- Tổng quan
- Nội dung
- Tiêu chuẩn liên quan
- Lược đồ
- Tải về
Tiêu chuẩn TCVN 9542:2013 Độ bền đường may của mũ giày, lót mũ giày, lót mặt
| Số hiệu: | TCVN 9542:2013 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Cơ quan ban hành: | Bộ Khoa học và Công nghệ | Lĩnh vực: | Công nghiệp |
|
Ngày ban hành:
Ngày ban hành là ngày, tháng, năm văn bản được thông qua hoặc ký ban hành.
|
2013 |
Hiệu lực:
|
Đã biết
|
| Người ký: | Đang cập nhật |
Tình trạng hiệu lực:
Cho biết trạng thái hiệu lực của văn bản đang tra cứu: Chưa áp dụng, Còn hiệu lực, Hết hiệu lực, Hết hiệu lực 1 phần; Đã sửa đổi, Đính chính hay Không còn phù hợp,...
|
Đã biết
|
TÓM TẮT TIÊU CHUẨN VIỆT NAM TCVN 9542:2013
Nội dung tóm tắt đang được cập nhật, Quý khách vui lòng quay lại sau!
Tải tiêu chuẩn Việt Nam TCVN 9542:2013
 Tiêu chuẩn Việt Nam TCVN 9542:2013 PDF (Bản có dấu đỏ)
Tiêu chuẩn Việt Nam TCVN 9542:2013 PDF (Bản có dấu đỏ) Tiêu chuẩn Việt Nam TCVN 9542:2013 DOC (Bản Word)
Tiêu chuẩn Việt Nam TCVN 9542:2013 DOC (Bản Word)TIÊU CHUẨN QUỐC GIA
TCVN 9542:2013
ISO 17697:2003
GIẦY DÉP - PHƯƠNG PHÁP THỬ MŨ GIẦY, LÓT MŨ GIẦY, LÓT MẶT - ĐỘ BỀN ĐƯỜNG MAY
Footwear - Test methods for uppers, lining and insocks - Seam strength
Lời nói đầu
TCVN 9542:2013 hoàn toàn tương đương với ISO 17697:2003.
TCVN 9542:2013 do Ban kỹ thuật Tiêu chuẩn quốc gia TCVN/TC 216 Giầy ủng biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
GIẦY DÉP - PHƯƠNG PHÁP THỬ MŨ GIẦY, LÓT MŨ GIẦY, LÓT MẶT - ĐỘ BỀN ĐƯỜNG MAY
Footwear - Test methods for uppers, lining and insocks - Seam strength
1. Phạm vi áp dụng
Tiêu chuẩn này quy định hai phương pháp xác định độ bền đường may của mũ giầy, lót mũ giầy hoặc lót mặt, không tính đến vật liệu, để đánh giá sự phù hợp với mục đích sử dụng.
Hai phương pháp là:
Phương pháp A: Phương pháp đâm kim. Xác định lực cần thiết để kéo hàng kim qua vật liệu làm mũ giầy, theo hướng vuông góc với hàng kim.
Phương pháp B: Phương pháp đường may. Xác định độ bền kéo đứt của đường may trên mũ giầy và vật liệu lót mũ giầy. Phương pháp này có thể áp dụng cho các đường may cắt từ giầy hoặc đường may chuẩn bị sẵn mô phỏng các cấu tạo giầy dép.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất bao gồm cả các sửa đổi, bổ sung (nếu có).
EN 12222, Footwear - Standard atmospheres for conditioning and testing of footwear and components for footwear (Giầy dép - Môi trường chuẩn để điều hòa và thử giầy dép và các chi tiết của giầy dép)
EN 13400, Footwear - Sampling location, preparation and duration of conditioning of samples and test pieces (Giầy dép - Vị trí lấy mẫu, chuẩn bị và khoảng thời gian điều hòa mẫu và mẫu thử)
EN ISO 7500-1, Metallic materials - Verification of static uniaxial testing machines - Part 1: Tension/compression testing machines (Vật liệu bằng kim loại - Kiểm tra các thiết bị thử có một trục tĩnh - Phần 1: Thiết bị thử kéo/nén)
3. Thuật ngữ và định nghĩa
Trong tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa sau
3.1. Độ bền đường may (seam strength)
Độ bền kéo đứt của đường may khi được xác định dưới các điều kiện quy định bằng cách sử dụng một thiết bị thử kéo.
3.2. Mũ giầy (upper)
Các vật liệu tạo nên mặt ngoài của giầy dép được gắn vào tổ hợp đế và che phủ bề mặt mu bàn chân. Trong trường hợp ủng, mũ ủng cũng bao gồm mặt ngoài của vật liệu che phủ ống chân. Mũ giầy chỉ bao gồm các vật liệu có thể nhìn thấy, không tính đến các vật liệu phía dưới.
3.3. Tổ hợp mũ giầy hoàn chỉnh (complete upper assembly)
Mũ giầy thành phẩm, được may, nối hoặc ghép lớp đầy đủ, gồm cả vật liệu ở giữa và các lớp lót cùng tất cả các chi tiết như lót trong, chất kết dính, màng, mút xốp hoặc chi tiết gia cường, nhưng không bao gồm pho mũi và pho hậu.
CHÚ THÍCH Tổ hợp mũ giầy hoàn chỉnh có thể phẳng ở hai mặt hoặc bao gồm mũ giầy đã gò trong giầy hoàn chỉnh
4. Thiết bị, dụng cụ và vật liệu
Sử dụng các thiết bị, dụng cụ và vật liệu sau:
4.1. Phương pháp A
4.1.1. Thiết bị thử kéo có tốc độ tách ngàm kẹp là 100 mm/min ± 10 mm/min, một dải lực phù hợp để thử mẫu (dải lực này luôn luôn nhỏ hơn 500 N đối với các vật liệu làm mũ giầy), có khả năng đo lực có độ chính xác lớn hơn 2 % như quy định của loại 2 trong EN ISO 7500-1.
4.1.2. Dụng cụ giữ kim, xem Hình 1, bao gồm như sau:
4.1.2.1. Hai tấm cứng hình chữ nhật, mỗi tấm có chiều rộng tối thiểu 30 mm và chiều dày tối đa 6 mm. Mỗi tấm được khoan mười bảy lỗ có đường kính 1,1 mm ± 0,1 mm. Các lỗ nằm trên một đường thẳng song song và cách phía đầu tấm khoảng 5 mm. Các lỗ phải cách đều nhau sao cho các tâm của hai lỗ ngoài cùng cách nhau 26,5 mm ± 0,5 mm.
4.1.2.2. Tấm ngăn cách có chiều rộng tương tự như các tấm được khoan và chiều dày 3,5 m ± 0,5 mm.
4.1.2.3. Bộ phận để cố định tấm ngăn cách với bề mặt của một trong hai tấm đã khoan sao cho có thể điều chỉnh được khoảng cách giữa phía đầu của tấm ngăn cách với đường tâm của hàng lỗ trên tấm kia và đặt tại 3,0 mm ± 0,1 mm và 6,0 mm ± 0,2 mm. Tổ hợp này được coi như tấm phía dưới.
4.1.2.4. Bộ phận để cố định tấm được khoan còn lại, được coi như tấm trên, với bề mặt tiếp xúc của tấm ngăn cách sao cho lỗ ở cả hai tấm được khoan thẳng hàng.
Phía đầu của một tấm cách xa so với hàng lỗ nhất phải có bộ phận liên kết với một ngàm kẹp của thiết bị thử kéo sao cho hàng lỗ vuông góc với trục của thiết bị.
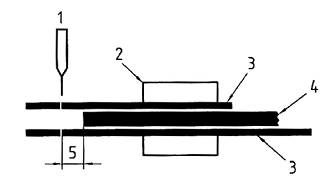
CHÚ DẪN
1 Kim
2 Kẹp
3 Tấm được khoan
4 Tấm ngăn cách
5 Khoảng cách (xem 4.1.2.3)
Hình 1 - Hình vẽ sơ đồ bố trí dụng cụ giữ kim
Kích thước tính bằng milimet
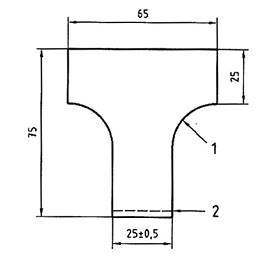
CHÚ DẪN
1 20 (bán kính)
2 Đường châm kim
Hình 2 - Mẫu thử
4.1.3. Mười bảy kim, mũi kim hình tròn, 16 x 1, cỡ 90 theo hệ mét.
4.1.4. Dao cắt dập, hoặc dụng cụ cắt khác, có khả năng cắt một mẫu thử có hình chữ T kích thước như trên Hình 2.
4.2. Phương pháp B
4.2.1. Thiết bị thử kéo có tốc độ tách ngàm kẹp 100 mm/min ± 10 mm/min, một dải lực thích hợp để thử mẫu (dải lực này luôn luôn lên đến 2 kN), có khả năng đo lực có độ chính xác lớn hơn 2 % như quy định của loại 2 trong EN ISO 7500-1.
4.2.2. Dao cầm tay sắc nhỏ hoặc kéo, để cắt các mẫu thử
4.2.3. Nếu thử các đường may chuẩn bị sẵn, sử dụng dao cắt dập để cắt mẫu thử, (50 mm ± 2 mm) x (50 mm ± 2 mm).
4.2.4. Nếu thử các đường may chuẩn bị sẵn, sử dụng máy may và các phụ kiện.
5. Lấy mẫu và điều hòa mẫu thử
5.1. Phương pháp A
5.1.1. Cất giữ giầy hoặc tấm vật liệu chưa cắt hoặc mũ giầy trong môi trường chuẩn được kiểm soát theo EN 12222 tối thiểu 24 h trước khi thử và thực hiện phép thử trong môi trường này.
5.1.2. Cắt sáu mẫu thử có kích thước như quy định trong Hình 2. Ba mẫu được cắt có mép trên cùng của chữ T song song với chiều dọc của vật liệu (chiều dọc sống lưng đối với da và cùng chiều với biên vải hoặc ria mép đối với vật liệu không phải là da), và ba mẫu vuông góc với chiều dọc của vật liệu.
Chuẩn bị các mẫu thử từ tổ hợp mũ giầy hoàn chỉnh khi vật liệu lót mũ giầy được gắn cố định vào vật liệu mũ giầy.
Đối với vật liệu, cắt các mẫu thử từ các khoảng vị trí ngang qua chiều rộng và chiều dài có thể sử dụng được toàn bộ của tấm vật liệu. Đối với vật liệu có cấu trúc dệt, cách cắt này sẽ đảm bảo không có hai mẫu thử nào có cùng các sợi dọc hoặc cùng các sợi ngang.
Đối với các mẫu thử cắt từ mũ giầy, tránh các vùng có chứa các lỗ châm kim, cắt ba mẫu thử có mép trên cùng của chữ T song song với trục X của mũ giầy như định rõ trong EN 13400 và ba mẫu có mép trên cùng vuông góc với trục X.
Có thể không cắt được một mẫu thử có kích thước vừa đủ từ một số loại giầy dép, đặc biệt là giầy dép của trẻ em và kích cỡ mẫu thử không được giảm. Nếu không thể cắt mẫu thử có kích cỡ đúng từ mũ giầy, thì phải thử vật liệu dùng làm mũ giầy.
5.1.3. Đánh dấu chiều đọc trên mỗi mẫu thử.
5.2. Phương pháp B
5.2.1. Cất giữ giầy hoặc tấm vật liệu chưa cắt hoặc mũ giầy trong môi trường chuẩn được kiểm soát theo EN 12222 tối thiểu 48 h trước khi thử và thực hiện phép thử trong môi trường này.
5.2.2. Các mẫu thử cắt từ giầy hoặc mũ giầy:
5.2.2.1. Nếu có thể sử dụng dao cầm tay (xem 4.2.2) để cắt hai mẫu thử hình chữ nhật có kích thước (90 ± 10) mm x (50 ± 2) mm từ mũ giầy, gồm cả vật liệu lót mũ giầy, sao cho đường may ở khoảng giữa hai đầu mẫu thử, xem Hình 3.
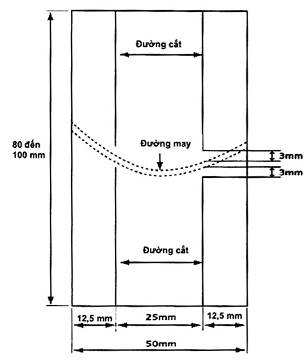
Hình 3 - Mẫu thử cắt từ giầy
5.2.2.2. Nếu mũ giầy quá nhỏ để cắt như trên, thì kích cỡ mẫu thử có thể giảm nhưng chiều rộng của phần giữa không được nhỏ hơn 10 mm, xem 5.2.2.3 và Hình 3.
5.2.2.3. Trên mỗi mẫu thử, cắt các đường cắt song song với cạnh dài đến các điểm cách đường may 3 mm, để có được một mẫu có một phần giữa rộng 25 mm ± 0,5 mm và hai phần bên rộng 12,5 mm ± 0,5 mm, xem Hình 3.
5.2.3. Chuẩn bị các mẫu thử bằng cách tạo ra các đường may:
5.2.3.1. Sử dụng dao cầm tay hoặc kéo (xem 4.2.2) hoặc dao cắt dập (xem 4.2.3) để cắt mẫu thử, (50 mm ± 2 mm) x (50 mm ± 2mm), của mỗi vật liệu được sử dụng trong kết cấu giầy dép. Số lượng mẫu thử của vật liệu cần có sẽ khác nhau tùy thuộc vào cấu tạo của đường may. Có thể cần hai mẫu thử của cùng một vật liệu làm mũ giầy hoặc các vật liệu làm mũ giầy khác nhau được may với nhau và có thể gồm một hoặc nhiều vật liệu làm lót mũ giầy. Mẫu thử có thể gồm cả băng gia cường. Cắt các mẫu thử vừa đủ để có được ba mẫu có đường may cho mỗi hướng thử. Nếu có yêu cầu, có thể làm mỏng vật liệu trước khi may.
Hướng thử, dọc hoặc ngang, ở 90° so với hướng của đường may. Số lượng hướng thử sẽ khác nhau tùy thuộc vào cấu tạo mũ giầy. Các phép thử riêng rẽ theo hướng dọc và hướng ngang có thể là đủ nhưng trong một số trường hợp, có thể cần chuẩn bị các mẫu thử có hướng dọc và hướng ngang kết hợp hoặc vật liệu cắt theo hướng chéo.
Đối với vật liệu không phải là da, cắt các mẫu thử từ vị trí ngang qua chiều rộng và chiều dài có thể sử dụng được toàn bộ của tấm vật liệu. Đối với vật liệu có cấu trúc dệt, cách cắt này sẽ ngăn được hai mẫu thử có chứa cùng các sợi dọc hoặc cùng các sợi ngang.
5.2.3.2. Sử dụng máy may (xem 4.2.4) may các góc vuông của vật liệu để có được ba đường may cho mỗi hướng thử. Lựa chọn loại đường may, kích cỡ và thiết diện mũi kim, sợi chỉ và mật độ may để mô phỏng cấu tạo của giầy cần thử. Nếu chưa rõ, có thể theo hướng dẫn trong Bảng 1. Chỉnh độ căng của chỉ máy may sao cho chỗ đan chỉ ớ đúng vị trí dự kiến.
Bảng 1 - Hướng dẫn về cấu tạo đường may
|
| Mũ giầy | Lót mũ giầy | |||
| Da | Vải tráng phủ | Vật liệu dệt | |||
| Kim | Cỡ theo hệ mét (UK) | 100 (16) | 100 (16) | 100 (16) | 100 (16) |
| Thiết diện mũi kim | Hình nêm hẹp hoặc mũi cắt khác | Tròn, tam giác hoặc hình nêm hẹp | Tròn, tam giác hoặc hình nêm hẹp | Như đối với mũ giầy | |
| Sợi chỉ | Loại | Polyamid, polyeste hoặc sợi có lõi | Polyamid, polyeste hoặc sợi có lõi | Polyamid, polyeste hoặc sợi có lõi | Polyamid, polyeste hoặc sợi có lõi |
| Chỉ số n° | 36 hoặc 40 | 36 hoặc 40 | 36 hoặc 40 | 36 hoặc 40 | |
| TEX | 85 hoặc 75 | -- | -- | -- | |
| Số mũi may cho mỗi 25 mm | 14 đến 16 | 14 đến 16 | 14 đến 16 | 14 đến 16 | |
| Đường may | Loại | May đè hoặc may lộn | May đè hoặc may lộn | May đè hoặc may lộn | -- |
| Sai số cho phép | 2 mm | 3 mm | 3 mm | Như đối với mũ giầy | |
| Sai số cho phép của lớp lót | 9 mm | 9 mm | 9 mm | -- | |
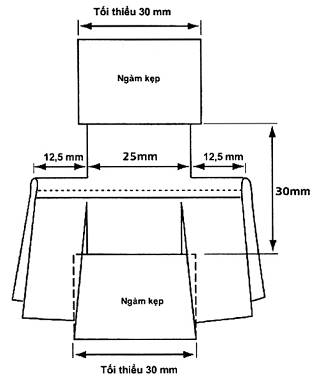
Hình 4 - Kẹp mẫu thử
5.2.3.3. Trên mỗi mẫu thử, cắt các đường cắt vuông góc với đường may đến các điểm cách đường may 3 mm, để có được một mẫu thử có một phần giữa rộng 25 mm ± 0,5 mm và hai phần bên rộng 12,5 mm ± 0,5 mm, xem Hình 4.
6. Phương pháp thử
6.1. Phương pháp A
6.1.1. Nguyên tắc
Một hàng kim thẳng được đâm xuyên qua toàn bộ chiều dày của mẫu thử hình chữ T sao cho đường đâm kim song song và ở một khoảng cố định so với mép trên cùng của chữ T. Sau đó tác dụng một lực kéo vuông góc với hàng kim để kéo mẫu thử tự do. Lực tối đa ghi được chia cho chiều rộng của mẫu thử để có độ bền vuông góc với các lỗ châm kim.
6.1.2. Cách tiến hành
6.1.2.1. Điều chỉnh dụng cụ giữ kim (xem 4.1.2) sao cho khoảng cách giữa phía đầu của tấm ngăn cách và đường tâm của hàng lỗ trên hai tấm kia là:
Vải đàn hồi và vải thưa 6,0 mm ± 0,2 mm
Tất cả các vật liệu khác 3,0mm ± 0,1mm
6.1.2.2. Đặt mười bảy kim (xem 4.1.3) vào mười bảy lỗ của tấm phía trên (xem 4.1.2.1) sao cho không có đầu kim nào thò ra khỏi phía trong của tấm này, và khe luồn sợi của mỗi kim quay ra phía tấm ngăn cách.
6.1.2.3. Đặt một trong các mẫu thử vào dụng cụ giữ kim sao cho mép trên cùng của chữ T giáp với phía đầu tấm ngăn cách và lỗ ở giữa hàng trên tấm này (xem 4.1.2.1) ngang hàng với tâm của chiều rộng mẫu thử.
6.1.2.4. Ấn từng kim trong số mười bảy kim qua toàn bộ chiều dày của mẫu thử và lỗ trên tấm kia cho đến khi đốc kim ngăn kim dịch chuyển sâu hơn. Cẩn thận để bảo đảm vị trí của mẫu thử cân đối với dụng cụ giữ kim được giữ không thay đổi khi ấn kim vào.
6.1.2.5. Kẹp dụng cụ giữ kim vào tâm một ngàm kẹp của thiết bị thử kéo sao cho hàng kim vuông góc với trục của thiết bị. Kẹp ít nhất 20 mm chiều dài tự do của mẫu thử vào tâm của ngàm kẹp kia.
6.1.2.6. Đặt hệ thống đo lực của thiết bị thử kéo về “0” và vận hành thiết bị sao cho các ngàm kẹp tách rời nhau với tốc độ 100 mm/min ± 10 mm/min.
6.1.2.7. Ghi lại lực tối đa tác dụng lên các ngàm kẹp trong khi thử, tính bằng newtơn, chính xác đến 1 N, và loại hư hại của mẫu thử như sau:
a) Vết xé dọc theo đường châm kim;
b) Sự kéo rời các sợi chạy song song với hàng kim;
c) Vết xé của mỗi kim qua vật liệu;
d) Hư hại cách xa các lỗ châm kim.
Đôi khi một mẫu thử có thể có nhiều hư hại, trong trường hợp này ghi lại tất cả các loại hư hại cùng với số lượng của chúng.
6.1.2.8. Lặp lại cách tiến hành từ 6.1.2.3 đến 6.1.2.7 cho năm mẫu thử còn lại.
6.2. Phương pháp B
6.2.1. Nguyên tắc
Một mẫu thử có chứa đường may bị kéo dần dần bởi một thiết bị thử kéo theo một hướng vuông góc với đường may cho đến khi xảy ra hư hại. Độ bền kéo đứt và loại đứt được xác định.
6.2.2. Cách tiến hành
6.2.2.1. Đo chiều rộng của phần giữa mẫu thử, tính bằng milimét, chính xác đến 0,5 mm, và ghi lại giá trị này là W.
6.2.2.2. Điều chỉnh thiết bị thử kéo (xem 4.2.1) sao cho các ngàm kẹp cách nhau khoảng 30 mm.
a) Đối với các mẫu thử cắt từ mũ giầy có lót mũ giầy không gắn vào mặt trái, bóc lót mũ giầy ra khỏi lớp ngoài để kẹp được lớp ngoài trên các ngàm kẹp của thiết bị thử kéo. Không bóc lót mũ giầy phía trên đường may.
b) Đối với các mẫu thử cắt từ mũ giầy có gắn lót mũ giầy, kẹp cả mũ giầy và lót mũ giầy trên các ngàm kẹp.
6.2.2.3. Kẹp phần giữa của mẫu thử vào các ngàm kẹp ở giữa các kẹp sao cho đường may cách mỗi ngàm kẹp 15 mm và song song với các mép của kẹp. Không được kẹp các dải ở cạnh 12,5 mm. Các dải này sẽ treo tự do, xem Hình 4.
6.2.2.4. Vận hành thiết bị thử kéo sao cho các ngàm kẹp tách rời nhau với tốc độ 100 mm/min ± 10 mm/min.
6.2.2.5. Nếu mẫu thử bị hư hại, ghi lại lực tính bằng newton, chính xác đến 1 N, tại thời điểm xảy ra hư hại (lực kéo đứt).
6.2.2.6. Ghi lại (các) loại hư hại như sau:
a) Vật liệu bị hư hại tại đường may
b) Sợi chỉ bị kéo ra khỏi đường may
c) Sợi chỉ bị hư hại
d) Vật liệu bị hư hại, cách xa đường may.
6.2.2.7. Lặp lại cách tiến hành từ 6.2.2.3 đến 6.2.2.5 cho các mẫu thử còn lại.
7. Biểu thị kết quả
7.1. Phương pháp A
7.1.1. Tính toán giá trị trung bình số học của các lực tối đa ghi được trong 6.1.2.7 đối với ba mẫu thử cắt theo hướng dọc và ba mẫu thử cắt theo hướng ngang
7.1.2. Đối với mỗi hướng: Chia lực tối đa trung bình số học (7.1.1) cho chiều rộng của mẫu thử, 25 mm, để có được độ bền, tính bằng N/mm, vuông góc với đường châm kim.
7.2. Phương pháp B
7.2.1. Đối với mỗi mẫu thử, tính toán độ bền đường may, tính bằng N/mm, chính xác đến 1 N/mm, bằng cách chia lực kéo đứt (xem 6.2.2.5) cho chiều rộng mẫu thử W (xem 6.2.2.1).
7.2.2. Đối với các đường may chuẩn bị sẵn, tính toán giá trị trung bình số học của các độ bền đường may đối với mỗi hướng thử (xem 5.2.3.1)
8. Báo cáo thử nghiệm
Báo cáo thử nghiệm phải bao gồm thông tin sau:
8.1. Phương pháp A
a) Độ bền của vật liệu theo mỗi hướng, tính toán theo 7.1.2;
b) Các loại hư hại xuất hiện, ghi theo 6.1.2.7;
c) Nếu thử giầy dép hoặc mũ giầy hoàn chỉnh, mô tả loại giầy được thử gồm cả mã thương mại;
d) Mô tả vật liệu, gồm cả chỉ số thương mại, nếu biết;
e) Mô tả vật liệu làm lót mũ giầy hoặc chi tiết gia cường khác hiện có;
f) Viện dẫn phương pháp thử của tiêu chuẩn này;
g) Ngày thử;
h) Bất kỳ sai khác nào so với phương pháp thử của tiêu chuẩn này.
8.2. Phương pháp B
a) Đối với các đường may cắt từ giầy, các giá trị độ bền đường may riêng biệt tính toán theo 7.2.1;
b) Đối với các đường may chuẩn bị sẵn, độ bền đường may trung bình đối với mỗi hướng thử tính toán theo 7.2.2;
c) Loại hoặc các loại hư hại xuất hiện, ghi lại theo 6.2.2.6;
d) Đối với các đường may cắt từ giầy, mô tả khái quát cấu tạo đường may và mã thương mại của giầy;
e) Đối với các đường may chuẩn bị sẵn, các chi tiết của cấu tạo đường may, gồm cả loại đường may, loại vật liệu bao gồm chỉ số thương mại, loại và kích cỡ chỉ may và các chi tiết của bất kỳ sự làm mỏng hoặc biện pháp gia cường nào;
f) Viện dẫn phương pháp thử của tiêu chuẩn này;
i) Ngày thử;
j) Bất kỳ sai khác nào so với phương pháp thử của tiêu chuẩn này.
PHỤ LỤC ZZ
(quy định)
CÁC TIÊU CHUẨN QUỐC TẾ VÀ TIÊU CHUẨN CHÂU ÂU TƯƠNG ĐƯƠNG KHÔNG ĐƯA TRONG NỘI DUNG CỦA TIÊU CHUẨN
| EN 12222:1997 | ISO 18454:2001, Footwear - Standard atmospheres for conditioning and testing of footwear and components for footwear (Giầy dép - Môi trường chuẩn để điều hòa và thử giầy dép và các chi tiết của giầy dép) |
| EN 13400:2001 | ISO 17709, Footwear - Sampling location, preparation and duration of conditioning of samples and test pieces (Giầy dép - Vị trí lấy mẫu, chuẩn bị và khoảng thời gian điều hòa mẫu và mẫu thử) |
Bạn chưa Đăng nhập thành viên.
Đây là tiện ích dành cho tài khoản thành viên. Vui lòng Đăng nhập để xem chi tiết. Nếu chưa có tài khoản, vui lòng Đăng ký tại đây!
