp các van khóa hoặc trổ lỗ trích hơi trên đường ống nối nồi hơi với van an toàn, cũng như trên ống thoát hơi của van an toàn.
13.4.4. Không được dùng van an toàn có đường kính trong của đế van nhỏ hơn 20 mm đặt trên các nồi hơi.
13.4.5. Các van an toàn đặt ở bất kỳ nồi hơi nào (kể cả van tại bộ quá nhiệt) phải có đủ khả năng thoát hơi nước được xả ra để không làm cho áp suất của nồi hơi tăng quá 10% áp suất làm việc định mức của nồi hơi.
13.4.6. Đối với bộ hâm nước bằng gang và bộ hâm nước ngắt được phải đặt ít nhất một van an toàn tại ống góp ra của bộ hâm nước.
13.4.7. Cho phép đặt các loại van an toàn kiểu sau đây cho các nồi hơi tùy thuộc vào thông số của hơi:
a) Kiểu đòn bẩy;
b) Kiểu lò so;
c) Kiểu xung lượng (là loại tác động gián tiếp).
13.4.8. Các nồi hơi áp suất thấp có hai loại van tác động trực tiếp: đòn bẩy hoặc lò xo. Trong các nồi hơi cao áp cần đặt van an toàn xung lượng. Cấm đặt van an toàn kiểu đòn bẩy trên các nồi hơi di động.
13.4.9. Các van an toàn phải được đặt trực tiếp với nồi hơi hay ống góp của bộ quá nhiệt hoặc dùng ống cụt với diện tích mặt cắt ngang của ống cụt ít nhất phải bằng tổng diện tích của các lỗ van lắp trên ống cụt.
13.4.10. Đường xả của van an toàn phải đủ lớn để tránh ảnh hưởng có hại của đối áp đến việc vận hành của van. Các van an toàn phải xả vào trong không gian đảm bảo an toàn cho người qua lại. Ống xả phải đặt gần như theo chiều thẳng đứng và phải có kết cấu sao cho không tích tụ chất lắng đọng hoặc nước ngưng làm hạn chế dòng thoát của hơi nước.
13.4.11. Cấu tạo và lắp đặt van an toàn phải bảo đảm sao cho:
a) Trong quá trình làm việc áp suất đã cân chỉnh không bị xê dịch;
b) Bảo đảm an toàn cho người vận hành khi van tác động;
c) Dễ dàng kiểm tra sự hoạt động của van khi nồi hơi đang làm việc.
13.4.12. Kết cấu của van an toàn và van xả áp phải tuân theo các yêu cầu sau:
(1) Van an toàn và van xả áp phải có kết cấu sao cho lò so và van phải được đặt trong hộp van và chúng không thể bị quá tải do tác động cố tình từ bên ngoài và trong trường hợp lò xo bị hỏng cũng không thể bị rơi ra khỏi hộp van;
(2) Van an toàn và van xả áp phải được lắp vào vỏ nồi hơi, bầu góp hoặc đầu ống ra của bộ quá nhiệt bằng mối nối bích hoặc mối nối hàn. Hộp van an toàn và van xả áp không được làm chung với các hộp van khác. Tuy nhiên van an toàn của bộ quá nhiệt có thể được lắp bằng bích vào các ống lắp van được hàn vào đầu ống ra;
(3) Van an toàn và van xả áp phải có cơ cấu thuận tiện và tay van phải được bố trí sao cho có thể thao tác được từ chỗ dễ tiếp cận mà không bị nguy hiểm;
(4) Hộp chứa van an toàn, van xả áp hoặc ống hơi thải phải có hệ thống tiêu thoát nước được bố trí ở phần thấp nhất. Ống thoát nước phải được dẫn tới nơi an toàn ở xa nồi hơi hoặc bộ tiết kiệm khí xả và không được gây nguy hiểm cho người hoặc máy đồng thời phải đảm bảo nước có thể thoát liên tục. Không được lắp bất cứ van hoặc vòi nào trên ống thoát đó.
13.4.13. Ống hơi thải của van an toàn và van xả áp phải tuân theo các yêu cầu sau:
(1) Đường ống hơi thải của van an toàn và van xả áp phải được kết cấu sao cho lực phản áp không gây trở ngại cho hoạt động của van. Đường kính trong của ống hơi thải không được nhỏ hơn đường kính cửa ra của van và phải được thiết kế ở áp suất bằng hoặc lớn hơn 1/4 áp suất đặt của van an toàn;
(2) Khi đường ống hơi xả được thiết kế chung cho hai hay nhiều van an toàn hoặc van xả áp thì diện tích tiết diện của ống không được nhỏ hơn tổng diện tích lỗ thoát hơi của từng van an toàn hoặc van xả áp đó. Các ống hơi xả của van an toàn cho nồi hơi phải được tách biệt với các đường ống mà có thể chứa lượng lớn hơi thải như các ống xả hơi nước ra khí quyển hay ống hơi nước thải của van an toàn của bộ tiết kiệm khí xả.
13.5. Nhiệt kế
13.5.1. Nhiệt kế phải được đặt bắt buộc ở đầu vào và ra của bộ hâm nước bằng gang, ở ống góp vào và ra mỗi cấp của bộ quá nhiệt và bộ tái quá nhiệt.
13.5.2. Tại những vị trí không thể đọc trực tiếp nhiệt độ tại chỗ phải dùng các nhiệt kế có dẫn truyền trị số đo đi xa.
14. Thiết bị cấp nước cho nồi hơi
14.1. Thiết bị cấp nước cho nồi hơi có thể là:
a) Bơm ly tâm hay bơm pitton truyền động bằng điện, bằng hơi nước hay cơ khí;
b) Bơm injectơ;
c) Các phương tiện có áp suất cao hơn áp suất nồi hơi có đủ khả năng đẩy nước vào nồi hơi khi nồi hơi làm việc ở áp suất lớn nhất cho phép.
14.2. Mỗi nồi hơi phải được trang bị ít nhất hai thiết bị cấp nước: một làm việc và một dự phòng, trừ các nồi hơi sau:
a) Đốt bằng nhiên liệu lỏng và khí làm việc không liên tục;
b) Có sản lượng nhỏ hơn 150 kg/h, áp suất nhỏ hơn 0,4 MPa. Công suất của một thiết bị cấp nước phải bằng 110% công suất định mức của nồi hơi.
14.3. Nồi hơi dùng hơi sinh lực không có hơi nước và đường nước cố định phải được trang bị nguồn cung cấp nước có khả năng cấp nước cho nồi hơi với áp suất không thấp hơn áp suất tối đa ở đầu vào của nồi hơi theo xác định của nhà sản xuất, tương ứng với hoạt động ở công suất sinh hơi tối đa được thiết kế tại áp suất làm việc tối đa cho phép tại cửa ra của bộ quá nhiệt.
14.4. Khi buồng đặt bơm nằm cách xa bảng điều khiển mà nồi hơi phải hoạt động liên tục thì giữa bơm làm việc với bơm dự phòng phải trang bị hệ thống liên động để khởi động bơm nước cấp dự phòng khi bơm làm việc bị ngừng đột ngột.
15. Yêu cầu về chất lượng nước cấp - nước ở bên trong nồi hơi
15.1. Chất lượng nước phải đảm bảo cho nồi hơi và hệ thống cấp nước hoạt động không bị sự cố do cáu cặn, bùn và gây ăn mòn kim loại.
15.2. Các loại nồi hơi sau đây phải được trang bị xử lý nước.
15.2.1. Nồi hơi trực lưu không giới hạn công suất;
15.2.2. Nồi hơi tuần hoàn tự nhiên, tuần hoàn có trợ lực, hoặc cưỡng bức có công suất từ 1 tấn/h trở lên.
Cho phép sử dụng mọi phương pháp xử lý đảm bảo các yêu cầu kỹ thuật được quy định trong Quy chuẩn này.
15.3. Đối với các nồi hơi có công suất dưới 1 tấn/giờ, chiều dày lớp cáu cặn tại các bề mặt tiếp nhiệt có cường độ tiếp nhiệt lớn không được lớn hơn 1 mm ở thời điểm ngừng nồi hơi để tiến hành vệ sinh.
15.4. Đối với các nồi hơi được trang bị hệ thống xử lý nước, không cho phép bổ sung nước chưa được xử lý vào nồi hơi.
Trong trường hợp thiết kế có tính đến cấp bổ sung nước chưa xử lý cho nồi hơi khi hệ thống xử lý nước có sự cố thì trên các đường dẫn nước chưa xử lý nối với đường dẫn nước đã xử lý, đường dẫn của thiết bị ngưng tụ, đường dẫn tới két nước cấp phải lắp hai van khóa. Giữa hai van khóa phải lắp van kiểm tra. Trong thời gian vận hành nồi hơi thường, van khóa phải đóng và được cặp chì, van kiểm tra phải mở.
Mỗi lần bổ sung nước chưa xử lý cho nồi hơi phải ghi rõ vào sổ xử lý nước hoặc nhật ký vận hành về số lượng và chất lượng nước bổ sung.
15.5. Khi sử dụng nồi hơi phải có các quy trình xử lý nước, vận hành hệ thống xử lý và các quy trình liên quan. Trong các quy trình phải quy định rõ:
15.5.1. Trách nhiệm cụ thể của những người được giao nhiệm vụ thực hiện;
15.5.2. Các thiết bị và thông số kỹ thuật cơ bản có liên quan tới hệ thống xử lý nước và tiêu thụ nước cấp;
15.5.3. Sơ đồ các điểm lấy mẫu nước, hơi, nước ngưng để phân tích;
15.5.4. Chỉ tiêu chất lượng nước bổ sung, nước cấp, nước nồi, hơi và nước ngưng;
15.5.5. Biểu đồ và phương pháp phân tích hóa nghiệm;
15.5.6. Chỉ dẫn tóm tắt hệ thống điều khiển, tự động, đo kiểm, tín hiệu;
15.5.7. Trình tự thao tác, kiểm tra các thiết bị trước khi đưa vào hoạt động, trong quá trình hoạt động và ngừng làm việc;
15.5.8. Trình tự thao tác hệ thống khử khí, hệ thống xả định kỳ, liên tục, vận hành và ngừng nồi hơi, chế độ xử lý nước;
15.5.9. Các hư hỏng thường gặp và phương pháp khắc phục.
15.6. Chỉ tiêu chất lượng nước cấp cho nồi hơi không được vượt quá trị số trong các bảng dưới đây
15.6.1. Chỉ tiêu chất lượng nước cấp yêu cầu cho các nồi hơi ống lò ống lửa, được nêu trong Bảng 1.
Bảng 1. Chỉ tiêu chất lượng nước cấp cho nồi hơi ống lò ống lửa
| Các chỉ tiêu | Loại nhiên liệu sử dụng | |
| Lỏng, khí | Các loại khác | |
| Độ trong suốt không nhỏ hơn, cm | 40 | 20 |
| Độ cứng toàn phần, µgđl/kg | 30 | 100 |
| Hàm lượng oxy hòa tan (đối với nồi có công suất từ 2 t/h trở lên), µg/kg | 50 | 100 |
Đối với nồi hơi không có bộ hâm nước hoặc có bộ hâm nước bằng gang thì hàm lượng oxy hòa tan cho phép đến 100 µg/kg.
15.6.2. Chỉ tiêu chất lượng nước cấp quy định cho lò hơi tuần hoàn tự nhiên có áp suất đến 4 MPa được nêu trong Bảng 2.
Bảng 2. Chỉ tiêu chất lượng nước cấp cho nồi hơi tuần hoàn tự nhiên
| Các chỉ tiêu | Áp suất làm việc của nồi hơi, MPa | |||
| đến 0,9 | đến 1,4 | đến 2,4 | đến 4,0 | |
| Độ trong suốt, không nhỏ hơn, cm | 30 | 40 | 40 | 40 |
| Độ cứng toàn phần, µgđl/kg | 30* 40 | 15* 20 | 10* 15 | 5* 10 |
| Hàm lượng các hợp chất sắt, µg/kg | không quy định | 300* không quy định | 100* 200 | 50* 100 |
| Hàm lượng các hợp chất đồng, µg/kg | Không quy định | 10* Không quy định | ||
| Hàm lượng ôxy hòa tan (đối với nồi hơi có công suất từ 2 t/h trở lên)**, µgdl/kg | 50* 100 | 30* 50 | 20* 50 | 20* 30 |
| Trị số pH ở 25 oC*** | 8,5 ÷ 10,5*** | |||
| Hàm lượng các sản phẩm có nguồn gốc dầu lửa, mg/kg | 5 | 3 | 3 | 0,5 |
CHÚ THÍCH
* Trị số trên dùng cho nồi hơi sử dụng nhiên liệu lỏng, khí; trị số dưới dùng cho các loại nhiên liệu khác.
** Dùng cho nồi hơi không có bộ hâm nước hoặc có bộ hâm nước bằng gang, hàm lượng oxy hòa tan cho phép đến 100 µg/kg với nhiên liệu bất kỳ.
*** Trong một số trường hợp riêng biệt, có thể hạ thấp trị số pH đến 7,0.
15.6.3. Chỉ tiêu chất lượng nước cấp yêu cầu cho nồi hơi tuần hoàn tự nhiên có áp suất trên 4 MPa được nêu trong Bảng 3.
Bảng 3. Chất lượng nước cấp
| TT | Chỉ tiêu | Áp suất từ 4 đến ≤ 10MPa | Áp suất > 10MPa | Ghi chú |
| 1 | Tổng hàm lượng cation của các muối hòa tan quy đổi về cation natri, mg/kg | - | ≤ 50 |
|
| 2 | Độ cứng toàn phần, µgđl/kg | 5 | 3 |
|
| 3 | Hàm lượng silic tính đổi về SiO32, µg/kg | ≤ 80 | ≤ 40 |
|
| 4 | Oxy, µg/kg | ≤ 20 | ≤ 10 |
|
| 5 | Hydrazin, µg/kg N2H4 | 30 - 100 | 30 - 100 |
|
| 6 | pH | 9,1 ± 0,1 | 9,1 ± 0,1 |
|
| 7 | Amoniac, µg/kg | 1000 | 1000 |
|
| 8 | Các liên kết sắt tính đổi về Fe, µg/kg | ≤ 10 | ≤ 5 |
|
| 9 | Tổng các liên kết nitrits và nitrat, µg/kg | ≤ 20 | ≤ 20 |
|
| 10 | Các sản phẩm dầu, mg/kg | ≤ 0,3 | ≤ 0,3 |
|
| 11 | Natri sulfit, mg/kg | ≤ 2 | - |
|
15.6.4. Chỉ tiêu chất lượng nước cấp cho nồi hơi trực lưu ở tất cả các áp suất, khi nồi hơi sử dụng nước ngưng không có sắt và muối với các tỷ lệ nước ngưng 100% và 30 - 50% được nêu trong Bảng 4
Bảng 4. Chất lượng nước cấp cho nồi hơi trực lưu ở tất cả các áp suất
| TT | Chỉ tiêu | Khi sử dụng 100% nước ngưng | Khi sử dụng 30% - 50% nước ngưng với việc lọt nước làm mát dưới 0,006% |
| 1 | Tổng hàm lượng cation của các muối hòa tan quy đổi về Na, mg/kg | ≤ 5 | ≤ 5 |
| 2 | Độ cứng toàn phần, µgđl/kg | ≤ 0,2 | ≤ 0,3 |
| 3 | Axit silic tính đổi về SiO32, µg/kg | ≤ 15 | ≤ 30 |
| 4 | Oxy, µg/kg O2 | ≤ 10 | ≤ 10 |
| 5 | Hydrazin, µg/kg N2H4 | 20 - 60 | 20 - 60 |
| 6 | pH | 9,1 ± 0,1 | 9,1 ± 0,1 |
| 7 | Amoniac, µg/kg | 800 | 800 |
| 8 | Các liên kết sắt tính đổi về Fe, µg/kg | ≤ 10 | ≤ 15 |
| 9 | Các liên kết đồng tính đổi về Cu, µg/kg | < 5 | < 7 |
| 10 | Dầu | vết | vết |
15.7. Chỉ tiêu chất lượng nước nồi hơi (nước trong nồi hơi) của các loại nồi hơi tuần hoàn tự nhiên hay cưỡng bức, do nhà chế tạo nồi hơi quy định, tùy theo kết cấu nồi hơi, phương pháp tổ chức bốc hơi, phương pháp dùng hóa chất xử lý nước nồi hơi, v.v.
Chương 4. Tính độ bền các bộ phận chịu áp lực
1. Xác định nhiệt độ tính toán
1.1. Nhiệt độ tính toán (T) của thành được dùng để thiết kế tính toán độ bền các bộ phận nồi hơi và trong mọi trường hợp không được lấy thấp hơn 250°C.
1.2. Bao hơi, bao nước, thân nồi hơi, ống góp và các chi tiết chịu áp lực tương tự được chọn như sau:
1.2.1. Các bộ phận không bị đốt nóng bởi khí xả nóng và các bộ phận được bảo vệ đầy đủ đối với khí xả nóng thì nhiệt độ T phải bằng nhiệt độ lớn nhất của nước nóng hay hơi nước nằm bên trong;
CHÚ THÍCH: Việc đặt bên ngoài một lớp vật liệu chịu lửa hay cách nhiệt có khả năng bị bong tróc ra khỏi bề mặt cần bảo vệ không được coi là bảo vệ đầy đủ.
1.2.2. Các bộ phận bị đốt nóng bởi khói nóng thì T là nhiệt độ trung nồi hơi của thành do nhà chế tạo tính toán xác định, nhưng phải lấy lớn hơn nhiệt độ lớn nhất của nước hoặc hơi nước bên trong đó ít nhất là 250C.
Bao hơi và ống góp có chiều dày lớn hơn 22 mm không được tiếp xúc trực tiếp với khí xả nóng có nhiệt độ cao hơn 650°C, trừ khi có các biện pháp làm mát thích hợp.
1.2.3. Khi xác định nhiệt độ lớn nhất của hơi quá nhiệt phải tính đến các yếu tố sau đây:
(1) Lượng nhiệt lượng của khói dẫn vào các dàn ống của bộ quá nhiệt, sự chênh lệch nhiệt độ của hơi ở các dàn ống phía trước đưa vào và sự sai lệch so với điều kiện chạy lý tưởng;
(2) Sự không đồng đều về nhiệt độ và lưu lượng của khói nóng trong mặt cắt ngang bất kỳ nào của đường dẫn khói.
Khi nhiệt độ của hơi nước không quá 425°C thì sự chênh lệch từ 15°C trở xuống phải được bổ sung vào trị số nhiệt độ này, khi nhiệt độ của hơi nước cao hơn 425°C thì chỉ trong các trường hợp đặc biệt sự chênh lệch nhiệt độ dưới 15°C mới được bổ sung vào trị số nhiệt độ này.
1.3. Các ống nồi hơi
Đối với các ống nồi hơi nhiệt độ thành ống T phải được lấy:
1.3.1. Đối với các ống chủ yếu chịu tác dụng của nhiệt đối lưu, lớn hơn nhiệt độ hơi bão hòa ở áp suất tính toán một trị số nhỏ nhất là 25°C;
1.3.2. Đối với các ống chủ yếu chịu tác dụng của nhiệt bức xạ, lớn hơn nhiệt độ hơi bão hòa ở áp suất tính toán một trị số nhỏ nhất là 50°C.
1.4. Các ống của bộ quá nhiệt và tái quá nhiệt hơi thì nhiệt độ thành ống T phải được lấy:
1.4.1. Đối với các ống chủ yếu chịu tác dụng của nhiệt đối lưu, lớn hơn nhiệt độ của hơi ra khỏi bộ phận khảo sát một trị số ít nhất là 35°C;
1.4.2. Đối với các ống chủ yếu chịu tác dụng của nhiệt bức xạ, lớn hơn nhiệt độ hơi ra khỏi bộ phận khảo sát một trị số ít nhất là 50°C;
1.4.3. Đối với các ống của bộ quá nhiệt và tái quá nhiệt chịu tác dụng trực tiếp của nhiệt bức xạ từ buồng lửa, hoặc khi nhiệt độ của hơi đi ra khỏi bộ phận khảo sát vượt quá 425°C thì việc xác định nhiệt độ thành phải chú ý đến các yếu tố sau:
(1) Sự sai lệch lưu lượng hơi nước ở trong từng ống riêng biệt so với giá trị trung nồi hơi do điều kiện khác biệt chỗ hơi đi vào và đi ra, cũng như khác nhau về dung sai chiều dày và đường kính ống;
(2) Sự gia tăng dòng nhiệt cũng như độ tăng nhiệt độ hơi nước ở đường vào do sai lệch bề mặt đốt nóng phía trước và sai lệch về điều kiện cháy lý tưởng;
(3) Sự không đồng đều về nhiệt độ và lưu lượng của khói nóng tại mặt cắt ngang bất kỳ nào của đường dẫn khói.
1.5. Các ống của bộ hâm nước, nhiệt độ thành ống T được chọn theo trị số lớn hơn của hai trị số sau:
1.5.1. Nhiệt độ bão hòa của nước ứng với áp suất thiết kế của nồi hơi;
1.5.2. Nhiệt độ làm việc của nước bên trong ống ứng với áp suất thiết kế +25°C.
1.6. Các ống gắn liền với các bộ phận như ống liên thông, ống nối... không bị khói nóng đốt nóng thì nhiệt độ thành ống T được lấy là nhiệt độ lớn nhất của nước nóng bên trong ống.
1.7. Các bộ phận ở xa ống góp cuối cùng của bộ quá nhiệt hoặc bộ tái quá nhiệt do được bố trí kết cấu thích hợp nên các yếu tố chênh lệch về nhiệt độ và lưu lượng dòng khói trong mặt cắt ngang bất kỳ của đường dẫn khói không thể có ảnh hưởng đáng kể đến nhiệt độ hơi nước thì nhiệt độ thành T của các bộ phận đó được lấy bằng nhiệt độ danh định của hơi ở đầu ra bộ quá nhiệt hoặc bộ tái quá nhiệt với điều kiện là trong làm việc:
1.7.1. Nhiệt độ trung nồi hơi trong một năm vận hành không được vượt quá nhiệt độ thiết kế, và
1.7.2. hoặc:
(1) Đối với các hệ thống có nhiệt độ danh định ≤ 380°C, độ dao động nhiệt độ không vượt quá trên 10% nhiệt độ thiết kế, hoặc
(2) Đối với các hệ thống có nhiệt độ danh định > 380°C:
(a) Độ dao động nồi hơi thường của nhiệt độ không vượt quá trên 8 °C nhiệt độ danh định, và
(b) Độ dao động không nồi hơi thường của nhiệt độ không vượt quá trên 20°C so với nhiệt độ danh định trong thời gian nhiều nhất là 400 giờ trong 1 năm, hoặc 30°C so với nhiệt độ danh định trong thời gian tối đa là 100 giờ trong 1 năm, hoặc 40°C so với nhiệt độ danh định trong thời gian tối đa là 60 giờ trong 1 năm.
Khi nhiệt độ lớn nhất vượt quá các giới hạn nói trên thì nhiệt độ thành phải được tăng lên một lượng bằng lượng vượt quá đó.
CHÚ THÍCH
1. Các giới hạn nêu trong 1.7.1 và 1.7.2 đưa ra dựa trên các giá trị thực tế của các hệ thống điều khiển hiện đại và nồi hơi đáp ứng các đòi hỏi của phụ tải nồi hơi thường. Trách nhiệm của nhà đặt hàng là phải báo cho nhà chế tạo về các trường hợp gây cản trở việc đạt được các giới hạn này khi đặt hàng. Trách nhiệm của nhà đặt hàng là phải đảm bảo nồi hơi vận hành trong các giới hạn nêu trên hoặc đã được thỏa thuận khác;
2. Nhiệt độ tính toán của thành các bộ phận của nồi hơi ống lửa - ống lò.
Nhiệt độ tính toán của thành các bộ phận của nồi hơi ống lửa - ống lò theo đúng chỉ dẫn trong 3.4 của TCVN 6413:1998.
2. Xác định ứng suất cho phép
2.1. Ứng suất cho phép đối với vật liệu mới chế tạo được xác định dựa theo chủng loại vật liệu sử dụng và theo nhiệt độ tính toán của vật liệu, được xác định theo các bảng đặc tính các loại thép. Xem Phụ lục B.
2.2. Đối với vật liệu của các nồi hơi cũ, độ bền của thép đã giảm đi do kim loại đã bị đốt nóng, bị ăn mòn, mài mòn thì cần lấy mẫu để kiểm tra cơ tính, từ đó xác định ứng suất cho phép. Chỗ cắt lấy mẫu thép để kiểm tra cơ tính phải là nơi đã chịu các điều kiện làm việc nặng nề nhất.
Khi đó ứng suất cho phép sẽ là trị số nhỏ trong hai trị số xác định sau:
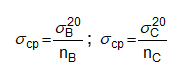
Trong đó: nB, nC - hệ số dự trữ bền khi tính ứng suất cho phép theo độ bền kéo (σB) hoặc theo giới hạn chảy (σC) ở điều kiện nhiệt độ trong phòng (200C):
nB = 3,0
nC = 1,65
khi tính ứng suất cho phép theo độ bền kéo hoặc giới hạn chảy ở nhiệt độ làm việc thì hệ số nB và nC do người thiết kế xác định.
2.3. Khi không có các nhãn hiệu của thép dùng để chế tạo các bộ phận chịu áp lực của nồi hơi tương ứng ở phụ lục thì ứng suất cho phép cũng được xác định tương tự như trong 2.2 khi ấy các trị số giới hạn bền σB20, giới hạn chảy σC20 được xác định từ thí nghiệm mẫu thép mới trước khi chế tạo.
Việc thí nghiệm xác định giới hạn bền σB20 và giới hạn chảy σC20 được thực hiện cho tất cả các loại thép khi đặc tính của thép có những sai lệch so với đặc tính của các nhãn hiệu thép đã cho. (Xem các Bảng B.1 đến B.15, tại Phụ lục B) cũng như các loại thép không rõ hoặc nghi ngờ về nguồn gốc và nhãn hiệu.
2.4. Cho phép nội suy trị số ứng suất cho phép khi nhiệt độ tính toán nằm trong phạm vi hai trị số nhiệt độ cho trong các bảng đặc tính thép. Trị số làm tròn lấy về phía giảm.
3. Tính độ bền thân hình trụ, bao hơi, bao nước, ống góp, thân nồi hơi
3.1. Chiều dày tối thiểu của thân hình trụ chịu áp suất trong được xác định theo công thức sau:
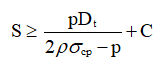 hoặc
hoặc 
- Áp suất cho phép của môi chất trong thân hình trụ: ![]()
Trong mọi trường hợp, chiều dày thân hình trụ của bao hơi, bao nước, thân nồi hơi có đường kính trong trên 600 mm không nhỏ hơn 6 mm, khi đường kính trong dưới 600 mm - không nhỏ hơn 5 mm; của ống góp - không nhỏ hơn 4 mm.
3.2. Hệ số làm yếu do hàn được xác định tùy theo phương pháp hàn
- Khi hàn bằng tay một phía, lấy  = 0,7;
= 0,7;
- Khi hàn bằng tay hai phía, lấy  = 0,95;
= 0,95;
- Khi hàn bằng tay một phía có miếng lót, lấy  = 0,9;
= 0,9;
- Khi hàn tự động một phía, lấy  = 0,8;
= 0,8;
- Khi hàn tự động hai phía, lấy  = 1,0.
= 1,0.
3.3. Hệ số làm yếu do khoét lỗ
3.3.1. Khi các dày lỗ đặt song song:
- Theo phương dọc trục: lấy 
- Theo phương ngang trục: 
3.3.2. Khi dẫy lỗ đặt so le, phải tính thêm hệ số làm yếu theo phương chéo:
![]()
3.3.3. Khi các lỗ có đường kính khác nhau, hệ số làm yếu bởi khoét lỗ có thể xác định theo các chỉ dẫn sau:
a) Nếu các lỗ trong cùng một dãy có đường kính khác nhau nhưng là xen kẽ khác nhau đều đặn thì xác định kích thước khoảng cách của một nhóm lỗ xen kẽ khác nhau đều đặn, được coi là bước t, còn đường kính lỗ là tổng các đường kính lỗ trong nhóm.
b) Giữa 2 dẫy lỗ có đường kính khác nhau, do đó các lỗ không thể đặt song song mà là so le nên phải tính hệ số làm yếu theo phương chéo theo cả 2 kích thước đường chéo nếu các kích thước này là khác nhau;
c) Trên đây chỉ là những quy định tổng quát, trong thực tế các lỗ khoét có vị trí, kích thước có thể rất khác nhau tùy theo mỗi nồi hơi, người thiết kế phải có những tính toán hệ số làm yếu cho từng trường hợp cụ thể.
Hình 6 giới thiệu về một số dạng bố trí lỗ trên thân hình trụ của bao hơi, bao nước, ống góp
3.3.4. Hệ số làm yếu do khoét lỗ được chọn là trị số nhỏ nhất trong các trị số được xác định từ j, 2j1, kcjc.
với kc - hệ số hiệu chỉnh cho phương chéo, được xác định như sau:
![]() (các kích thước b, a được chỉ trên Hình 6 (b))
(các kích thước b, a được chỉ trên Hình 6 (b))
3.4. Các hệ số làm yếu do hàn, do khoét lỗ được kể đến như là một số hiệu chỉnh về độ giảm ứng suất cho phép của kim loại. Hệ số làm yếu tính toán là trị số nhỏ nhất trong hai trị số của hệ số làm yếu do hàn và trị số nhỏ nhất của hệ số làm yếu do khoét lỗ (xác định theo 3.3.4).
3.5. Hệ số hiệu chỉnh C
C = 1 mm khi thép tấm dùng để chế tạo có chiều dày < 20 mm.
C = 0 khi thép tấm chế tạo có chiều dày ≥ 20 mm.
3.6. Chiều dày của thân hình trụ chịu áp suất ngoài, trừ ống lò của lò hơi ống lò, lấy tăng thêm 1,4 lần so với chiều dày tính được khi chịu áp suất trong.
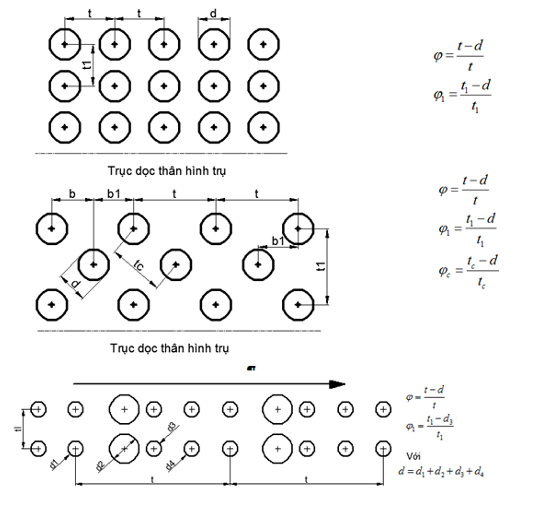
Hình 6. Một số dạng khoét lỗ
4. Tính độ bền đáy
4.1. Tính đáy elíp
4.1.1. Xác định chiều dày tối thiểu khi chịu áp suất trong:
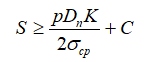
trong đó
K là hệ số hiệu chỉnh về hình dạng đáy và có hay không có khoét lỗ xác định theo 4.1.2.
4.1.2. Xác định hệ số hiệu chỉnh K
Hệ số hiệu chỉnh K được xác định theo đồ thị chỉ trên Hình 7.
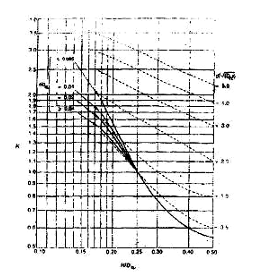
Hình 7. Xác định hệ số hiệu chỉnh K về hình dạng đáy
4.1.3. Tính đáy elíp chịu áp suất ngoài
Chiều dày tối thiểu của đáy elíp chịu áp suất ngoài lấy bằng 1,7 lần trị số tính được theo 4.1.1 khi chịu áp suất trong.
4.2. Tính đáy cầu
4.2.1. Chiều dày tối thiểu của đáy cầu khi chịu áp suất trong
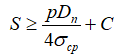
4.2.2. Chiều dày tối thiểu của đáy cầu khi chịu áp suất ngoài lấy bằng 1,5 lần trị số tính được theo 4.2.1 khi chịu áp suất trong.
4.3. Tính độ bền đáy phẳng
Độ bền của đáy phẳng phụ thuộc vào dạng nối đáy phẳng với thân hình trụ (các dạng nối trên Hình 2). Chiều dày nhỏ nhất của đáy phẳng được xác định như sau:
4.3.1. Khi đáy không khoét lỗ:
4.3.2. Khi đáy có khoét lỗ ở tâm:
Với y - hệ số kể đến ảnh hưởng bởi việc khoét lỗ trên đáy, được xác định theo đồ thị trên Hình 8 tùy thuộc vào tỷ lệ đường kính lỗ khoét với đường kính đáy.
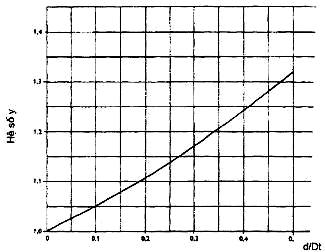
Hình 8. Xác định hệ số hiệu chỉnh y
4.3.3. Khi khoét lỗ không ở chính tâm:
4.3.4. Trong mọi trường hợp, chiều dày tính được của đáy phẳng phải lớn hơn hoặc bằng chiều dày phần hình trụ.
5. Tính độ bền các bộ phận chịu áp lực của nồi hơi ống lò ống lửa như hợp lửa, ống lò, buồng quạt, thanh giằng... Theo các quy định trong TCVN 6413:1998.
6. Tính độ bền của ống
6.1. Ống dùng cho nồi hơi là ống của các bề mặt trao đổi nhiệt như dàn ống sinh hơi, bộ quá nhiệt, bộ hâm nước, ống dẫn hơi, nước.
6.2. Tính độ bền của ống cũng tương tự như tính độ bền thân hình trụ của bao hơi, bao nước, ống góp.
6.3. Trong mọi trường hợp, chiều dày tính được của ống không được nhỏ hơn chiều dày tối thiểu theo Bảng 5.
Bảng 5. Chiều dày tối thiểu của ống, mm
| Đường kính định mức của ống F, mm | Khi chịu áp suất trong | Khi chịu áp suất ngoài |
| ≤ 38 | 1,75 | 2,28 |
| 38 < | 2,16 | 2,81 |
| 51 < | 2,40 | 3,12 |
| 70 < | 2,60 | 3,38 |
| 76,1 < | 3,05 | 3,96 |
| 88,9 < | 3,28 | 4,26 |
| 101,6 < | 3,50 | - |
 ≤ 51
≤ 51 ≤ 70
≤ 70 ≤ 76,1
≤ 76,1 ≤ 88,9
≤ 88,9 ≤ 101,6
≤ 101,6 ≤ 127,6
≤ 127,67. Tính gia cường lỗ khoét trên thân hình trụ, đáy
7.1. Xác định đường kính lỗ lớn nhất cho phép không cần gia cường
7.1.1. Đối với thân hình trụ

kưu![]()
7.1.2. Đối với đáy

7.2. Tính độ bền gia cường lỗ nhờ hàn thêm ống nối
Khi lỗ khoét có đường kính lớn hơn các trị số dmax xác định được trong 7.1.1 và 7.1.2 thì cần được gia cường.
7.2.1. Khi gia cường nhờ hàn thêm đầu ống nối
7.2.2. Khi gia cường nhờ hàn thêm ống nối có miếng đệm một phía ở mặt trong hay ngoài
![]()
7.2.3. Khi gia cường nhờ hàn thêm ống nối có miếng đệm hai phía.

Chương 5. Các yêu cầu về chế tạo, thử nghiệm và lắp đặt
1. Quy trình công nghệ chế tạo
Quy trình công nghệ chế tạo được lập phải có các nội dung sau đây:
1.1. Kiểm tra xác nhận các vật liệu được sử dụng để chế tạo các bộ phận. Phải sắp xếp có trật tự các vật liệu ở trong kho để tránh nhầm lẫn, đặc biệt khi sử dụng nhiều loại vật liệu khác nhau.
1.2. Việc tạo hình nguội đối với các tấm vật liệu
Quá trình tạo hình phải đảm bảo tránh làm chai bề mặt, cũng như gây ra các khuyết tật như rạn, nứt, tách lớp...
1.3. Khi tạo hình thân bao hơi, bao nước và các thân hình trụ cũng như các bộ phận hình trụ khác có thể dùng phương pháp rèn, cán, dập. Độ chênh lệch giữa đường kính lớn nhất và nhỏ nhất trong bất kỳ mặt cắt ngang nào cũng không được vượt quá 1%.
1.4. Khi gia công các thành phẳng như hộp lửa, mặt sàng phải tính đến bán kính cong chuyển tiếp, các phương pháp gia cường, các mối hàn nối, các lỗ khoan và yêu cầu chất lượng lỗ cũng như chất lượng của bề mặt công các tấm.
1.5. Ống góp và các bộ phận chịu áp lực tương tự
1.5.1. Phải kiểm tra bề mặt ngoài và đặc biệt bên trong ống góp. Trường hợp cần thiết phải dùng các phương pháp kiểm tra không phá hủy để kiểm tra chất lượng kim loại trước khi gia công các lỗ hay uốn ống.
1.5.2. Khi uốn ống phải đảm bảo trị số dung sai cho phép về độ méo đường kính và độ làm mỏng chiều dày thành ống.
1.6. Quá trình gia công chế tạo các ống bằng thép hay sử dụng các loại ống đã cán sẵn cần chú ý như sau:
1.6.1. Đối với công tác hàn
1.6.1.1. Gia công vát mép, chất lượng gia công mép vát và yêu cầu về lắp ghép để hàn;
1.6.1.2. Yêu cầu về tay nghề của thợ hàn;
1.6.1.3. Các nhãn hiệu que hàn, dây hàn, phương pháp hàn và thử đặc tính công nghệ hàn;
1.6.1.4. Trình tự hàn các đường hàn, cũng như bố trí các lớp hàn, đường hàn trong một tiết diện;
1.6.1.5. Các yêu cầu về chất lượng mối hàn.
1.6.2. Vấn đề nhiệt luyện các mối hàn, các chi tiết sau khi gia công xong; việc đốt nóng khi gia công cũng như đánh giá chất lượng sau khi nhiệt luyện.
1.6.3. Vấn đề nghiệm thu, thử nghiệm và tiêu chuẩn đánh giá chất lượng thiết bị, bộ phận sau khi gia công và chế tạo xong.
2. Giám sát chế tạo và thử nghiệm
2.1. Giám sát chế tạo
2.1.1. Trước khi chế tạo, các bản vẽ thiết kế, tài liệu và quy trình công nghệ phải được thẩm định để làm căn cứ trong giám sát chế tạo.
2.1.2. Khi chế tạo mỗi nồi hơi hay nồi đun nước nóng đều phải qua giám sát trong quá trình chế tạo cho đến khi xuất xưởng để đảm bảo rằng các vật liệu dùng cho các bộ phận, việc chế tạo và các phương pháp thử phù hợp với các quy định trong Quy chuẩn này.
2.1.3. Công việc giám sát trong chế tạo gồm:
2.1.3.1. Đánh giá năng lực thợ hàn, quy trình hàn, nhân viên kiểm tra không phá hủy;
2.1.3.2. Các vật liệu và chất lượng đưa vào để chế tạo các bộ phận;
2.1.3.3. Các quá trình gia công chế tạo;
2.1.3.4. Các công việc kiểm tra trong chế tạo và kiểm tra lần cuối cùng (xuất xưởng);
2.1.3.5. Các tài liệu, bản vẽ và việc lập hồ sơ xuất xưởng.
2.1.4. Công việc giám sát vật liệu và chất lượng vật liệu gồm:
2.1.4.1. Nhãn hiệu của các loại vật liệu: thép tấm, thép ống, thép thanh, thép hình, vật liệu hàn... cũng như các kích thước của chúng so với yêu cầu trong quy trình chế tạo;
2.1.4.2. Tình trạng kỹ thuật và chất lượng của vật liệu như: mức độ gỉ mòn, rạn, phân lớp...
2.1.4.3. Việc bảo quản vật liệu ở trong kho, cũng như việc sắp xếp để tránh nhầm lẫn...
Trường hợp khi có nghi ngờ về nhãn hiệu hoặc chất lượng kim loại thì có thể yêu cầu nhà chế tạo tiến hành kiểm tra bằng các phương pháp kiểm tra thích hợp như: phân tích quang phổ, kiểm tra siêu âm, phân tích thành phần hóa học, thí nghiệm cơ tính... khi các kết quả kiểm tra nêu trên đạt yêu cầu thì mới đưa vật liệu đó vào gia công chế tạo.
2.1.5. Việc giám sát kiểm tra trong chế tạo có thể tiến hành thường xuyên, liên tục, nhưng đặc biệt phải tiến hành ở các giai đoạn sau:
2.1.5.1. Khi nhận các tấm về phải so sánh nhãn hiệu kim loại với hồ sơ vật tư, các thành phần hóa học và cơ tính. Tiến hành đo chiều dầy để so sánh dung sai và xem xét bề mặt kim loại;
2.1.5.2. Việc sắp xếp và bảo quản trong kho trước khi đưa vật liệu ra gia công;
2.1.5.3. Khi các tấm thân và đáy nồi hơi đã được tạo hình để đưa gá lắp hoặc hàn đính xong;
2.1.5.4. Trong giai đoạn hàn: kiểm tra vật liệu hàn, tiến hành thí nghiệm đặc tính công nghệ que hàn, việc đặt các mẫu thử của các mối hàn, bắt đầu hàn mối hàn và kết thúc mối hàn; kiểm tra kích thước hình học mối hàn;
2.1.5.5. Xem xét việc gia công các mẫu để thí nghiệm cơ tính, cũng như các kết quả siêu âm, chụp tia xuyên qua mối hàn;
2.1.5.6. Khi các lỗ khoan đã khoan xong xem xét kích thước các lỗ khoan so với bản vẽ, cũng như chất lượng của bề mặt lỗ khoan;
2.1.5.7. Xem xét công việc nhiệt luyện các mối hàn, biểu đồ nâng, duy trì nhiệt độ và làm nguội mối hàn;
2.1.5.8. Kiểm tra kích thước của nồi hơi khi đã chế tạo xong kiểm tra bề mặt bên trong và bên ngoài cũng như quá trình thử thủy lực;
2.1.5.9. Đóng biển và ghi thông số của nồi hơi;
2.1.5.10. Tập hợp tài liệu kỹ thuật, các chứng chỉ và lập hồ sơ xuất xưởng.
2.1.6. Việc hàn các mẫu thử để tiến hành thí nghiệm cơ tính các mối hàn thân nồi hơi, bao hơi, bao nước và các bộ phận hình trụ khác theo quy định của TCVN 6008:1995 hoặc theo quy trình công nghệ chế tạo khi quy trình này có quy định cao hơn.
2.1.7. Phải tiến hành kiểm tra bằng siêu âm hay chụp các tia xuyên qua 100% các mối hàn giáp mép, chồng mép của thân nồi hơi, bao hơi, bao nước, ống góp, các bộ phận hình trụ khác và các đáy. Đối với các mối hàn của hệ thống ống (trừ ống góp) phải kiểm tra bằng siêu âm hay chụp tia xuyên qua theo tỷ lệ sau:
2.1.7.1. 25% số lượng hay chiều dài mối hàn đối với các nồi hơi có áp suất dưới 3,9 MPa;
2.1.7.2. 50% số lượng hay chiều dài mối hàn đối với các nồi hơi có áp suất từ 3,9 đến 10,0 MPa;
2.1.7.3. 100% số lượng hay chiều dài mối hàn đối với các nồi hơi có áp suất trên 10,0 MPa.
2.1.8. Đối với các mối hàn góc hay chữ T của các đáy hoặc các ống vào bao hơi, bao nước, thân nồi hơi, các thành phẳng, mặt sàng không thực hiện được việc kiểm tra bằng siêu âm thì tiến hành chụp các tia xuyên qua.
2.1.9. Trước khi xuất xưởng nồi hơi phải được thử thủy lực sau khi hoàn chỉnh trọn bộ nồi hơi.
Đối với các nồi hơi lớn, có nhiều bộ phận riêng biệt và chỉ có thể hoàn chỉnh trọn bộ tại nơi lắp đặt thì phải thử thủy lực từng bộ phận riêng biệt tại nhà chế tạo và phải cấp chứng chỉ cho từng bộ phận riêng biệt đó.
2.2. Xác định áp suất thử thủy lực sau khi chế tạo
2.2.1. Căn cứ để xác định áp suất thử thủy lực là áp suất thiết kế nồi hơi và các bộ phận liên quan, ký hiệu là p cho tất cả các loại nồi hơi.
2.2.2. Áp suất thử thủy lực đối với nồi hơi sau khi chế tạo xong trọn bộ theo quy định trong Bảng 6.
Bảng 6. Áp xuất thử thủy lực nồi hơi
| Áp suất thiết kế, MPa | Áp suất thử thủy lực, MPa |
| p ≤ 0,5 | 2p nhưng không nhỏ hơn 0,2 MPa |
| p > 0,5 | 1,5 p nhưng không nhỏ hơn 1 MPa |
2.2.3. Khi thử riêng bộ hâm nước và bộ quá nhiệt thì áp suất thử thủy lực quy định trong Bảng 7.
Bảng 7. Áp suất thử thủy lực bộ hâm nước và bộ quá nhiệt
| Tên bộ phận | Áp suất thiết kế, MPa | Áp suất thử thủy lực, MPa |
| Bộ hâm nước ngắt được | p | 1,5p |
| Bộ hâm nước không ngắt được | p | 2,0p |
| Bộ quá nhiệt | p | 1,5p |
2.3. Trình tự thử thủy lực sau chế tạo
2.3.1. Thử bằng nước đã được lắng trong có nhiệt độ dưới 50oC và không thấp hơn nhiệt độ môi trường chung quanh quá 5oC.
2.3.2. Thời gian duy trì áp suất thử thủy lực là 30 min.
2.3.3. Việc tăng hoặc giảm áp suất phải làm từ từ để các bộ phận co giãn đều, đặc biệt khi nâng từ áp suất thiết kế đến áp suất thử.
2.3.4. Mọi việc kiểm tra, gõ búa lên thành các bộ phận hoặc mối nối chỉ được thực hiện khi đã hạ áp suất thử xuống bằng áp suất thiết kế.
2.3.5. Cấm dùng môi chất khí để thử thủy lực các nồi hơi.
2.4. Xác định kết quả thử thủy lực sau chế tạo
2.4.1. Thử thủy lực được coi là đạt chất lượng khi:
2.4.1.1. Không có hiện tượng nứt, rạn;
2.4.1.2. Không có các bụi nước, hạt nước chảy qua các mối núc, mối nối ren, bích, van;
2.4.1.3. Không có hiện tượng rịn mồ hôi, đọng sương trên các mối hàn;
2.4.1.4. Không có hiện tượng biến dạng;
Nếu có hiện tượng rịn nước qua các van, bích nối, ren nối với phụ kiện mà áp suất thử không bị giảm quá 3% trong thời gian duy trì áp suất thử (30 phút) thì cũng coi như đạt yêu cầu.
3. Yêu cầu về lắp đặt
3.1. Yêu cầu về chiếu sáng
3.1.1. Khu vực đặt nồi hơi phải đủ ánh sáng về ban ngày cũng như ban đêm. Những chỗ do điều kiện kỹ thuật không thể thực hiện chiếu sáng tự nhiên thì thực hiện chiếu sáng nhân tạo. Tiêu chuẩn về chiếu sáng không được thấp hơn tiêu chuẩn hiện hành về chiếu sáng nơi làm việc trên các công trình biển.
3.1.2. Phải bố trí hệ thống chiếu sáng dự phòng cho những vị trí sau:
3.1.2.1. Tủ hoặc trung tâm điều khiển;
3.1.2.2. Mặt trước và lối đi giữa các nồi hơi, phía sau và phía trên nồi hơi;
3.1.2.3. Đặt thiết bị đo lường, đo mức nước;
3.1.2.4. Buồng thải tro xỉ;
3.1.2.5. Buồng đặt quạt gió, quạt hút khói;
3.1.2.6. Buồng đặt các két chứa nhiên liệu lỏng và thiết bị khử khí;
3.1.2.7. Đặt thiết bị xử lý nước, cấp nước;
3.1.2.8. Các sàn và cầu thang;
3.1.2.9. Buồng đặt bơm.
3.1.3. Thiết bị chiếu sáng chính và dự phòng, thiết bị điện phải đảm bảo an toàn theo các tiêu chuẩn kỹ thuật an toàn về điện.
3.2. Vị trí nồi hơi
3.2.1. Khoảng cách từ mặt trước nồi hơi đến phần nhô ra của buồng đốt nồi hơi đặt đối diện không được nhỏ hơn trị số sau đây:
3.2.1.1. 1 m đối với các nồi hơi dùng nhiên liệu lỏng và khí;
3.2.1.2. Đối với các nồi hơi có công suất hơi không lớn hơn 2 tấn/giờ, khoảng cách này có thể cho phép dưới 2 m trong các trường hợp cụ thể sau:
1) Đối với nồi hơi dùng nhiên liệu rắn đốt bằng phương pháp thủ công có khoảng cách thao tác không quá 1 m;
2) Đối với nồi hơi không cần phải thao tác buồng đốt từ mặt trước.
3.2.1.3. Các trường hợp khác khoảng cách này không được nhỏ hơn 3 m.
3.2.2. Ở mặt trước của nồi hơi được phép lắp đặt các thiết bị phụ trợ và bảng điều khiển với điều kiện chiều rộng lối đi lại giữa chúng không nhỏ hơn 1,5 m và không cản trở cho việc thao tác, vận hành nồi hơi.
3.2.3. Đối với các nồi hơi cần thao tác ở hai bên sườn (thổi bụi, vệ sinh mương khói, bao hơi, ống góp...) thì khoảng cách này phải đủ rộng, không gây trở ngại cho việc thao tác và không cho phép nhỏ hơn:
3.2.3.1 1,5 m đối với nồi hơi có công suất hơi đến 4 tấn/giờ;
3.2.3.2 2,0 m đối với nồi hơi có công suất hơi trên 4 tấn/giờ.
3.2.4. Đối với các nồi hơi không cần phải thao tác ở hai bên sườn thì chiều rộng các lối qua lại giữa các nồi hơi với nhau hay giữa nồi hơi với tường của nhà đặt nồi hơi phải không nhỏ hơn 1m.
Chiều rộng lối qua lại giữa các phần nhô ra riêng biệt của bộ phận được bảo ôn, hoặc giữa các phần nhô này với phần nhô của nhà đặt nồi hơi (giá đỡ, cột chống, thang, sàn...) phải không nhỏ hơn 0,7 m.
Trường hợp không bố trí lối đi lại đến bao hơi, bộ hâm nước, thì chiều cao từ chúng tới bộ phận thấp nhất của mái phía trên không được nhỏ hơn 0,7 m.
3.3. Yêu cầu về sàn thao tác và cầu thang
3.3.1. Cầu thang và sàn thao tác cố định phải có tay vịn và lan can vững chắc bằng vật liệu không cháy. Lan can cao không dưới 0,8 m, phía dưới lan can là thành kín cao ít nhất 100 mm.
Các sàn và cầu thang qua lại phải có lan can ở cả hai bên. Sàn có chiều dài lớn hơn 5 m phải có ít nhất hai cầu thang đặt ở hai đầu sàn.
3.3.2. Không được làm sàn và bậc cầu thang bằng một thanh kim loại tròn nhẵn hoặc tấm kim loại mặt nhẵn.
3.3.3. Các kích thước cơ bản của thang như sau:
3.3.3.1 Chiều rộng của cầu thang không nhỏ hơn 600 mm;
3.3.3.2 Chiều cao giữa hai bậc không lớn hơn 200 mm;
3.3.3.3 Chiều rộng của mỗi bậc không nhỏ hơn 80 mm.
Cầu thang có chiều cao lớn phải làm sàn nghỉ. Khoảng cách giữa các sàn nghỉ không lớn hơn 4 m. Cầu thang cao hơn 1,5 m phải có độ dốc không quá 50oC.
3.3.3.4 Chiều rộng của sàn thao tác các thiết bị phụ trợ, đo kiểm không được nhỏ hơn 800 mm; chiều rộng của các sàn ở các chỗ khác không được nhỏ hơn 600 mm.
Trên mặt sàn hoặc các bậc thang phải có khoảng trống cao ít nhất 2 m.
3.3.3.5 Khoảng cách theo chiều thẳng đứng từ sàn thao tác đến mức trung nồi hơi của thiết bị đo mức nước không được nhỏ hơn 1 m và không lớn hơn 1,5 m.
3.4. Hệ thống cấp nhiên liệu
3.4.1. Các két và thùng chứa nhiên liệu lỏng hay khí phải để ngoài buồng nồi hơi. Trường hợp đặc biệt, cho phép đặt thùng, két chứa không quá 0,5 tấn nhiên liệu lỏng hay khí hóa lỏng trong buồng nồi hơi.
3.4.2. Buồng chứa nhiên liệu lỏng phải có tường ngăn, trần làm bằng vật liệu không cháy và có cửa riêng đi ra ngoài. Nơi đặt các két và thùng phải được thông gió ra khí quyển; ngoài ra các két phải có thiết bị khống chế tràn dầu, ống dẫn dầu tràn phải luồn ra phía ngoài buồng.
3.4.3. Các ống dẫn nhiên liệu lỏng hoặc khí phải bố trí thuận tiện và an toàn cho việc sử dụng. Trên đường ống dẫn phải lắp đặt các van khóa để ngừng cấp nhiên liệu khi có sự cố hoặc cháy.
3.4.4. Cấm đặt các thùng, két chứa nhiên liệu lỏng hoặc khí phía trên nồi hơi. Các thùng, két chứa phải có các thiết bị báo mức môi chất chứa bên trong. Cấm dùng ống bằng thủy tinh để đo mức nhiên liệu lỏng trong két và thùng.
3.4.5. Phải có các phương tiện phòng chống cháy, nổ phù hợp với các tiêu chuẩn phòng chống cháy hiện hành.
3.5. Lắp đặt nồi hơi
3.5.1. Khi lắp đặt hoặc sửa chữa nồi hơi phải lập quy trình công nghệ lắp đặt và sửa chữa nồi hơi. Quy trình phải tuân thủ đúng những quy định của nhà chế tạo.
3.5.2. Mọi sự thay đổi về kết cấu nồi hơi và các bộ phận chịu áp lực của nồi hơi phải được sự thỏa thuận của nhà chế tạo và được Đăng kiểm thẩm định. Các thỏa thuận nói trên đều phải thể hiện bằng văn bản.
3.5.3. Quy trình công nghệ lắp đặt phải được lập dựa vào bản thiết kế lắp đặt đã được thỏa thuận của các bên liên quan và phải có các nội dung sau:
3.5.3.1. Kiểm tra và đánh giá chất lượng các vật liệu, bộ phận kể cả các phụ kiện như van, tê, cút... đưa vào lắp đặt.
3.5.3.2. Công nghệ gia công vật liệu, bộ phận cũng như chất lượng gia công và phương pháp đánh giá chất lượng gia công trong lắp đặt.
3.5.3.3. Công tác hàn các mối nối trong lắp đặt.
3.5.3.4. Dung sai trong lắp đặt các bộ phận.
3.5.3.5. Vấn đề nhiệt luyện các mối hàn, các chi tiết gia công khi lắp đặt, cũng như đánh giá chất lượng sau khi nhiệt luyện.
3.5.3.6. Vấn đề nghiệm thu, thử nghiệm và tiêu chuẩn đánh giá chất lượng bộ phận và toàn bộ nồi hơi sau khi lắp đặt. Các kết quả nghiệm thu, thử nghiệm sau khi lắp đặt phải được lưu giữ trong hồ sơ lắp đặt.
3.5.4. Khi lắp đặt các bao hơi, bao nước, ống góp, hệ thống ống, bộ quá nhiệt, bộ hâm nước... phải đảm bảo cho các bộ phận kim loại bị đốt nóng được giãn nở nhiệt một cách tự do.
Trong Bảng 8 giới thiệu độ giãn nở của ống thép ferit và austenít để tính toán cách bù trừ giãn nở khi thiết kế lắp đặt nồi hơi.
Bảng 8
1. Thép Ferit
| Phạm vi nhiệt độ, oC | Độ giãn nở nhiệt, % | Phạm vi nhiệt độ, oC | Độ giãn nở nhiệt, % |
| 15 đến 120 | 0,1289 | 15 đến 390 | 0,5141 |
| 15 đến 150 | 0,1680 | 15 đến 420 | 0,5642 |
| 15 đến 180 | 0,2081 | 15 đến 450 | 0,6132 |
| 15 đến 210 | 0,2491 | 15 đến 480 | 0,6632 |
| 15 đến 240 | 0,2912 | 15 đến 490 | 0,6801 |
| 15 đến 270 | 0,3342 | 15 đến 500 | 0,6971 |
| 15 đến 300 | 0,3782 | 15 đến 510 | 0,7142 |
| 15 đến 330 | 0,4232 | 15 đến 520 | 0,7314 |
| 15 đến 360 | 0,4692 | 15 đến 530 | 0,7487 |
| 15 đến 540 | 0,7661 | 15 đến 575 | 0,8280 |
| 15 đến 550 | 0,7837 | 15 đến 580 | 0,8369 |
| 15 đến 555 | 0,7925 | 15 đến 585 | 0,8459 |
| 15 đến 560 | 0,8013 | 15 đến 590 | 0,8549 |
| 15 đến 565 | 0,8102 | 15 đến 595 | 0,8639 |
| 15 đến 570 | 0,8191 | 15 đến 600 | 0,8730 |
2. Thép austenít
| Nhiệt độ, oC | Hệ số giãn nở * K-1 |
| 20 - 100 | 15,6 x 10-6 |
| 200 | 16,6 x 10-6 |
| 300 | 17,1 x 10-6 |
| 400 | 17,7 x 10-6 |
| 500 | 18,2 x 10-6 |
| 600 | 18,6 x 10-6 |
| 700 | 19,2 x 10-6 |
* Các giá trị trung nồi hơi.
3.5.5. Sau khi lắp đặt xong, nồi hơi phải được kiểm định và đăng ký trước khi sử dụng.
Chương 6. Yêu cầu về kiểm định trong khai thác, sửa chữa và hoán cải
1. Quy định chung
1.1. Nồi hơi lắp đặt trên phương tiện, thiết bị thăm dò và khai thác trên biển phải được kiểm định và thử trong sử dụng theo quy định để đảm bảo nồi hơi luôn ở trạng thái làm việc an toàn. Việc kiểm định và thử do Tổ chức có đủ điều kiện hoạt động kiểm định thực hiện.
1.2. An toàn
Phải có các cảnh báo an toàn trong hoạt động bảo dưỡng và kiểm tra nồi hơi. Ngoài ra, các nồi hơi cũng là các không gian kín và các hoạt động bên trong đối diện với tất cả các hiểm họa khi vào không gian hạn chế này. Phải tuân theo các quy định và quy trình an toàn khi vào nồi hơi.
1.3. Thiết bị
Tất cả dụng cụ, thiết bị và thiết bị bảo vệ cá nhân sử dụng khi làm việc với nồi hơi (kiểm tra, NDT, thử áp lực, sửa chữa và hoán cải) phải được kiểm tra trước khi sử dụng. Thiết bị NDT và thiết bị của tổ chức sửa chữa phải thỏa mãn các yêu cầu an toàn của chủ thiết bị cho các thiết bị điện. Các thiết bị khác có thể cần thiết khi làm việc với nồi hơi như ván ốp, giàn giáo, thang di động phải được kiểm tra trước khi sử dụng. Phải mặc thiết bị bảo vệ cá nhân khi có yêu cầu bởi quy định, chủ giàn/người sử dụng hoặc tổ chức sửa chữa.
1.4. Xem xét hồ sơ
Trước khi thực hiện bất kỳ cuộc kiểm tra nào mà Chương này yêu cầu, người kiểm tra phải kiểm tra lịch sử trước đây của nồi hơi. Trong thực tế, phải xem các kết quả kiểm tra, sửa chữa trước đó, kế hoạch kiểm tra hiện tại cũng như các tính toán kỹ thuật và/hoặc các cuộc kiểm tra hoạt động tương tự khác.
1.5. Các loại hình và thời hạn kiểm định
1.5.1. Các loại hình kiểm định
1.5.1.1. Kiểm định nhập khẩu
1.5.1.2. Kiểm định trên cơ sở thời gian
1) Kiểm định trong quá trình lắp đặt;
2) Kiểm định bên ngoài;
3) Kiểm định bên trong;
4) Thử thủy lực;
5) Kiểm định bất thường.
1.5.1.3. Kiểm định theo chương trình đánh giá rủi ro (RBI)
1.5.2. Thời hạn kiểm định
1.5.2.1. Kiểm định trên cơ sở thời gian
1) Kiểm định bên ngoài: một năm một lần.
2) Kiểm định bên ngoài, bên trong: 3 năm một lần.
3) Kiểm định bên ngoài, bên trong, thử thủy lực: 6 năm một lần.
1.5.2.2. Kiểm định theo RBI
(1) Đánh giá hàng năm: một năm một lần.
(2) Kiểm định theo kết quả của chương trình RBI.
2. Kiểm định nhập khẩu
2.1. Kiểm định hồ sơ nhập khẩu.
2.2. Kiểm định bên ngoài và đo chiều dày, kích thước, chất lượng mối hàn khi thấy cần thiết.
2.3. Thử hoạt động (đối với thiết bị trên phương tiện).
3. Kiểm định trên cơ sở đánh giá rủi ro (RBI)
3.1. Quy định chung
RBI có thể được sử dụng để xác định thời hạn, loại hình và phạm vi của các cuộc kiểm định/khám nghiệm trong khai thác. Đánh giá RBI xác định rủi ro bằng cách kết hợp xác suất và hậu quả của việc hư hỏng nồi hơi. Khi chủ thiết bị chọn thực hiện đánh giá RBI phải đánh giá hệ thống cả xác suất và hậu quả hư hỏng phù hợp với API 581.
3.2. Đánh giá xác suất
3.2.1. Đánh giá xác suất dựa trên tất cả các hình dạng hư hỏng mà có thể là lý do cho rằng ảnh hưởng tới nồi hơi trong bất kỳ hoạt động thực tế nào. Các loại hư hỏng cơ học bao gồm: hao hụt kim loại bên trong hoặc bên ngoài do ăn mòn cục bộ hoặc tổng thể, các dạng nứt, hư hỏng do luyện kim, ăn mòn, mỏi, giòn, rão.
3.2.2. Ngoài ra, tính hiệu quả của các cuộc kiểm định, nồi hơi và phương pháp được sử dụng để phát hiện ra các hư hỏng cơ học tiềm năng sẽ được đánh giá. Các hệ số khác mà sẽ được xem xét trong đánh giá xác suất bao gồm:
3.2.2.1 Sự phù hợp của vật liệu dùng để chế tạo;
3.2.2.2 Các điều kiện thiết kế nồi hơi, liên quan tới các điều kiện hoạt động;
3.2.2.3 Sự phù hợp của bộ luật và tiêu chuẩn chế tạo được áp dụng;
3.2.2.4 Tính hiệu quả của chương trình kiểm soát ăn mòn;
3.2.2.5 Chất lượng của chương trình QA/QC trong kiểm tra và bảo dưỡng;
3.2.2.6 Các yêu cầu về kết cấu và duy trì áp lực; và
3.2.2.7 Các điều kiện hoạt động, cả trong quá khứ và trong kế hoạch.
Thông số hư hỏng nồi hơi cũng sẽ là thông tin quan trọng cho việc đánh giá này.
3.3. Đánh giá hậu quả
Việc đánh giá hậu quả sẽ xem xét các tai nạn tiềm năng mà có thể xảy ra do áp suất, nhiệt độ, rò rỉ hơi nóng.... ảnh hưởng tới sức khỏe, tổn hại môi trường, hư hỏng nồi hơi và thời gian lãng phí của nồi hơi.
3.4. Hồ sơ
Đánh giá RBI phải được lập thành văn bản một cách chi tiết phù hợp với API 580, Mục 17, phải xác định rõ ràng tất cả các hệ số có ảnh hưởng tới xác suất và hậu quả của việc hư hỏng nồi hơi. Sau khi thực hiện đánh giá RBI, các kết quả có thể được sử dụng để xác định kế hoạch kiểm định nồi hơi và xác định tốt hơn các hạng mục sau:
3.4.1 Các phương pháp, nồi hơi và phương pháp kiểm tra và NDT phù hợp nhất;
3.4.2 Phạm vi NDT (phần trăm của nồi hơi cần phải kiểm tra);
3.4.3 Thời hạn kiểm định bên ngoài, bên trong và hoạt động;
3.4.4 Việc cần thiết phải thử áp lực sau khi xảy ra hư hỏng, sau khi hoàn thành sửa chữa/hoán cải nồi hơi; và
3.4.5 Có các bước phòng ngừa và hạn chế để giảm thiểu xác suất và hậu quả của việc hư hỏng nồi hơi (như sửa chữa, thay đổi công nghệ).
3.5. Đánh giá hàng năm
3.5.1. Đánh giá hàng năm được tiến hành nhằm xác nhận rằng nồi hơi liên tục thỏa mãn yêu cầu vận hành và mục tiêu đề ra.
3.5.2. Đánh giá hàng năm bao gồm các công việc sau:
3.5.2.1 Xem xét quá trình vận hành;
3.5.2.2 Xem xét các bản quy định kỹ thuật vận hành và các quy trình;
3.5.2.3 Xem xét các báo cáo kiểm định, bảo dưỡng đã được thực hiện trong năm;
3.5.2.4 Kiểm định bên ngoài.
3.6. Tần suất đánh giá RBI
Khi đánh giá RBI được sử dụng để xác định thời hạn kiểm định nồi hơi, thì đánh giá phải được cập nhật sau mỗi lần kiểm định như nêu ở API 580, Mục 15. Đánh giá RBI cũng phải được cập nhật sau mỗi lần thay đổi phụ tùng hoặc quá trình công nghệ mà có dấu hiệu ảnh hưởng tới mức độ hư hỏng hoặc hư hỏng cơ học và bất kỳ khi nào có hư hỏng không lường trước xảy ra gây hư hỏng cơ học.
4. Kiểm định trên cơ sở thời gian
4.1. Kiểm định trong quá trình lắp đặt
4.1.1. Các nồi hơi phải được kiểm định tại thời điểm lắp đặt để xác minh nồi hơi an toàn cho hoạt động, không có hư hỏng nào trong quá trình vận chuyển tới nơi lắp đặt, và có các báo cáo kiểm định lần đầu cho nồi hơi. Kiểm định lắp đặt phải tối thiểu các hạng mục sau:
4.1.1.1 Xác nhận thông tin biển tên phù hợp với các báo cáo dữ liệu của nhà sản xuất và các yêu cầu thiết kế;
4.1.1.2 Xác nhận nồi hơi được lắp đặt đúng, các kết cấu đỡ là thỏa đáng và đảm bảo, thiết bị bên ngoài như thang và bệ chắc chắn, lớp bọc được lắp đặt đúng, các bích nối và các mối nối cơ học khác được kết nối đúng và nồi hơi sạch sẽ, khô; và
4.1.1.3 Xác nhận các thiết bị giảm áp thỏa mãn các yêu cầu thiết kế (thiết bị đúng và áp lực cài đặt đúng) và được lắp đặt đúng.
4.1.2. Nếu xảy ra hư hỏng, phải ghi chép lại và khuyến nghị sửa chữa phù hợp hoặc có thể cần thiết đánh giá kỹ thuật để đảm bảo nồi hơi phù hợp cho hoạt động.
4.2. Kiểm định bên ngoài
4.2.1. Kiểm định bên ngoài được thực hiện để kiểm tra tình trạng bề mặt bên ngoài của nồi hơi, hệ thống cách ly, sơn và lớp phủ, các bộ phận hỗ trợ và kết cấu liên quan và kiểm tra rò rỉ, các vết đốm nóng, độ rung, độ giãn nở cho phép và tính đồng tâm của nồi hơi trên giá đỡ. Trong quá trình kiểm định bên ngoài, phải chú ý đặc biệt tới các mối hàn để kết nối các bộ phận (ví dụ như các tấm gia cường và gá kẹp) xem có bị nứt hoặc các khuyết tật khác. Nếu có bất kỳ dấu hiệu rò rỉ nào cũng phải điều tra xác định nguồn gây ra.
4.2.2. Các nồi hơi phải được kiểm tra bằng mắt xem có dấu hiệu lồi, độ không tròn, độ lõm và biến dạng. Nếu có nghi ngờ hoặc quan sát thấy có bất kỳ sự biến dạng của nồi hơi, thì phải kiểm tra các kích thước tổng thể của nồi hơi để xác định mức độ biến dạng.
4.2.3. Kiểm tra tình trạng hoạt động của các thiết bị an toàn, thiết bị báo động và các thiết bị điều khiển đốt tự động.
4.2.4. Kiểm tra việc hiệu chuẩn các thiết bị an toàn, đo lường. Các thiết bị giảm áp lực phải được thử và sửa chữa bởi tổ chức sửa chữa được chứng nhận và có kinh nghiệm trong việc bảo dưỡng van giảm áp.
4.2.5. Các thiết bị an toàn, đo lường (van an toàn, áp kế) lắp trên các nồi hơi phải được kiểm tra, hiệu chuẩn hàng năm và thử hoạt động (pop test) 2 năm/lần. Việc kiểm tra, hiệu chỉnh các thiết bị an toàn, đo lường phải do cơ quan có thẩm quyền thực hiện.
4.2.6. Kiểm tra tình trạng các chi tiết ráp ráp chính và các bu lông hoặc các vít cấy cố định.
4.2.7. Kiểm tra thang, cầu thang, bệ hoặc lối đi dẫn tới hoặc gá trên nồi hơi.
4.2.8. Kiểm tra bệ đỡ và kết cấu hỗ trợ, neo chốt bu lông, dây chằng, các vòi, hệ thống tiếp đất.
4.2.9. Kiểm tra số lượng và tình trạng các thiết bị phụ trợ như các thiết bị đo và van an toàn, tình trạng của lớp sơn và bọc bảo vệ.
4.2.10. Kiểm tra tình trạng ăn mòn cục bộ hoặc tổng thể trên bề mặt kim loại bên ngoài của nồi hơi, tình trạng lớp bọc.
4.3. Kiểm định bên trong
4.3.1. Phải kiểm tra kỹ càng các bề mặt thành bên trong nồi hơi để phát hiện hư hỏng. Việc kiểm tra thông qua lỗ chui hoặc cửa kiểm tra có thể thay thế cho kiểm tra bên trong khi kích thước của nồi hơi quá nhỏ để đảm bảo an toàn khi vào trong nồi hơi hoặc tất cả các bề mặt bên trong có thể nhìn rõ ràng và được kiểm tra thỏa đáng từ lỗ chui hoặc cửa kiểm tra.
4.3.2. Kiểm tra các bộ phận chịu áp lực của nồi hơi
4.3.2.1. Phải kiểm tra bên trong có tháo các cửa người chui, cửa làm vệ sinh, của kiểm tra. Nếu thấy cần thiết phải kiểm tra bên ngoài thì lớp cách nhiệt xung quanh các chi tiết phải tháo ra để kiểm tra bên ngoài các chi tiết.
4.3.2.2. Phải kiểm tra bên trong buồng đốt và các buồng khí đốt khi các cửa được mở.
4.3.3. Kiểm tra mối hàn và bề mặt bên trong của bộ quá nhiệt, bầu hâm.
4.3.4. Đo chiều dầy khi thấy cần thiết.
4.4. Thử áp lực
4.4.1. Về cơ bản, thử áp lực được thực hiện trên nồi hơi nguyên vẹn. Tuy nhiên, vì lý do thực tế, có thể thử áp lực các bộ phận/phần của nồi hơi thay cho việc thử toàn bộ nồi hơi (như thử áp lực vòi mới lắp đặt).
4.4.2. Thử áp lực chỉ được tiến hành khi kiểm định bên trong và bên ngoài đạt yêu cầu.
4.4.3. Trước khi áp dụng thử áp lực, phải có các quy trình và phòng ngừa phù hợp để đảm bảo an toàn cho người tham gia thử áp lực. Không được kiểm tra tiếp cận các bộ phận của nồi hơi nếu áp lực lớn hơn MAWP.
4.4.4. Khi thử áp lực được thực hiện ở áp lực lớn hơn áp lực cài đặt của thiết bị giảm áp thì phải tháo bỏ thiết bị giảm áp. Có thể thay thế cho việc tháo bỏ thiết bị giảm áp bằng cách sử dụng các kẹp thử để giữ các đĩa van. Không được phép đặt tải bổ sung cho lò xo van bằng cách vặn vít nén. Các phụ tùng khác, như kính đo, thiết bị đo áp lực, đĩa nổ, mà có thể không có khả năng chịu được áp lực thử phải được tháo bỏ hoặc lót. Khi hoàn thành thử áp lực, các thiết bị giảm áp và phụ tùng được tháo bỏ hoặc làm cho không hoạt động trong quá trình thử phải được lắp đặt hoặc kích hoạt lại.
4.4.5. Nồi hơi phải được thử áp lực thủy tĩnh bằng cách sử dụng nước có nhiệt độ tối thiểu là 20oC. Các van an toàn không bao gồm trong việc thử áp lực thủy tĩnh cho nồi hơi này. Nhiệt độ kim loại không được vượt quá 50 oC trong quá trình thử áp lực thủy tĩnh.
4.4.6. Áp suất thử thủy tĩnh phải được tăng áp lực dần dần và không được nhỏ hơn 1,5 lần áp suất làm việc lớn nhất cho phép (MAWP) và không có bất kỳ một bộ phận nào của nồi hơi phải chịu một ứng suất kéo hoặc nén (Membrane stress) lớn hơn 90% ứng suất chảy của vật liệu chế tạo bộ phận tại nhiệt độ thử.
4.4.7. Áp kế phải được kết nối trên đỉnh nồi hơi để có thể đo được áp lực thử lớn nhất. Chia độ mặt chỉ báo số áp kế phải có dải phạm vi áp suất gấp hai lần áp suất thử nghiệm hoặc không có bất kỳ trường hợp nào nhỏ hơn 1,5 lần áp suất thử nghiệm.
4.4.8. Trước khi thử thủy lực, các kết cấu nâng đỡ và thiết kế bệ phải được xem xét để đảm bảo chúng phù hợp cho trọng tải của đợt thử thủy lực. Tất cả các nồi hơi và bộ phận khác mà có thể chịu toàn bộ áp lực thử thủy lực phải được kiểm tra để đảm bảo chúng phù hợp với áp lực thử, nếu không chúng phải được cách ly khỏi việc thử.
4.4.9. Nồi hơi phải chịu áp suất thử trong thời gian 5 phút, sau đó giảm dần đến áp suất làm việc và duy trì áp suất này trong suốt thời gian khám xét.
5. Ghi, phân tích và đánh giá dữ liệu kiểm định
5.1. Xác định tốc độ ăn mòn
5.1.1. Các nồi hơi hiện có
5.1.1.1 Tốc độ ăn mòn do hư hỏng cơ học được xác định bằng độ chênh lệch giữa hai lần đo chiều dày chia cho khoảng thời gian giữa hai lần đo. Việc xác định tốc độ ăn mòn có thể bao gồm các dữ liệu chiều dày được thu thập qua nhiều hơn 2 lần đo. Việc sử dụng tốc độ ăn mòn ngắn hạn hay dài hạn sẽ được người kiểm định xác định. Tốc độ ăn mòn ngắn hạn được xác định cơ bản bởi 2 lần đo gần nhất, trong khi tốc độ ăn mòn dài hạn được xác định giữa lần đo gần nhất và lần đo ban đầu của nồi hơi. Các tốc độ khác nhau này giúp xác định tốc độ ăn mòn hiện tại do các hoạt động trải qua dài hạn. Tốc độ ăn mòn dài hạn (LT) phải được tính toán theo công thức:
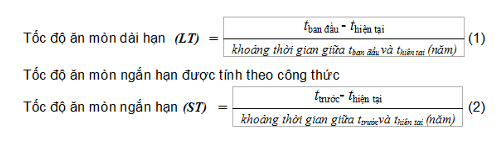
Trong đó:
+ tban đầu: Chiều dày ban đầu tại các vị trí kiểm soát ăn mòn (CML) như chiều dày hiện tại. Nó là chiều dày ban đầu tại các vị trí CML này hoặc là chiều dày bắt đầu trong môi trường có tốc độ ăn mòn mới, (mm).
+ thiện tại: Chiều dày hiện tại tại các vị trí kiểm soát ăn mòn, (mm), được đo trong đợt kiểm định gần nhất.
+ ttrước: Chiều dày được đo vào đợt kiểm định trước đó. Có cùng vị trí với chiều dày hiện tại, (mm).
5.1.1.2 Khi coi tốc độ ăn mòn là một phần của đánh giá dữ liệu, thì người kiểm định, kết hợp với chuyên gia về ăn mòn, sẽ lựa chọn tốt độ ăn mòn mà thể hiện chính xác nhất tình trạng hiện tại của nồi hơi. Các điều sau phải được xem xét khi dự tính tốc độ ăn mòn nào sẽ được sử dụng ở khu vực bị ăn mòn để tính toán tuổi thọ còn lại và hạn kiểm định tiếp theo của nồi hơi:
1) Ăn mòn cơ học cục bộ hay tổng thể;
2) Các vị trí chịu tác động của chất lỏng, chất lỏng xâm thực, hoặc tình trạng ăn mòn - xâm thực;
3) Xác định thời điểm ban đầu của sự cố ăn mòn (nếu nồi hơi không phải khai thác lần đầu) là cơ bản để đo độ hao hụt thành nồi hơi và khoảng thời gian phù hợp để xác định tốc độ ăn mòn;
4) Các điểm tiềm năng nơi mà các thay đổi quá trình xảy ra có thể là nguyên nhân dẫn tới ăn mòn (ví dụ như nước làm ẩm, chloride vào trong quá trình, hay độ PH thấp);
5) Tác dụng của việc hình thành cặn tới việc bảo vệ các bộ phận khỏi ăn mòn hoặc hao hụt lớp bảo vệ (ví dụ như tốc độ chất lỏng cao hơn loại bỏ lớp bảo vệ khỏi thành nồi hơi);
6) Các nguy cơ tiềm tàng gây ăn mòn nhanh tại các khu vực cố định (ví dụ như những nơi mà sunfua sắt có thể tích tụ);
7) Hoạt động liên tiếp trong phạm vi cửa sổ hoạt động an toàn.
5.1.2. Các nồi hơi được lắp đặt mới hoặc thay đổi điều kiện khai thác
5.1.2.1 Đối với nồi hơi mới hoặc nồi hơi mà sẽ được thay đổi điều kiện khai thác, một trong các phương pháp sau sẽ được sử dụng để xác định tốc độ ăn mòn có thể của nồi hơi. Tuổi thọ còn lại và thời hạn kiểm định có thể được xác định từ tốc độ ăn mòn này.
5.1.2.2 Tốc độ ăn mòn có thể được tính toán từ thông số được chủ giàn/người sử dụng tập hợp từ các nồi hơi đang hoạt động trong cùng điều kiện khai thác hoặc tương đương. Nếu không có thông số trên các nồi hơi đang hoạt động trong cùng điều kiện khai thác hoặc tương đương thì phải xem xét tới các lựa chọn khác.
5.1.2.3 Tốc độ ăn mòn có thể được xác định nhờ chuyên gia về ăn mòn.
5.1.2.4 Tốc độ ăn mòn có thể xác định từ các thông số được công bố trên các nồi hơi trong cùng điều kiện khai thác hoặc tương đương.
5.1.2.5 Nếu tốc độ ăn mòn không thể xác định được bằng bất kỳ phương pháp nào đã nêu ở trên, thì việc xác định khi nồi hơi hoạt động sẽ được thực hiện sau khoảng thời gian khai thác từ 03 đến 06 tháng có sử dụng các thiết bị kiểm soát ăn mòn phù hợp hoặc các phép đo chiều dày thực tế của nồi hơi. Các đợt xác định kế tiếp sẽ được thực hiện tại các khoảng thời gian phù hợp cho đến khi xác định được tốc độ ăn mòn tin cậy. Nếu sau này phát hiện ra rằng tốc độ ăn mòn giả định không chính xác thì tốc độ ăn mòn trong các phép tính tuổi thọ còn lại sẽ phải được thay đổi bằng tốc độ ăn mòn thực tế.
5.2. Tính tuổi thọ còn lại của nồi hơi
5.2.1. Tuổi thọ còn lại của nồi hơi (tính bằng năm) phải được tính toán theo công thức sau:

Trong đó:
+ thiện tại: Chiều dày hiện tại của CML, (mm), được đo trong đợt kiểm định gần nhất;
+ thiện tại: Chiều dày yêu cầu ở cùng CML hoặc bộ phận, (mm), như phương pháp đo cảm tính. Nó được ước tính bằng các công thức thiết kế (ví dụ như các công thức về áp lực và kết cấu) và không bao gồm chiều dày dự trữ ăn mòn cho phép hoặc sai số cho phép của nhà chế tạo.
5.2.2. Có thể sử dụng phân tích thống kê trong việc tính toán tốc độ ăn mòn và tuổi thọ còn lại cho các bộ phận của nồi hơi. Phương pháp tiếp cận thống kê này có thể được áp dụng để đánh giá việc thay thế kiểm định bên trong hoặc để xác định thời hạn kiểm định bên trong. Phải chú ý để đảm bảo rằng việc xử lý các thông số thống kê phản ánh được tình trạng thực tế các bộ phận của nồi hơi, đặc biệt là những bộ phận mà chịu ăn mòn cục bộ. Có thể không áp dụng phân tích thống kê cho các nồi hơi ngẫu nhiên nhưng có dấu hiệu ăn mòn cục bộ. Phải lập thành văn bản phương pháp phân tích áp dụng.
5.3. Xác định áp lực làm việc cho phép lớn nhất (MAWP)
5.3.1. MAWP để nồi hơi tiếp tục hoạt động phải căn cứ vào các phép tính toán mà được xác định trong phiên bản áp dụng mới nhất của Bộ luật ASME hay tiêu chuẩn chế tạo của nồi hơi. Kết quả MAWP từ các tính toán này phải không được lớn hơn MAWP ban đầu trừ phi việc đánh giá lại được thực hiện phù hợp với 6.2 của Chương này.
5.3.2. Các phép tính có thể chỉ được thực hiện nếu các chi tiết quan trọng sau phù hợp với các yêu cầu áp dụng của bộ luật được sử dụng: các thiết kế đỉnh, thân và gia cường vòi; các đặc tính kỹ thuật của vật liệu; ứng suất cho phép; hiệu quả của mối nối hàn; các tiêu chuẩn chấp nhận trong kiểm định; và các yêu cầu hoạt động theo chu kỳ.
5.3.3. Trong tính toán do ăn mòn, chiều dày thành nồi hơi sử dụng trong các phép tính phải là chiều dày thực tế trừ đi 2 lần tích của hao hụt ăn mòn tính toán với thời hạn tới đợt kiểm định kế tiếp, như xác định bởi công thức sau:
![]()
Trong đó:
+ C: Là tốc độ ăn mòn hàng năm, (mm)
+ I: Là thời hạn tới lần kiểm định bên trong hoặc kiểm định hoạt động kế tiếp, (năm)
+ t hiện tại: Là chiều dày thực tế, (mm), được đo trong đợt kiểm định gần nhất.
5.3.4. Phải đo chiều dày nhiều lần khi chiều dày thực tế lớn hơn hoặc nhỏ hơn chiều dày được ghi trong báo cáo thử vật liệu hoặc báo cáo thông số của nhà chế tạo, đặc biệt nếu bộ phận được chế tạo bằng phương pháp đúc. Quy trình đo chiều dày phải được người kiểm định thẩm định.
5.4. Đánh giá phù hợp cho hoạt động (FFS evaluation)
5.4.1. Các bộ phận chịu áp lực bị hư hỏng mà có thể ảnh hưởng tới khả năng chịu tải của chúng (tải áp lực và các tải áp dụng khác như trọng lượng, gió theo API 579-1/ASME FFS-1) phải được đánh giá để tiếp tục hoạt động. Các đánh giá phù hợp cho hoạt động, nêu trong API 579-1/ASME FFS-1, có thể được sử dụng để đánh giá và phải được áp dụng cho hư hỏng riêng biệt xác định. Các phương pháp sau có thể được sử dụng:
5.4.1.1 Để đánh giá lượng hao hụt kim loại của phần ăn mòn dự trữ, có thể thực hiện đánh giá phù hợp cho hoạt động thỏa mãn API 579-1/ASME FFS-1, Phần 4, 5 hoặc 6 khi áp dụng.
5.4.1.2 Để đánh giá rỗ khí, hư hỏng HIC/SOHIC và sự phân lớp, cần phải đánh giá phù hợp cho hoạt động thỏa mãn API 579-1/ASME FFS-1, Phần 7 và Phần 13.
5.4.1.3 Để đánh giá độ lệch của mối hàn và biến dạng thân nồi hơi, cần phải thực hiện đánh giá phù hợp cho hoạt động thỏa mãn API 579-1/ASME FFS-1, Phần 8.
5.4.1.4 Để đánh giá các vết rạn nứt, cần phải thực hiện đánh giá phù hợp cho hoạt động thỏa mãn API 579-1/ASME FFS-1, Phần 9. Khi thực hiện phương pháp siêu âm chùm góc để xác định kích thước vết nứt, người thực hiện phải được sát hạch UT phù hợp.
5.4.1.5 Để đánh giá tác động của hư hỏng cháy nổ, cần phải thực hiện đánh giá phù hợp cho hoạt động thỏa mãn API 579-1/ASME FFS-1, Phần 10.
5.4.1.6 Để đánh giá ảnh hưởng của hư hỏng do cháy, cần phải thực hiện đánh giá phù hợp cho hoạt động thỏa mãn API 579-1/ASME FFS-1, Phần 11.
5.4.1.7 Để đánh giá hư hỏng do lõm, lỗ đục trên các bộ phận, cần phải đánh giá phù hợp cho hoạt động thỏa mãn API 579-1/ASME FFS-1, Phần 12.
6. Sửa chữa, hoán cải và đánh giá lại nồi hơi
6.1. Sửa chữa và hoán cải
6.1.1. Quy định chung
Tất cả các sửa chữa, hoán cải phải được thực hiện bởi tổ chức, cá nhân sửa chữa phù hợp với các yêu cầu của Quy chuẩn này, hoặc bộ luật, tiêu chuẩn áp dụng trong sửa chữa hoặc chế tạo.
6.1.2. Thẩm định
Trước khi thực hiện sửa chữa hoặc hoán cải, tất cả các phương pháp dự định cho thiết kế, thi công, vật liệu, các quy trình hàn, NDT và thử nghiệm phải được thẩm định. Đăng kiểm viên xác định các điểm kiểm định chính được thực hiện trong quá trình thi công công việc. .
6.1.3. Thiết kế
Các mối nối, vòi hoặc các phần thay thế mới phải thỏa mãn các yêu cầu thiết kế của tiêu chuẩn chế tạo áp dụng. Thiết kế các phần thay thế và các vòi mới phải sử dụng các yêu cầu về ứng suất cho phép tương tự như sử dụng trong thiết kế của nồi hơi. Thiết kế, vị trí và phương pháp gắn thiết bị phải phù hợp với các yêu cầu của bộ luật, tiêu chuẩn, quy chuẩn chế tạo áp dụng. Khi có hư hỏng cho các phần của nồi hơi quá lớn mà việc sửa chữa không thể phục hồi thỏa mãn các yêu cầu thiết kế thì các phần này phải được thay thế.
6.1.4. Vật liệu
Vật liệu sử dụng trong sửa chữa, hoán cải phải phù hợp với tiêu chuẩn chế tạo áp dụng. Ký hiệu vật liệu, thực tiễn kiểm soát vật liệu và các báo cáo thử vật liệu được cung cấp cho chủ thiết bị phải thỏa mãn với bộ luật, tiêu chuẩn, quy chuẩn chế tạo. Vật liệu sử dụng trong sửa chữa, hoán cải bằng phương pháp hàn phải có đặc tính phù hợp với vật liệu ban đầu. Không được hàn thép carbon hoặc thép hợp kim có tỉ lệ carbon lớn hơn 0,35%, thép carbon có thành phần carbon lớn hơn 0,3% có thể cần phải chú ý đặc biệt và gia nhiệt để phòng tránh nứt đường hàn. Nếu đăng kiểm viên có bất cứ nghi ngờ gì về hồ sơ chứng nhận vật liệu thì phương pháp PMI (cắt mẫu thử) cần được thực hiện.
6.1.5. Sửa chữa khuyết tật
Việc sửa chữa các khuyết tật được phát hiện ở các bộ phận của nồi hơi được thực hiện bằng nhiều phương pháp phụ thuộc vào kích thước và bản chất của khuyết tật, vật liệu chế tạo và các yêu cầu thiết kế của nồi hơi. Kỹ thuật sửa chữa có thể được phân loại thành sửa chữa tạm thời hoặc cố định phụ thuộc vào thiết kế và sự phù hợp của chúng so với bộ luật, tiêu chuẩn chế tạo áp dụng.
6.1.5.1. Sửa chữa tạm thời
1) Quy định chung
Sửa chữa tạm thời phải được thực hiện tới khi đăng kiểm viên kiểm định và đồng ý việc sửa chữa này nồi hơi đủ điều kiện hoạt động tiếp tục cho tới khi có thể thực hiện sửa chữa cố định. Sửa chữa tạm thời phải được loại bỏ và thay thế bằng sửa chữa cố định phù hợp tại đợt bảo dưỡng kế tiếp. Sửa chữa tạm thời có thể được duy trì trong thời gian dài hơn nếu được đăng kiểm viên đánh giá, thẩm định và lập hồ sơ. Hồ sơ sửa chữa tạm thời phải bao gồm:
(1) Vị trí sửa chữa tạm thời;
(2) Mô tả chi tiết việc sửa chữa, như vật liệu chế tạo, chiều dày, kích thước mối hàn, phương pháp NDT được thực hiện;
(3) Chi tiết các phân tích được thực hiện;
(4) Các yêu cầu cho kiểm định về sau, và
(5) Thời hạn sửa chữa cố định.
(6) Các kế hoạch kiểm định phải bao gồm việc giám sát tính toàn vẹn của việc sửa chữa tạm thời cho tới khi hoàn thiện sửa chữa cố định. Tham khảo Điều 2.4 và 3.6, ASME PCC-2 để có hướng dẫn về hướng dẫn sửa chữa bịt lỗ rò rỉ bằng hộp hàn và kẹp cơ học.
2) Sửa chữa cục bộ bằng hàn đắp
(1) Có thể sử dụng phương pháp hàn đắp để sửa chữa tạm thời các khu vực hư hỏng, ăn mòn hoặc xói mòn của các bộ phận nồi hơi. Không được sửa chữa các vết nứt bằng phương pháp hàn đắp ngoại trừ khi xác định rằng các vết nứt sẽ không phát triển ở dưới mối hàn đắp này. Ở một số trường hợp có thể cần thiết thực hiện phân tích phù hợp cho hoạt động. Việc sửa chữa bằng phương pháp hàn đắp phải được thẩm định.
(2) Các mối hàn đắp yêu cầu xem xét tới thiết kế riêng biệt, đặc biệt liên quan tới tính hiệu quả mối nối hàn.
(3) Hàn đắp có thể được áp dụng ở bề mặt trong và ngoài của thân, đỉnh và đáy nồi hơi. Tốt hơn hết là áp dụng trên bề mặt bên ngoài để dễ dàng kiểm tra hoạt động.
(4) Các mối hàn đắp được thiết kế để hấp thụ biến dạng màng của các phần sao cho phù hợp với các quy định của tiêu chuẩn chế tạo, với kết quả như sau:
a. Ứng suất màng cho phép không được vượt quá ở các phần của nồi hơi hoặc ở lớp hàn đắp;
b. Sự biến dạng ở các lớp hàn đắp không làm cho ứng suất của mối hàn đắp vượt quá ứng suất cho phép đối với các mối hàn đó.
c. Việc ngoại trừ áp dụng quy định này phải được đảm bảo bằng việc phân tích phù hợp cho hoạt động thích hợp.
(5) Có thể áp dụng Điều 2.12, ASME PCC-2 cho thiết kế mối hàn đắp.
(6) Hàn đắp không được thực hiện trên bề mặt của mối hàn đắp sẵn có ngoại trừ khi gia cường bổ sung các lỗ khoét nếu được tiêu chuẩn chế tạo cho phép. Khi hàn đắp kế cận một mối hàn đắp sẵn có, khoảng cách giữa chân mối hàn đắp không được nhỏ hơn:
![]() (5)
(5)
Trong đó:
+ d: Khoảng cách tối thiểu giữa chân mối hàn của các mối hàn đắp kế cận, (mm);
+ R: Bán kính trong của nồi hơi, (mm);
+ t: Chiều dày hiện tại của thành nồi hơi ở dưới đường hàn, (mm).
Việc miễn áp dụng quy định này trong một số môi trường có hệ quả thấp (ví dụ như các hoạt động xói mòn do áp suất thấp) phải được bảo đảm bằng phân tích kết hợp rủi ro và FFS phù hợp.
(7) Các mối hàn đắp phải được làm tròn ở các chỗ lượn góc với bán kính tối thiểu là 25 mm.
3) Sửa chữa bằng nẹp phủ
Việc sửa chữa bằng nẹp phủ toàn bộ có thể được xem xét nếu thỏa mãn các yêu cầu sau:
(1) Được thẩm định thiết kế và lập hồ sơ;
(2) Việc sửa chữa không bao gồm vết nứt ở thân nồi hơi trừ khi được xác định rằng vết nứt sẽ không phát triển ở bên dưới nẹp phủ. Trong một số trường hợp cần phải phân tích FFS;
(3) Nẹp phủ được thiết kế chịu được áp suất thiết kế của nồi hơi;
(4) Toàn bộ đường hàn dọc ở vị trí nẹp phủ là đường hàn giáp mối xuyên thấu hoàn toàn có hiệu suất mối nối thiết kế và được kiểm định phù hợp với bộ luật, tiêu chuẩn, quy chuẩn áp dụng;
(5) Chu vi mối hàn đắp gắn nẹp phủ với thành nồi hơi được thiết kế để truyền toàn bộ tải dọc ở thân nồi hơi, sử dụng hiệu suất mối nối bằng 0,45. Nếu cần thiết, phải xem xét ảnh hưởng về độ lệch tâm của nẹp phủ so với thân nồi hơi về kích thước của mối hàn đính kèm nẹp phủ;
(6) Phương pháp kiểm tra NDT bề mặt thích hợp được thực hiện ở tất cả các mối hàn giáp mép;
(7) Nếu có, phải xem xét độ bền mỏi của các mối hàn đính, ví dụ như độ bền mỏi do nẹp phủ có độ giãn nở khác so với thân nồi hơi;
(8) Vật liệu nẹp phủ và vật liệu hàn phải phù hợp cho tiếp xúc với chất lỏng ở các điều kiện thiết kế và nẹp phủ có lượng ăn mòn dự trữ phù hợp;
(9) Hư hỏng cơ học mà cần sửa chữa phải được xem xét để xác định việc cần thiết hay không việc giám sát bổ sung và kiểm tra tiếp theo của việc sửa chữa.
4) Các vòi không xuyên qua thân nồi hơi
Các vòi không xuyên qua thân nồi hơi (bao gồm cả nắp ống đính kèm) có thể được sử dụng như là sửa chữa cố định các khuyết tật không phải là các vết nứt khi thiết kế và phương pháp đính phù hợp với các yêu cầu áp dụng của bộ luật, tiêu chuẩn thích hợp. Thiết kế và gia cường cho các vòi như thế phải xem xét tới hao hụt vật liệu ban đầu của thân nồi hơi ở xung quanh vòi. Vật liệu của vòi phải phù hợp để tiếp xúc với chất lỏng được chứa ở các điều kiện thiết kế và phải có lượng ăn mòn dự trữ phù hợp. Hư hỏng cơ học mà cần sửa chữa phải được xem xét để xác định việc cần thiết hay không việc giám sát bổ sung và kiểm tra tiếp theo của việc sửa chữa.
6.1.5.2. Sửa chữa cố định
1) Các phương pháp sửa chữa cố định cơ bản bao gồm:
(1) Khoét khuyết tật, kết hợp với mài để bề mặt đồng mức thỏa mãn API 579-1/ASME FFS-1, Phần 5. Đồng thời tham khảo ASME PCC-2, Điều 3.4, hướng dẫn sửa chữa bằng khoét vết rạn nứt và hàn.
(2) Khoét khuyết tật và hàn sửa chữa hố khoét.
(3) Thay thế phần hoặc bộ phận chứa khuyết tật.
(4) Hàn che phủ khu vực bị ăn mòn.
(5) Bổ sung nẹp hoặc tấm lót vào bề mặt bên trong.
2) Các tấm chèn
Các tấm thân nồi hơi bị ăn mòn hoặc hư hỏng có thể được sửa chữa bằng cách loại bỏ một phần hoặc thay thế bằng miếng vá bổ sung (miếng vá phẳng) thỏa mãn bộ luật, tiêu chuẩn, quy chuẩn áp dụng. Các tấm chèn có thể được sử dụng nếu thỏa mãn các yêu cầu sau:
(1) Sử dụng mối hàn vát mép ngấu hoàn toàn.
(2) Các đường hàn được chụp X-quang phù hợp với tiêu chuẩn chế tạo áp dụng. Kiểm tra siêu âm thỏa mãn ASME Code Case 2235 hoặc ASME Code, Section VIII, Division 2, mục 7.7.5 có thể được sử dụng để thay thế cho chụp X-quang nếu các quy trình kiểm tra NDT được người kiểm định thẩm định.
(3) Tất cả các góc của tấm chèn mà không mở rộng tới đường hàn ngang hay dọc hiện có phải được lượn góc với bán kính tối thiểu là 25 mm. Đường hàn lân cận với các đường hàn hiện có phải được thẩm định.
3) Độ bền vật liệu đệm đối với lớp phủ và sửa chữa các mối hàn hiện có
(1) Vật liệu đệm dùng cho sửa chữa mối hàn phải có độ bền kéo tối thiểu bằng hoặc lớn hơn độ bền kéo tối thiểu của vật liệu cơ bản.
(2) Nếu vật liệu đệm có độ bền kéo tối thiểu nhỏ hơn độ bền kéo tối thiểu của vật liệu cơ bản, việc so sánh thành phần hóa học giữa chúng phải được xem xét liên quan tới khả năng hàn và hư hỏng trong khai thác. Ngoài ra, phải thỏa mãn các yêu cầu sau:
a) Chiều dày sửa chữa không được lớn hơn 50% chiều dày yêu cầu của vật liệu cơ bản (không bao gồm lượng ăn mòn dự trữ).
b) Chiều dày của vật liệu hàn sửa chữa phải được tăng bởi tỷ lệ của độ bền kéo tối thiểu của vật liệu cơ bản trên độ bền kéo tối thiểu của vật liệu đệm.
Trong đó:
+ Tđệm: Chiều dày của vật liệu hàn sửa chữa, (mm).
+ d: Chiều sâu hao hụt vật liệu cơ bản do ăn mòn và chuẩn bị mối hàn, (mm).
+ Scơ bản: Độ bền kéo của vật liệu cơ bản, (bar).
+ Sđệm: Độ bền kéo của vật liệu đệm, (bar).
c) Chiều dày tăng lên sau sửa chữa phải được mài cạnh và vát nghiêng thành một đoạn chuyển tiếp trên khoảng cách ít nhất là 3 lần độ chênh lệch giữa hai mặt tiếp giáp.
d) Việc sửa chữa phải được thực hiện với tối thiểu 2 đường hàn.
4) Sửa chữa lớp bọc và phủ của đường hàn kim loại không gỉ
(1) Quy trình sửa chữa để phục hồi các khu vực có lớp bọc hoặc phủ bị ăn mòn, bị gỡ bỏ hoặc thiếu phải được Đăng kiểm viên thẩm định trước khi thực hiện.
(2) Phải xem xét các yếu tố quan trọng mà có thể ảnh hưởng tới kế hoạch sửa chữa. Các yếu tố này bao gồm mức ứng suất, lượng P của vật liệu cơ bản, môi trường hoạt động, khả năng hydro bị hòa tan trước đây, loại lớp lót, sự xuống cấp các đặc tính của vật liệu cơ bản (giòn hóa của hợp kim chromium-molybdenum), nhiệt độ điều áp tối thiểu và việc cần thiết thực hiện kiểm định chu kỳ về sau.
(3) Đối với nồi hơi tiếp xúc với nguyên tử hydro di chuyển trong kim loại cơ bản (hoạt động trong môi trường hydro ở nhiệt độ cao hoặc tiếp xúc với các khu vực của vật liệu cơ bản bị ăn mòn), đăng kiểm viên phải xem xét các yếu tố bổ sung khi triển khai kế hoạch sửa chữa:
a) Sự nhả khí khỏi vật liệu cơ bản.
b) Sự hóa cứng của vật liệu cơ bản do hàn, mài hoặc khoét vòm.
c) Kiểm soát nhiệt độ khi gia nhiệt và trong khi hàn.
d) Xử lý nhiệt sau khi hàn để giảm sự hóa cứng và phục hồi các đặc tính cơ học.
Các việc sửa chữa này phải được kiểm tra, giám sát để đảm bảo phù hợp với các yêu cầu sửa chữa. Sau khi làm mát tới nhiệt độ môi trường, phải kiểm tra bằng phương pháp PT tại vị trí sửa chữa theo ASME Code, Section VIII, Division I, Phụ lục 1.
(4) Đối với các nồi hơi được chế tạo bằng vật liêu cơ bản P-3, P-4, P-5, kim loại cơ bản tại vị trí sửa chữa phải được kiểm tra nứt bằng phương pháp siêu âm phù hợp với ASME Code, Section V, Điều 4, mục T-473. Cuộc kiểm tra này được thực hiện thích hợp nhất là cách tối thiểu 24 giờ sau khi hoàn thành sửa chữa đối với các hợp kim có đặc tính chậm nứt.
6.1.6. Hàn và gia nhiệt
6.1.6.1. Quy định chung
Tất cả các sửa chữa và hoán cải bằng hàn phải thỏa mãn các yêu cầu áp dụng của ASME Code hoặc bộ luật áp dụng trong sửa chữa hoặc chế tạo, ngoại trừ việc cho phép theo điều 6.1.5.1-3). của Chương này.
6.1.6.2. Quy trình, chứng nhận và báo cáo
1) Tổ chức, cá nhân sửa chữa phải sử dụng thợ hàn và quy trình hàn được chứng nhận phù hợp.
2) Tổ chức, cá nhân sửa chữa phải lưu giữ các báo cáo của quy trình hàn được chứng nhận và báo cáo chứng nhận quy trình. Các báo cáo này phải được trình cho Đăng kiểm viên trước khi bắt đầu hàn.
6.1.6.3. Gia nhiệt
Nhiệt độ gia nhiệt sử dụng trong hàn sửa chữa phải phù hợp với bộ luật, tiêu chuẩn, quy chuẩn áp dụng và quy trình hàn được chứng nhận. Việc miễn áp dụng gia nhiệt phải được thẩm định, và yêu cầu áp dụng đặc tính kỹ thuật của quy trình hàn mới nếu nhiệt độ gia nhiệt nhỏ hơn nhiệt độ quy định trong WPS thực tế. Người kiểm tra phải đảm bảo rằng nhiệt độ gia nhiệt tối thiểu được đo và duy trì. Có thể lựa chọn phương pháp gia nhiệt mối hàn truyền thống, tham khảo Điều 2.8, ASME PCC-2.
6.1.6.4. Xử lý nhiệt sau khi hàn (PWHT)
1) Quy định chung
PWHT trong sửa chữa hoặc hoán cải nồi hơi phải được thực hiện thỏa mãn các quy định liên quan của Quy chuẩn này, bộ luật, tiêu chuẩn chế tạo áp dụng hoặc quy trình PWHT khác được thẩm định như nêu ở 6.1.6-4(3). Tham khảo Điều 2.14, ASME PCC-1 về xử lý nhiệt vùng của nồi hơi.
2) Xử lý nhiệt sau khi hàn cục bộ
Xử lý nhiệt sau khi hàn cục bộ có thể được thay thế bằng nẹp 360o tại vị trí sửa chữa trên tất cả các vật liệu, với điều kiện thực hiện các phòng ngừa và thỏa mãn các điều kiện sau:
(1) Việc áp dụng được thẩm định, quy trình được trình bày bởi người có kinh nghiệm trong chuyên môn phù hợp;
(2) Quy trình phù hợp phải được đánh giá qua các hệ số sau:
a) Chiều dày vật liệu cơ bản;
b) Độ chênh lệch nhiệt;
c) Đặc tính của vật liệu (độ cứng, bền);
d) Các thay đổi do xử lý nhiệt sau khi hàn cục bộ;
e) Sự cần thiết cho các mối hàn xuyên thấu;
f) Kiểm tra bề mặt và thể tích khi xử lý nhiệt sau hàn cục bộ;
g) Các biến dạng cục bộ và tổng thể do nhiệt của vùng bị nén cục bộ của thân nồi hơi áp lực.
(3) Nhiệt độ gia nhiệt từ 150oC trở lên, mà được xác định bởi các quy trình hàn riêng biệt, phải được duy trình trong quá trình hàn;
(4) Nhiệt độ xử lý nhiệt sau hàn cục bộ yêu cầu phải được duy trì trong khoảng cách không ít hơn 2 lần chiều dày vật liệu cơ bản, được đo từ chân của đường hàn. Nhiệt độ xử lý nhiệt sau hàn cục bộ phải được kiểm soát bởi lượng cặp nhiệt phù hợp (tối thiểu là 2). Khi xác định số lượng cặp nhiệt cần thiết, phải xem xét tới kích thước và hình dáng của vùng được xử lý nhiệt;
(5) Việc kiểm soát nhiệt lượng phải được áp dụng cho các vòi bất kỳ hoặc bộ phận bất kỳ gắn với nồi hơi trong phạm vi vùng xử lý nhiệt sau hàn cục bộ;
(6) Khi xử lý nhiệt sau hàn được thực hiện để chống lại nứt do môi trường, phải xem xét đặc tính luyện kim để đánh giá quy trình có được chấp nhận hay không.
3) Các phương pháp gia nhiệt hoặc hàn đắp có kiểm soát (CDW) thay thế cho PWHT
(1) Quy định chung
a) Tham khảo điều 2.9, ASME PCC-2 để có thông tin bổ sung lựa chọn thay thế cho PWHT.
b) Gia nhiệt và CDW có thể được sử dụng để thay thế cho PWHT khi PWHT không thích hợp hoặc về mặt cơ học là không cần thiết. Trước khi sử dụng bất kỳ phương pháp thay thế nào, phải xem xét tính luyện kim để đảm bảo phương pháp lựa chọn thay thế là phù hợp. Việc xem xét phải chú ý tới các hệ số như nguyên nhân thực hiện PWHT ban đầu của thiết bị, khả năng nhạy cảm với ăn mòn ứng suất nứt, các ứng suất tại vị trí mối hàn, khả năng nhạy cảm với sự thâm nhập của hydrogen ở nhiệt độ cao, Đăng kiểm viên có trách nhiệm kiểm chứng rằng các phương pháp được sử dụng phù hợp với tiêu chuẩn của chủ thiết bị và các yêu cầu của phần này.
c) Việc lựa chọn phương pháp hàn phải căn cứ vào các quy định của tiêu chuẩn chế tạo áp dụng cho kế hoạch công việc song song với xem xét kỹ thuật phù hợp của mối hàn trong tình trạng vừa hàn xong ở các điều kiện thử áp lực và thử hoạt động.
d) Khi có dẫn chứng theo chỉ định của ASME, số P-No và số nhóm trong phần này cho các vật liệu, thì các yêu cầu của phần này áp dụng cho vật liệu sử dụng của bộ luật ban đầu trong chế tạo, hoặc ASME hoặc bộ luật khác phù hợp của các đặc tính cơ học và thành phần hóa học với các chỉ số nhóm và lượng P của ASME.
e) Các nồi hơi được chế tạo bằng thép khác với thép nêu ở (b) và (c) của mục này, mà ban đầu có yêu cầu xử lý nhiệt sau hàn, thì phải được xử lý nhiệt sau hàn nếu việc hoán cải hoặc sửa chữa bao gồm hàn thành nồi hơi áp lực. Khi một trong các phương pháp sau được sử dụng để thay thế cho PWHT, hệ số hiệu quả mối nối của PWHT có thể tiếp tục được sử dụng nếu hệ số đã từng được sử dụng trong thiết kế hiện đang đánh giá.
(2) Phương pháp gia nhiệt (không yêu cầu thử độ bền va đập)
a) Phương pháp gia nhiệt, khi thực hiện thay cho PWHT, phải được giới hạn cho các vật liệu và phương pháp hàn sau:
+ Phải giới hạn vật liệu cho P-№ 1, Nhóm 1, 2 và 3; và P-№ 3, Nhóm 1 và 2 (không bao gồm Mn-Mo ở Nhóm 2).
+ Phải giới hạn việc hàn là các phương pháp hàn hồ quang kim loại bảo vệ (SMAW), hàn hồ quang kim loại trong khí (GMAW) và hàn hồ quang vonfram (GTAW).
b) Phải thực hiện phương pháp gia nhiệt như sau:
+ Khu vực hàn phải được gia nhiệt và duy trì ở nhiệt độ tối thiểu là 150oC trong khi hàn.
+ Nhiệt độ 150 oC phải được kiểm tra để đảm bảo rằng một khoảng 100 mm vật liệu hoặc 4 lần chiều dày vật liệu (lấy giá trị nào lớn hơn) ở mỗi bên của mép đường hàn được duy trì ở nhiệt độ tối thiểu khi hàn. Nhiệt độ giữa các lớp hàn tối đa không được vượt quá 315oC.
+ Khi mối hàn không xuyên thấu toàn bộ chiều dày vật liệu, nhiệt độ gia nhiệt tối thiểu và nhiệt độ giữa các lớp hàn tối đa chỉ cần duy trì ở khoảng 100 mm vật liệu hoặc 4 lần chiều sâu của mối hàn sửa chữa, lấy giá trị nào lớn hơn ở mỗi phía của mối nối.
Lưu ý: Không yêu cầu thử độ bền va đập khi sử dụng phương pháp gia nhiệt này thay thế cho PWHT.
6.1.6.5. Kiểm tra NDT mối hàn
1) API 577 đưa ra hướng dẫn kiểm tra NDT mối hàn và kết cấu hàn. Trước khi hàn, thông thường vùng được chuẩn bị hàn phải được kiểm tra bằng MT hoặc PT để xác định rằng không có khuyết tật sẵn có. Việc kiểm tra này đặc biệt quan trọng sau khi loại bỏ vết nứt hoặc các khuyết tật khác.
2) Sau khi hoàn thiện đường hàn, nó phải được kiểm tra lại bằng phương pháp NDT phù hợp để xác định rằng không có khuyết tật, sử dụng các tiêu chuẩn được người kiểm tra chấp nhận hoặc bộ luật áp dụng trong chế tạo.
3) Các đường hàn mới, là một phần của sửa chữa hoặc hoán cải nồi hơi mà tiêu chuẩn quy chuẩn, tiêu chuẩn chế tạo yêu cầu phải chụp X-quang (như các đường hàn chu vi hoặc dọc thân nồi hơi), thì phải được kiểm tra X-quang phù hợp với tiêu chuẩn chế tạo. Trong trường hợp không thể thực hiện kiểm tra X-quang, các bề mặt có thể tiếp cận được của mỗi đường hàn mới phải được kiểm tra toàn bộ bằng UT thay thế cho RT và/hoặc phương pháp NDT phù hợp khác để xác định rằng không tồn tại khuyết tật. UT thay thế cho RT phải tuân theo ASME Code Case 2235 hoặc ASME Code, Section VIII, Division 2, mục 7.5.5. Nếu phương pháp khác được sử dụng chứ không phải là UT để thay thế RT, tính hiệu quả mối nối phải được giảm tới giá trị phù hợp với không chụp X-quang. Nếu thực tế không thể sử dụng các phương pháp NDT theo quy định của tiêu chuẩn chế tạo, thì có thể lựa chọn các phương pháp NDT khác nếu chúng được thẩm định.
4) Các quy định chấp nhận cho việc sửa chữa hoặc hoán cải bằng hàn phải phù hợp với các phần áp dụng của ASME Code hoặc bộ luật cơ sở khác mà nồi hơi áp dụng.
6.1.6.6. Kiểm tra mối hàn cho các nồi hơi bị nứt vỡ (Brittle Fracture)
Đối với các nồi hơi được chế tạo bằng vật liệu mà có thể bị nứt vỡ (theo API 579-1/ASME FFS-1, Phần 3 hoặc theo phân tích khác) do hoạt động thông thường hay bất thường (bao gồm khởi động, dừng và thử áp lực), phải thực hiện các cuộc kiểm tra phù hợp sau khi hàn sửa chữa hoặc hoán cải. Các vết rạn nứt hoặc ứng suất khác có thể là khởi đầu của nứt vỡ khi nồi hơi hoạt động hoặc thử thủy lực. Phương pháp MT hoặc NDT bề mặt hiệu quả khác nên được xem xét sử dụng. Các kỹ thuật kiểm tra phải được lựa chọn để phát hiện các vết rạn nứt tới hạn như được xác định bởi đánh giá FFS.
6.2. Đánh giá lại
6.2.1. Việc đánh giá lại nồi hơi khi có thay đổi nhiệt độ thiết kế, nhiệt độ thiết kế vật liệu tối thiểu hoặc MAWP có thể được thực hiện chỉ sau khi thỏa mãn các yêu cầu sau:
1) Các tính toán, được nhà chế tạo hoặc chủ thiết bị (hoặc người đại diện) có kinh nghiệm trong thiết kế, chế tạo hoặc kiểm tra nồi hơi thực hiện, phải đảm bảo được việc đánh giá lại.
2) Việc đánh giá lại phải được thực hiện phù hợp với các yêu cầu của tiêu chuẩn chế tạo nồi hơi. Hoặc có thể lập các tính toán bằng việc sử dụng các công thức phù hợp theo phiên bản mới nhất của tiêu chuẩn chế tạo phù hợp với điều kiện là tất cả các chi tiết cơ bản của nồi hơi thỏa mãn các yêu cầu của Chương này.
3) Các báo cáo của cuộc kiểm tra hiện tại xác minh rằng nồi hơi thỏa mãn cho các điều kiện hoạt động dự kiến và có lượng ăn mòn cho phép phù hợp. Việc tăng áp suất làm việc cho phép hoặc nhiệt độ thiết kế phải căn cứ vào dữ liệu chiều dày được xác định từ đợt kiểm tra hoạt động hoặc kiểm tra bên trong gần đây.
4) Nồi hơi phải được thử áp lực bằng việc sử dụng công thức thử áp lực phù hợp của bộ luật được sử dụng để tính toán đánh giá lại trừ khi thỏa mãn các điều sau:
(a) Nồi hơi đôi khi được thử áp lực với áp lực tương đương hoặc lớn hơn áp lực thử mà tiêu chuẩn chế tạo yêu cầu; và
(b) Tính toán vẹn của nồi hơi được xác nhận bởi phương pháp kiểm tra NDT riêng biệt để thay thế cho thử thủy lực.
5) Việc đánh giá lại phải được kỹ sư chấp nhận.
6.2.2. Việc đánh giá lại nồi hơi được xem là hoàn thiện khi gắn biển hiệu bổ sung hoặc đóng dấu bổ sung có các thông tin như ở Hình 9.
| Đánh giá lại bởi: Ngày đánh giá lại: Số SAP: MAWP: PSIG @ oC MDMT: oC @ PSIG Áp lực thử: PSIG |
Hình 9. Biển hiệu bổ sung
Phần 3 QUY ĐỊNH VỀ QUẢN LÝ
1 Các nồi hơi phải được các cơ quan Đăng kiểm và tổ chức được công nhận kiểm tra, kiểm định, chứng nhận trong sản xuất, chế tạo, sử dụng phù hợp với các yêu cầu của Quy chuẩn này và các tiêu chuẩn, văn bản quy phạm pháp luật có liên quan.
2 Việc kiểm định các chỉ tiêu về kỹ thuật an toàn của nồi hơi có thể áp dụng theo tiêu chuẩn khác theo đề nghị của cơ sở sử dụng, chế tạo với điều kiện tiêu chuẩn đó phải có các chỉ tiêu kỹ thuật về an toàn bằng hoặc cao hơn so với các chỉ tiêu quy định trong các tiêu chuẩn quốc gia được viện dẫn trong Quy chuẩn này.
3 Chất lượng các loại nồi hơi phải do nhân viên kiểm tra NDT, giám sát viên hàn và thợ hàn được chứng nhận thực hiện.
4 Các thiết bị an toàn, đo lường (van an toàn, áp kế) phải đáp ứng yêu cầu kỹ thuật đo lường và được kiểm định, hiệu chuẩn theo quy định của pháp luật đo lường. Việc kiểm tra, hiệu chỉnh các thiết bị an toàn, đo lường phải do cơ quan có thẩm quyền thực hiện.
5 Kiểm định nồi hơi thực hiện theo các quy định tại Thông tư số 33/2011/TT-BGTVT ngày 19/4/2011 của Bộ trưởng Bộ Giao thông vận tải quy định về thủ tục cấp giấy chứng nhận chất lượng an toàn kỹ thuật và bảo vệ môi trường phương tiện, thiết bị thăm dò, khai thác và vận chuyển dầu khí trên biển.
6 Nồi hơi phải được thực hiện kiểm định theo Quy trình kiểm định nêu tại Phụ lục A của Quy chuẩn này.
7 Chứng nhận kết quả kiểm định:
Khi nồi hơi đạt được các yêu cầu kỹ thuật an toàn, tổ chức kiểm định cấp giấy chứng nhận kết quả kiểm định theo mẫu quy định tại Phụ lục Id Nghị định số 44/2016/NĐ-CP ngày 15/5/2016 của Chính phủ quy định chi tiết một số điều của Luật An toàn, vệ sinh lao động về hoạt động kiểm định kỹ thuật an toàn lao động, huấn luyện an toàn, vệ sinh lao động và quan trắc môi trường lao động và giấy chứng nhận theo mẫu tại Thông tư số 33/2011/TT-BGTVT.
8 Thời hạn kiểm định nồi hơi lắp đặt trên phương tiện, thiết bị thăm dò và khai thác dầu khí trên biển tuân theo quy định nêu tại Chương 6, Phần 2- Quy định kỹ thuật của Quy chuẩn này.
9 Chỉ được chế tạo nồi hơi theo thiết kế đã được thẩm định bởi cơ quan có thẩm quyền. Trong trường hợp thiết bị đã được chế tạo ở nước ngoài thì nồi hơi có thể được chấp nhận nếu có chứng chỉ phù hợp và kiểm tra thỏa mãn yêu cầu Quy chuẩn này.
10 Đơn vị thực hiện kiểm định phải thỏa mãn các quy định tại Chương II, Nghị định số 44/2016/NĐ-CP ngày 15/5/2016 của Chính phủ quy định chi tiết một số Điều của Luật an toàn, vệ sinh lao động về hoạt động kiểm định kỹ thuật an toàn lao động, huấn luyện an toàn, vệ sinh lao động và quan trắc môi trường lao động.
Phần 4 TRÁCH NHIỆM CỦA CÁC TỔ CHỨC, CÁ NHÂN
1. Các tổ chức, cá nhân liên quan đến sản xuất, chế tạo, hoán cải, nhập khẩu, thiết kế, khai thác sử dụng, quản lý, kiểm tra, chứng nhận an toàn kỹ thuật và bảo vệ môi trường nồi hơi phải tuân thủ các quy định của Quy chuẩn này và các văn bản quy phạm pháp luật có liên quan, chịu trách nhiệm về kết quả kiểm tra.
2. Trách nhiệm của Cơ sở thiết kế.
Cơ sở thiết kế phải tuân thủ các quy định, yêu cầu kỹ thuật của Quy chuẩn này.
3. Trách nhiệm của tổ chức, cá nhân nhập khẩu, Cơ sở chế tạo, Cơ sở thử nghiệm nồi hơi.
3.1. Tuân thủ các quy định, quy chuẩn, tiêu chuẩn kỹ thuật hiện hành khi chế tạo, lắp ráp, sửa chữa, hoán cải, nhập khẩu các nồi hơi.
3.2. Xây dựng quy trình công nghệ, thử nghiệm, kiểm tra chất lượng; đầu tư thiết bị kiểm tra, thử nghiệm,sản xuất phù hợp; thiết bị kiểm tra phải được kiểm chuẩn định kỳ; tổ chức kiểm tra chất lượng cho từng sản phẩm và chịu trách nhiệm về chất lượng sản phẩm xuất xưởng.
3.3. Chịu trách nhiệm về nguồn gốc, xuất xứ, chất lượng các nồi hơi nhập khẩu.
4. Trách nhiệm của Chủ thiết bị
Chịu trách nhiệm sửa chữa, bảo dưỡng để bảo đảm tiêu chuẩn an toàn kỹ thuật và bảo vệ môi trường của các nồi hơi giữa hai kỳ kiểm định để duy trì tình trạng kỹ thuật của chúng theo đúng các quy định của Quy chuẩn này.
5 Các tổ chức, cá nhân nhập khẩu, cơ sở chế tạo, cơ sở thử nghiệm, chủ thiết bị phải bảo quản, giữ gìn, không được sửa chữa, tẩy xóa giấy tờ xác nhận kết quả kiểm tra, giấy chứng nhận đã được cấp và xuất trình khi có yêu cầu của người thi hành công vụ có thẩm quyền.
6 Cục Đăng kiểm Việt Nam có trách nhiệm tổ chức triển khai và thực hiện Quy chuẩn này; Thẩm định thiết kế đóng mới, hoán cải và phục hồi/hiện đại hóa nồi hơi, kiểm tra, giám sát kỹ thuật theo các quy định của Quy chuẩn này và các quy định có liên quan khác của pháp luật; tham mưu, đề nghị Bộ Giao thông vận tải kịp thời sửa đổi, bổ sung Quy chuẩn này khi cần thiết.
7 Bộ Giao thông Vận tải có trách nhiệm định kỳ hoặc đột xuất kiểm tra việc tuân thủ Quy chuẩn này của các đơn vị có hoạt động liên quan.
Phần 5 TỔ CHỨC THỰC HIỆN
1. Cục Đăng kiểm Việt Nam tổ chức in ấn, phổ biến, tuyên truyền cho các tổ chức và cá nhân có liên quan thực hiện/áp dụng Quy chuẩn này.
2. Khi các tiêu chuẩn, quy chuẩn, tài liệu viện dẫn, các văn bản quy phạm pháp luật, quy định, hướng dẫn có liên quan đến Quy chuẩn này có sự thay đổi, bổ sung hoặc được thay thế thì thực hiện theo quy định trong văn bản mới.
PHỤ LỤC A. QUY TRÌNH KIỂM ĐỊNH AN TOÀN KỸ THUẬT NỒI HƠI LẮP ĐẶT TRÊN PHƯƠNG TIỆN, THIẾT BỊ THĂM DÒ KHAI THÁC TRÊN BIỂN
1. PHẠM VI VÀ ĐỐI TƯỢNG ÁP DỤNG
1.1. Phạm vi áp dụng
Quy trình kiểm định kỹ thuật an toàn này áp dụng để kiểm định kỹ thuật an toàn đối với các loại nồi hơi có áp suất làm việc của hơi lớn hơn 0,7 bar, nồi đun nước nóng có nhiệt độ của nước lớn hơn 115oC thuộc Danh mục các loại máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn, vệ sinh lao động do Bộ Giao thông Vận tải quản lý.
Quy trình này không áp dụng cho:
- Nồi hơi có áp suất lớn hơn 0,7 bar nhưng dung tích chứa hơi và nước không quá 25 lít và tích số giữa dung tích (tính bằng lít) và áp suất (tính bằng bar) không quá 200.
1.2. Đối tượng áp dụng
- Các doanh nghiệp, cơ quan, tổ chức, cá nhân sở hữu, quản lý, sử dụng nồi hơi, nồi đun nước nóng nêu tại Mục 1.1 của Quy trình này (sau đây gọi tắt là cơ sở);
- Các tổ chức hoạt động kiểm định kỹ thuật an toàn lao động.
2. TÀI LIỆU VIỆN DẪN
- TCVN 6008-2010 - Thiết bị áp lực - Mối hàn. Yêu cầu kỹ thuật và phương pháp kiểm tra;
Trong trường hợp các quy chuẩn kỹ thuật quốc gia và tiêu chuẩn quốc gia viện dẫn tại quy trình kiểm định này có bổ sung, sửa đổi hoặc thay thế thì áp dụng theo quy định tại văn bản mới nhất.
Việc kiểm định các chỉ tiêu về kỹ thuật an toàn của nồi hơi, nồi đun nước nóng có thể áp dụng theo tiêu chuẩn khác khi có đề nghị của cơ sở sử dụng, chế tạo với điều kiện tiêu chuẩn đó phải có các chỉ tiêu kỹ thuật về an toàn bằng hoặc cao hơn so với các chỉ tiêu quy định trong các tiêu chuẩn quốc gia được viện dẫn trong quy trình này.
3. THUẬT NGỮ, ĐỊNH NGHĨA
Quy trình sử dụng các thuật ngữ, định nghĩa trong 1.3, Phần 1 của Quy chuẩn này.
4. CÁC BƯỚC KIỂM ĐỊNH
Khi kiểm định nồi hơi phải lần lượt tiến hành theo các bước sau:
- Kiểm tra hồ sơ, lý lịch thiết bị;
- Kiểm tra kỹ thuật bên ngoài, bên trong;
- Kiểm tra kỹ thuật thử nghiệm;
- Kiểm tra vận hành;
- Xử lý kết quả kiểm định.
5. THIẾT BỊ, DỤNG CỤ PHỤC VỤ KIỂM ĐỊNH
Các thiết bị, dụng cụ phục vụ kiểm định phải phù hợp với đối tượng kiểm định và phải được kiểm định, hiệu chuẩn theo quy định, bao gồm:
5.1. Thiết bị , dụng cụ phục vụ khám xét.
- Thiết bị chiếu sáng có điện áp của nguồn không quá 12 V;
- Búa kiểm tra có khối lượng từ 0,3 kg đến 0,5 kg;
- Kính lúp có độ phóng đại phù hợp;
- Dụng cụ đo khoảng cách, độ dài: Thước cặp, thước dây;
- Thiết bị kiểm tra được bên trong: Thiết bị nội soi.
5.2. Thiết bị, dụng cụ phục vụ thử bền.
- Thiết bị tạo áp suất có đặc tính kỹ thuật (lưu lượng, áp suất) phù hợp với đối tượng thử;
- Phương tiện, thiết bị kiểm tra độ kín;
5.3. Thiết bị, dụng cụ đo lường:
Áp kế có cấp chính xác và thang đo phù hợp với áp suất thử.
5.4. Thiết bị, dụng cụ đo, kiểm tra chuyên dùng khác (nếu cần):
- Thiết bị kiểm tra siêu âm chiều dầy;
- Thiết bị kiểm tra chất lượng mối hàn bằng phương pháp không phá hủy;
- Thiết bị kiểm tra chất lượng bề mặt kim loại.
6. ĐIỀU KIỆN KIỂM ĐỊNH
Khi tiến hành kiểm định phải đảm bảo các điều kiện sau đây:
6.1. Nồi hơi phải ở trạng thái sẵn sàng đưa vào kiểm định.
6.2. Hồ sơ, tài liệu của nồi hơi phải đầy đủ.
6.3. Các yếu tố môi trường, thời tiết không làm ảnh hưởng tới kết quả kiểm định.
6.4. Các điều kiện về an toàn vệ sinh lao động phải đáp ứng để kiểm định nồi hơi.
7. CHUẨN BỊ KIỂM ĐỊNH
Trước khi tiến hành kiểm định nồi hơi phải thực hiện các công việc chuẩn bị sau:
7.1. Thống nhất kế hoạch kiểm định, công việc chuẩn bị và phối hợp giữa tổ chức kiểm định với cơ sở, bao gồm cả những nội dung sau:
7.1.1. Chuẩn bị hồ sơ, tài liệu của nồi hơi.
7.1.2. Vệ sinh trong, ngoài nồi hơi.
7.1.3. Tháo các cửa người chui, cửa vệ sinh.
7.1 4. Chuẩn bị các công trình đảm bảo cho việc xem xét tất cả các bộ phận của nồi hơi.
7.1.5. Chuẩn bị điều kiện về nhân lực, vật tư, thiết bị để phục vụ quá trình kiểm định; cử người tham gia và chứng kiến kiểm định.
7.2. Kiểm tra hồ sơ, lý lịch nồi hơi.
Căn cứ vào các hình thức kiểm định để kiểm tra, xem xét các hồ sơ, tài liệu kỹ thuật của nồi hơi:
7.2.1. Khi kiểm định kỹ thuật an toàn lần đầu:
7.2.1.1. Kiểm tra lý lịch của nồi hơi, nồi đun nước nóng: Theo nội dung của Quy chuẩn này, lưu ý xem xét các tài liệu:
- Các chỉ tiêu về kim loại chế tạo, kim loại hàn;
- Tính toán sức bền các bộ phận chịu áp lực;
- Bản vẽ chế tạo;
- Hướng dẫn vận hành, bảo dưỡng sửa chữa;
- Giấy chứng nhận hợp quy do tổ chức được chỉ định cấp theo quy định, trong trường hợp cơ quan có thẩm quyền đã ban hành quy chuẩn kỹ thuật quốc gia đối với đối tượng kiểm định.
7.2.1.2. Hồ sơ xuất xưởng của nồi hơi:
- Các chứng chỉ về kim loại chế tạo, kim loại hàn;
- Kết quả kiểm tra chất lượng mối hàn;
- Biên bản nghiệm thử xuất xưởng.
7.2.1.3. Các báo cáo kết quả hiệu chuẩn thiết bị đo lường; biên bản kiểm tra tiếp đất, chống sét, thiết bị bảo vệ (nếu có).
7.2.1.4. Hồ sơ lắp đặt:
- Tên cơ sở lắp đặt và cơ sở sử dụng;
- Đặc tính của những vật liệu bổ sung khi lắp đặt;
- Những số liệu về hàn như: công nghệ hàn, mã hiệu que hàn, tên thợ hàn và kết quả thử nghiệm các mối hàn;
- Các biên bản kiểm định từng bộ phận của nồi hơi (nếu có);
- Các tài liệu về kiểm tra khác đối với các bộ phận nồi hơi, bộ quá nhiệt làm việc với nhiệt độ thành lớn hơn 4500C.
7.2.2. Khi kiểm định kỹ thuật an toàn định kỳ (bên ngoài, bên trong, thử áp lực..):
7.2.2.1. Kiểm tra lý lịch, biên bản kiểm định và phiếu kết quả kiểm định lần trước.
7.2.2.2. Hồ sơ về quản lý sử dụng, vận hành, bảo dưỡng; biên bản kiểm tra (nếu có).
7.2.3. Khi kiểm định kỹ thuật an toàn bất thường:
7.2.3.1. Trường hợp sửa chữa, cải tạo, nâng cấp: Hồ sơ sửa chữa, cải tạo, nâng cấp; biên bản nghiệm thu sau sửa chữa, cải tạo, nâng cấp.
7.2.3.2. Trường hợp thay đổi vị trí lắp đặt: xem xét hồ sơ lắp đặt.
7.2.3.3. Trường hợp sau khi nồi hơi và nồi đun nước nóng không làm việc từ 12 tháng trở lên xem xét hồ sơ như kiểm định kỹ thuật an toàn định kỳ.
Đánh giá kết quả hồ sơ, lý lịch: Kết quả đạt yêu cầu khi:
- Lý lịch của thiết bị đầy đủ và đáp ứng quy định của Quy chuẩn này.
- Nếu không đảm bảo, cơ sở phải có biện pháp khắc phục bổ sung.
7.3. Chuẩn bị đầy đủ các phương tiện kiểm định phù hợp để phục vụ quá trình kiểm định.
7.4. Xây dựng và thống nhất thực hiện các biện pháp đảm bảo an toàn với cơ sở trước khi kiểm định. Trang bị đầy đủ dụng cụ, phương tiện bảo vệ cá nhân, đảm bảo an toàn trong quá trình kiểm định.
8. TIẾN HÀNH KIỂM ĐỊNH
Yêu cầu tháo xả hết môi chất trong thiết bị, làm sạch bên trong và bên ngoài thiết bị trước khi thực hiện các bước kiểm định tiếp theo. Khi tiến hành kiểm định phải thực hiện theo trình tự sau:
8.1. Kiểm tra kỹ thuật bên ngoài:
8.1.1. Mặt bằng, vị trí lắp đặt.
8.1.2. Hệ thống chiếu sáng vận hành.
8.1.3. Sàn thao tác, cầu thang, giá treo.
8.1.4. Hệ thống tiếp đất an toàn điện, chống sét (nếu có).
8.1.5. Kiểm tra các thông số kỹ thuật trên nhãn mác của nồi hơi so với hồ sơ lý lịch.
8.1.6. Kiểm tra tình trạng của các thiết bị an toàn, đo lường và phụ trợ về số lượng, kiểu loại, các thông số kỹ thuật so với thiết kế và tiêu chuẩn quy định.
8.1.7. Các loại van lắp trên nồi hơi về số lượng, kiểu loại, các thông số kỹ thuật so với thiết kế và tiêu chuẩn quy định.
8.1.8. Kiểm tra tình trạng của các thiết bị phụ trợ khác kèm theo phục vụ quá trình làm việc của nồi hơi.
8.1.9. Kiểm tra tình trạng mối hàn, bề mặt kim loại các bộ phận chịu áp lực của nồi hơi. Khi có nghi ngờ thì yêu cầu cơ sở áp dụng các biện pháp kiểm tra bổ sung phù hợp để đánh giá chính xác hơn.
8.1.10. Tình trạng của lớp bảo ôn cách nhiệt.
8.1.11. Kiểm tra các chi tiết ghép nối.
Đánh giá kết quả: Kết quả đạt yêu cầu khi đáp ứng yêu cầu thuộc Chương 6, Phần 2 của Quy chuẩn này.
- Không có các vết nứt, phồng, móp, biến dạng, bị ăn mòn quá quy định ở các bộ phận chịu áp lực và ở các mối hàn, mối nối bên ngoài thiết bị.
8.2. Kiểm tra kỹ thuật bên trong:
8.2.1. Kiểm tra tình trạng cáu cặn, han gỉ, ăn mòn thành kim loại bên trong của nồi hơi.
8.2.2. Kiểm tra tình trạng mối hàn, bề mặt kim loại các bộ phận chịu áp lực của nồi hơi. Khi có nghi ngờ thì yêu cầu cơ sở áp dụng các biện pháp kiểm tra bổ sung phù hợp để đánh giá chính xác hơn.
8.2.3. Đối với những vị trí không thể tiến hành kiểm tra bên trong khi kiểm định thì việc kiểm tra tình trạng kỹ thuật phải được thực hiện theo tài liệu kỹ thuật của nhà chế tạo. Trong tài liệu phải ghi rõ: hạng mục, phương pháp và trình tự kiểm tra.
8.2.4. Khi không có khả năng kiểm tra bên trong do đặc điểm kết cấu của nồi hơi, cho phép thay thế việc kiểm tra bên trong bằng thử thủy lực với áp suất thử quy định và kiểm tra những bộ phận có thể khám xét được.
8.2.5. Khi nghi ngờ về tình trạng kỹ thuật các bộ phận chịu áp lực của nồi hơi, người sử dụng cần tháo gỡ một phần hoặc toàn bộ lớp cách nhiệt, tháo gỡ một số ống lửa hoặc cắt một số đoạn ống nước để kiểm tra.
8.2.6. Khi phát hiện có những khuyết tật làm giảm độ bền thành chịu áp lực (thành bị mỏng, các mối nối mòn) cần giảm thông số làm việc của nồi hơi. Việc giảm thông số phải dựa trên cơ sở tính lại sức bền theo các số liệu thực tế.
Đánh giá kết quả: Kết quả đạt yêu cầu khi đáp ứng yêu cầu thuộc Chương 6, Phần 2 của Quy chuẩn này;
- Không có các vết nứt, phồng, móp, biến dạng, bị ăn mòn quá quy định ở các bộ phận chịu áp lực và ở các mối hàn, mối nối bên trong thiết bị.
8.3. Kiểm tra kỹ thuật, thử nghiệm:
8.3.1. Nồi hơi, nồi đun nước nóng được miễn thử bền khi kiểm định lần đầu nếu thời gian thử xuất xưởng không quá 24 tháng, được bảo quản tốt, trong quá trình vận chuyển và lắp đặt không có biểu hiện bị va đập, biến dạng. Biên bản kiểm định phải ghi rõ lý do và đính kèm các biên bản nghiệm thử thủy lực xuất xưởng của cơ sở chế tạo, biên bản nghiệm thu lắp đặt.
8.3.2. Khi kiểm tra, phải có biện pháp cách ly để đảm bảo các thiết bị bảo vệ tự động, đo lường không bị phá hủy ở áp suất thử. Trong trường hợp không đảm bảo được thì phải tháo các thiết bị này ra.
8.3.3. Thử bền:
Thời hạn thử bền nồi hơi không quá 6 năm một lần và phải tiến hành thử bền với các yêu cầu sau:
8.3.3.1. Môi chất thử là nước. Nhiệt độ môi chất thử dưới 50oC và không thấp hơn nhiệt độ môi trường xung quanh quá 5oC
8.3.3.2. Áp suất thử, thời gian duy trì áp suất thử được quy định tại bảng A.1 dưới đây:
Bảng A.1: Áp suất, thời gian duy trì thử bền sau lắp đặt lần đầu
| Áp suất thiết kế (bar) | Áp suất thử (bar) | Thời gian duy trì (phút) |
| p | 2 p nhưng không nhỏ hơn 2 bar | 30 |
| p > 5 | 1,5 p nhưng không nhỏ hơn 10 bar | 30 |
Áp suất, thời gian duy trì thử bền khi kiểm định định kỳ, bất thường
| Áp suất làm việc lớn nhất cho phép (MAWP) | Áp suất thử (bar) | Thời gian duy trì (phút) |
|
| 1,5 | 5 |


Áp suất, thời gian duy trì thử bền bộ hâm nước, bộ quá nhiệt, bộ tái nhiệt
| Tên các bộ phận | Áp suất thử (bar) | Thời gian duy trì (phút) |
| Bộ hâm nước ngắt được | 1,5 | 30 |
| Bộ hâm nước không ngắt được | 2,0 | 30 |
| Bộ quá nhiệt, tái quá nhiệt | 1,5 | 30 |



8.3.3.3. Trình tự thử bền:
8.3.3.3.1. Nạp môi chất thử: Nạp đầy nước vào nồi hơi (lưu ý việc xả khí).
8.3.3.3.2. Tăng áp suất lên áp suất thử (lưu ý phải tiến hành từ từ để tránh hiện tượng dãn nở đột ngột làm hỏng nồi hơi, nghiêm cấm việc gõ búa khi ở áp suất thử). Theo dõi, phát hiện các hiện tượng bất thường trong quá trình thử.
8.3.3.3.3. Duy trì áp suất thử theo quy định.
8.3.3.3.4. Giảm áp suất từ từ về áp suất làm việc, giữ nguyên áp suất này trong suốt quá trình kiểm tra. Sau đó giảm áp suất về (0); khắc phục các tồn tại (nếu có) và kiểm tra lại kết quả đã khắc phục được.
Đánh giá kết quả: Kết quả thử bền được coi là đạt yêu cầu khi:
- Không có hiện tượng nứt, rạn;
- Không có các bụi nước, hạt nước chảy qua các mối núc, mối nối ren, bích, van;
- Không có hiện tượng rịn mồ hôi, đọng sương trên các mối hàn;
- Không có hiện tượng biến dạng;
- Nếu có hiện tượng rịn nước qua các van, bích nối, ren nối với phụ kiện mà áp suất thử không bị giảm quá 3% trong thời gian duy trì áp suất thử thì coi như đạt yêu cầu.
8.4. Kiểm tra vận hành.
8.4.1. Kiểm tra các điều kiện để có thể đưa nồi hơi vào vận hành.
8.4.2. Kiểm tra tình trạng làm việc của nồi hơi và các phụ kiện kèm theo; thời hạn kiểm định, hiệu chuẩn và sự làm việc của các thiết bị đo lường, bảo vệ.
8.4.3. Khi nồi hơi làm việc ổn định, tiến hành nâng áp suất để kiểm tra và hiệu chỉnh áp suất làm việc của van an toàn, thực hiện niêm chì van an toàn.
8.4.4. Áp suất đặt của van an toàn không vượt quá 1,1 lần áp suất làm việc cao nhất cho phép của nồi hơi.
Đánh giá kết quả: Kết quả đạt yêu cầu khi nồi hơi, nồi đun nước nóng, các thiết bị phụ trợ và các thiết bị đo lường bảo vệ làm việc bình thường, các thông số làm việc ổn định.
9. XỬ LÝ KẾT QUẢ KIỂM ĐỊNH
9.1. Lập biên bản kiểm định với đầy đủ nội dung theo mẫu quy định tại phụ lục 01 ban hành kèm theo quy trình này.
9.2. Thông qua biên bản kiểm định:
Thành phần tham gia thông qua biên bản kiểm định bắt buộc tối thiểu phải có các thành viên sau:
- Đại diện cơ sở hoặc người được cơ sở ủy quyền;
- Kiểm định viên thực hiện việc kiểm định.
Khi biên bản được thông qua, kiểm định viên, đại diện cơ sở hoặc người được cơ sở ủy quyền cùng ký và đóng dấu (nếu có) vào biên bản. Biên bản kiểm định được lập thành hai (02) bản, mỗi bên có trách nhiệm lưu giữ 01 bản.
9.3. Ghi tóm tắt kết quả kiểm định vào lý lịch của nồi hơi (ghi rõ họ tên kiểm định viên, ngày tháng năm kiểm định).
9.4. Dán tem kiểm định: Kiểm định viên dán tem kiểm định khi thiết bị đạt yêu cầu.Tem được dán ở vị trí dễ quan sát.
9.5. Chứng nhận kết quả kiểm định:
9.5.1. Khi nồi hơi được kiểm định đạt yêu cầu kỹ thuật an toàn, tổ chức kiểm định cấp giấy chứng nhận kết quả kiểm định cho nồi hơi, nồi đun nước nóng theo quy định.
9.5.2. Khi nồi hơi được kiểm định không đạt các yêu cầu thì chỉ thực hiện các bước 9.1, 9.2 và chỉ cấp cho cơ sở biên bản kiểm định, trong đó phải ghi rõ lý do nồi không đạt yêu cầu kiểm định, kiến nghị cơ sở khắc phục và thời hạn thực hiện các kiến nghị đó; đồng thời gửi biên bản kiểm định và thông báo bằng văn bản về cơ quan quản lý nhà nước về lao động địa phương nơi lắp đặt, sử dụng nồi hơi.
10. THỜI HẠN KIỂM ĐỊNH
10.1. Thời hạn kiểm kỹ thuật an toàn nồi hơi, nồi đun nước nóng tuân theo Chương 6, Phần 2 của Quy chuẩn này.
10.2.Trường hợp nhà chế tạo quy định hoặc cơ sở yêu cầu thời hạn kiểm định ngắn hơn thì thực hiện theo quy định của nhà chế tạo và yêu cầu của cơ sở.
10.3. Khi rút ngắn thời hạn kiểm định, kiểm định viên phải nêu rõ lý do trong biên bản kiểm định và có sự thống nhất của cơ sở sử dụng.
Phụ lục 01
MẪU BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN NỒI HƠI, NỒI ĐUN NƯỚC NÓNG
| (Cơ quan quản lý cấp trên) | CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM |
| Số:............ | .............., ngày... tháng... năm... |
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN
(NỒI HƠI, NỒI ĐUN NƯỚC NÓNG)
Chúng tôi gồm:
1................................................. Số hiệu kiểm định viên:
2................................................. Số hiệu kiểm định viên:
Thuộc:
Số đăng ký chứng nhận của tổ chức kiểm định:
Đã tiến hành kiểm định (tên đối tượng kiểm định):
Vị trí lắp đặt:
Đơn vị sử dụng:
Địa chỉ (trụ sở chính):
Quy trình kiểm định áp dụng:
Chứng kiến kiểm định và thông qua biên bản:
1............................................. Chức vụ:
2............................................. Chức vụ:
I. THÔNG SỐ CƠ BẢN CỦA NỒI
Loại, mã hiệu:......................................... Áp suất thiết kế:.............................. bar
Số chế tạo:.............................................. Áp suất làm việc:............................ bar
Năm chế tạo:.......................................... Công suất:........................................ t/h
Nhà chế tạo:........................................... Nhiên liệu sử dụng:...............................
Nhiệt độ thiết kế hơi bão hòa:......... oC Nhiệt độ thiết kế hơi quá nhiệt:........... oC
Công dụng:.......................................................................................
Ngày kiểm định lần trước:............................, do................................... thực hiện.
II. HÌNH THỨC KIỂM ĐỊNH
.............................................
III. NỘI DUNG KIỂM ĐỊNH
1. Kiểm tra hồ sơ:
- Nhận xét:............................................................................................
- Đánh giá kết quả: Đạt □ Không đạt □
2. Kiểm tra kỹ thuật bên ngoài, bên trong:
| Hạng mục kiểm tra | Đạt | Không đạt |
| Khoảng cách |
|
|
| Cửa |
|
|
| Cầu thang, sàn thao tác |
|
|
| Chiếu sáng vận hành |
|
|
| Hệ thống chống sét |
|
|
| Tình trạng bề mặt kim loại các bộ phận chịu áp lực |
|
|
| Tình trạng mối hàn |
|
|
| Tình trạng cáu cặn |
|
|
| Hệ thống cấp nước |
|
|
| Các thiết bị, bộ phận phụ trợ |
|
|
| Van an toàn |
|
|
| Áp kế |
|
|
| Đo mức |
|
|
| Các thiết bị bảo vệ, đo lường, tự động khác |
|
|
Đánh giá kết quả:
- Nhận xét:..............................................................................................................
- Đánh giá kết quả: Đạt □ Không đạt □
3. Thử nghiệm:
| Nội dung thử | Áp suất thử (bar) | Thời gian duy trì (phút) |
| Thử bền |
|
|
| Thử vận hành |
|
|
Đánh giá kết quả:
- Nhận xét:...............................................................................................................................
- Đánh giá kết quả: Đạt □ Không đạt □
IV. KẾT LUẬN VÀ KIẾN NGHỊ
1. Nồi hơi (hoặc nồi đun nước nóng) được kiểm định có kết quả:
Đạt □ Không đạt □;
2. Đã được dán tem kiểm định số:........................ Tại vị trí:...................................................
3. Áp suất làm việc cho phép:.......................... (bar)
4. Áp suất đặt của van an toàn::........................(bar)
5. Các kiến nghị (khi kết quả kiểm định không đạt yêu cầu):...................................................
Thời hạn thực hiện kiến nghị:..................................................................................................
V. THỜI HẠN KIỂM ĐỊNH
Kiểm định định kỳ ngày...... tháng...... năm......
Lý do rút ngắn thời hạn (nếu có):.............................................................................................
Biên bản đã được thông qua ngày...... tháng...... năm......
Tại:...........................................................................................................................................
Biên bản được lập thành...... bản, mỗi bên giữ...... bản.
Chúng tôi, những kiểm định viên thực hiện kiểm định hoàn toàn chịu trách nhiệm về tính chính xác đối với kết quả kiểm định ghi trong biên bản này./.
| CHỦ CƠ SỞ | | KIỂM ĐỊNH VIÊN |
Phụ lục B
(tham khảo)
Thành phần hóa học và cơ tính của một số mác thép tấm và ống thép theo các tiêu chuẩn ISO
Bảng B.1. Thành phần hóa học của thép tấm cácbon và hợp kim thấp dùng cho nồi hơi (ISO 9328-2:1991)
| TT | Mác thép | Thành phần hóa học, % | ||||||||
| C | Si | Mn | P max | S max | AI (nhôm) tổng cộng | Cr | Mo | Các thành phần khác | ||
| 1 | P 235 | < 0,17 | <0,35 | 0,40 đến 1,20 | 0,035 | 0,030 | > 0,020 | < 0,30 | <0,08 | Cu < 0,30 Ni < 0,30 5) |
| 2 | P 265 | < 0,20 | <0,35 | 0,50 đến 1,40 | 0,035 | 0,030 | > 0,020 | < 0,30 | <0,08 | Cu < 0,30 Ni <0,30 5) |
| 3 | P 290 PH 290 | < 0,20 0,14 đến 0,20 | <0,40 | 0,09 đến 1,50 | 0,035 | 0,030 | > 0,020 | < 0,30 | <0,08 | Cu < 0,30 Ni < 0,30 5) |
| 4 | P 315 PH 315 | < 0,20 0,15 đến 0,22 | 0,10 đến 0,50 | 0,09 đến 1,60 | 0,035 | 0,030 | > 0,020 | < 0,30 | <0,08 | Cu < 0,30 Ni < 0,30 5) |
| 5 | P 355 PH 355 | < 0,22 0,15 đến 0,22 | 0,10 đến 0,50 | 0,09 đến 1,60 | 0,035 | 0,030 | > 0,020 | < 0,30 | <0,08 | Cu < 0,30 Ni <0,30 5) |
| 6 | 16 Mo 3 | 0,12 đến 0,20 | < 0,35 | 0,40 đến 0,90 | 0,035 | 0,030 | 7) | < 0,30 | 0,25 đến 0,35 | Cu < 0,30 |
| 7 | 14CrMo45 | 0,08 đến 0,18 | < 0,35 | 0,40 đến 1,00 | 0,035 | 0,030 | 7) | 0,70 đến 1,15 | 0,40 đến 0,60 | Cu < 0,30 |
| 8 | 13CrMo910T1 | 0,08 đến 0,15 8) | ≤ 0,50 | 0,40 đến 0,70 | 0,035 | 0,030 | 7) | 2,00 đến 2,50 | 0,90 đến 1,10 | Cu < 0,30 |
| 9 | 13CrMo910T2 | 0,08 đến 0,15 8) | < 0,50 | 0,40 đến 0,70 | 0,035 | 0,030 | 7) | 2,00 đến 2,50 | 0,90 đến 1,10 | Cu < 0,30 |
Bảng B.2. Cơ tính ở điều kiện nhiệt độ trong phòng và nhiệt độ cao của thép tấm cácbon và hợp kim thấp dùng cho nồi hơi (ISO 9328-2: 1991)
| Mác thép | Cơ tính ở nhiệt độ phòng | Ứng suất ở nhiệt độ cao | Nhiệt luyện | ||||||||||
| Chiều dày, mm | Re(1)min, MPa | Rm, MPa | A(1) min % | KV(1)min | Rp (xem bảng) | Ứng suất rão (xem bảng) | Điều kiện nhiệt luyện thường dùng | ||||||
| J | °C | Ký hiệu | Tỏi hay anstenit hóa | Làm nguội | Ram, 0C | Làm nguội | |||||||
| P 235 PH 235 | > 3< 16 | 235 |
| 25 |
|
|
|
|
|
|
|
|
|
| >16 < 40 | 225 |
| 25 |
|
|
|
|
|
|
| - | - | |
| > 40 < 60 | 215 | 360 đến 480 | 25 | 27 | 0 | 36) | 4 + 56) | N(1) | 890 đến 950 | Không khí |
|
| |
| > 60 < 100 | 200 |
| 24 |
|
|
|
|
|
|
|
|
| |
| > 100 < 150 | 185 | 350 đến 480 | 24 |
|
|
|
|
|
|
|
|
| |
| P 265 PH 265 | > 3< 16 | 265 |
| 24 |
|
|
|
|
|
|
| - | - |
| > 16 < 40 | 255 |
| 24 |
|
|
|
|
|
|
|
|
| |
| > 40 < 60 | 245 | 410 đến 530 | 23 | 27 | 0 | 36) | 4 + 56) | N(1) | 890 đến 950 | Không khí |
|
| |
| > 60 < 100 | 215 |
| 22 |
|
|
|
|
|
|
|
|
| |
| > 100 < 150 | 200 | 400 đến 530 | 22 |
|
|
|
|
|
|
|
|
| |
| P 290 PH 290 | > 3 < 16 | 290 |
| 22 |
|
|
|
|
|
|
| - | - |
| >16 < 40 | 285 |
| 22 |
|
|
|
|
|
|
|
|
| |
| > 40 < 60 | 280 | 460 đến 580 | 22 | 27 | 0 | 36) | 4 + 56) | N(1) | 890 đến 950 | Không khí |
|
| |
| > 60 < 100 | 255 |
| 21 |
|
|
|
|
|
|
|
|
| |
| > 100 < 150 | 230 | 440 đến 570 | 21 |
|
|
|
|
|
|
|
|
| |
| P 315 PH 315 | >3< 16 | 315 |
| 21 |
|
|
|
|
|
|
| - | - |
| > 16 < 40 | 310 |
| 21 |
|
|
|
|
|
|
|
|
| |
| > 40 < 60 | 305 | 490 đến 610 | 21 | 27 | 0 | 36) | 4 + 56) | N(1) | 890 đến 950 | Không khí |
|
| |
| > 60 < 100 | 280 |
| 20 |
|
|
|
|
|
|
|
|
| |
| > 100 < 150 | 255 | 470 đến 600 | 20 |
|
|
|
|
|
|
|
|
| |
| P 355 PH 355 | > 3 < 16 | 355 |
| 21 |
|
|
|
|
|
|
| - | - |
| > 16 < 40 | 345 | 510 đến 650 | 21 |
|
|
|
|
|
|
|
|
| |
| > 40 < 60 | 335 |
| 21 | 27 | 0 | 36) | 4 + 56) | N(1) | 890 đến 950 | Không khí |
|
| |
| > 60 < 100 | 315 | 500 đến 650 | 20 |
|
|
|
|
|
|
|
|
| |
| > 100 < 150 | 295 | 490 đến 640 | 20 |
|
|
|
|
|
|
|
|
| |
| 16 Mo3 | >3< 16 | 280 |
| 24 |
|
|
|
|
|
|
|
|
|
| > 16 < 40 | 270 | 450 đến 600 | 24 | 31 | 20 |
|
|
|
|
|
|
| |
| > 40 < 60 | 260 |
| 23 |
|
| 3 | 4 + 5 | N (+ T)(1) | 890 đến 950 | Không khí | 600 đến 650 | Không khí | |
| > 60 < 100 | 240 | 430 đến 580 | 22 | 27 | 20 |
|
|
|
|
|
|
| |
| > 100 < 150 | 220 | 420 đến 570 | 19 |
|
|
|
|
|
|
|
|
| |
| 14 CrMo 45 | >3< 16 | 300 |
| 20 |
|
|
|
|
|
|
|
|
|
| > 16 < 40 | 300 | 450 đến 600 | 20 | 31 | 20 |
|
|
|
|
|
|
| |
| > 40 < 60 | 300 |
| 19 |
|
| 3 | 4+5 | N+T(1) | 890 đến 950 | Không khí | 630 đến 730 | Không khí | |
| > 60 < 100 | 275 | 440 đến 590 | 18 | 27 | 20 |
|
|
|
|
|
|
| |
| > 100 < 150 | 255 | 430 đến 580 | 18 |
|
|
|
|
|
|
|
|
| |
| 13 CrMo9 10 T1 | >3< 16 | 275 |
| 18 |
|
| 3 | 4+5 | N+T(1) | 920 đến 980 | Không khí | 680 đến 750 | Không khí |
| > 16 < 40 | 265 | 480 đến 620 | 18 | 31 | 20 | ||||||||
| > 40 < 60 | 265 |
| 18 |
|
| ||||||||
| > 60 < 100 | 260 | 470 đến 620 | 17 |
|
| ||||||||
| > 100 < 150 | 250 | 460 đến 610 | 16 | 27 | 20 | ||||||||
| > 150 < 300 | 240 | 450 đến 600 | 16 |
|
| ||||||||
| 13 CrMo9 10 T2 | >3< 16 | 310 | 520 đến 670 | 18 | 31 | 20 | 3 | - | N+T(1) | 920 đến 980 | Không khí | 700 đến 770 | Không khí |
| > 16 < 40 | |||||||||||||
| > 40 < 60 | |||||||||||||
| > 60 < 100 | 17 | 27 | 20 | ||||||||||
Re - Giới hạn chảy; Rm - giới hạn bền kéo; A - độ giãn dài tương đối (mẫu ngắn); KV - độ nén bẹp; N - thường hóa; N (+T) - thường hóa và có yêu cầu riêng thì ram; N + T - thường hóa và ram
Bảng B.3. Giới hạn chảy 0,2% ở nhiệt độ cao của các thép nêu trong Bảng B.1
| Mác thép | Chỉ dẫn về nhiệt luyện | Chiều dầy, mm | Rp 0,2 min, MPa | |||||||||
| Nhiệt độ, °C | ||||||||||||
| 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | |||
| PH 235 | N | ≤ 16 | 185 | 165 | 145 | 127 | 116 | 110 | 106 | - | - | - |
| > 16 ≤ 40 | 183 | 164 | 145 | 127 | 116 | 110 | 106 | - | - | - | ||
| > 40 ≤ 60 | 172 | 159 | 145 | 127 | 116 | 110 | 106 | - | - | - | ||
| > 60 ≤ 100 | 172 | 159 | 145 | 127 | 116 | 110 | 106 | - | - | - | ||
| > 100 ≤ 150 | 165 | 154 | 140 | 122 | 111 | 105 | 101 | - | - | - | ||
| PH 265 | N | ≤ 16 | 216 | 194 | 171 | 152 | 141 | 134 | 130 | - | - | - |
| > 16 ≤ 40 | 213 | 192 | 171 | 152 | 141 | 134 | 130 | - | - | - | ||
| > 40 ≤ 60 | 204 | 188 | 171 | 152 | 141 | 134 | 130 | - | - | - | ||
| > 60 ≤ 100 | 204 | 188 | 171 | 152 | 141 | 134 | 130 | - | - | - | ||
| >100 ≤ 150 | 197 | 182 | 166 | 147 | 136 | 129 | 125 | - | - | - | ||
| PH 290 | N | ≤ 16 | 247 | 223 | 198 | 177 | 167 | 158 | 153 | - | - | - |
| > 16 ≤ 40 | 242 | 220 | 198 | 177 | 167 | 158 | 153 | - | - | - | ||
| > 40 ≤ 60 | 236 | 217 | 198 | 177 | 167 | 158 | 153 | - | - | - | ||
| > 60 ≤ 100 | 236 | 217 | 198 | 177 | 167 | 158 | 153 | - | - | - | ||
| > 100 ≤ 150 | 223 | 205 | 187 | 167 | 157 | 148 | 144 | - | - | - | ||
| PH315 | N | ≤ 16 | 265 | 240 | 213 | 192 | 182 | 173 | 168 | - | - | - |
| > 16 ≤ 40 | 260 | 237 | 213 | 192 | 182 | 173 | 168 | - | - | - | ||
| > 40 ≤ 60 | 256 | 234 | 213 | 192 | 182 | 173 | 168 | - | - | - | ||
| > 60 ≤ 100 | 256 | 234 | 213 | 192 | 182 | 173 | 168 | - | - | - | ||
| > 100 ≤ 150 | 243 | 222 | 203 | 182 | 172 | 163 | 158 | - | - | - | ||
| PH 355 | N | ≤ 60 | 270 | 255 | 235 | 215 | 200 | 180 | - | - | - | - |
| > 60 ≤ 100 | 255 | 240 | 220 | 200 | 190 | 175 | - | - | - | - | ||
| > 100 ≤ 150 | 250 | 230 | 210 | 195 | 175 | 165 | - | - | - | - | ||
| 16 Mo 3 | N(+T) | ≤ 60 | 237 | 224 | 205 | 173 | 159 | 155 | 150 | 145 | - | - |
| > 60 ≤ 100 | 225 | 212 | 195 | 162 | 147 | 143 | 137 | 132 | - | - | ||
| > 100 ≤ 150 | 219 | 207 | 189 | 156 | 140 | 135 | 130 | 125 | - | - | ||
| 14 CrMo 4 5 | N + T | ≤ 60 | 240 | 230 | 218 | 194 | 181 | 176 | 172 | 167 | 160 | 155 |
| > 60 ≤ 100 | 230 | 220 | 208 | 183 | 169 | 164 | 160 | 156 | 150 | 146 | ||
| > 100 ≤ 150 | 220 | 210 | 200 | 172 | 158 | 153 | 150 | 146 | 140 | 136 | ||
| 13 CrMo9 10 T1 | N + T | ≤ 60 | 241 | 233 | 224 | 219 | 212 | 207 | 194 | 180 | 160 | 137 |
| > 60 ≤ 100 | 229 | 221 | 212 | 207 | 201 | 196 | 183 | 170 | 151 | 130 | ||
| > 100 ≤ 150 | 217 | 209 | 200 | 195 | 190 | 185 | 172 | 160 | 142 | 124 | ||
| > 150 ≤ 300 | 205 | 197 | 188 | 183 | 179 | 174 | 161 | 150 | 133 | 118 | ||
| 13 CrMo9 10 T2 | N + T | ≤ 100 | 289 | 280 | 272 | 264 | 258 | 251 | 237 | 220 | 194 | 106 |
Bảng B.4. Giới hạn kéo bền kéo ở nhiệt độ cao đối với thép nêu trong Bảng B.1
| Mác thép | Chỉ dẫn về nhiệt luyện | Thời gian đứt, h | Giới hạn bền kéo trung bình, MPa | |||||||||||
| Nhiệt độ, 0C | ||||||||||||||
| 380 | 390 | 400 | 410 | 420 | 430 | 440 | 450 | 460 | 470 | 480 | 490 | |||
|
|
| 10.000 | 213 | 197 | 181 | 166 | 151 | 138 | 125 | 112 | 100 | 89 | 78 | 67 |
|
|
| 30.000 | 192 | 176 | 161 | 147 | 133 | 120 | 107 | 95 | 84 | 73 | 63 | 52 |
| PH 235 |
| 50.000 | 183 | 167 | 152 | 138 | 125 | 112 | 100 | 88 | 77 | 66 | 56* | 46* |
|
| N | 100.000 | 171* | 155* | 141* | 127* | 114* | 102* | 90* | 78* | 67* | 57* | 47* | 36* |
|
|
| 150.000 | 164* | 149* | 134* | 121* | 108* | 96* | 84* | 73* | 62* | 52* | 41* | 29* |
| PH 265 |
| 200.000 | 159* | 144* | 130* | 116* | 104* | 92* | 80* | 69* | 58* | 48* | 37* | 23* |
|
|
| 250.000 | 155* | 140* | 126* | 113* | 101* | 89* | 77* | 66* | 55* | 45* | 34* |
|
| PH 290 |
| 10.000 | 291 | 266 | 243 | 221 | 200 | 180 | 161 | 143 | 126 | 110 | 96 | 84 |
|
|
| 30.000 | 262 | 237 | 214 | 192 | 171 | 151 | 132 | 115 | 99 | 86 | 74 | 65 |
|
|
| 50.000 | 248 | 223 | 200 | 177 | 156 | 136 | 118 | 102 | 87 | 75 | 65 | 57 |
| PH315 | N | 100.000 | 227 | 203 | 179 | 157 | 136 | 117 | 100 | 85 | 73 | 63 | 55 | (47) |
|
|
| 150.000 | 215 | 190 | 167 | 144 | 124 | 105 | 89 | 78 | 65 | 56 | (49) | (42) |
| PH 355 |
| 200.000 | 206* | 181* | 157* | 135* | 115* | 97* | 82* | 70* | 60* | 52* | (44)* | (37)* |
|
|
| 250.000 | 199* | 174* | 150* | 128* | 108* | 91* | 77* | 66* | 56* | (48)* | (41)* | (32)* |
|
|
| 10.000 |
|
|
|
|
|
|
| 298 | 273 | 247 | 222 | 196 |
|
|
| 30.000 |
|
|
|
|
|
|
| 273 | 244 | 216 | 187 | 159 |
|
|
| 50.000 |
|
|
|
|
|
|
| 260 | 229 | 200 | 172 | 144 |
| 16 Mo 3 | N(+T) | 100.000 |
|
|
|
|
|
|
| 239* | 208* | 178* | 148 | 123 |
|
|
| 150.000 |
|
|
|
|
|
|
| 226* | 197* | 168* | 139* | 114* |
|
|
| 200.000 |
|
|
|
|
|
|
| 217* | 188* | 159* | 130* | 105* |
|
|
| 250.000 |
|
|
|
|
|
|
| 210* | 180* | 151* | 124* | 100* |
|
|
| 10.000 |
|
|
|
|
|
|
| (407) | (371) | (338) | 304 | 273 |
|
|
| 30.000 |
|
|
|
|
|
|
| (371) | (336) | (301) | 267 | 233 |
|
|
| 50.000 |
|
|
|
|
|
|
| (339) | (307) | (273) | 239 | 207 |
| 14 CrMo 4 5 | N + T | 100.000 |
|
|
|
|
|
|
| (326) | (286) | (247) | 210 | 177 |
|
|
| 150.000 |
|
|
|
|
|
|
| (312) | (270) | (210) | 194* | 161* |
|
|
| 200.000 |
|
|
|
|
|
|
| (298) | (255) | (197) | 180* | 148* |
|
|
| 250.000 |
|
|
|
|
|
|
| (292) | (247) | (186) | 170* | 139* |
|
|
| 10.000 |
|
|
|
|
|
|
| (309) | (285) | (263) | 240 | 219 |
|
|
| 30.000 |
|
|
|
|
|
|
| (276)* | (254)* | 233* | 213 | 192 |
|
|
| 50.000 |
|
|
|
|
|
|
| (257)* | 236* | 217* | 197* | 177* |
| 13 CrMo 9 10 T1 | N +T | 100.000 |
|
|
|
|
|
|
| 221* | 204* | 186* | 170* | 153* |
|
|
| 150 000 |
|
|
|
|
|
|
| 209* | 192* | 175* | 153* | 141* |
|
|
| 200.000 |
|
|
|
|
|
|
| 203* | 186* | 169* | 152* | 135* |
|
|
| 250.000 |
|
|
|
|
|
|
| 198* | 181* | 164* | 147* | 130* |
Bảng B.4. Giới hạn bền kéo ở nhiệt độ cao đối với thép nêu trong Bảng B.1 (kết thúc)
| Mác thép | Chỉ dẫn về nhiệt luyện | Thời gian đứt, h | Giới hạn bền kéo trung bình, MPa | ||||||||||
| Nhiệt độ, 0C | |||||||||||||
| 500 | 510 | 520 | 530 | 540 | 550 | 560 | 570 | 580 | 590 | 600 | |||
|
|
| 10.000 | 57 |
|
|
|
|
|
|
|
|
|
|
|
|
| 30.000 | 42 |
|
|
|
|
|
|
|
|
|
|
| PH 235 |
| 50.000 | 35* |
|
|
|
|
|
|
|
|
|
|
|
| N | 100.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 150.000 |
|
|
|
|
|
|
|
|
|
|
|
| PH 265 |
| 200 000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 250.000 |
|
|
|
|
|
|
|
|
|
|
|
| PH 290 |
| 10.000 | 74 |
|
|
|
|
|
|
|
|
|
|
|
|
| 30.000 | 57 |
|
|
|
|
|
|
|
|
|
|
|
|
| 50.000 | 50 |
|
|
|
|
|
|
|
|
|
|
| PH 315 | N | 100.000 | (41) |
|
|
|
|
|
|
|
|
|
|
|
|
| 150.000 | (34) |
|
|
|
|
|
|
|
|
|
|
| PH 355 |
| 200.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 250.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 10.000 | 171 | 147 | 125 | 102 |
|
|
|
|
|
|
|
|
|
| 30.000 | 134 | 113 | 93 | 76 |
|
|
|
|
|
|
|
|
|
| 50.000 | 119 | 99 | 80 | 66 |
|
|
|
|
|
|
|
| 16 Mo 3 | N (+T) | 100.000 | 101 | 81 | 66 | 53* |
|
|
|
|
|
|
|
|
|
| 150.000 | 91* | 74* | 60* | 48* |
|
|
|
|
|
|
|
|
|
| 200.000 | 84* | 69* | 55* | 45* |
|
|
|
|
|
|
|
|
|
| 250.000 | 80* | 65* | 52* | (42)* |
|
|
|
|
|
|
|
|
|
| 10.000 | 239 | 209 | 179 | 154 | 129 | 109 | 91 | 76 | 64 | 53 | 44 |
|
|
| 30.000 | 200 | 169 | 140 | 116 | 96 | 79 | 66 | 54 | 44 | 36 | (29) |
|
|
| 50.000 | 177 | 149 | 124 | 101 | 82 | 68 | 55 | 45 |
|
|
|
| 14 CrMo 4 5 | N +T | 100.000 | 146 | 121 | 99 | 81 | 67 | 54 | 43 | 35 |
|
|
|
|
|
| 150.000 | 132* | 108* | 87* | 71 | 57 | 46 | 38 | (31) |
|
|
|
|
|
| 200.000 | 122* | 99* | 79* | 64* | 52* | 42* | 34* | (28)* |
|
|
|
|
|
| 250.000 | 114* | 91* | 74* | 59* | 48* | 39* | 32* | (26)* |
|
|
|
|
|
| 10.000 | 196 | 176 | 155 | 137 | 122 | 108 | 96 | 85 | 76 | 68 | 61 |
|
|
| 30.000 | 172 | 152 | 134 | 118 | 103 | 90 | 79 | 70 | 61 | 54 | 48 |
|
|
| 50.000 | 158* | 139* | 123* | 107 | 93 | 80 | 71 | 62 | 54 | 47 | 42 |
| 13 CrMo9 10 T1 | N+T | 100.000 | 137* | 122* | 107* | 93 | 79 | 69 | 59 | 51 | 44 | (38) | (34) |
|
|
| 150.000 | 126* | 110* | 95* | 82* | 73* | 63* | 54* | 47 | 40 | (35) | (30) |
|
|
| 200.000 | 119* | 103* | 89* | 77* | 68* | 58* | 50* | 43* | (37)* | (32)* | (28)* |
|
|
| 250.000 | 113* | 98* | 84* | 74* | 64* | 55* | 47* | 41* | (35)* | (30)* | (26)* |
* Nhiệt độ nhiệt luyện và làm nguội theo Bảng B.2
Bảng B.5. Ứng suất rão 1% ở nhiệt độ cao đối với thép nêu trong Bảng B.1
| Mác thép | Chỉ dẫn về nhiệt luyện | Thời gian đứt, h | Ứng suất rão 1% trung bình, N/mm2 | |||||||||||
| Nhiệt độ, 0C | ||||||||||||||
| 380 | 390 | 400 | 410 | 420 | 430 | 440 | 450 | 460 | 470 | 480 | 490 | |||
|
|
| 10.000 | 164 | 150 | 136 | 124 | 113 | 101 | 91 | 80 | 72 | 62 | 53 |
|
|
|
| 30.000 |
|
|
|
|
|
|
|
|
|
|
|
|
| PH 235 |
| 50.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| N | 100.000 | 118 | 106 | 95 | 84 | 73 | 65 | 57 | 49 | 42 | 35 | 30 |
|
|
|
| 150.000 |
|
|
|
|
|
|
|
|
|
|
|
|
| PH 265 |
| 200.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 250.000 |
|
|
|
|
|
|
|
|
|
|
|
|
| PH 290 |
| 10.000 | 195 | 182 | 167 | 150 | 135 | 120 | 107 | 93 | 83 | 71 | 63 | 55 |
|
|
| 30.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 50.000 |
|
|
|
|
|
|
|
|
|
|
|
|
| PH 315 | N | 100.000 | 153 | 137 | 118 | 105 | 92 | 80 | 69 | 59 | 51 | 44 | 38 | 33 |
|
|
| 150.000 |
|
|
|
|
|
|
|
|
|
|
|
|
| PH 355 |
| 200.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 250.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 10.000 |
|
|
|
|
|
|
| 216 | 199 | 182 | 166 | 149 |
|
|
| 30.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 50.000 |
|
|
|
|
|
|
|
|
|
|
|
|
| 16 Mo 3 | N (+T) | 100.000 |
|
|
|
|
|
|
| 167 | 146 | 126 | 107 | 89 |
|
|
| 150.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 200.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 250.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 10.000 |
|
|
|
|
|
|
| 245 | 228 | 210 | 193 | 173 |
|
|
| 30.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 50.000 |
|
|
|
|
|
|
|
|
|
|
|
|
| 14 CrMo 4 5 | N +T | 100.000 |
|
|
|
|
|
|
| 191 | 172 | 152 | 133 | 116 |
|
|
| 150.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 200.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 250.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 10.000 |
|
|
|
|
|
|
| 240 | 219 | 200 | 180 | 163 |
|
|
| 30.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 50.000 |
|
|
|
|
|
|
|
|
|
|
|
|
| 13 CrMo9 10 T1 | N +T | 100.000 |
|
|
|
|
|
|
| 166 | 155 | 145 | 130 | 116 |
|
|
| 150.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 200.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 250.000 |
|
|
|
|
|
|
|
|
|
|
|
|
Bảng B.5 - Ứng suất rão 1% ở nhiệt độ cao đối với thép nêu trong Bảng B.1 (kết thúc)
| Mác thép | Chỉ dẫn về nhiệt luyện | Thời gian đứt, h | Ứng suất rão 1% trung bình, N/mm2 | ||||||||||
| Nhiệt độ, 0C | |||||||||||||
| 500 | 510 | 520 | 530 | 540 | 550 | 560 | 570 | 580 | 590 | 600 | |||
|
|
| 10.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 30.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 50.000 |
|
|
|
|
|
|
|
|
|
|
|
| PH 235 | N | 100.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 150.000 |
|
|
|
|
|
|
|
|
|
|
|
| PH 265 |
| 200.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 250.000 |
|
|
|
|
|
|
|
|
|
|
|
| PH 290 |
| 10.000 | 49 |
|
|
|
|
|
|
|
|
|
|
|
|
| 30.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 50.000 |
|
|
|
|
|
|
|
|
|
|
|
| PH 315 | N | 100.000 | 29 |
|
|
|
|
|
|
|
|
|
|
|
|
| 150.000 |
|
|
|
|
|
|
|
|
|
|
|
| PH 355 |
| 200.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 250.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 10.000 | 132 | 115 | 99 | 84 |
|
|
|
|
|
|
|
|
|
| 30.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 50.000 |
|
|
|
|
|
|
|
|
|
|
|
| 16 Mo 3 | N (+T) | 100.000 | 73 | 59 | 46 | 36 |
|
|
|
|
|
|
|
|
|
| 150.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 200.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 250.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 10.000 | 157 | 139 | 122 | 106 | 90 | 76 | 64 | 53 |
|
|
|
|
|
| 30.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 50.000 |
|
|
|
|
|
|
|
|
|
|
|
| 14 CrMo 4 5 | N + T | 100.000 | 98 | 83 | 70 | 57 | 46 | 36 | 30 | 24 |
|
|
|
|
|
| 150.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 200.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 250.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 10.000 | 147 | 132 | 119 | 107 | 94 | 83 | 73 | 65 | 57 | 50 | 44 |
|
|
| 30.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 50.000 |
|
|
|
|
|
|
|
|
|
|
|
| 13 CrMo9 10 T1 |
| 100.000 | 103 | 90 | 78 | 68 | 58 | 49 | 41 | 35 | 30 | 26 | 22 |
|
|
| 150.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 200.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 250.000 |
|
|
|
|
|
|
|
|
|
|
|
Bảng B.6. Thành phần hóa học của thép tấm austenit (ISO 9328-5: 1991)
| TT | Mác thép | Thành phần hóa học, % | ||||||||
| C | Si max | Mn max | P max | S max | Cr | Mo | Ni | Các thành phần khác | ||
| 1 | X 2CrNi 18 10 | < 0,030 | 1,00 | 2,00 | 0,045 | 0.030 | 17,00 đến 19,00 | - | 9,00 đến 12,00 | - |
| 2 | X 2CrNiN 18 10 | < 0,030 | 1,00 | 2,00 | 0,045 | 0,030 | 17,00 đến 19,00 | - | 8,50 đến 11,50 | N 0,12 đến 0,22 |
| 3 | X 5CrNi 18 9 | < 0,070 | 1,00 | 2,00 | 0,045 | 0,030 | 17,00 đến 19,00 | - | 8,00 đến 11,00 |
|
| 4 | X 7CrNi 18 9 | 0,04 đến 0,10 | 1,00 | 2,00 | 0,045 | 0,030 | 17,00 đến 19,00 | - | 8,00 đến 11,00 | - |
| 5 | X 6CrNiNb 18 10 | < 0,08 | 1,00 | 2,00 | 0,045 | 0,030 | 17,00 đến 19,00 | - | 9,00 đến 12,00 | Nb > 10 x % C < 1,00 13) |
| 6 | X 6CrNiTi 18 10 | < 0,08 | 1,00 | 2,00 | 0.045 | 0,030 | 17,00 đến 19,00 | - | 9,00 đến 12,00 | Ti > 5 x % C < 0,80 |
| 7 | X 7CrNiTi 18 10 | 0,04 đến 0,10 | 1,00 | 2,00 | 0,045 | 0,030 | 17,00 đến 19,00 | - | 9,00 đến 12,00 | Ti > 5 x % C < 0,80 |
| 8 | X 7CrNiTi 18 10 | 0,04 đến 0,10 | 1,00 | 2,00 | 0,045 | 0,030 | 17,00 đến 19,00 | - | 9,00 đến 12,00 | Nb > 10 x % C < 1,2013) |
| 9 | X 2CrNiMo 17 12 | < 0,030 | 1,00 | 2,00 | 0,045 | 0,030 | 16,50 đến 18,50 | 2,00 đến 2,50 | 11,00 đến 14,00 | - |
| 10 | X 2CrNiMoN 17 12 | < 0,030 | 1,00 | 2,00 | 0,045 | 0,030 | 16,50 đến 18,50 | 2,00 đến 2,50 | 10,50 đến 13,50 | N 0,12 đến 0,22 |
| 11 | X 2CrNiMo 17 13 | < 0,030 | 1,00 | 2,00 | 0,045 | 0,030 | 16,50 đến 18,50 | 2,50 đến 3,00 | 11,50 đến 14,50 | - |
| 12 | X 2CrNiMoN 17 13 | < 0,030 | 1,00 | 2,00 | 0,045 | 0,030 | 16.50 đến 18,50 | 2,50 đến 3,00 | 11,50 đến 14,50 | N 0,12 đến 0,22 |
| 13 | X 2CrNiMoN 17 13 517) | < 0,030 | 1,00 | 2,00 | 0,045 | 0,025 | 16,50 đến 18,50 | 4,00 đến 5,00 | 12,50 đến 14,50 | N 0,12 đến 0,22 |
| 14 | X 5CrNiMo 17 12 | < 0,07 | 1,00 | 2,00 | 0,045 | 0,030 | 16,50 đến 18,50 | 2,00 đến 2,50 | 10,50 đến 13,50 | - |
| 15 | X 5CrNiMo 17 13 | < 0,07 | 1,00 | 2,00 | 0,045 | 0,030 | 16,50 đến 18,50 | 2,50 đến 3,00 | 11,00 đến 14,00 | - |
| 16 | X 7CrNiMo 17 12 | 0,04 đến 0,10 | 1,00 | 2,00 | 0,045 | 0,030 | 16,50 đến 18,50 | 2,00 đến 2,50 | 10,50 đến 13,50 | - |
| 17 | X 7CrNiMoB 17 12 | 0,04 đến 0,10 | 1,00 | 2,00 | 0,045 | 0,030 | 16,50 đến 18,50 | 2,00 đến 2,50 | 10,50 đến 13,50 | B 0,001 đến 0,005 |
| 18 | X 6CrNiMoTi 17 12 | < 0,080 | 1,00 | 2,00 | 0,045 | 0,030 | 16,50 đến 18,50 | 2,00 đến 2,50 | 11,00 đến 14,00 | Ti > 5 x % C < 0,80 |
| 19 | X 6CrNiMoNb 17 12 | < 0,080 | 1,00 | 2,00 | 0,045 | 0,030 | 16,50 đến 18,50 | 2,00 đến 2,50 | 11,00 đến 14,00 | Nb > 10 x % C < 1,0013) |
| 20 | X 3CrNiMo 18 16 4 | < 0,030 | 1,00 | 2,00 | 0,045 | 0,030 | 17,50 đến 19,50 | 3,00 đến 4,00 | 14,00 đến 17,00 | - |
| 21 | X 2NiCrMoCu 25 20 517) | < 0,025 | 1,00 | 2,00 | 0,035 | 0,025 | 19,00 đến 22,00 | 4,00 đến 5,00 | 24,00 đến 27,00 | Cu 1,00 đến 2,00 N14) |
| 22 | X 8NiCrAlTi 32 21 TQ1 | 0,05 đến 0,10 | 1,00 | 2,00 | 0,030 | 0,020 | 19,00 đến 23,00 | - | 30,00 đến 35,00 | Almol 0,15 đến 0,60 Ti 0,15 đến 0,60 Cu < 0,75 |
| 23 | X 8NiCrAITi 32 21 TQ218) | |||||||||
| 24 | X7 NiCrAITi 32 21 TQ1 | < 0,10 | 1,00 | 2,00 | 0,030 | 0,020 | 19,00 đến 23,00 | - | 30,00 đến 35,00 | Almol 0,15 đến 0,60 Ti 0,15 đến 0,60 Cu < 0,75 |
| 25 | X7 NiCrAITi 32 21 TQ218) | |||||||||
Bảng B.7. Cơ tính ở nhiệt độ trong phòng và nhiệt độ cao của thép tấm austenit (ISO 9328-5:1991)
| TT | Mác thép | Cơ tính ở nhiệt độ trong phòng | Ứng suất ở nhiệt độ cao | Nhiệt luyện | |||||||
| Rp 0,2 min | Rp 1,0 min | Rm | Amin | KV4)min J 5)6) | Rp (xem bảng) | Ứng suất kéo đứt (xem bảng) | Điều kiện nhiệt luyện thường dùng | ||||
| Ký hiệu | Tôi | Làm nguội | |||||||||
| 1 | X 2CrNi 18 10 | 180 | 215 | 480 đến 680 | 40 | 55 | 8 | - | Q | 1.000 đến 1.000(11) | w, a |
| 2 | X 2CrNiN 18 10 | 270 | 305 | 550 đến 750 | 35 | 55 | 8 | - | Q | 1.000 đến 1.000(11) | w, a |
| 3 | X 5CrNi 18 9 | 195 | 230 | 500 đến 700 | 40 | 55 | 8 | - | Q | 1.000 đến 1.000(11) | w, a |
| 4 | X 7CrNi 18 9 | 195 | 230 | 490 đến 690 | 40 | 55 | 8 | 9 | Q | 1.050 đến 1.120(12) | w, a |
| 5 | X 6CrNiNb 18 10 | 205 | 240 | 510 đến 710 | 30 | 55 | 8 | - | Q | 1.020 đến 1.120(11) | w, a |
| 6 | X 6CrNiTi 18 10 | 200 | 235 | 510 đến 710 | 35 | 55 | 8 | - | Q | 1.020 đến 1.120(11) | w, a |
| 7 | X 7CrNiTi 18 10 | 175 | 210 | 490 đến 690 | 35 | 55 | 8 | 9 | Q | 1.050 đến 1.120(12) | w, a |
| 8 | X 7CrNiTi 18 10 | 205 | 240 | 510 đến 710 | 30 | 55 | 8 | 9 | Q | 1.050 đến 1.120(11) | w, a |
| 9 | X 2CrNiMo 17 12 | 190 | 225 | 490 đến 690 | 40 | 55 | 8 | - | Q | 1.020 đến 1.120(11) | w, a |
| 10 | X 2CrNiMoN 17 12 | 280 | 315 | 580 đến 780 | 35 | 55 | 8 | - | Q | 1.020 đến 1.120(11) | w, a |
| 11 | X 2CrNiMo 17 13 | 190 | 225 | 490 đến 690 | 40 | 55 | 8 | - | Q | 1.020 đến 1.120(11) | w, a |
| 12 | X 2CrNiMoN 17 13 | 280 | 315 | 580 đến 780 | 35 | 55 | 8 | - | Q | 1.020 đến 1.120(11) | w, a |
| 13 | X 2CrNiMoN 17 13 517) | 285 | 320 | 510 đến 710 | 35 | 55 | 8 | - | Q | 1.040 đến 1.120(11) | w, a |
| 14 | X 5CrNiMo 17 12 | 205 | 240 | 510 đến 710 | 40 | 55 | 8 | - | Q | 1.020 đến 1.120(11) | w, a |
| 15 | X 5CrNiMo 17 13 | 205 | 240 | 510 đến 710 | 40 | 55 | 8 | - | Q | 1.020 đến 1.120(11) | w, a |
| 16 | X 7CrNiMo 17 12 | 205 | 240 | 510 đến 710 | 40 | 55 | 8 | 9 | Q | 1.050 đến 1.120(12) | w, a |
| 17 | X 7CrNiMoB 17 12 | 205 | 240 | 510 đến 710 | 40 | 55 | 8 | 9 | Q | 1.050 đến 1.120(12) | w, a |
| 18 | X 6CrNiMoTi 17 12 | 210 | 245 | 510 đến 710 | 35 | 55 | 8 | - | Q | 1.020 đến 1.120(11) | w, a |
| 19 | X 6CrNiMoNb 17 12 | 215 | 250 | 510 đến 710 | 30 | 55 | 8 | - | Q | 1.020 đến 1.120(11) | w, a |
| 20 | X 3CrNiMo 18 16 4 | 195 | 230 | 490 đến 690 | 35 | 55 | 8 | - | Q | 1.050 đến 1.120(11) | w, a |
| 21 | X 2NiCrMoCu 25 20 517) | 220(14) | 255(14) | 520 đến 720(14) | 35 | 55 | 8 | - | Q | 1.050 đến 1.150(11) | w, a |
| 22 | X 8NiCrAlTi 32 21 TQ1 | 165 | 205 | 430 đến 680 | 25(15) | 55 | 8 | 9 | Q1 | 1.050 đến 1.150(12) | w, a |
| 23 | X 8NiCrAITi 32 21 TQ218) | 210 | 245 | 500 đến 750 | 22 | 55 | - | - | Q2 | 950 đến 1.050(11) | w, a |
| 24 | X7 NiCrAITi 32 21 TQ1 | 165 | 205 | 430 đến 680 | 25(15) | 55 | 8 | 9 | Q1 | 1.050 đến 1.150(12) | w, a |
| 25 | X7 NiCrAITi 32 21 TQ218) | 210 | 245 | 500 đến 750 | 22 | 55 | - | - | Q2 | 950 đến 1.050(11) | w, a |
CHÚ THÍCH: Rp0,2 - Giới hạn chảy 0,2%; Rp1,0 - giới hạn chảy 1%; Rm - giới hạn bền; A - độ giãn dài tương đối; KV - độ nén bẹp;
RP - Giới hạn bền kéo ở nhiệt độ cao; W - làm nguội bằng nước; a - làm nguội bằng không khí; Q - nhúng làm nguội.
Bảng B.8. Giới hạn chảy 0,2% và 1% ở nhiệt độ cao đối với điều kiện tôi thép tấm austenit dầy từ 3 mm - 75 mm
| Mác thép | Rp0,2min(1) MPa | Rp1,0min(1) MPa | ||||||||||||||||||
| t° | °C | |||||||||||||||||||
| X 2CrNi 18 10 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 |
| X 2CrNiN 18 10 | 116 | 104 | 96 | 88 | 84 | 81 | 78 | 76 | 74 | 72 | 150 | 137 | 128 | 122 | 116 | 110 | 108 | 106 | 102 | 100 |
| X 5CrNi 18 9 | 169 | 155 | 143 | 135 | 129 | 123 | 119 | 115 | 113 | 110 | 201 | 182 | 172 | 163 | 156 | 149 | 144 | 140 | 136 | 131 |
| X 7CrNi 18 9 | 126 | 144 | 106 | 98 | 93 | 89 | 86 | 84 | 81 | 79 | 160 | 147 | 139 | 132 | 125 | 120 | 117 | 115 | 112 | 109 |
| X 6CrNiNb 18 10 | 126 | 144 | 106 | 98 | 93 | 89 | 86 | 84 | 81 | 79 | 160 | 147 | 139 | 132 | 125 | 120 | 117 | 115 | 112 | 109 |
| X 6CrNiTi 18 10 | 162 | 153 | 147 | 139 | 133 | 129 | 126 | 124 | 122 | 121 | 192 | 182 | 172 | 166 | 162 | 159 | 157 | 155 | 153 | 151 |
| X 7CrNiTi 18 10 | 149 | 144 | 139 | 135 | 129 | 124 | 119 | 116 | 111 | 108 | 179 | 172 | 164 | 158 | 152 | 148 | 143 | 140 | 138 | 135 |
| X 7CrNiNb 18 10 | 123 | 117 | 114 | 110 | 105 | 100 | 95 | 93 | 90 | 88 | 155 | 147 | 141 | 133 | 129 | 126 | 121 | 118 | 116 | 115 |
| X 2CrNiMo 17 12 | 162 | 153 | 147 | 139 | 133 | 129 | 126 | 124 | 122 | 121 | 192 | 182 | 172 | 166 | 162 | 159 | 157 | 155 | 153 | 151 |
| X 2CrNiMoN 17 12 | 130 | 120 | 109 | 101 | 96 | 90 | 87 | 84 | 81 | 79 | 161 | 149 | 139 | 133 | 127 | 123 | 119 | 115 | 112 | 110 |
| X 2CrNiMo 17 13 | 178 | 164 | 154 | 146 | 140 | 136 | 132 | 129 | 126 | 124 | 208 | 192 | 180 | 172 | 166 | 161 | 157 | 152 | 149 | 144 |
| X 2CrNiMoN 17 13 | 130 | 120 | 109 | 101 | 96 | 90 | 87 | 84 | 81 | 79 | 161 | 149 | 139 | 133 | 127 | 123 | 119 | 115 | 112 | 110 |
| X 2CrNiMoN 17 13 5 | 178 | 164 | 154 | 146 | 140 | 136 | 132 | 129 | 126 | 124 | 208 | 192 | 180 | 172 | 166 | 161 | 157 | 152 | 149 | 144 |
| X 5CrNiMo 17 12 | (182) | (167) | (157) | (149) | (143) | (138) | (134) | (131) | (128) | (126) | (211) | (195) | (183) | (175) | (169) | (164) | (160) | (155) | (152) | (147) |
| X 5CrNiMo 17 13 | 144 | 132 | 121 | 113 | 107 | 101 | 98 | 95 | 92 | 90 | 172 | 159 | 150 | 143 | 137 | 133 | 129 | 125 | 121 | 119 |
| X 7CrNiMo 17 12 | 144 | 132 | 121 | 113 | 107 | 101 | 98 | 95 | 92 | 90 | 172 | 159 | 150 | 143 | 137 | 133 | 129 | 125 | 121 | 119 |
| X 7CrNiMoB 17 12 | 144 | 132 | 121 | 113 | 107 | 101 | 98 | 95 | 92 | 90 | 172 | 159 | 150 | 143 | 137 | 133 | 129 | 125 | 121 | 119 |
| X 6CrNiMoTi 17 12 | 144 | 132 | 121 | 113 | 107 | 101 | 98 | 95 | 92 | 90 | 172 | 159 | 150 | 143 | 137 | 133 | 129 | 125 | 121 | 119 |
| X 6CrNiMoNb 17 12 | (148) | (137) | (126) | (117) | (111) | (105) | (102) | (99) | (95) | (93) | (183) | (169) | (159) | (152) | (147) | (142) | (138) | (133) | (129) | (127) |
| X 3CrNiMo 18 16 4 | (153) | (141) | (130) | (121) | (115) | (109) | (106) | (102) | (99) | (97) | (186) | (172) | (163) | (155) | (150) | (145) | (141) | (136) | (132) | (130) |
| X 2NiCrMoCu 25 20 52) | (134) | (124) | (114) | (105) | (99) | (94) | (91) | (87) | (84) | (82) | (165) | (152) | (143) | (136) | (131) | (126) | (122) | (118) | (115) | (113) |
| X 8NiCrAITi 32 21 TQ13) | (165) | (155) | (145) | (135) | (130) | (125) | - | - | - | - | (195) | (185) | (175) | (165) | (160) | (155) | - | - | - | - |
| X7 NiCrAITi 32 21 TQ13) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Bảng B.9. Giới hạn bền kéo ở nhiệt độ cao của thép tấm austenit theo Bảng B.6
| Mác thép | Chỉ dẫn về nhiệt luyện | Thời gian, h | Giá trị trung bình ứng suất giáo 1%, MPa | |||||||||||||||||||
| Nhiệt độ, 0C | ||||||||||||||||||||||
| 540 | 550 | 560 | 570 | 580 | 590 | 600 | 610 | 620 | 630 | 640 | 650 | 660 | 670 | 680 | 690 | 700 | 710 | 720 | 730 | |||
| X 7 CrNi 18 9 | Q | 10.000 | - | 176 | 164 | 152 | 142 | 131 | 122 | 113 | 104 | 95 | 87 | 79 | 73 | 67 | 61 | 55 | 48 | - | - | - |
| 30.000 | - | 147* | 135* | 126 | 115* | 105* | 96* | 88* | 80* | 74 | 67 | 61 | 55 | 50 | 44* | (40)* | (35)* | - | - | - | ||
| 50.000 | - | 134* | 123* | 113* | 103* | 94* | 85* | 78* | 72* | 65* | 58* | 52* | 47* | 41* | (36)* | (32)* | (27)* | - | - | - | ||
| 100.000 | - | 115* | 105* | 89* | 89* | 81* | 74* | 68* | 61* | 55* | 50* | 45* | (40)* | (35)* | (30)* | (26)* | (23)* | - | - | - | ||
| 150.000 | - | 108* | 99* | 98* | 81* | 74* | 67* | 60* | 54* | 49* | 43* | (39)* | (34)* | (30)* | (26)* | (23)* | (20)* | - | - | - | ||
| 200.000 | - | 102* | 93* | 84* | 76* | 69* | 62* | 56* | 50* | 45* | (40)* | (35)* | (31)* | (27)* | (24)* | (21)* | - | - | - | - | ||
| 250.000 | - | 97* | 88* | 79* | 73* | 66* | 59* | 53* | 47* | 42* | (37)* | (33)* | (29)* | (25)* | (22)* | - | - | - | - | - | ||
| X 7 CrNi 18 10 | Q | 10.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 30.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| 50.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| 100.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| 150.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| 200.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| 250.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| X 7 CrNiNb 18 10 | Q | 10.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 30.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| 50.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| 100.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| 150.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| 200.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| 250.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| X 7 CrNiMo 17 12 | Q | 10.000 | 247 | 233 | 220 | 206 | 193 | 180 | 167 | 155 | 142 | 130 | 119 | 108 | 97 | 87 | 78 | 70 | 63 | 57 | 52 | 47 |
| 30.000 | 222 | 208 | 195 | 181 | 168 | 155 | 143 | 131 | 119 | 107 | 97 | 87 | 78 | 69 | 62 | 56 | 51 | 46 | (42) | - | ||
| 50.000 | 210 | 197 | 183* | 170 | 157 | 144 | 132 | 120 | 108 | 97 | 87 | 78 | 70 | 62 | 56 | 51 | 46 | (42) | - | - | ||
| 100.000 | 194* | 181* | 167* | 154* | 141 | 128 | 116 | 105 | 94 | 84 | 75 | 67 | 60 | 54 | 49* | (44)* | - | - | - | - | ||
| 150.000 | 185* | 172* | 158* | 145* | 132 | 120 | 108 | 97 | 86* | 77 | 69* | 61* | 55* | 50* | (45)* | - | - | - | - | - | ||
| 200.000 | 178* | 164* | 151* | 138* | 125* | 113 | 102 | 91 | 81 | 72 | 65* | 58* | 52* | 47* | (43)* | - | - | - | - | - | ||
| 250.000 | 173* | 159* | 146* | 133* | 120* | 108* | 97* | 87* | 77* | 69* | 61* | 55* | 50* | (45)* | - | - | - | - | - | - | ||
| X 7 CrNiMoB 17 12 | Q | 10.000 | 268 | 251 | 236 | 227 | 208 | 195 | 183 | 171 | 159 | 147 | 135 | 124 | 112 | 101 | 90 | 80 | 71 | 65 | 60 | 56 |
| 30.000 | 239 | 225 | 211 | 197 | 184 | 172 | 160 | 148 | 136 | 124 | 112 | 100 | 89 | 79 | 71 | 64 | 59 | (55) | (52) | - | ||
| 50.000 | 227 | 213 | 199 | 186 | 173 | 161 | 149 | 137 | 125 | 113 | 101 | 90 | 79 | 71 | 64 | 59 | (55) | (52) | - | - | ||
| 100.000 | 211* | 197* | 184* | 171* | 159 | 146 | 134 | 122 | 110 | 98 | 86 | 76 | 69 | 63 | 57 | (54)* | (51) | - | - | - | ||
| 150.000 | 201* | 188* | 175* | 162* | 150 | 138 | 125 | 113 | 101 | 89 | 79 | 70 | 64 | 59 | 54 | (51)* | - | - | - | - | ||
| 200.000 | 195* | 181* | 169* | 156* | 144 | 131 | 119 | 106 | 94 | 83 | 74 | 66 | 61 | 57 | (53)* | - | - | - | - | - | ||
| 250.000 | 190* | 176* | 164* | 151* | 139* | 126* | 114* | 101* | 90* | 79* | 71* | 64* | 59* | (55)* | (51)* | - | - | - | - | - | ||
| X 8 NiCrAlTi 32 21 TQ1*) | Q | 10.000 | - | 225 | 209 | 190 | 172 | 155 | 140 | 129 | 119 | 111 | 103 | 97 | 90 | 84 | 78 | 74 | 69 | - | - | - |
| 30.000 | - | 194 | 178 | 160 | 144 | 130 | 119 | 109 | 100 | 93 | 86 | 80 | 75 | 70 | 55 | 60 | 56 | - | - | - | ||
| 50.000 | - | 179 | 163 | 146 | 132 | 119 | 108 | 98 | 91 | 85 | 78 | 72 | 67 | 62 | 58 | 54 | 50 | - | - | - | ||
| 100.000 | - | 160 | 145 | 130 | 116 | 105 | 96 | 86 | 80 | 74 | 68 | 63 | 59 | 59 | 51 | 47 | 44 | - | - | - | ||
| 150.000 | - | (149) | (134) | (120) | (107) | (97) | (88) | (80) | (74) | (68) | (63) | (58) | (54) | (50) | (46) | (43) | (40) | - | - | - | ||
| 200.000 | - | (143) | (129) | (115) | (102) | (92) | (83) | (76) | (70) | (64) | (60) | (55) | (51) | (48) | (45) | (42) | (39) | - | - | - | ||
| 250.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| X 7 NiCrAlTi 32 21 TQ1*) | Q | 10.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 73 | 69 | 65 | 61 |
| 30.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 60 | 56 | 53 | 50 | ||
| 50 000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 54 | 50 | 47 | 45 | ||
| 100.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 46 | 43 | 41 | 39 | ||
| 150.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | (42) | (40) | (38) | (36) | ||
| 200.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | (39) | (38) | (36) | (34) | ||
| 250.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
Bảng B.9. Giới hạn bền kéo ở nhiệt độ cao của thép tấm austenit theo Bảng B.6 (kết thúc)
| Mác thép | Chỉ dẫn về nhiệt luyện | Thời gian, h | Giá trị trung bình ứng suất rão 1%, MPa | |||||||||||||||||||||
| Nhiệt độ, 0C | ||||||||||||||||||||||||
| 740 | 750 | 760 | 770 | 780 | 790 | 800 | 810 | 820 | 830 | 840 | 850 | 860 | 870 | 880 | 890 | 900 | 910 | 920 | 930 | 940 | 950 | |||
| X 7 CrNi 18 9 | Q | 10.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 30.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| 50.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| 100.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| 150.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| 200.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| 250.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| X 7 CrNiTi 18 10 | Q | 10.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 30.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| 50.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| 100.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| 150.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| 200.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| 250.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| X 7 CrNiTNb18 10 | Q | 10.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 30.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| 50.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| 100.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| 150.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| 200.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| 250.000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| X 7 CrNiMo 17 12 | Q | 10.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 30.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| 50 000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
|
|
| 100.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 150.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| 200.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| 250.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| X 7 CrNiMoB 17 12 | Q | 10.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 30.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| 50.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| 100.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| 150.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| 200.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| 250.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| X 8 NiCrAlTi 32 21 TQ1*) | Q | 10.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 30.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| 50.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| 100.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| 150.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| 200.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| 250.000 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||
| X 7 NiCrAlTi 32 21 TQ1*) | Q | 10.000 | 58 | 55 | 52 | 49 | 46 | 44 | 41 | 38 | 36 | 33 | 30 | 28 | 26 | 23 | 21 | 19 | 18 | 16 | 15 | 14 | 13 | 12 |
| 30.000 | 47 | 45 | 42 | 39 | 37 | 35 | 33 | 31 | 29 | 26 | 24 | 22 | 20 | 18 | 16,5 | 15 | 14 | 13 | 12 | 11 | 10 | 9 | ||
| 50.000 | 42 | 40 | 38 | 35 | 33 | 31 | 29 | 27 | 25 | 23 | 21 | 19 | 17,5 | 16 | 14,5 | 13 | 12 | 11 | 10 | 9,3 | 8,6 | 8 | ||
| 100.000 | 37 | 35 | 32 | 30 | 28 | 26 | 25 | 23 | 21 | 19 | 17 | 16 | 15 | 13 | 12 | 11 | 9,9 | 9,0 | 8,3 | 7,6 | 7,0 | 6,4 | ||
| 150.000 | (34) | (32) | (30) | (26) | (26) | (24) | (22,5) | (20,5) | (18,5) | (17,5) | (16) | (14,5) | (13,5) | (12) | (10,5) | (9,5) | (8,7) | (7,9) | (7,2) | (6,6) | (6) | (5,5) | ||
| 200.000 | (32) | (30) | (28) | (26) | (24) | (22) | (21) | (19) | (17) | (16) | (15) | (13) | (12) | (11) | (9,6) | (8,7) | (7,9) | (7,1) | (6,5) | (5,9) | (5,4) | (4,9) | ||
| 250.000 | - | - | - | -- | - | - | - | - | - | - | - | - | - | - | -- | - | - | - | - | - | - | - | ||
Bảng B.10. Thành phần hóa học của thép tấm cácbon và hợp kim thấp (ISO 9329-2:1997)
| Mác thép | C | Si | Mn | P max | S max | Cr | Mo | Ni | V | Nb | AI max | Thành phần khác | |
| Thép cácbon | PH 23 | ≤ 0,17 | 0,10 đến 0,35 | 0,30 đến 0,80 | 0,035 | 0,035 | - | - | - | - | - | - | 2) |
| PH 26 | ≤ 0,21 | 0,10 đến 0,35 | 0,40 đến 1,20 | 0,035 | 0,035 | - | - | - | - | - | - | 2) | |
| PH 29 | ≤ 022 | 0,10 đến 0,40 | 0,65 đến 1,40 | 0,035 | 0,035 | - | - | - | - | - | - | 2) | |
| PH 35 | ≤ 0,223) | 0,15 đến 0,55 | 1,00 đến 1,503) | 0,035 | 0,035 | - | - | - | 4) | 4) | - | 2)4) | |
| Thép hợp kim thấp | 8 CrMo 4-5 | ≤ 0,15 | ≤ 0,50 | 0,30 đến 0,60 | 0,035 | 0,035 | 0,80 đến 1,25 | 0,45 đến 0,65 | - | - | - | 0,200 | 2) |
| 8CrMo 5-5 | ≤ 0,15 | 0,50 đến 1,00 | 0,30 đến 0,60 | 0,030 | 0,030 | 1,00 đến 1,50 | 0,45 đến 0,65 | - | - | - | 0,200 | 2) | |
| X11 CrMo 5 TA | 0,08 đến 0,15 | 0,15 đến 0,50 | 0,30 đến 0,60 | 0,030 | 0,030 | 4,00 đến 6,00 | 0,45 đến 0,65 | - | - | - | 0,200 | 2) | |
| X11 CrMo 5 TN+TT | 0,08 đến 0,15 | 0,15 đến 0,50 | 0,30 đến 0,60 | 0,030 | 0,030 | 4,00 đến 6,00 | 0,45 đến 0,65 | - | - | - | 0,200 | 2) | |
| 13 CrMo 4-5 | 0,10 đến 0,175) | 0,15 đến 0,35 | 0,40 đến 0,70 | 0,035 | 0,035 | 0,70 đến 1,10 | 0,45 đến 0,65 | - | - | - | 0,200 | 2) | |
| 16 Mo 3 | 0,12 đến 0,205) | 0,15 đến 0,35 | 0,40 đến 0,80 | 0,035 | 0,035 | - | 0,25 đến 0,35 | - | - | - | 0,200 | 2) | |
| 11 CrMo9-10TA | 0,08 đến 0,15 | 0,15 đến 0,40 | 0,30 đến 0,70 | 0,035 | 0,035 | 2,00 đến 2,50 | 0,90 đến 1,20 | - | - | - | 0,200 | 2) | |
| 11 CrMo9-10 TN+TT | 0,08 đến 0,15 | 0,15 đến 0,40 | 0,30 đến 0,70 | 0,035 | 0,035 | 2,00 đến 2,50 | 0,90 đến 1,20 | - | - | - | 0,200 | 2) | |
| 12 MoCrV 6-2 | 0,10 đến 0,15 | 0,15 đến 0,35 | 0,40 đến 0,70 | 0,035 | 0,035 | 0,30 đến 0,60 | 0,50 đến 0,70 | - | 0,22 đến 0,28 | - | 0,200 | 2) | |
| X11 CrMo 9-1TA | 0,08 đến 0,15 | 0,25 đến 1,00 | 0,30 đến 0,60 | 0,030 | 0,030 | 8,00 đến 10,00 | 0,90 đến 1,10 | - | - | - | 0,200 | 2) | |
| X11 CrMo9-1 TN+TT | 0,08 đến 0,15 | 0,25 đến 1,00 | 0.30 đến 0,60 | 0,030 | 0,030 | 8,00 đến 10,00 | 0,90 đến 1,10 | - | - | - | 0,200 | 2) | |
| X10 CrMoVNb 9-1 | 0,08 đến 0,12 | 0,20 đến 0,50 | 0,30 đến 0,60 | 0,020 | 0,020 | 8,00 đến 9,50 | 0,85 đến 1,05 | ≤ 0,40 | 0,18 đến 0,25 | 0,06 đến 0,10 | 0,200 | 2)6) | |
| 9 NiMnMoNb 5-4-4 | ≤ 0,17 | 0,25 đến 0,50 | 0,80 đến 1,20 | 0,030 | 0,030 | ≤ 0,30 | 0,25 đến 0,40 | 1.00 đến 1,30 | - | 0,015 đến 0,045 | 0,200 | Cu 0,05 đến 0,80 | |
| X20 CrMoNiV 11-1-1 | 0,17 đến 0,23 | 0,15 đến 0,50 | ≤ 1,00 | 0,030 | 0,030 | 10,00 đến 12,50 | 0,80 đến 1,20 | 0,30 đến 0,80 | 0,25 đến 0,35 | - | 0,200 | 2) | |
Bảng B.11. Cơ tính ở nhiệt độ trong phòng của ống thép cácbon và hợp kim thấp (ISO 9329-2:1997)
| Mác thép | Chỉ dẫn về nhiệt luyện | Thử kéo | Thử dát bẹp | Thử uốn | Thử nong | Thử uốn mép | Thử nén | |||||||||||||
| Giới hạn bền kéo Rm MPa | Giới hạn chảy Rch, hay Rp0,2 hay Rp0,5 đối với chiều dày thành, mm | Độ giãn dài, % | Hằng số K | Đường kính của trục uốn, mm | % tăng lên của Dl/D | % tăng lên của D, Dl/D | Ngang, J | Dọc, U | ||||||||||||
| T ≤ 16 MPa | 16 ≤ T ≤ 40 MPa | 40 ≤ T ≤ 60 MPa |
|
| ≤ 0,6 | >0,6 ≤ 0,8 | > 0,8 | ≤ 0,5 | > 0,5 ≤ 0,6 | > 0,6 ≤ 0,8 | > 0,8 ≤ 0,9 | > 0,9 | ||||||||
| Thép cácbon | PH 23 | N | 360 đến 480 | 235 | 225 | 215 | 25 | 23 | 0,09 | 3T | 12 | 15 | 19 | 30 | 25 | 15 | 10 | 8 | 27 | 35 |
| PH 26 | N | 410 đến 530 | 265 | 255 | 245 | 21 | 19 | 0,07 | 4T | 10 | 12 | 17 | 30 | 25 | 15 | 10 | 8 | 27 | 35 | |
| PH 29 | N | 460 đến 580 | 290 | 280 | 270 | 23 | 21 | 0,07 | 4T | 8 | 10 | 15 | 30 | 25 | 15 | 10 | 8 | 27 | 35 | |
| PH 35 | N | 510 đến 640 | 355 | 335 | 315 | 19 | 17 | 0,07 | 4T | 8 | 10 | 15 | 30 | 25 | 15 | 10 | 8 | 27 | 35 | |
| Thép hợp kim thấp | 8 CrMo 4-5 | N + T | 410 đến 560 | 206 | 205 | 205 | 22 | 20 | 0,08 | 4T | 8 | 10 | 15 | - | - | - | - | - | 27 | 35 |
| 8CrMo 5-5 | N + T | 410 đến 560 | 205 | 205 | 205 | 22 | 20 | 0,08 | 4T | 8 | 10 | 15 | - | - | - | - | - | 27 | 35 | |
| X11 CrMo 5 TA | A | 430 đến 580 | 175 | 175 | 175 | 22 | 18 | 0,07 | 4T | 8 | 10 | 15 | 30 | 20 | 10 | 8 | 6 | 27 | 35 | |
| X11 CrMo 5 TN+TT | N + T | 480 đến 640 | 280 | 280 | 280 | 20 | 18 | 0,07 | 4T | 8 | 10 | 15 | 30 | 10 | 10 | 8 | 6 | 27 | 35 | |
| 13 CrMo 4-5 | N + T | 440 đến 590 | 2906) | 290 | 280 | 22 | 20 | 0,07 | 4T | 8 | 10 | 15 | 30 | 20 | 10 | 8 | 6 | 27 | 35 | |
| 16 Mo 3 | N | 450 đến 600 | 2706) | 270 | 260 | 22 | 20 | 0,07 | 4T | 8 | 10 | 15 | 30 | 20 | 10 | 8 | 6 | 277) | 357) | |
| 11 CrMo9-10TA | A | 410 đến 560 | 205 | 205 | 205 | 22 | 20 | 0,08 | 4T | 8 | 10 | 15 | - | - | - | - | - | 27 | 35 | |
| 11 CrMo9-10 TN+TT | N + T | 480 đến 630 | 280 | 280 | 280 | 20 | 18 | 0,07 | 4T | 8 | 10 | 15 | 30 | 20 | 10 | 8 | 6 | 27 | 35 | |
| 12 MoCr 6-2 | N + T | 460 đến 610 | 320 | 320 | 310 | 20 | 18 | 0,05 | 4T | 8 | 10 | 15 | 30 | 20 | 10 | 8 | 6 | 276) | 358) | |
| X11 CrMo 9-1 TA | A | 440 đến 620 | 205 | 205 | 205 | 20 | 18 | 0.07 | 4T | 8 | 10 | 15 | 30 | 20 | 10 | 8 | 6 | 27 | 35 | |
| X11 CrMo 9-1 TN+TT | N + T | 590 đến 740 | 390 | 390 | 390 | 18 | 16 | 0,07 | 4T | 8 | 10 | 15 | 30 | 20 | 10 | 8 | 6 | 27 | 35 | |
| X10 CrMoVNb 9-1 | N + T | 590 đến 770 | 415 | 415 | 415 | 20 | 16 | 0,07 | 4T | 8 | 10 | 15 | 30 | 20 | 10 | 8 | 6 | 27 | 35 | |
| 9 NiMnMoNb 5-4-4 | N + T | 610 đến 780 | 440 | 440 | 440 | 19 | 17 | 0,05 | 4T | 8 | 10 | 15 | 30 | 20 | 10 | 8 | 6 | 27 | 36 | |
| X20 CrMoNiV 11-1-1 | N + T | 690 đến 840 | 490 | 490 | 490 | 17 | 14 | 0,05 | 4T | 6 | 8 | 12 | 30 | 20 | 10 | 8 | 6 | 276) | 358) | |
Bảng B.12. Cơ tính ở nhiệt độ phòng của ống thép cácbon và hợp kim thấp (ISO 9329-2:1997)
| Mác thép | Chỉ dẫn về nhiệt luyện | Chiều dày thép, mm | Giới hạn chảy Rp0,2, MPa | ||||||||||
| Nhiệt độ 0C | |||||||||||||
| 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | ||||
| Thép cácbon | PH 23 | N | ≤ 16 >16 ≤ 40 > 40 ≤ 60 | 185 183 172 | 165 164 159 | 145 145 145 | 127 127 127 | 116 116 116 | 110 110 110 | 106 106 106 | - - - | - - - | - - - |
| PH 26 | N | ≤ 16 > 16 ≤ 40 > 40 ≤ 60 | 216 213 204 | 194 192 188 | 171 171 171 | 152 152 152 | 141 141 141 | 134 134 134 | 130 130 130 | - - - | - - - | - - - | |
| PH 29 | N | ≤ 16 > 16 ≤ 40 > 40 ≤ 60 | 247 242 236 | 223 220 217 | 198 198 198 | 177 177 177 | 167 167 167 | 158 158 158 | 153 153 153 | - - - | - - - | - - - | |
| PH 35 | N | ≤ 60 | 270 | 255 | 235 | 215 | 200 | 180 | 170 | - | - | - | |
| Thép hợp kim thấp | 8 CrMo 4-5 | N + T | ≤ 60 | 186 | 181 | 179 | 174 | 167 | 157 | 151 | 143 | - | - |
| 8CrMo 5-5 | N + T | ≤ 60 | 186 | 181 | 179 | 174 | 167 | 157 | 151 | 143 | - | - | |
| X11 CrMo 5 TA | A | ≤ 60 | - | 118 | 116 | 115 | 114 | 113 | 111 | - | - | - | |
| X11 CrMo 5 TN+TT | N + T | ≤ 60 | 237 | 230 | 223 | 216 | 206 | 196 | 181 | 167 | - | - | |
| 13 CrMo 4-5 | N + T | ≤ 60 | 230 | 220 | 210 | 183 | 169 | 164 | 161 | 156 | 150 | 140 | |
| 16 Mo 3 | N | ≤ 60 | 237 | 224 | 205 | 173 | 159 | 155 | 150 | 145 | - | - | |
| 11 CrMo9-10TA | A | ≤ 60 | 187 | 186 | 186 | 186 | 186 | 186 | 181 | 173 | - | - | |
| 11 CrMo9-10 TN+TT | N + T | ≤ 60 | 241 | 233 | 224 | 219 | 212 | 207 | 194 | 180 | 160 | 130 | |
| 12 MoCr 6-2 | N + T | ≤ 60 | - | 235 | 218 | 196 | 184 | 177 | 167 | 156 | - | - | |
| X11 CrMo 9-1 TA | A | ≤ 60 | - | 118 | 112 | 1o6 | 102 | 99 | 96 | 94 | - | - | |
| X11 CrMo 9-1 TN+TT | N + T | ≤ 60 | - | 334 | 330 | 325 | 322 | 316 | 310 | 290 | 235 | - | |
| X10 CrMoVNb 9-1 | N + T | ≤ 60 | - | 380 | 370 | 360 | 360 | 340 | 325 | 300 | 260 | 200 | |
| 9 NiMnMoNb 5-4-4 | N + T | ≤ 60 | 412 | 402 | 392 | 382 | 373 | 343 | 304 | - | - | - | |
| X20 CrMoNiV 11-1-1 | N + T | ≤ 60 | - | 349 | 326 | 317 | 310 | 305 | 292 | 272 | - | - | |
Bảng B.13. Thành phần hóa học của ống thép hàn điện cácbon và hợp kim thấp (ISO 9330-2:1997)
| Mác thép | C | Si | Mn | Pmax | Smax | Cr | Mo | AI tổng cộng max | |
| Thép cácbon | PH 23 | ≤ 0,17 | ≤ 0,35 | 0,40 đến 1,20 | 0,035 | 0,030 | - | - | - |
| PH 26 | ≤ 0,20 | ≤ 0,35 | 0,50 đến 1,40 | 0,035 | 0,030 | - | - | - | |
| PH 29 | ≤ 0,20 | ≤ 0,35 | 0,90 đến 1,50 | 0,035 | 0,030 | - | - | - | |
| PH 35 | ≤ 0,22 | ≤ 0,35 | 0,90 đến 1,60 | 0,035 | 0,030 | - | - | - | |
| Thép hợp kim thấp | 16 Mo 3 | 0,12 đến 0,20 | 0,15 đến 0,35 | 0,40 đến 0,90 | 0,035 | 0,030 | ≤ 0,30 | 0,25 đến 0,35 | 0,020 |
| 13 CrMo 4-5 | 0,08 đến 0,18 | 0,15 đến 0,35 | 0,40 đến 1,00 | 0,035 | 0,030 | 0,70 đến 1,15 | 0,40 đến 0,60 | 0,020 | |
| 11 CrMo 9-10 | 0,08 đến 0,15 | 0,15 đến 0,50 | 0,30 đến 0,70 | 0,035 | 0,030 | 2,00 đến 2,50 | 0,90 đến 1,10 | 0,020 | |
Bảng B.14. Có tính ở nhiệt độ phòng của ống thép hàn điện cácbon và hợp kim thấp (ISO 9330-2:1997)
| Mác thép | Chỉ dẫn về nhiệt luyện | Thử kéo | Thử uốn | Thử nong | Thử uốn mép | ||||||||||
| Độ bền kéo Rm, MPa | Giới hạn chảy ReH hay Rp0,1, hay Rl0,1, min MPa | Độ giãn dài Amin MPa % | Đường kính của trục, mm | % tăng Iên của D, DI/D | % tăng lên của D, DI/D | ||||||||||
|
|
| ≤ 0,6 | > 0,6 ≤ 0,8 | > 0,8 | ≤ 0,5 | > 0,5 ≤ 0,6 | > 0,6, ≤ 0,8 | > 0,8 ≤ 0,9 | > 0,9 | ||||||
| Thép cácbon | PH 23 | N | 360 đến 480 | 235 | 25 | 23 | 3T | 12 | 15 | 19 | 30 | 25 | 15 | 10 | 8 |
| PH 26 | N | 410 đến 510 | 265 | 23 | 21 | 4T | 10 | 12 | 17 | 30 | 25 | 15 | 10 | 8 | |
| PH 27 | N | 460 đến 580 | 270 | 21 | 19 | 4T | 8 | 10 | 15 | 30 | 25 | 15 | 10 | 8 | |
| PH 35 | N | 510 đến 640 | 355 | 19 | 17 | 4T | 8 | 10 | 15 | 30 | 25 | 15 | 10 | 8 | |
| Thép hợp kim thấp | 16 Mo 3 | N | 450 đến 600 | 2703) | 22 | 20 | 4T | 8 | 10 | 15 | 30 | 20 | 10 | 8 | 6 |
| 13CrMo 4-5 | N+T | 440 đến 590 | 2903) | 22 | 20 | 4T | 8 | 10 | 15 | 30 | 20 | 10 | 8 | 6 | |
| 11 CrMo 9-10 | N+T | 480 đến 630 | 280 | 20 | 18 | 4T | 8 | 10 | 15 | 30 | 20 | 10 | 8 | 6 | |
Bảng B.15. Giới hạn chảy 0,2% nhỏ nhất ở nhiệt độ cao của ống thép hàn điện cácbon và hợp kim thấp (ISO 9330-2: 1997)
| Mác thép | Chỉ dẫn về nhiệt luyện | Giới hạn chảy Rp0,2, Mpa | ||||||||||
| Nhiệt độ 0C | ||||||||||||
| 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | |||
| Thép cácbon | PH 23 | N | 185 | 165 | 145 | 127 | 116 | 110 | 106 | - | - | - |
| PH 26 | N | 216 | 194 | 171 | 152 | 141 | 134 | 130 | - | - | - | |
| PH 27 | N | 247 | 223 | 198 | 177 | 167 | 158 | 153 | - | - | - | |
| PH 35 | N | 270 | 255 | 235 | 215 | 200 | 180 | 170 | - | - | - | |
| Thép hợp kim thấp | 16 Mo 3 | N | 237 | 224 | 205 | 173 | 159 | 155 | 150 | 145 | - | - |
| 13 CrMo 4-5 | N + T | 230 | 220 | 210 | 183 | 169 | 164 | 161 | 156 | 150 | 145 | |
| 11 CrMo 9-10 | N + T | 241 | 233 | 224 | 219 | 212 | 207 | 194 | 180 | -160 | 137 | |
Bạn chưa Đăng nhập thành viên.
Đây là tiện ích dành cho tài khoản thành viên. Vui lòng Đăng nhập để xem chi tiết. Nếu chưa có tài khoản, vui lòng Đăng ký tại đây!
