- Tổng quan
- Nội dung
- Tiêu chuẩn liên quan
- Lược đồ
- Tải về
Tiêu chuẩn Quốc gia TCVN 3844:2007 ISO 9633:2001 Xích xe đạp-Đặc tính và phương pháp thử
| Số hiệu: | TCVN 3844:2007 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Cơ quan ban hành: | Bộ Khoa học và Công nghệ | Lĩnh vực: | Công nghiệp |
|
Ngày ban hành:
Ngày ban hành là ngày, tháng, năm văn bản được thông qua hoặc ký ban hành.
|
2007 |
Hiệu lực:
|
Đã biết
|
| Người ký: | Đang cập nhật |
Tình trạng hiệu lực:
Cho biết trạng thái hiệu lực của văn bản đang tra cứu: Chưa áp dụng, Còn hiệu lực, Hết hiệu lực, Hết hiệu lực 1 phần; Đã sửa đổi, Đính chính hay Không còn phù hợp,...
|
Đã biết
|
TÓM TẮT TIÊU CHUẨN VIỆT NAM TCVN 3844:2007
Nội dung tóm tắt đang được cập nhật, Quý khách vui lòng quay lại sau!
Tải tiêu chuẩn Việt Nam TCVN 3844:2007
 Tiêu chuẩn Việt Nam TCVN 3844:2007 PDF (Bản có dấu đỏ)
Tiêu chuẩn Việt Nam TCVN 3844:2007 PDF (Bản có dấu đỏ) Tiêu chuẩn Việt Nam TCVN 3844:2007 DOC (Bản Word)
Tiêu chuẩn Việt Nam TCVN 3844:2007 DOC (Bản Word)TIÊU CHUẨN QUỐC GIA
TCVN 3844 : 2007
ISO 9633 : 2001
XÍCH XE ĐẠP – ĐẶC TÍNH VÀ PHƯƠNG PHÁP THỬ
Cycle chains – Charactiristics and test methods
Lời nói đầu
TCVN 3844 : 2007 thay thế TCVN 8344 : 1983.
TCVN 3844 : 2007 hoàn toàn tương đương ISO 9633 : 2001. TCVN 3844 : 2007 do Ban kỹ thuật tiêu chuẩn TCVN/TC 22 Phương tiện giao thông đường bộ biên soạn, Tổng cục Tiêu chuẩn
Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
XÍCH XE ĐẠP – ĐẶC TÍNH VÀ PHƯƠNG PHÁP THỬ
Cycle chains – Charactiristics and test methods
1 Phạm vi áp dụng
Tiêu chuẩn này qui định các kích thước và cơ tính của xích xe đạp cũng như các phương pháp thử để xác định các cơ tính này (độ vặn, độ lệch ngang, độ kẹt cứng mắt xích và độ cong).
Chú thích Các kích thước của đĩa xích xe đạp được qui định trong TCVN 6374 : 1998.
2 Tài liệu viện dẫn
TCVN 6374 : 1998 (ISO 606 : 1994), Xích con lăn chính xác bước ngắn và đĩa xích.
3 Thuật ngữ và định nghĩa
Tiêu chuẩn này sử dụng các thuật ngữ và định nghĩa sau đây:
3.1
Độ lệch ngang (lateral deviation)
Trạng thái khi đường tâm thực của xích không thẳng.
3.2
Độ cong (side bow)
Trạng thái được đặc tr−ng bằng chiều cao của cung ảo của xích trong mặt phẳng song song với bề mặt của các chốt xích, khi đó xích được uốn cong trên mặt ngang đến độ cong lớn nhất cho phép do dung sai bên trong của xích.
3.3
Độ kẹt cứng mắt xích (stiff link)
Trạng thái khi mắt xích không thể ăn khớp trơn tru ở góc 60o, về bên phải và bên trái, so với đường trục thẳng hàng của hai mắt xích kề nhau.
3.4
Độ vặn (twist)
Trạng thái khi đường trục khớp nối của các mắt xích không nằm trong cùng một mặt phẳng.
4. Xích xe đạp
4.1. Ký hiệu
Xích phù hợp với tất cả các yêu cầu của tiêu chuẩn này được dùng riêng cho xe đạp. Xích xe đạp được biểu thị chữ C ở phẩn cuối ký hiệu được cho trong Bảng 1.
4.2 Kích thước
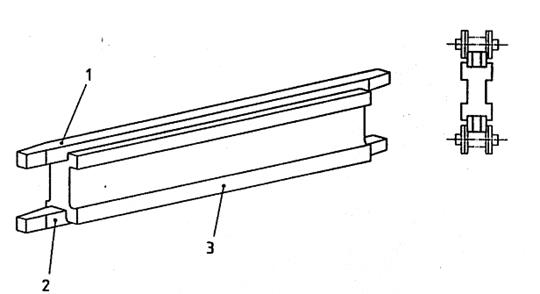
Xích xe đạp phải phù hợp với các kích thước được chỉ dẫn trên Hình 1 và qui định trong Bảng 1. Các kích thước này đảm bảo tính lắp lẫn của xích hoàn chỉnh được chế tạo từ các nhà sản xuất khác nhau.
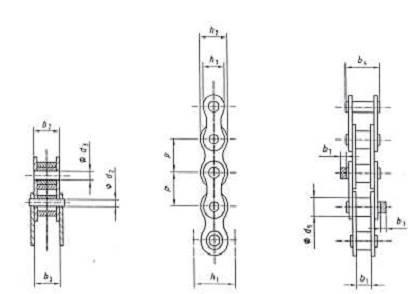
Kiểu I: Xích con lăn chuẩn
Kiểu II: Xích không bạc lót.
Hình 1 – Xích (xem Bảng 1)
Bảng 1 – Các kích thước cơ bản, lực đo, lực ép và độ bền kéo của xích (Hình 1)
| Kí hiệu xích | Kiểu xích | Bước p | Đường kính con lăn d1 max | Chiều rộng hai má trong b1 min | Đường kính chốt đỡ d2 max | Đường kính lỗ bạc lót D3 min | Chiều sâu đường xích h1 min | Chiều sâu má trong h2 max | Chiều sâu má ngoài h3 max | Khe hở giữa mắt trong và mắt ngoài b3 – b2 max | Chiều rộng chốt dỡ a b4 max | Chiều rộng bổ sung để kẹp nối b b7 max | Lực đo | Lực ép min | Độ bền kéo min |
| mm | N | ||||||||||||||
| 081 C | Kiểu I | 12,7 | 7,75 | 3,3 | 3,66 | 3,69 | 10,2 | 9,9 | 9,9 | 0,05 | 10,2 | 1,5 | 125 | _ | 8000 |
| 082 C | Kiểu II | 12,7 | 7,75 | 2,38 | 3,66 | 3,69 | 10,2 | 9,9 | 9,9 | 0,1 | 8,2 | _ | 125 | 780 | 8000c |
| 082 C | Kiểu III | 12,7 | 7,75 | 2,38 | 3,66 | 3,69 | 9 | 8,7 | 8,7 | 0,05 | 7,4 | _ | 125 | 780 | 8000c |
| a Các kích thước thực của xích có kí hiệu 082 C phụ thuộc vào kiểu của cơ cấu chuyển tốc độ được sử dụng nhưng không được vượt quá kích thước đã cho, cơ sở sản xuất phải cung cấp cho bên mua cụ thể về kích thước này. b Kich thước thực phụ thuộc vào kiểu của chi tiết kẹp nối được sử dụng nhưng không được vượt quá kích thước đã cho, cơ sở sản xuất phải cung cấp cho bên mua cụ thể về kích thước này. c Xích có thể cung cấp với độ bền độ bền lớn hơn độ bền kéo nhỏ nhất nếu có thỏa thuận giữa bên mua và cơ sở sản xuất. | |||||||||||||||
4.3 Thử kéo
Độ bền kéo nhỏ nhất của xích được qui định trong Bảng 1. Các trị số này chỉ có giá trị đối với độ dài xích và điều kiện thử sau đây.
Đặt từ từ một lực kéo không nhỏ hơn độ bền kéo nhỏ nhất được qui định trong Bảng 1 vào hai đầu của đoạn xích có số mắt xích ít nhất là năm khi dùng các vòng nối có thể xoay tự do theo hai phía của đường tâm xích trong mặt phẳng pháp tuyến của khớp nối.
Hiện tượng phá hủy xuất hiện tại điểm đầu tiên khi lượng tăng độ giãn dài không tỷ lệ với độ tăng lực kéo, tức là tại đỉnh của biểu đồ lực / độ giãn dài.
Không công nhận kết quả thử khi hiện tượng phá hủy xuất hiện liền kề với vòng nối.
4.4 Lực ép
4.4.1 Lấy một mắt có chốt của xích hoàn chỉnh.
4.4.2 Đặt mắt có chốt, gồm một má ngoài và hai chốt đã được tán lên cơ cấu thử như chỉ dẫn trong Hình 2.
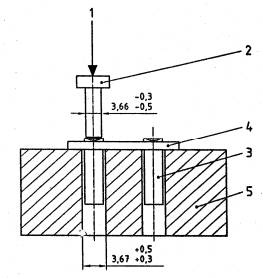
CHÚ DẪN :
1 Tải trọng
2 Cơ cấu đầu ép
3 Chốt đỡ (2)
4 Má ngoài
5 Thiết bị
Hình 2 – Thiết bị thử đo độ chịu ép của chốt
4.4.3 Tác dụng từ từ tải trọng lên đầu ép cho đến khi chốt bị ép ra khỏi má ngoài.
4.4.4 Tải trọng nhỏ nhất để ép chốt ra khỏi má ngoài của xích có ký hiệu 082 C được qui định trong Bảng 1.
4.4.5 Khi lấy mẫu từ xích, phải tiến hành cẩn thận để bảo đảm không có sự biến dạng phụ giữa má ngoài và hai chốt đã được tán.
4.5 Thử xuất xưởng
Xích được sản xuất theo tiêu chuẩn này phải được thử xuất xưởng với lực kéo bằng 1/3 độ bền kéo nhỏ nhất như qui định trong Bảng 1.
4.6 Độ chính xác chiều dài
Chiều dài của xích hoàn chỉnh phải được đo sau khi thử xuất xưởng (xem 4.5), nhưng trước khi bôi trơn hoặc sau khi khử dầu mỡ.
Chiều dài chuẩn của xích để đo nhỏ nhất là 610 mm và tại các đầu giới hạn chiều dài xích phải có mắt trong.
Xích được đỡ suốt toàn bộ chiều dài và đặt lực đo theo Bảng 1.
Chiều dài đo phải là chiều dài danh nghĩa ![]() % đối với xích 081 C và
% đối với xích 081 C và ![]() % đối với xích 082 C.
% đối với xích 082 C.
4.7 Ghi nhãn
Xích được ghi nhãn có tên gọi và dấu hiệu thương mại của nhà sản xuất.
Ký hiệu xích như qui định trong Bảng 1 được ghi lên bao gói.
5 Xác định độ vặn
5.1 Xác định độ vặn bằng mắt
Để xác định độ vặn bằng mắt thường, treo một đầu xích và quan sát sự thẳng hàng của các mắt xích.
Chú thích Việc kiểm tra bằng mắt thường chỉ phát hiện về sự hỏng hóc, việc tiến hành xem xét được mô tả trong 5.2 cho phép xác định độ vặn và trị số độ vặn của xích.
5.2 Phương pháp đo độ vặn
5.2.1 Thiết bị
Thiết bị đo độ vặn phải theo chỉ dẫn trên Hình 3 và phải đáp ứng các yêu cầu hình học được biểu thị trên Hình 4.
5.2.2 Mẫu thử
Lấy một xích dài 49 mắt và không bôi dầu mỡ, các đầu xích phải có mắt xích trong.
CHÚ DẪN :
1 Đối trọng
2 Đối trọng xoắn
3 Đầu trượt
4 Đầu kẹp vòng nối
5 49 mắt xích có bước xích 12,7 mm
6 Kim
7 Thước đo góc
Hình 3 – Thiết bị thử để xác định độ vặn
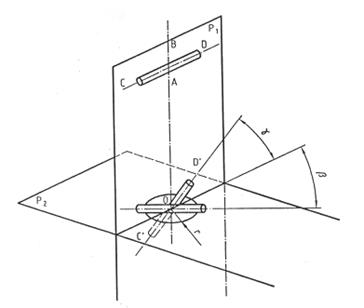
P1 là mặt phẳng vuông góc được xác định bằng đường trục dịch chuyển AB của đầu trượt và đường trục của chốt CD cơ cấu kẹp xích ở phía trên.
Chú thích Chốt CD và C’D’ không phải là các chốt đỡ cuối cùng của xích, chúng là các chốt của cơ cấu kẹp xích của thiết bị thử.
P2 là mặt phẳng nằm ngang vuông góc với P1.
O là hình chiếu của đường trục AB trong mặt phẳng P2. Nó chính là điểm gốc và điểm giao nhau của đường trục AB và giao tuyến của mặt phẳng P1 và P2.
O’ là điểm giữa đối xứng của chốt C’D’ của cơ cấu xích kẹp phía dưới. Nó có thể:
a) trùng với O
b) nằm trên đường giao tuyến của P1 và P2 cách O khoảng cách lớn nhất r so với điểm O, hoặc
c) nằm trong P2 nhưng không nằm trên giao tuyến của P1 và P2; trong trường hợp đó, O’ sẽ không nằm ngoài vòng tròn có bán kính r, có tâm trùng với điểm O.
b là góc nằm trong P2 và là xuyên qua chốt C’D’ có thể xoay trong P2.
g là góc nằm trong P1. Nếu O’ nằm trên giao tuyến của P1 và P2, ó là góc xuyên qua chốt C’D’ có thể xoay trong P1; nếu O’ không nằm trên giao tuyến của P1 và P2, g nằm trong mặt phẳng P’ bất kỳ song song với P1 và đi qua diện tích của vòng tròn bán kính r và tâm O trong mặt phẳng P2.
Hình 4 – Hình học của thiết bị thử và các yêu cầu hình học
5.2.3 Gá đặt mẫu thử
Treo xích vào chốt CD phía trên của cơ cấu kẹp xích (xem Hình 4) bằng vòng nối trên đầu trượt cho phép dịch chuyển xoay tự do về cả hai phía đường tâm xích lớn nhất là 10.
Độ thẳng hàng các chốt của cơ cấu kẹp xích trước khi bắt đầu thử phải như sau:
-10 ≤ b ≤ +10
-10 ≤ b ≤ +10
Mắt xích trong của đầu dưới của xích thử phải được kẹp chặt trong đầu vòng nối thứ nhất.
5.2.4 Tiến hành thử
5.2.4.1 Tác dụng lực kéo 5 N vào đầu dưới của xích bằng cách điều chỉnh đối trọng.
5.2.4.2 Tác dụng momen xoắn 0,2 Nm vào mắt xích phía dưới của xích, đầu tiên là hướng theo một góc đầu tiên sau đó hướng theo một góc khác.
5.2.4.3 Đo sự dịch chuyển góc về cả hai phía điểm “O” của thiết bị (xem Hình 5).
Chú thích Góc a là số đo của độ vặn thực của xích khi chưa được thử qua đối với điểm “O” của thiết bị theo chiều kim đồng hồ hoặc ngược chiều kim đồng hồ. Góc a ở hướng theo chiều ngược kim đồng hồ so với đường “O” của thiết bị, được quan sát từ trên, là góc dương và ở hướng theo chiều kim đồng hồ so với điểm “O” của thiết bị, được quan sát từ trên, là góc âm. Giá trị độ vặn thực a được tính bằng một nửa độ chênh lệch giữa a1 và a2. Giá trị âm của a hoặc t chỉ thị độ vặn thực theo chiều kim đồng hồ của xích khi thử, được quan sát từ trên; Nó không chỉ thị đại lượng âm. Ví dụ tính toán giá trị độ vặn được cho trong Phụ lục A.
a = ![]()
t = ![]()
Giá trị vặn tổng = d = a1 + a2
Hình 5 - Đo độ vặn
5.2.5 Kết quả chấp nhận
Giá trị a và t phải nằm trong giới hạn sau:
a ≤ ± 150
ở đây a = ![]()
t ≤ ± 0,17
ở đây t = ![]() và d = a1 + a2
và d = a1 + a2
6 Xác định độ lệch ngang
6.1 Xác định độ lệch ngang bằng mắt
Để phát hiện độ lệch ngang bằng mắt thường, treo một đầu xích và quan sát sự thẳng hàng của các mắt xích.
6.2 Phương pháp xác định độ lệch ngang
6.2.1 Thiết bị
Thiết bị để đo độ lệch ngang gồm thước kiểm (xem Hình 6) có bề mặt được mài đến các kích thước được qui định trong Bảng 2.
Bảng 2 – Các kích thước của thước kiểm (xem Hình 6)
| Kí hiệu xích | L ± 0,5 | L’ ± 0,2 | l - 0,02 - 0,04 | l’ 0 - 0,1 | h min |
| 081 C | 355, 6 | 6,3 | 3,17 | 2,8 | 3,17 |
| 082 C | 355,6 | 6,3 | 2,28 | 1,8 | 2,28 |
| Chú thích Chiều dài L gồm 28 mắt xích. | |||||
Để dễ thao tác khi cầm, thước kiểm cho mỗi cỡ xích có thể được gắn vào một dụng cụ cầm tay (xem Hình 7).
6.2.2 Tiến hành thử
6.2.2.1 Đặt xích mẫu gồm tối thiểu 49 mắt lên bề mặt nằm ngang với đường trục của xích là nằm ngang và kẹp chặt một đầu xích. Tác dụng một lực kéo căng 12,5 N vào đầu kia của xích (xem Hình 8).
6.2.2.2 Trượt thước đo kiểm vào bên trong các má trong của xích trên toàn bộ chiều dài của mẫu, từ điểm kẹp chặt xích, để bảo đảm xích đã được định vị chính xác.
6.2.2.3 Tăng lực kéo đến 1 kN, lại trượt thước kiểm dọc các má của mắt trong trên toàn bộ chiều dài thực tế của xích mẫu, từ điểm kẹp chặt xích.
6.2.3 Kết quả chấp nhận
Nếu thước kiểm có thể dịch chuyển tự do trên toàn bộ chiều dài thực tế của mẫu xích bằng chuyển động đều bằng tay thì phép thử được coi là đạt.
Hình 6 – Bộ phận cầm tay của thước kiểm
CHÚ DẪN :
1 Thước kiểm cho xích 081 C
2 Thước kiểm cho xích 082 C
3 Bộ phận cầm tay của thước kiểm
Hình 7 – Các thước kiểm
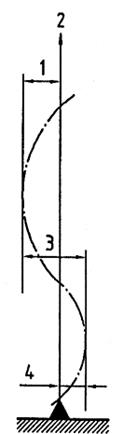
CHÚ DẪN:
1 Độ lệch trái
2 Lực kéo căng
3 Độ lệch tổng
4 Độ lệch phải
Hình 8 – Sơ đồ thử độ lệch ngang
7 Phát hiện độ kẹt cứng của mắt xích
7.1 Tiến hành thử
7.1.1 Đặt đoạn xích lên bề mặt phẳng, với các chốt nối song song với mặt phẳng. Kẹp chặt một đầu và di chuyển từ từ một đòn thử đường kính 25,4 mm đến hết toàn bộ chiều dài của xích tới đầu xích không bị kẹp.
7.1.2 Lật ngược xích và lặp lai 7.1.1
7.1.3 Bất kỳ mắt xích nào trong phép thử mà không rơi má xuống mặt phẳng được coi là mắt xích kẹt cứng. Nếu kết quả kiểm tra còn có nghi ngờ, xích phải được tẩy dầu mỡ và tiến hành thử lại.
7.2 Chấp nhận kết quả
Không có mắt xích kẹt cứng trong xích.
8 Xác định độ cong
8.1 Phương pháp đo độ cong
8.1.1 Đặt một xích đã tẩy dầu mỡ có 49 mắt, mỗi đầu mút xích gần phải có mắt xích trong lên bề mặt phẳng với các chốt song song với mặt phẳng, tác dụng lực 3 N như chỉ dẫn trên Hình 9.
8.1.2 Thôi tác dụng lực một cách từ từ và đo chiều cao F của cung.
8.1.3 Lật ngược xích và lặp lại 8.1.1 và phép đo trong 8.1.2.
8.1.4 Giá trị nhỏ nhất trong hai lần đo được coi là giá trị độ cong F của mắt xích.
8.2 Kết quả chấp nhận
Giá trị của cả hai lần đo được tiến hành theo 8.1.1 và 8.1.2 phải nằm trong giới hạn sau đây:
40 mm ≤ F ≤ 120 mm
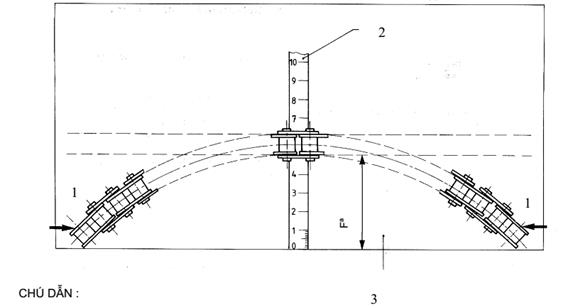
1 Lực tác dụng
2 Thước đo
3 Bề mặt phẳng
a) Chiều cao độ cong.
Hình 9 - Đo độ cong
Phụ lục A
(tham khảo)
| Công thức | Trường hợp 1 | Trường hợp 2 | Trường hợp 3 | Trường hợp 4 | ||||||||
| a = a ≤ ± 150 d = a1 - a2 t = t ≤ ± 0,17 1) | a1= 800 a2 = 100 a = 350
d = 900 t =
Xích ở ngoài giới hạn được qui định trong 5.2.5 | a1= 100 a2 = 800 a = -350
d = 900 t =
Xích ở ngoài giới hạn được qui định trong 5.2.5 | a1= 450 a2 = 350 a = 50
d = 800 t =
Xích ở trong giới hạn được qui định trong 5.2.5 | a1= 350 a2 = 450 a = -50
d = 800 t =
Xích ở trong giới hạn được qui định trong 5.2.5 | ||||||||
| 1) Kí hiệu – (âm) chỉ thị độ vặn thực theo chiều kim đồng hồ của xích khi thử; Nó không chỉ thị đại lượng âm. a2 là số đo thực tế của góc vặn ở hướng theo chiều kim đồng hồ; a là góc thực ở hướng theo chiều kim đồng hồ trên thiết bị thử được biểu thị dấu dương và hướng theo ngược chiều kim đồng hồ được biểu thị dấu âm. | ||||||||||||
Bạn chưa Đăng nhập thành viên.
Đây là tiện ích dành cho tài khoản thành viên. Vui lòng Đăng nhập để xem chi tiết. Nếu chưa có tài khoản, vui lòng Đăng ký tại đây!
