- Tổng quan
- Nội dung
- Tiêu chuẩn liên quan
- Lược đồ
- Tải về
Tiêu chuẩn Việt Nam TCVN 7478:2005 ISO 6549:1999 Quy trình xác định điểm H và điểm R
| Số hiệu: | TCVN 7478:2005 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Cơ quan ban hành: | Bộ Khoa học và Công nghệ | Lĩnh vực: | Giao thông |
|
Ngày ban hành:
Ngày ban hành là ngày, tháng, năm văn bản được thông qua hoặc ký ban hành.
|
2005 |
Hiệu lực:
|
Đã biết
|
| Người ký: | Đang cập nhật |
Tình trạng hiệu lực:
Cho biết trạng thái hiệu lực của văn bản đang tra cứu: Chưa áp dụng, Còn hiệu lực, Hết hiệu lực, Hết hiệu lực 1 phần; Đã sửa đổi, Đính chính hay Không còn phù hợp,...
|
Đã biết
|
TÓM TẮT TIÊU CHUẨN VIỆT NAM TCVN 7478:2005
Nội dung tóm tắt đang được cập nhật, Quý khách vui lòng quay lại sau!
 Tiêu chuẩn Việt Nam TCVN 7478:2005 DOC (Bản Word)
Tiêu chuẩn Việt Nam TCVN 7478:2005 DOC (Bản Word)TIÊU CHUẨN VIỆT NAM
TCVN 7478:2005
ISO 6549:1999
PHƯƠNG TIỆN GIAO THÔNG ĐƯỜNG BỘ – QUY TRÌNH XÁC ĐỊNH ĐIỂM H VÀ ĐIỂM R
Road vehicles – Procedure for H- and R-point determination
Lời nói đầu
TCVN 7478:2005 hoàn toàn tương đương với ISO 6549:1999
TCVN 7478:2005 do Ban kỹ thuật tiêu chuẩn TCVN/TC 22 Phương tiện giao thông đường bộ và Cục Đăng kiểm Việt Nam biên soạn, Tổng cục Tiêu chuẩn - Đo lường - Chất lượng đề nghị, Bộ Khoa học và Công nghệ ban hành
PHƯƠNG TIỆN GIAO THÔNG ĐƯỜNG BỘ – QUI TRÌNH XÁC ĐỊNH ĐIỂM H VÀ ĐIỂM R
Road vehicles – Procedure for H- and R-point determination
1 Phạm vi áp dụng
Tiêu chuẩn này qui định máy đo điểm H ba chiều (gọi tắt là máy 3DH) dùng để xác định điểm H thực tế và góc thân nguời của ghế nhằm mục đích so sánh với điểm ngồi chuẩn và góc thân người thiết kế của nhà sản xuất. Máy 3DH còn được sử dụng để kiểm tra một vị trí thiết kế đã định của ghế và không phải là thiết bị đo hoặc chỉ báo mức độ thuận tiện của người ngồi
Tiêu chuẩn này chỉ áp dụng cho các loại xe ô tô thoả mãn điều kiện sau (sau đây gọi tắt là xe):
a) khoảng cách theo phương thẳng đứng giữa điểm đặt gót chân của người lái và điểm ngồi chuẩn nhỏ hơn 550 mm
b) góc thân người nghiêng về phía sau so với phương thẳng đứng lớn hơn 50 hoặc đường tâm của đùi được chỉ báo bằng thanh đùi có độ nghiêng lớn hơn 50 về phía trên so với mặt phẳng nằm ngang
2 Tiêu chuẩn viện dẫn
TCVN 6211:2003 (ISO 3833-1977): Phương tiện giao thông đường bộ – Kiểu – Thuật ngữ và định nghĩa
ISO 4130 Road vehicles – Three-dimensional reference system and fiducial marks – Definitions
(Phương tiện giao thông đường bộ – Hệ qui chiếu 3 chiều và dấu chuẩn - Định nghĩa)
3 Thuật ngữ định nghĩa
Tiêu chuẩn này sử dụng các thuật ngữ định nghĩa của tiêu chuẩn TCVN 6211:2003 và các thuật ngữ dưới đây:
3.1 Máy 3DH (three-dimensional H point machine): thiết bị sử dụng để xác định điểm H thực tế và góc thân người thực tế trên xe.
3.2 Điểm-H (H-point): giao điểm của đường thân máy với đường tâm thanh đùi của máy 3DH, tâm này mô phỏng tâm trục quay của thân và đùi người và được sử dụng để xác định điểm H thực tế
Chú thích: Tâm trục quay nằm trên mặt phẳng đối xứng của máy 3DH và nằm chính giữa các nút ngắm ở hai bên của điểm H của máy 3DH
3.2.1 Điểm ngồi chuẩn (còn gọi là Điểm-R hoặc SgRP hoặc Điểm-H thiết kế) (seating reference point, R-point, SgRP, design H-point): điểm do nhà sản xuất công bố đối với điểm-H thiết kế, hoặc điểm-R, hoặc SgRP, điểm này phải:
a) là điểm chuẩn cơ sở được sử dụng để thiết lập các trang bị và kích thước phù hợp với người ngồi
b) mô phỏng vị trí của tâm trục quay của thân và đùi người;
c) có hệ tọa độ được thiết lập phù hợp với kết cấu của xe thiết kế
d) thiết lập được vị trí thiết kế của điểm-H của ghế hành khách hoặc ghế lái xe ở vị trí xa nhất về phía sau đối với mỗi vị trí ngồi đã định, điểm này phải tính toán cho tất cả các dạng điều chỉnh của ghế như: điều chỉnh nằm ngang, thẳng đứng và điều chỉnh nghiêng, nhưng không bao gồm các dịch chuyển của ghế sử dụng cho các mục đích khác với mục đích để ngồi hoặc ngồi lái thông thường
3.2.2 Điểm-H thực tế (actual H-point): điểm-H đo tại tâm trục quay của đường thân máy và đường tâm thanh đùi của máy 3DH, sử dụng một trong các chiều dài cẳng chân thích hợp được chỉ ra trong hình 1, với ghế được đặt tại điểm ngồi chuẩn do nhà sản xuất qui định
3.3 Góc thân máy (torso angle): góc nằm trên mặt phẳng đối xứng của máy và được tạo thành bởi đường thẳng đứng và đường thẳng tiếp xúc với lưng máy 3DH.
3.3.1 Đường thân máy (torso line): đường tâm của ống thân máy tại vị trí nghiêng hết về phía sau (xem hình 2).
Chú thích: đường thân máy đi qua điểm-H và song song với phần phẳng của lưng máy dùng để xác định góc thân máy.
3.3.2 Góc thân máy thực tế (actual torso angle): góc giữa đường thẳng đứng đi qua điểm-H thực tế và đường thân của máy 3DH được lắp đặt theo trình tự nêu tại điều 5.
Chú thích: Giá trị của góc thân máy được đọc trên thước đo góc hông và thước đo này đặt phía dưới ni vô cân bằng góc thân máy của máy 3DH.
3.3.3 Góc thân máy thiết kế (design torso angle): góc giữa đường thẳng đứng đi qua điểm ngồi chuẩn và đường thân máy.
Chú thích: Góc này do nhà sản xuất qui định.
3.4 Mặt phẳng đối xứng của người ngồi (centreplane of occupant – C/LO); mặt phẳng tọa độ Y của điểm-R, tại mỗi một vị trí ngồi thiết kế
Chú thích: - Đối với các ghế đơn trên xe, mặt phẳng đối xứng của ghế là mặt phẳng đối xứng của người ngồi. Đối với ghế băng, mặt phẳng đối xứng của người ngồi do nhà sản xuất qui định.
- Một số tiêu chuẩn viết tắt là CPO
3.5 Điểm đặt gót chân của người lái (operator heel point): giao điểm của gót chân phải của máy 3DH với bề mặt của tấm phủ sàn bị đè xuống hoặc với tấm đỡ gót chân khi ghế của người lái được đặt ở vị trí ngồi chuẩn
3.6 Góc bàn chân ( foot angle ): góc giữa đường tâm của cẳng chân phía dưới và đường tiếp tuyến với đáy của bàn chân bên phải để trần
Chú thích: thiết bị đo góc gắn vào bàn chân của máy 3DH dùng để chỉ giá trị của góc bàn chân. Góc của bàn chân có giầy nhỏ hơn 6,50 so với góc của bàn chân để trần là do lòng giầy và chiều dày của gót giầy.
4 Mô tả máy 3DH
Thân và mông của máy 3DH (xem hình 2) đại diện cho thân và vòng mông của người trưởng thành
Thân và mông máy được làm bằng chất dẻo gia cường và kim loại, tương tự như thân và đùi người và được lắp bằng bản lề tại điểm-H thực tế để đo góc thân người thực tế. Một thanh đùi điều chỉnh được chiều dài, được lắp vào mông tạo thành đường tâm đùi và sử dụng làm đường cơ sở của thước đo góc hông
Các phần cẳng chân phía dưới chỉ điều chỉnh được chiều dài được nối với cụm mông bằng thanh chữ T nối hai đầu gối. Thanh chữ T là phần nối thêm bên cạnh của thanh đùi điều chỉnh được. Thước đo góc được lắp vào các phần cẳng chân phía dưới để đo góc của đầu gối. Cụm giầy và bàn chân được điều chỉnh để đo góc bàn chân. Các cữ chặn được lắp vào đùi và các phần cẳng chân phía dưới cho nhóm người trưởng thành có kích cỡ thứ 50 và thứ 95 (xem hình 1) (sau đây gọi tắt là nhóm 50, nhóm 95). Hai ni vô dùng để xác định mức thăng bằng của máy 3DH. Các khối lượng thành phần của thân được đặt vào các trọng tâm tương ứng để có lực đặt vào ghế bằng khối lượng của một người đàn ông nặng 76 kg. Tất cả các khớp nối của máy 3DH phải được kiểm tra sao cho di chuyển nhẹ nhàng và không có sự cọ sát nào có thể nhận thấy được (1).
Chú thích (1): Đối với các ghế có các đường ôm lớn tạo thành giá đỡ đặc biệt cho lái xe với khi rẽ với lực ngang lớn thì máy 3DH không xác định được chính xác điểm-H.
5 Qui trình lắp đặt của máy 3DH
5.1 Xe phải được đặt trong điều kiện theo chỉ dẫn của nhà sản xuất, ở nhiệt độ (20 - 10)0C để bảo đảm nhiệt độ của vật liệu làm ghế bằng nhiệt độ phòng. Nếu ghế dùng để đo là ghế chưa có người ngồi lần nào thì một người hoặc thiết bị có khối lượng từ 70 kg đến 80 kg phải được đặt lên ghế để đè đệm và đệm tựa lưng xuống. Theo yêu cầu của nhà sản xuất, tất cả các cụm ghế phải ở trạng thái không chất tải ít nhất 30 phút trước khi lắp đặt máy 3DH..
5.2 Các kích thước được đo theo hệ qui chiếu 3 chiều trên các xe có dấu chuẩn (xem ISO 4130) theo chỉ dẫn của nhà sản xuất. Ghế phải được đặt vào điểm ngồi chuẩn và có tất cả các cơ cấu điều chỉnh theo chỉ dẫn của nhà sản xuất. Đối với các ghế có cơ cấu điều chỉnh thẳng đứng độc lập hoặc có cơ cấu treo, chiều thẳng đứng phải được cố định chắc chắn tại vị trí theo chỉ dẫn của nhà sản xuất.
5.3 Phải có một lớp vải sợi bông mỏng bọc ghế tại vị trí đặt máy. Lớp vải bông mỏng bọc ghế phải là loại vải bông sợi thô, kết cấu dệt hoặc đan và có các đặc tính sau: 18,9 sợi/cm2 và 0,228 kg/m2, tấm vải bọc phải có kích thước đủ lớn để không cho máy tiếp xúc trực tiếp với ghế. Nếu thực hiện đo đối với ghế không lắp trên xe, một miếng phủ sàn thích hợp hoặc tương đương phải được đặt bên dưới các bàn chân của máy 3DH
5.4 Đặt ghế và cụm thân của máy 3DH sao cho mặt phẳng đối xứng của người ngồi (C/LO) trùng với mặt phẳng đối xứng của máy. Theo yêu cầu của nhà sản xuất, mặt phẳng đối xứng của máy 3DH phải được di chuyển vào phía bên trong đối với C/LO nếu máy 3DH được đặt xa ra phía ngoài đến mức mà mép ghế không cho phép cân bằng máy 3DH. Khi máy 3DH đã được di chuyển vào phía bên trong một khoảng cách cần thiết cho phép cân bằng được máy thì khoảng cách từ mặt phẳng trung tuyến dọc của xe đến mặt phẳng đối xứng của máy 3DH phải được ghi vào biên bản đo.
5.5 Điều chỉnh cẳng chân đến chiều dài thích hợp theo chỉ dẫn trong hình 1.
5.6 Lắp đặt cụm bàn chân và cẳng chân phía dưới vào cụm mông bằng cách sử dụng thanh chữ T và cụm cẳng chân phía dưới hoặc lắp riêng từng phần. Đường thẳng đi qua nút ngắm điểm H phải song song với mặt đỗ xe và vuông góc với mặt phẳng trung tuyến dọc của ghế.
5.7 Vị trí bàn chân và cẳng chân của máy 3DH phải thoả mãn yêu cầu trong 5.7.1 và 5.7.2
5.7.1 Đối với ghế người lái
5.7.1.1 Đối với chiều dài cẳng chân của nhóm 50
Bàn chân và cẳng chân phải được di chuyển về phía trước sao cho bàn chân nằm ở vị trí tự nhiên. Nếu đế giầy phải của máy không chạm vào bàn đạp chân ga, cả hai bàn chân phải đặt ở vị trí tự nhiên trên sàn, với các cẳng chân kéo dài giữa các bàn đạp nếu cần thiết. Trong trường hợp này điểm đặt gót chân phải theo chỉ dẫn của nhà sản xuất. Ni vô phải báo máy ở vị trí cân bằng ngang, nếu không phải điều chỉnh lại cụm mông hoặc điều chỉnh cụm cẳng chân và bàn chân về phía trước hoặc phía sau để có được mức cân bằng ngang này.
5.7.1.1.1 Bàn chân trái phải được đặt trên sàn hoặc trên phần mũi giầy và được đặt với khoảng cách gần như đối xứng với bàn chân phải qua mặt phẳng đối xứng của máy 3DH. Đường thẳng đi qua nút ngắm điểm H phải được duy trì song song với mặt đỗ xe và vuông góc với mặt phẳng trung tuyến dọc của ghế.
5.7.1.1.2 Nếu cẳng chân trái không thể giữ song song với cẳng chân phải và bàn chân trái không thể đỡ được bằng kết cấu thì phải điều chỉnh chiều dài cẳng chân trái phía dưới và/hoặc góc bàn chân trái và di chuyển bàn chân trái cho đến khi được đỡ bằng kết cấu. Phải duy trì sự thẳng hàng của nút ngắm. Các bộ phận của cẳng chân phải được siết chặt lại.
5.7.1.1.3 Trong trường hợp khi điểm đặt gót chân phải của máy nằm trên phần mũi giầy thay cho sàn thì bàn chân phải tạo thành góc không nhỏ hơn 870, bàn chân phải được di chuyển cho đến khi gót chân chạm vào giao điểm của mũi giầy và tấm phủ sàn. Sau đó phải quay bàn chân cho đến khi nó tiếp xúc với chân ga.
5.7.1.2 Đối với chiều dài cẳng chân của nhóm 95
Cụm cẳng và bàn chân phải phải được đặt trên chân ga và gót chân trên sàn càng về phía trước càng tốt theo chỉ dẫn của nhà sản xuất. Tuy nhiên góc của bàn chân không được nhỏ hơn 870.
Điều này có được bằng cách gắn một chốt chặn vào cụm bàn chân của máy 3DH. Đế giầy phải chạm vào và đè xuống bàn đạp chân ga nếu nhà sản xuất yêu cầu.
5.7.1.2.1 Xem 5.7.1.1.1
5.7.1.2.2 Xem 5.7.1.1.2.
5.7.1.2.3 Xem 5.7.1.1.3.
5.7.2 Đối với ghế hành khách
5.7.2.1 Đối với tất cả các ghế hành khách, đặt các bàn chân dài 254 mm về hai phía, tâm trùng tâm và cách đều mặt phẳng đối xứng của máy 3DH, ngoại trừ trường hợp có qui định khác của nhà sản xuất. Góc của bàn chân trài và bàn chân phải không được nhỏ hơn 870, không cần thiết phải bằng nhau.
5.7.2.2 Đối với ghế ngoài cùng phía trước: đối với nhóm có chiều dài cẳng chân nằm trong nhóm 50 hoặc nhóm 95 thì thực hiện theo trình tự cho trong 5.7.1.1
5.7.2.3 Đối với ghế ngoài cùng phía sau: Nếu các bàn chân để trên các bộ phận của sàn có độ cao khác nhau thì bàn chân đầu tiên tiếp xúc với ghế phía trước được coi là chuẩn. Bàn chân khác phải được bố trí sao cho máy 3DH đạt được cân bằng ngang.
5.7.2.4 Đối với ghế ở giữa, phía trước hoặc phía sau: nếu điểm H được xác định đối với ghế ở giữa thì các bàn chân phải được đặt ở hai bên của phần nhô lên của sàn xe nếu có phần nhô này.
5.8 Lắp gia trọng của cẳng chân phía dưới, gia trọng của đùi và ni vô của máy 3DH
5.9 Kéo nghiêng lưng máy về phía trước cho tới khi tựa vào cữ chặn phía trước và kéo máy 3DH ra khỏi đệm tựa lưng bằng cách sử dụng thanh chữ T. Đặt lại vị trí máy 3DH trên ghế bằng một trong các cách sau:
5.9.1 Nếu máy 3DH có xu hướng trượt về phía sau, thực hiện theo trình tự sau: cho máy 3DH trượt về phía sau cho đến khi không còn lực nằm ngang hướng về phía trước tác dụng vào thanh chữ T nữa, tức là cho đến khi mông máy tiếp xúc với đệm tựa lưng. Nếu cần thiết, đặt lại vị trí cẳng chân phía dưới.
5.9.2 Nếu máy 3DH không có xu hướng trượt về phía sau, thực hiện theo trình tự sau: trượt máy 3DH về phía sau bằng cách tác dụng một lực nằm ngang hướng về phía sau vào thanh chữ T cho đến khi mông máy tiếp xúc với đệm tựa lưng (xem hình 2)
5.10 Tác dụng một lực (100 – 10)N vào máy 3DH tại giao điểm của thước đo góc hông và thanh chữ T. Hướng tác dụng của lực phải được duy trì theo đường thẳng đi qua giao điểm nêu trên tới một điểm ở ngay phía trên thanh đùi. Sau đó quay cẩn thận lưng máy đến khi tiếp xúc với đệm tựa lưng. Phải thực hiện các bước còn lại sao cho máy 3DH không trượt về phía trước.
5.11 Lắp đặt các khối gia trọng của mông trái và mông phải và sau đó lắp lần lượt 8 gia trọng thân máy. Phải duy trì sự cân bằng của máy.
5.12 Kéo nghiêng lưng máy về phía trước để khử ứng suất lên đệm tựa lưng. Nếu nhà sản xuất yêu cầu, có thể lắc máy 3DH sang 2 phía với góc 100 (50 mỗi bên so với mặt phẳng đối xứng thẳng đứng) trong ba chu kỳ để khử ma sát tích luỹ giữa máy và ghế.
Trong quá trình lắc máy 3DH, thanh chữ T của máy có thể làm lệch sự điều chỉnh thẳng đứng và nằm ngang quy định. Vì vậy thanh chữ T phải được giữ bằng cách đặt một lực bên cạnh thích hợp trong suốt quá trình lắc. Phải làm cẩn thận trong khi giữ thanh chữ T và lắc máy 3DH để bảo đảm không bị một lực bên ngoài nào đó tác dụng theo phương thẳng đứng hoặc từ phía trước và phía sau.
Các bàn chân của máy 3DH không bị chặn hoặc bị giữ lại trong khi thực hiện bước này. Nếu vị trí các bàn chân thay đổi, chúng phải được trả về vị trí cũ ngay sau đó.
5.12.1 Quay lưng máy đến khi tiếp xúc với đệm tựa lưng và điều chỉnh lại mức cân bằng của máy bằng ni vô. Nếu có bàn chân nào đó bị dịch chuyển trong khi lắc máy 3DH, chúng phải được đặt lại vị trí như sau:
Lần lượt nâng từng bàn chân lên khỏi sàn với một khoảng cách tối thiểu cần thiết cho đến khi bàn chân không bị dịch chuyển thêm nữa. Trong quá trình nâng, các bàn chân có thể quay tự do được và không được đặt vào các tải trọng phía trước hoặc phía bên cạnh. Khi mỗi một bàn chân được đặt trở lại vị trị bên dưới, gót chân phải tiếp xúc với sàn.
5.12.2 Nếu mông máy không cân bằng sau khi thực hiện xong bước này, đặt một tải trọng bên cạnh vào vào đỉnh của toàn bộ lưng máy sao cho mông máy 3DH ngang bằng trên ghế.
5.13 Giữ thanh chữ T để máy 3DH trên đệm ghế không bị trượt về phía trước, tiếp tục thực hiện như sau:
5.13.1 Quay lưng máy đến khi tiếp xúc với đệm tựa lưng
5.13.2 Lần lượt tác dụng và thôi tác dụng một lực nằm ngang không quá 25N hướng về phía sau vào ống thân máy với chiều cao xấp xỉ bằng độ cao trọng tâm của các gia trọng của thân máy cho đến khi thước đo góc hông báo đã đạt được vị trí ổn định sau khi thôi tác dụng lực. Phải thận trọng trong khi thực hiện để đảm bảo rằng không có các lực bên ngoài hướng xuống dưới hoặc phía bên cạnh tác dụng vào máy 3DH. Nếu cần phải điều chỉnh tới mức cân bằng khác, quay lưng máy về phía trước, điều chỉnh lại mức cân bằng và lặp lại các bước trong 5.12.
5.14 Ghi vào biên bản tất cả các phép đo và các chiều dài cẳng chân đã sử dụng đối với mỗi một vị trí ghế được đo.
5.14.1 Tọa độ của điểm H thực tế được đo theo hệ qui chiếu ba chiều. Điểm-H thực tế được đo theo nút ngắm điểm H trên mỗi một phía của máy 3DH và điểm H thực tế là điểm giữa của chúng.
5.14.2 Nếu phải thực hiện phép đo góc thân người thực tế, quay ống thân người đến vị trí ngả hết về phía sau và điều chỉnh mức cân bằng của góc thân người. Góc thân người thực tế có thể đọc được từ thước đo góc hông.
5.15 Nếu phải thực hiện lại việc lắp đặt máy 3DH, cụm ghế phải được đưa trở lại trạng thái không tải với khoảng thời gian ít nhất 30 phút trước khi lắp đặt lại. Không được đặt gia trọng cho máy 3DH lên ghế ngồi lâu hơn thời gian cần thiết để thực hiện đo.
Kích thước đo bằng mm
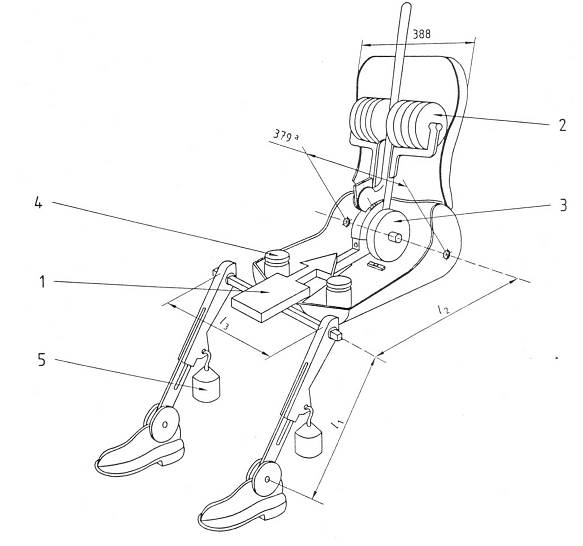
| Kích thước | Nhóm 50 | Nhóm 95 |
| l1 | 417,5 | 459 |
| l2 | 431,5 | 456 |
| l3 | Thay đổi từ 108 đến 424 | |
Chú thích:
1. Hướng và điểm đặt của lực 4. Các gia trọng của đùi
2. Các gia trọng của thân 5. Các gia trọng của cẳng chân
3. Các gia trọng của mông a. Lỗ ra của nút ngắm điểm H
Hình 1. Kích thước của các bộ phận máy 3DH và phân bố tải trọng
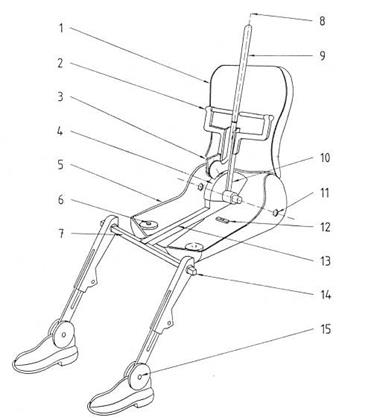
Chú thích:
1. Lưng máy 9. ống thân máy
2. Giá lắp gia trọng thân 10. Thước đo góc thân máy
3. Ni vô cân bằng góc thân máy 11. Trục quay điểm H
4. Thước đo góc hông 12. Ni vô cân bằng ngang
5. Mông máy 13. Thanh đùi
6. Đệm gia trọng đùi 14. Thước đo góc đầu gối
7. Thanh chữ T nối 2 đầu gối 15. Thước đo góc bàn chân
8. Đường thân máy
Hình 2. Các bộ phận của máy 3DH
THƯ MỤC
[1] TCVN 7359:2003 (ISO 4131:1979) : Phương tiện giao thông đường bộ – Mã kích thước ô tô con
Bạn chưa Đăng nhập thành viên.
Đây là tiện ích dành cho tài khoản thành viên. Vui lòng Đăng nhập để xem chi tiết. Nếu chưa có tài khoản, vui lòng Đăng ký tại đây!
