- Tổng quan
- Nội dung
- Tiêu chuẩn liên quan
- Lược đồ
- Tải về
Tiêu chuẩn Quốc gia TCVN 11228-1:2015 ISO 12633-1:2011 Thép kết cấu rỗng được gia công nóng hoàn thiện từ thép không hợp kim và thép hạt mịn-Phần 1: Điều kiện kỹ thuật khi cung cấp
| Số hiệu: | TCVN 11228-1:2015 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Cơ quan ban hành: | Bộ Khoa học và Công nghệ | Lĩnh vực: | Công nghiệp |
|
Ngày ban hành:
Ngày ban hành là ngày, tháng, năm văn bản được thông qua hoặc ký ban hành.
|
2015 |
Hiệu lực:
|
Đã biết
|
| Người ký: | Đang cập nhật |
Tình trạng hiệu lực:
Cho biết trạng thái hiệu lực của văn bản đang tra cứu: Chưa áp dụng, Còn hiệu lực, Hết hiệu lực, Hết hiệu lực 1 phần; Đã sửa đổi, Đính chính hay Không còn phù hợp,...
|
Đã biết
|
TÓM TẮT TIÊU CHUẨN VIỆT NAM TCVN 11228-1:2015
Nội dung tóm tắt đang được cập nhật, Quý khách vui lòng quay lại sau!
Tải tiêu chuẩn Việt Nam TCVN 11228-1:2015
 Tiêu chuẩn Việt Nam TCVN 11228-1:2015 PDF (Bản có dấu đỏ)
Tiêu chuẩn Việt Nam TCVN 11228-1:2015 PDF (Bản có dấu đỏ) Tiêu chuẩn Việt Nam TCVN 11228-1:2015 DOC (Bản Word)
Tiêu chuẩn Việt Nam TCVN 11228-1:2015 DOC (Bản Word)TIÊU CHUẨN QUỐC GIA
TCVN 11228-1:2015
ISO 12633-1:2011
THÉP KẾT CẤU RỖNG ĐƯỢC GIA CÔNG NÓNG HOÀN THIỆN TỪ THÉP KHÔNG HỢP KIM VÀ THÉP HẠT MỊN - PHẦN 1: ĐIỀU KIỆN KỸ THUẬT KHI CUNG CẤP
Hot-finished structural hollow sections of non-alloy and fine grain steels - Part 1: Technical delivery conditions
Lời nói đầu
TCVN 11228-1:2015 hoàn toàn tương đương ISO 12633-1:2011.
TCVN 11228-1:2015 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 5, Ống kim loại đơn và phụ tùng đường ống kim loại biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ tiêu chuẩn TCVN 11228 (ISO 12633), Thép kết cấu rỗng được gia công nóng hoàn thiện từ thép không hợp kim và thép hạt mịn bao gồm 2 phần:
- Phần 1: Điều kiện kỹ thuật khi cung cấp.
- Phần 2: Kích thước và đặc tính mặt cắt.
THÉP KẾT CẤU RỖNG ĐƯỢC GIA CÔNG NÓNG HOÀN THIỆN TỪ THÉP KHÔNG HỢP KIM VÀ THÉP HẠT MỊN - PHẦN 1: ĐIỀU KIỆN KỸ THUẬT KHI CUNG CẤP
Hot-fisnished structural hollow sections of non-alloy and fine grain steels - Part 1: Technical delivery conditions
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các yêu cầu kỹ thuật khi cung cấp dùng cho thép hình kết cấu rỗng được gia công hoàn thiện nóng có dạng tiết diện tròn, vuông hoặc chữ nhật. Tiêu chuẩn này có thể áp dụng cho các thép hình kết cấu rỗng được tạo hình nóng có hoặc không có xử lý nhiệt sau đó hoặc được tạo hình nguội với quy trình xử lý nhiệt tiếp theo để đạt được các trạng thái luyện kim tương đương như các trạng thái đạt được trong sản phẩm được tạo hình nóng. Thép hạt mịn thường được cung cấp trong trạng thái thường hóa.
Mác thép, thành phần hóa học và cơ tính của thép không hợp kim và thép hạt mịn được cho trong các Phụ lục A và B.
CHÚ THÍCH 1: Các yêu cầu về dung sai, kích thước và đặc tính mặt cắt, xem TCVN 11228-2 (ISO 12633-2).
CHÚ THÍCH 2: Các yêu cầu về điều kiện kỹ thuật cung cấp của thép kết cấu cán nóng trong các dạng sản phẩm khác, ví dụ như thép tấm, băng rộng, thép tám phẳng, thép thanh và các thép hình kết cấu khác, xem ISO 630-1 và ISO 630-2.
CHÚ THÍCH 3: Thép hình kết cầu rỗng được tạo hình nguội, xem TCVN 11227-1 (ISO 10799-1) và TCVN 11227-2 (ISO 10799-2).
2. Tài liệu viện dẫn
Các tài liệu dưới đây là rất cần thiết đối với việc áp dụng tiêu chuẩn này. Đối với tài liệu có ghi năm công bố, áp dụng phiên bản được nêu. Đối với tài liệu không có năm công bố, áp dụng phiên bản mới nhất kể cả các sửa đổi (nếu có).
TCVN 197-1 (ISO 6892-1), Vật liệu kim loại - Thử kéo - Phần 1: Phương pháp thử ở nhiệt độ phòng.
TCVN 312 -1 (ISO 148-1), Vật liệu kim loại - Thử va đập kiểu con lắc Charpy - Phần 1: Phương pháp thử.
TCVN 1811 (ISO 14284), Thép và gang - Lấy mẫu và chuẩn bị mẫu để xác định thành phần hóa học.
TCVN 4398 (ISO 377), Thép và sản phẩm thép - Vị trí lấy mẫu, chuẩn bị phôi mẫu và mẫu thử cơ tính.
TCVN 4399 (ISO 404), Thép và sản phẩm thép - Yêu cầu kỹ thuật chung khi cung cấp.
TCVN 6700-1 (ISO 9606-1), Kiểm tra chứng nhận thợ hàn - Hàn nóng chảy - Phần 1: Thép.
TCVN 8985 (ISO 15607), Đặc tính kỹ thuật và sự chấp nhận các quy trình hàn kim loại - Quy tắc chung.
TCVN 8986-1 (ISO 15609-1), Đặc tính kỹ thuật và sự chấp nhận các quá trình hàn kim loại - Đặc tính kỹ thuật của quy trình hàn - Phần 1: Hàn hồ quang.
TCVN 11236 (ISO 10474), Thép và sản phẩm thép - Tài liệu kiểm tra.
TCVN 11228-2 (ISO 12633-2), Thép kết cấu rỗng được gia công nóng hoàn thiện từ thép không hợp kim và thép hạt mịn - Phần 2: Kích thước và các đặc tính mặt cắt
ISO 643, Steels - Micrographic determination of the apparent grain size (Thép - Xác định cỡ hạt bên ngoài bằng chụp ảnh cấu trúc tế vi)
ISO 2566-1, Steel - Conversion of elongation values - Part 1: Carbon and low alloy steels (Thép - Quy đổi giá trị độ giãn dài - Phần 1: Thép cacbon và thép hợp kim thấp)
ISO 6892-2, Metallic materials - Tensile testing - Part 2: Method of test at elevated temperature (Vật liệu kim loại - Thử kéo - Phần 1: Phương pháp thử tại nhiệt độ nâng cao)
ISO 10893-2, Non-destructive testing of steel tubes - Part 2: Automated eddy current testing of seamless and welded (except submerged arc-welded) steel tube for the detection of imperfections (Thử không phá hủy ống thép - Phần 2: Thử bằng dòng xoáy tự động cho ống thép không hàn và hàn (trừ hàn hồ quang dưới lớp thuốc hàn) để xác định khuyết tật.
ISO 10893-3 Non-destructive testing of steel tubes - Part 3: Automated full peripheral flux leakage testing of seamless and welded (except submerged arc-welded) ferromagnetic steel tube for the detection of longtitudinal and/or transverse imperfections (Thử không phá hủy ống thép - Phần 3: Kiểm tra toàn bộ rò rỉ dòng ngoại biên cho ống thép sắt từ không hàn và hàn (trừ hàn hồ quang dưới lớp thuốc hàn) để phát hiện các khuyết tật dọc và/hoặc ngang).
ISO 10893-6, Non-destructive testing of steel tubes - Part 6: Radiographic testing of the weld seam of welded steel tubes for the detection of imperfections (Thử không phá hủy ống thép - Phần 6: Kiểm tra bằng tia X cho đường hàn của ống thép hàn để phát hiện các khuyết tật).
ISO 10893-11, Non-destructive testing of steel tubes - Part 11: Automated ultrasonic testing of the weld seam of welded steel tubes for the detection of longtitdinal and/or transverse imperfections (Thử không phá hủy ống thép - Phần 11: Kiểm tra tự động bằng siêu âm đường hàn của ống thép hàn để phát hiện khuyết tật dọc và/hoặc ngang).
ISO 15614-1, Specification and qualification of welding procedures for metallic materials - Welding procedures specification - Part 1: Arc and gas welding of steels and arc welding of nickel and nickel alloys (Đặc tính kỹ thuật và chứng nhận các quá trình hàn cho vật liệu kim loại - Đặc tính kỹ thuật của các quá trình hàn - Phần 1: Hàn hồ quang và hàn hơi đối với thép và hàn hồ quang đối với nickel và hợp kim nickel).
3. Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa sau.
3.1. Ống (tube)
Sản phẩm rỗng dài và hở cả hai đầu mút có hình dạng mặt cắt ngang bất kỳ.
3.2. Thép hình kết cấu (Structural hollow section)
Ống được dự định sử dụng làm kết cấu.
3.3. Cán thường hóa (Normalizing rolling)
Quá trình cán trong đó biến dạng cuối cùng được thực hiện tại khoảng nhiệt độ nhất định dẫn đến trạng thái vật liệu tương đương với trạng thái đạt được sau khi thường hóa sao cho các giá trị được quy định của cơ tính được giữ nguyên ngay cả sau khi thường hóa.
4. Phân loại và ký hiệu
4.1. Phân loại
4.1.1. Trong phạm vi các mác thép của các thép không hợp kim được cho trong Phụ lục A đã quy định ba cấp JR, J0 và J2. Các cấp này khác nhau dựa theo yêu cầu về va đập quy định, phương pháp khử oxy, và giới hạn các giá trị của các nguyên tố khác nhau có liên quan, cụ thể đến lưu huỳnh và phốt pho, và các yêu cầu về kiểm tra và thử nghiệm.
4.1.2. Trong phạm vi các mác thép của thép hạt mịn được cho trong Phụ lục B đã quy định hai cấp N và NL. Hai cấp này khác nhau về hàm lượng cacbon, lưu huỳnh và phốt pho và đặc tính va chạm ở nhiệt độ thấp.
4.2. Ký hiệu
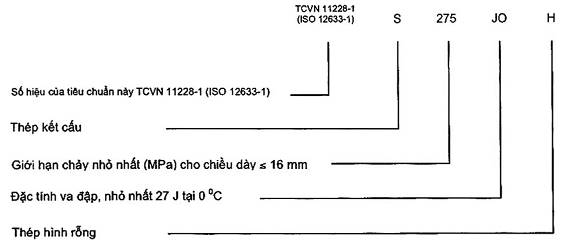
4.2.1. Đối với thép hình kết cấu rỗng từ thép không hợp kim, ký hiệu thép bao gồm:
• Viện dẫn tiêu chuẩn này, nghĩa là TCVN 11228-1:2015;
• Chữ cái viết hoa S, biểu thị cho thép kết cấu;
• Ký hiệu giới hạn chảy nhỏ nhất quy định cho các chiều dày ≤ 16 mm, biểu thị bằng MPa;
• Chữ cái viết hoa JR ký hiệu chất lượng với đặc tính va đập được quy định tại nhiệt độ phòng;
• Chữ cái viết hoa J và một chữ số 0 hoặc 2 ký hiệu chất lượng với đặc tính va đập quy định ở 0 °C và -20 °C;
• Chữ cái H viết hoa để ký hiệu thép hình rỗng.
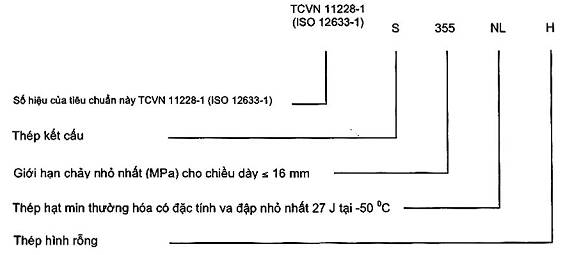
4.2.2. Đối với thép hình kết cấu rỗng từ thép hạt mịn, ký hiệu thép bao gồm:
• Viện dẫn tiêu chuẩn này, nghĩa là TCVN 11228-1:2015;
• Chữ cái viết hoa S, biểu thị cho thép kết cấu;
• Ký hiệu giới hạn chảy nhỏ nhất quy định cho các chiều dày ≤ 16 mm, biểu thị bằng MPa;
• Chữ cái viết hoa N, để ký hiệu nguyên vật liệu cho thường hóa hoặc cán thường hóa (xem 6.4);
• Chữ cái viết hoa L, cho chất lượng có giá trị năng lượng va đập nhỏ nhất ở nhiệt độ -50°C;
• Chữ cái viết hoa H, ký hiệu cho thép hình rỗng.
4.2.3. Về cải tiến ký hiệu trong trường hợp điều kiện cung cấp đặc biệt, xem 6.4
4.2.4. Thép phải được ký hiệu như được minh họa bằng các ví dụ sau đây
VÍ DỤ 1:
VÍ DỤ 2:
CHÚ THÍCH: Tên thép được dùng trong tiêu chuẩn này khác với tên trong ISO/TS 4949.
5. Thông tin do khách hàng cung cấp
5.1. Thông tin bắt buộc
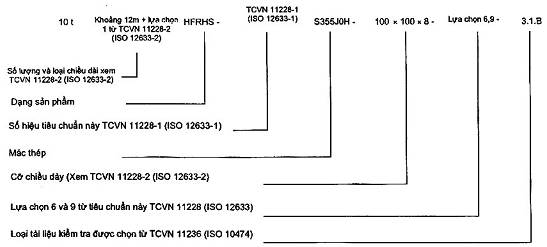
Khách hàng phải cung cấp các thông tin sau đây tại thời điểm yêu cầu đặt hàng và đặt hàng:
a) Số lượng (khối lượng hoặc tổng chiều dài hoặc số lượng);
b) Loại chiều dài và phạm vi chiều dài hoặc chiều dài (xem TCVN 11228-2 (ISO 12633-2-2));
c) Chi tiết về tạo hình sản phẩm
HFCHS = Thép hình tròn rỗng được gia công hoàn thiện nóng.
HFRHS = Thép hình vuông hoặc chữ nhật rỗng được gia công hoàn thiện nóng
d) Ký hiệu thép (xem 4.2);
e) Các kích thước (xem TCVN 11228-2 (ISO 12633-2-2));
f) Các yêu cầu tùy ý (xem 5.2);
g) Loại tài liệu kiểm tra được yêu cầu (xem 7.2 và Bảng 2 và 3).
5.2. Các lựa chọn
Một số lựa chọn được quy định trong tiêu chuẩn này; chúng được liệt kê trong điều này cùng với các viện dẫn điều thích hợp. Trong trường hợp khách hàng không chỉ rõ mong muốn thực hiện bất kỳ sự lựa chọn nào trong thời điểm yêu cầu đặt hàng và đặt hàng, các sản phẩm phải được cung cấp phù hợp với đặc tính kỹ thuật cơ bản (xem 5.1).
a) Lựa chọn 1: phân tích sản phẩm phải được thực hiện (xem 6.5.1);
b) Lựa chọn 2: giá trị đương lượng cacbon lớn nhất (CEV) phù hợp với bảng A.2 phải được cung cấp cho mác không hợp kim (xem 6.5.2).
c) Lựa chọn 3: hàm lượng phân tích mẫu đúc của Cr, Cu, Mo, Ni, Ti và V phải được báo cáo trong chứng chỉ kiểm tra hoặc báo cáo kiểm tra cho mác không hợp kim (xem 6.5.2);
đ) Lựa chọn 4: giá trị đương lượng cacbon lớn nhất phù hợp với bảng B.2 phải được cung cấp cho thép hạt min S275 và S355 (xem 6.5:3);
e) Lựa chọn 5: giới hạn phân tích mẫu đúc cho mác S460 (xem 6.5.3) phải là:
1) V + Nb + Ti ≤ 0.22%, và
2) Mo + Cr ≤ 0.30%.
f) Lựa chọn 6: đặc tính va đập của cấp J0 và JR phải được kiểm chứng. Lựa chọn này chỉ áp dụng khi sản phẩm được đặt hàng với các kiểm tra và thử nghiệm riêng (xem 6.6.4).
g) Lựa chọn 7; vật liệu phải thích hợp cho mạ kẽm nhúng nóng (xem 6.7.2).
h) Lựa chọn 8: không cho phép sửa chữa mối hàn trên thân của thép hình kết cấu không hợp kim rỗng (xem 6.8.4).
i) Lựa chọn 9: Phải áp dụng kiểm tra và thử nghiệm riêng cho mác thép không hợp kim của các cấp JR và J0 (xem 7.1.1).
5.3. Ví dụ
6. Yêu cầu
6.1. Yêu cầu chung
Thép hình kết cấu rỗng từ thép không hợp kim phải tuân theo các yêu cầu của Phụ lục A; thép hình kết cấu rỗng từ thép hạt mịn phải tuân theo các yêu cầu của Phụ lục B.
6.2. Quá trình luyện thép
6.2.1. Quá trình luyện thép phải do nhà sản xuất thép quyết định.
6.2.2. Đối với thép kết cấu không hợp kim được cho tại Phụ lục A, phương pháp khử oxy phải theo quy định trong Bảng A.1.
6.2.3. Đối với thép hạt mịn được cho trong Phụ lục B, phương pháp khử oxy phải theo quy định trong Bảng B.1.
6.2.4. Thép hạt mịn được cho trong Phụ lục B phải có kích cỡ hạt ferit bằng hoặc mịn hơn 6 khi được đo theo ISO 643.
6.3. Quá trình chế tạo thép hình kết cấu rỗng
6.3.1. Thép hình kết cấu rỗng phải được chế tạo bằng phương pháp không hàn hoặc hàn. Thép hình hàn được chế tạo bằng quy trình liên tục không được có các đường hàn nối các đoạn của các băng cán phẳng trước khi tạo hình rỗng, trừ khi được cho phép như trong 9.4.3.
6.3.2. Thép hình kết cấu rỗng được hàn điện thường được cung cấp mà không cần sửa ba via đường hàn trong.
6.3.3. Đối với các yêu cầu đảm bảo chất lượng, xem TCVN 4399 (ISO 404). Nếu khách hàng quy định đảm bảo chất lượng, có thể sử dụng một tiêu chuẩn tương đương, như TCVN ISO 9001.
6.4. Điều kiện cung cấp
6.4.1. Thép hình rỗng phải được cung cấp với các điều kiện sau đây:
• Cấp chất lượng JR, J0 và J2: được gia công hoàn thiện nóng
• Cấp chất lượng N và NL: được thường hóa (thường hóa bao gồm cả cán thường hóa).
6.4.2. Đối với thép hình rỗng không hàn có chiều dày thành lớn hơn 16 mm hoặc khi T/D lớn hơn 0,15 có thể cần phải áp dụng làm nguội nhanh sau khi chuyển biến austenit để đạt được cấu trúc mong muốn hoặc tôi chất lỏng và ram để đạt được các cơ tính. Quyết định này phải do nhà sản xuất quyết định, nhưng khách hàng phải chỉ ra tại thời điểm yêu cầu đặt hàng và đặt hàng. Thép hình rỗng được xử lý như trên phải được ghi nhãn theo các cách sau:
• Với làm nguội nhanh: bằng tên thép được bổ sung ký hiệu “+DC”;
• Với tôi và ram
1) Bằng tên thép được bổ sung ký hiệu “+QT“ trong trường hợp thép không hợp kim
2) Bằng tên thép thay đổi trong đó chữ N được thay bằng chữ Q trong trường hợp thép hạt mịn, ví dụ S460QLH.
Các chi tiết về điều kiện cung cấp đặc biệt phải được đưa ra trong tài liệu kiểm tra và sản phẩm phải được ghi nhãn phù hợp với các điều được đề cập ở trên.
CHÚ THÍCH: Thép hình rỗng được tạo hình nguội có quá trình xử lý nhiệt kèm sau để đạt được trạng thái luyện kim tương đương với các trạng thái đạt được bằng cán thường hóa được coi như đáp ứng các của tiêu chuẩn này.
6.5. Thành phần hóa học
6.5.1. Phải áp dụng phân tích mẫu đúc do nhà sản xuất thép báo cáo và thành phần hóa học phải tuân theo các yêu cầu của Bảng A.1 và Bảng B.1
Lựa chọn 1 (xem 5.2): phải thực hiện một phân tích sản phẩm cho các thép hình rỗng được cung cấp cho kiểm tra và thử nghiệm riêng.
Sai lệch cho phép của phân tích sản phẩm so với các giới hạn của phân tích mẫu đúc đã được quy định được cho trong Bảng 1.
Bảng 1 - Sai lệch cho phép của phân tích sản phẩm so với các giới hạn quy định của phân tích mẫu đúc
| Nguyên tố | Hàm lượng lớn nhất cho phép trong phân tích mẫu đúc Tỷ phần khối lượng % | Sai lệch cho phép của phân tích sản phẩm so với giới hạn quy định cho phân tích mẫu đúc Tỷ phần khối lượng % | |
| Ca |
| ≤ 0,20 | + 0,02 |
|
| > 0,20 | + 0,03 | |
| Si |
| ≤ 0,60 | + 0,05 |
| Mn | Không hợp kim | ≤ 1,60 | + 0,10 |
| Hạt mịn | ≤ 1,70 |
| |
| P | Không hợp kim | ≤ 0,045 | + 0,010 |
| Hạt mịn | ≤ 0,035 | + 0,005 | |
| S | Không hợp kim | ≤ 0,045 | + 0,010 |
| Hạt mịn | 0,030 | + 0,005 | |
| Nb |
| ≤ 0,060 | + 0,010 |
| V |
| ≤ 0,20 | + 0,02 |
| Ti |
| ≤ 0,03 | + 0,01 |
| Cr |
| ≤ 0,30 | + 0,05 |
| Ni |
| ≤ 0,80 | + 0,05 |
| Mo |
| ≤ 0,10 | + 0,03 |
| Cu |
| ≤ 0,35 | + 0,04 |
|
| 0,35 < Cu ≤ 0,70 | + 0,07 | |
| N |
| ≤ 0,025 | + 0,002 |
| Altổng |
| ≤ 0,020 | - 0,005 |
| a Đối với S235JRH với chiều dày nhỏ hơn hoặc bằng 16 mm, độ sai lệch cho phép là 0,04 % C, và với chiều dày lớn hơn 16 mm và nhỏ hơn hoặc bằng 40 mm, sai lệch cho phép là 0,05 % C | |||
Khi giá trị đương lượng cacbon (CEV) được yêu cầu, giá trị này phải được xác định từ phân tích mẫu đúc thông qua công thức
![]()
6.5.2. Đối với sản phẩm thép không hợp kim, các yêu cầu bổ sung sau đây có thể được yêu cầu tại thời điểm yêu cầu đặt hàng và đặt hàng cho sản phẩm được cung cấp với kiểm tra và thử nghiệm riêng (xem 7.1).
Lựa chọn 2 (xem 5.2): giá trị đương lượng cacbon phù hợp với Bảng A.2.
Lựa chọn 3 (xem 5.2): Bản ghi của chứng chỉ kiểm tra hoặc báo cáo kiểm tra hàm lượng Cr, Cu, Mo, Ni, Ti và V.
6.5.3. Đối với thép hình rỗng từ thép hạt mịn, các yêu cầu bổ sung sau đây có thể được yêu cầu tại thời điểm yêu cầu đặt hàng và đặt hàng
Lựa chọn 4 (xem 5.2): giá trị đương lượng cacbon cho các mác thép các S275 và S355 phù hợp với b/Bảng B.2
Lựa chọn 5 (xem 5.2): Đối với các mác thép S460, giới hạn sau đây cho phân tích mẫu đúc:
V + Nb + Ti ≤ 0,22% và Mo + Cr ≤ 0,30%
Giá trị tối đa của đương lượng cacbon có thể được thỏa thuận giữa khách hàng và nhà sản xuất như lựa chọn thay thế lựa chọn 5.
6.6. Cơ tính
6.6.1. Trong điều kiện kiểm tra và thử nghiệm như đã quy định trong Điều 7 và trong điều kiện cung cấp như đã quy định trong 6.4, cơ tính phải tuân theo các yêu cầu có liên quan của các Bảng A.3 và B.3.
Ủ khử ứng suất ở nhiệt độ lớn hơn 580°C hoặc trong thời gian dài hơn 1 h có thể làm giảm giá trị cơ tính. Nếu khách hàng có ý định ủ khử ứng suất các sản phẩm tại nhiệt độ cao hơn hoặc với các khoảng thời gian lâu hơn, giá trị nhỏ nhất của cơ tính sau khi xử lý nên được thỏa thuận tại thời điểm yêu cầu đặt hàng và đặt hàng.
6.6.2. Đối với thử nghiệm va đập, phải sử dụng mẫu thử có rãnh chữ V chuẩn [xem TCVN 312 -1 (ISO 148-1)]. Nếu chiều dày danh nghĩa của sản phẩm không đủ để chuẩn bị mẫu thử, thử nghiệm phải được thực hiện khi sử dụng mẫu thử có chiều rộng nhỏ hơn 10 mm, nhưng không nhỏ hơn 5mm. Các giá trị trung bình nhỏ nhất được cho trong các Bảng A.3, B.4 và B.5 phải được giảm tỷ lệ thuận với chiều rộng thực tế của mẫu thử so với mẫu thử tiêu chuẩn.
Không yêu cầu phải có các thử nghiệm va đập đối với chiều dày danh nghĩa nhỏ hơn 6 mm.
6.6.3. Đối với thép hình rỗng từ thép hạt mịn có chiều dày không cho phép lấy các mẫu thử có chiều rộng lớn hơn hoặc bằng 5 mm, cỡ hạt hạt ferit (xem 6.3.2) phải được kiểm tra bằng phương pháp được quy định trong ISO 643.
Khi nhôm được sử dụng như nguyên tố tạo hạt mịn, yêu cầu về cỡ hạt phải được xem như đáp ứng đầy đủ nếu phân tích mẫu đúc chỉ ra hàm lượng nhôm không nhỏ hơn 0,020 % tổng lượng nhôm hoặc 0,015 % nhôm hòa tan. Trong các trường hợp này, không cần phải kiểm chứng cỡ hạt.
6.6.4. Áp dụng các giới hạn của 6.6.2:
a) Phải kiểm chứng các đặc tính va đập của thép hình kết cấu rỗng từ thép cấp J2, N và NL.
b) Không cần phải kiểm chứng các đặc tính va đập của thép hình kết cấu rỗng từ thép cấp JR và J0.
Lựa chọn 6 (xem 5.2): khách hàng có thể yêu cầu tại thời điểm yêu cầu đặt hàng và đặt hàng rằng, đối với các sản phẩm được cung cấp có kiểm tra và thử nghiệm riêng (xem lựa chọn 9), phải kiểm chứng đặc tính va đập.
6.7. Đặc tính công nghệ
6.7.1. Tính hàn được
Các thép được quy định trong tiêu chuẩn này phải thích hợp cho hàn bằng các quá trình hàn thích hợp.
CHÚ THÍCH 1: Với việc gia tăng chiều dày sản phẩm, tăng mức độ bền và gia tăng mức đương lượng cacbon, sự xuất hiện của vết nứt nguội trong vùng hàn là nguy cơ chính. Sự tạo thành vết nứt nguội là do tổ hợp các nhân tố sau:
• Lượng Hidro khuếch tán trong kim loại hàn;
• Cấu trúc giòn của vùng chịu ảnh hưởng nhiệt;
• Sự tập trung đáng kể của ứng suất kéo trên mối hàn.
CHÚ THÍCH 2: Khi các kiến nghị sau nằm trong bất kỳ tiêu chuẩn có liên quan nào, các điều kiện hàn được kiến nghị và các phạm vi hàn khác nhau của các mác thép có thể được xác định dựa theo chiều dày của sản phẩm, năng lượng hàn được sử dụng, yêu cầu thiết kế, hiệu suất điện cực, quá trình hàn và đặc tính kim loại hàn.
6.7.2. Mạ kẽm nhúng nóng
Lựa chọn 7 (xem 5.2): tại thời điểm yêu cầu đặt hàng và đặt hàng, khách hàng có thể yêu cầu rằng sản phẩm phải thích hợp cho mạ kẽm nhúng nóng.
6.8. Điều kiện bề mặt
6.8.1. Các thép hình rỗng phải có bề mặt nhẵn tương ứng với phương pháp chế tạo được sử dụng, tuy nhiên có thể chấp nhận các bướu ở hốc hoặc khe dài, nông của quá trình công nghệ với điều kiện là chiều dày còn lại ở trong phạm vi dung sai.
Nhà sản xuất có thể loại bỏ các khuyết tật bề mặt bằng cách mài, với điều kiện là chiều dày của thép hình rỗng sau khi sửa chữa không nhỏ hơn chiều dày nhỏ nhất cho phép (xem TCVN 11228-2 về dung sai chiều dày).
6.8.2. Các đầu mút của thép hình rỗng phải được cắt tương đối vuông góc với đường trục của sản phẩm.
6.8.3. Đối với cả hai thép hình kết cấu rỗng từ thép không hợp kim và thép hạt mịn được chế tạo bằng quy trình hàn, việc sửa chữa mối hàn phải được phép.
6.8.4. Đối với thép hình kết cấu rỗng được chế tạo bằng quá trình hàn hoặc không hàn, cho phép sửa chữa phần thân bằng hàn trừ khi có quy định khác. Các điều kiện và mức độ, sửa chữa hàn trên thân có thể thực hiện được phải được thỏa thuận giữa nhà sản xuất và khách hàng.
Lựa chọn 8 (xem 5.2): khách hàng có thể quy định tại thời điểm yêu cầu đặt hàng và đặt hàng rằng không được sửa chữa thân ống bằng cách hàn.
Với thép hình kết cấu rỗng từ hạt mịn chế tạo bằng cả phương pháp không hàn và hàn, không cho phép sửa chữa thân thép hình bằng hàn trừ khi có thỏa thuận khác.
6.8.5. Sửa chữa bằng hàn phải được thực hiện bằng các thợ hàn được chứng nhận phù hợp với tiêu chuẩn TCVN 6700-1 (ISO 9606-1). Quá trình sửa chữa bằng hàn phải phù hợp với TCVN 8985 (ISO 15607), TCVN 8986-1 (ISO 15609-1) và ISO 15614-1. Các quy trình hàn sửa chữa phải được bao hàm bởi hệ thống đảm bảo chất lượng của nhà sản xuất.
6.8.6. Thép hình rỗng đã qua sửa chữa phải tuân theo tất cả các yêu cầu của tiêu chuẩn này.
6.9. Thử không phá hủy mối hàn
Đường hàn của tất cả các thép hình rỗng được cung cấp với kiểm tra và thử nghiệm riêng phải được thử nghiệm không phá hủy (NDT) (xem 9.4).
6.10. Dung sai và khối lượng
6.11.1. Dung sai
Dung sai cho thép hình kết cấu rỗng được gia công hoàn thiện nóng phải theo quy định trong TCVN 11228-2 (ISO 12633-2).
6.11.2. Khối lượng
Khối lượng phải được xác định khi sử dụng khối lượng riêng 7,85 kg/dm3.
CHÚ THÍCH: Kích thước, đặc tính tiết diện và khối lượng trên một đơn vị chiều dài cho một phạm vi kích cỡ tiêu chuẩn của thép hình kết cấu rỗng được gia công hoàn thiện nóng được cho trong TCVN 11228-2 (ISO 12633-2). Khách hàng nên ưu tiên lựa chọn các kích thước của thép hình rỗng từ phạm vi này của các kích cỡ tiêu chuẩn.
7. Kiểm tra
7.1. Các loại kiểm tra và thử nghiệm
7.1.1. Các thép hình rỗng từ thép không hợp kim ở cấp JR và J0 (xem Phụ lục A) phải được kiểm tra và thử nghiệm chung phù hợp với TCVN 4399 (ISO 404) trừ khi có quy định khác của khách hàng tại thời điểm yêu cầu đặt hàng và đặt hàng.
Lựa chọn 9 (xem 5.2): khách hàng có thể yêu cầu kiểm tra và thử nghiệm riêng tại thời điểm yêu cầu đặt hàng và đặt hàng.
7.1.2. Các thép hình rỗng từ thép không hợp kim cấp J2 (xem Phụ lục A) và thép hạt mịn cấp N và NL (xem Phụ lục B) phải được kiểm tra và thử nghiệm riêng phù hợp với TCVN 4399 (ISO 404).
7.2. Các loại tài liệu kiểm tra
7.2.1. Đối với các sản phẩm được cung cấp với kiểm tra và thử nghiệm chung, phải cung cấp báo cáo thử nghiệm [xem TCVN 11236 (ISO 10474)] phù hợp với TCVN 11236 (ISO 10474).
Báo cáo thử nghiệm phải bao gồm các thông tin sau:
a) Các giao dịch thương mại và các bên liên quan
b) Mô tả các sản phẩm mà báo cáo thử nghiệm được áp dụng;
c) Thông tin về các thử nghiệm như sau
1) Báo cáo thử kéo
2) Thành phần hóa học, phân tích mẫu đúc
d) Chứng chỉ xác nhận
7.2.2. Đối với các sản phẩm được cung cấp với kiểm tra và thử nghiệm riêng, phải cung cấp một chứng chỉ kiểm tra (ví dụ loại “3.1.A”, “3.1.B” hoặc “3.1.C” như được quy định trong TCVN 11236 (ISO 10474)) hoặc báo cáo kiểm tra (loại “3.2” như được quy định trong TCVN 11236 (ISO 10474)) phù hợp với TCVN 11236 (ISO 10474).
Khách hàng phải chỉ rõ trong yêu cầu đặt hàng và đặt hàng loại tài liệu kiểm tra được yêu cầu (xem 5.1 g).
Nếu quy định tài liệu kiểm tra thuộc loại 3.1.A, 3.1.C hoặc 3.2, khách hàng nên lưu ý nhà sản xuất về địa chỉ của tổ chức hoặc người thực hiện việc kiểm tra và cấp tài liệu kiểm tra. Trong trường hợp báo cáo kiểm tra loại 3.2, thì báo cáo này phải được thỏa thuận của bên phát hành chứng chỉ.
Chứng chỉ kiểm tra hoặc báo cáo phải bao gồm các thông tin sau:
a) Các giao dịch thương mại và các bên có liên quan;
b) Mô tả các sản phẩm mà chứng chỉ kiểm tra được áp dụng;
c) Thông in về các thử nghiệm như sau
1) Thử kéo: hình dạng mẫu thử và kết quả thử
2) Thử va đập: dạng mẫu thử và kết quả thử
3) Bảng phân tích mẫu đúc và, nếu có thể áp dụng, phân tích sản phẩm
d) Chứng chỉ xác nhận.
7.3. Kiểm tra và thử nghiệm
7.3.1. Yêu cầu chung
Các yêu cầu cho kiểm tra và thử nghiệm được cho trong Bảng 2 đối với thép hình rỗng từ thép không hợp kim và trong Bảng 3 đối với thép hình rỗng từ thép hạt mịn
7.3.2. Kiểm tra và thử nghiệm chung
Khi sản phẩm được cung cấp với kiểm tra và thử nghiệm chung, nhà sản xuất phải thực hiện các thử nghiệm được thực hiện bởi nhà sản xuất, dựa theo quá trình riêng của nhà sản xuất, để biểu thị rằng các sản phẩm được sản xuất bằng cùng một quá trình đạt yêu cầu của đơn đặt hàng. Các sản phẩm được thử nghiệm có thể không cần thiết là các sản phẩm được cung cấp.
7.3.3. Kiểm tra và thử nghiệm riêng
Khi các sản phẩm được cung cấp với kiểm tra và thử nghiệm riêng, phải thực hiện các thử nghiệm trên sản phẩm được cung cấp hoặc trên các bộ mẫu thử mà sản phẩm được cung cấp là một phần, hoặc (nếu áp dụng được) trên tất cả các thép hình rỗng.
Bảng 2 - Chương trình kiểm tra và thử nghiệm cho thép hình rỗng từ thép không hợp kim
| Các yêu cầu kiểm tra và thử nghiệm | Phạm vi kiểm tra và thử nghiệm và loại tài liệu | ||||
| Yêu cầu | Viện dẫn điều | Kiểm tra và thử nghiệm chung | Kiểm tra và thử nghiệm riêng | ||
| Báo cáo thử nghiệm a | Chứng chỉ kiểm tra (loại 3.1.A, 3.1.B hoặc 3.1.C)b hoặc báo cáo kiểm tra (loại 3.2)b | ||||
| Các yêu cầu bắt buộc | 1 | Phân tích mẫu đúc | 6.5 9.1 | Một kết quả trên sản phẩm cung cấp | Một trên mỗi mẫu đúc |
| 2 | Thử kéo | 6.6 9.2 | Một kết quả trên sản phẩm cung cấp | Một trên một đơn vị thửd e | |
| 3 | Thử va đập chỉ đối với cấp J2 | 6.6 9.2 | Không áp dụng | Một nhóm trên mỗi đơn vị thử d e | |
| 4 | Trạng thái bề mặt và kích thước | 6.8 6.10 9.3 | Xem 9.3 | Xem 9.3 | |
| 5 | NDT của mối hàn | 6.9 9.4 | Không áp dụng | Tất cả các sản phẩm, toàn bộ chiều dài | |
| Các yêu cầu không bắt buộc | 6 | Phân tích sản phẩm | 6.5 9.1 | Không áp dụng | Một trên một đơn thử |
| 7 | Phân tích mẫu đúc cho các nguyên tố bổ sung | 6.5 9.1 | Không áp dụng | Xem lựa chọn 3 | |
| 8 | Thử nghiệm va đập chỉ đối với cấp JR và JO | 6.6 9.2 | Không áp dụng | Một trên mỗi đơn vị thử de (chỉ khi lựa chọn 6 được yêu cầu) | |
| a phù hợp với TCVN 11236 (ISO 10474), 2.2 b phù hợp với TCVN 11236 (ISO 10474), 3.1 c phù hợp với TCVN 11236 (ISO 10474), 3.2 d về đơn vị thử, xem 8.1.3 e Mẫu theo chiều dọc hoặc ngang là tùy thuộc nhà sản xuất. | |||||
Bảng 3 - Chương trình kiểm tra và thử nghiệm cho thép hình rỗng từ thép hạt mịn
| Các yêu cầu kiểm tra và thử nghiệm | Phạm vi của chương trình kiểm tra và thử nghiệm và loại tài liệu | |||
| Yêu cầu | Viện dẫn điều | Kiểm tra và thử nghiệm riêng | ||
| Chứng chỉ kiểm tra (3.1.A, 3.1.B hoặc 3.1.C)a hoặc báo cáo kiểm tra (3.2)b | ||||
| Các yêu cầu bắt buộc | 1 | Phân tích mẫu đúc | 6.5 9.1 | Một trên một mẫu đúc |
| 2 | Thử kéo | 6.6 9.2 | Một trên một đơn vị thử nghiệmcd | |
| 3 | Thử va đập | 6.6 9.2 | Một nhóm trên một đơn vị thử nghiệmcd | |
| 4 | Trạng thái bề mặt và kích thước | 6.8 6.10 9.3 | Xem 9.3 | |
| 5 | NDT trên mối hàn | 6.9 9.4 | Tất cả các sản phẩm, toàn bộ chiều dài | |
| Yêu cầu không bắt buộc | 6 | Phân tích sản phẩm | 6.5 9.1 | Một trên một đơn vị thử nghiệmc |
| a phù hợp với TCVN 11236 (ISO 10474), 3.1 b phù hợp với TCVN 11236 (ISO 10474), 3.2 c về đơn vị thử nghiệm, xem 8.1.3 d Mẫu theo chiều dọc hoặc ngang là tùy thuộc nhà sản xuất. | ||||
8. Mẫu
8.1. Tần suất các thử nghiệm
8.1.1. Đối với các sản phẩm được cung cấp có kiểm tra và thử nghiệm chung, xem 7.3.2.
8.1.2. Đối với sản phẩm được cung cấp có kiểm tra và thử nghiệm riêng, việc kiểm tra cơ tính và phân tích sản phẩm, nếu có thể áp dụng, phải được thực hiện với một đơn vị thử. Một đơn vị thử được định nghĩa là một số lượng các thép hình rỗng từ một hoặc nhiều vật đúc có cùng một mác thép và các kích thước được chế tạo bằng cùng một quá trình (ví dụ hàn điện hoặc hàn hồ quang dưới lớp thuốc hàn) và, nếu có thể áp dụng, trong cùng điều kiện xử lý nhiệt và được đưa vào nghiệm thu, trong cùng một thời điểm.
Từ mỗi đơn vị thử nghiệm, một mẫu đủ để chuẩn bị các mẫu thử sau:
• Một mẫu thử kéo
• Hai nhóm của ba mẫu thử va đập (xem 9.2.2);
• Một phân tích sản phẩm, khi được yêu cầu (xem 6.6.1).
8.1.3. Đơn vị thử phải bao gồm trọng tải của các thép hình được quy định trong Bảng 4.
Bảng 4 - Đơn vị thử
| Loại thép hình | Đơn vị thử | |
| Tròn | Vuông hoặc chữ nhật | |
| Đường kính ngoài, D mm | Chu vi ngoài mm | Khối lượng t |
| ≤ 114.3 | ≤ | ≤ 40 |
| > 114,3, ≤ 323,9 | > 400, ≤ 800 | ≤ 50 |
| > 323,9 | > 800 | ≤ 75 |
8.2. Chuẩn bị mẫu và mẫu thử
8.2.1. Lựa chọn và chuẩn bị mẫu cho phân tích hóa học
Các mẫu để phân tích sản phẩm phải được lấy từ các mẫu thử hoặc các mẫu cho thử cơ tính hoặc từ toàn bộ các chiều dày của thép hình rỗng tại cùng một vị trí như đối với các mẫu thử cơ tính. Việc chuẩn bị mẫu phải phù hợp với TCVN 1811 (ISO 14284).
8.2.2. Vị trí và định hướng của mẫu để thử cơ tính
8.2.2.1. Mẫu thử kéo
Mẫu thử kéo phải tuân theo các yêu cầu sau:
• Đối với các thép hình tròn, vuông hoặc chữ nhật, mẫu thử có thể là toàn bộ tiết diện của sản phẩm.
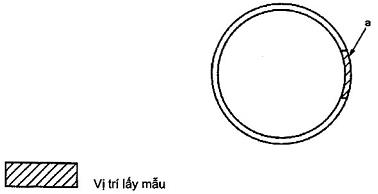
• Đối với các thép hình tròn, không được thử trên toàn bộ tiết diện, các mẫu thử phải được lấy theo chiều dọc và tại điểm cách xa mối hàn (xem Phụ lục C).
Ngoài ra, tùy theo nhà sản xuất, có thể lấy mẫu thử theo chiều ngang.
• Đối với các thép hình vuông và chữ nhật, không được thử trên toàn bộ tiết diện, các mẫu thử phải được lấy theo chiều dọc, nằm giữa các góc, trên một trong các cạnh không chứa đường hàn (xem Phụ lục C).
Ngoài ra, tùy theo nhà sản xuất, có thể lấy mẫu thử theo chiều ngang.
8.2.2.2. Mẫu thử va đập
Mẫu thử va đập phải tuân theo các yêu cầu sau:
a) Đối với các thép hình trên, mẫu thử phải được lấy theo chiều dọc và tại điểm cách xa mối hàn (xem Phụ lục C).
Ngoài ra, tùy theo nhà sản xuất, có thể lấy mẫu thử theo chiều ngang.
b) Đối với các thép hình vuông và chữ nhật, mẫu thử phải được lấy theo chiều dọc, nằm giữa các góc, trên một trong các cạnh không chứa đường hàn (xem Phụ lục C).
Ngoài ra, tùy theo nhà sản xuất, có thể lấy mẫu thử theo chiều ngang.
8.2.3. Chuẩn bị mẫu thử cho các thử nghiệm cơ học
Phải áp dụng các yêu cầu của TCVN 4398 (ISO 377) kết hợp với vị trí mẫu thử được quy định tại 8.2.2.
8.2.3.1. Mẫu thử kéo
Phải áp dụng các yêu cầu của TCVN 197-1 (ISO 6892-1) và ISO 6892-2, khi thích hợp.
Các mẫu thử có thể không có tỷ lệ, nhưng trong các trường hợp có tranh chấp, phải sử dụng các mẫu thử có chiều dài đo L0 = 5,65![]() (xem 9.2.2).
(xem 9.2.2).
8.2.3.2. Mẫu thử va đập
Mẫu thử va đập có rãnh V phải được gia công và chuẩn bị phù hợp với TCVN 312-1 (ISO 148-1). Ngoài ra, phải áp dụng các quy định sau:
a) Đối với chiều dày danh nghĩa > 12 mm, các mẫu thử tiêu chuẩn phải được gia công cơ sao cho một mặt bên không cách mặt cán quá 2 mm.
b) Đối với chiều dày danh nghĩa ≤ 12 mm, khi sử dụng các mẫu thử nghiệm có tiết diện thu hẹp, chiều rộng phải ≥ 5 mm.
CHÚ THÍCH: Kích cỡ mẫu thử phụ thuộc vào chiều dày thực tế của mẫu và, với thép hình tròn rỗng, dung sai cho phép cũng cần được đặt ra cho độ cong của thép hình.
9. Phương pháp thử
9.1. Phân tích hóa học
Các nguyên tố được xác định và báo cáo phải là những nguyên tố được cho trong Bảng A.1, trừ khi lựa chọn 3 được yêu cầu (xem 5.2) hoặc Bảng B.1.
Việc lựa chọn phương pháp phân tích vật lý hay hóa học thích hợp cho các thử nghiệm phân tích phải do nhà sản xuất quyết định.
Trong trường hợp có tranh chấp, phương pháp thử được sử dụng phải được thỏa thuận, có tính đến Tiêu chuẩn Quốc gia có liên quan.
9.2. Thử cơ học
9.2.1. Yêu cầu về nhiệt độ
Các thử nghiệm kéo phải được thực hiện trong khoảng nhiệt độ từ 10°C đến 35°C. Các thử nghiệm va đập phải được thực hiện ở nhiệt độ được quy định trong Bảng A.3 cho thép không hợp kim, và Bảng B.3 cho thép hạt mịn.
9.2.2. Thử kéo
Thử kéo phải được thực hiện phù hợp với TCVN 197-1 (ISO 6892-1) và ISO 6892-2.
Đối với giới hạn chảy được quy định trong các Bảng A.3, A.4 và B.5, phải xác định giới hạn chảy trên, ReH.
Nếu hiện tượng chảy không xảy ra, phải xác định giới hạn chảy quy ước 0,2%, Rp0,2, hoặc giới hạn chảy quy ước ở độ giãn dài tổng 0,5%, Rt0,5. Trong trường hợp có tranh chấp, phải áp dụng giới hạn chảy quy ước 0,2%, Rp0,2.
Nếu sử dụng một mẫu thử không tỷ lệ, độ giãn dài tính theo phần trăm thu được phải được chuyển thành giá trị đối với chiều dài đo L0 = 5,65![]() bằng cách sử dụng bảng chuyển đổi được cho trong ISO 2566-1.
bằng cách sử dụng bảng chuyển đổi được cho trong ISO 2566-1.
9.2.3. Thử va đập
Các thử nghiệm va đập phải được thực hiện phù hợp với TCVN 312-1 (ISO 148-1) và được đánh giá phù hợp với TCVN 4399 (ISO 404) tuân theo các yêu cầu sau:
a) Giá trị trung bình của các nhóm 3 mẫu thử nghiệm phải đáp ứng các yêu cầu quy định. Một giá trị riêng có thể nhỏ hơn giá trị quy định, nhưng không được nhỏ hơn 70 % giá trị này.
b) Nếu các điều kiện ở a) không được thỏa mãn, phải lấy một nhóm bổ sung gồm ba mẫu thử từ cùng một mẫu và tiến hành thử nghiệm. Để đơn vị thử được coi là phù hợp với tiêu chuẩn này, sau khi thử nghiệm nhóm mẫu thứ hai, các điều kiện sau đây phải được đồng thời thỏa mãn:
1) Giá trị trung bình của 6 thử nghiệm phải bằng hoặc lớn hơn giá trị quy định;
2) Không quá hai trong 6 giá trị riêng biệt được nhỏ hơn giá trị quy định;
3) Không quá một trong 6 giá trị riêng biệt được nhỏ hơn 70% giá trị quy định.
c) Nếu các điều kiện trên không được thỏa mãn sản phẩm mẫu được coi như không phù hợp với tiêu chuẩn này và có thể thực hiện các thử nghiệm lại trên các mẫu thử còn lại (xem 9.5).
9.3 Kiểm tra bằng mắt và kiểm tra kích thước
9.3.1 Kiểm tra bằng mắt
Các thép hình rỗng phải được kiểm tra bằng mắt về sự phù hợp với các yêu cầu của Điều 6.8.
9.3.2. Kiểm tra kích thước
Các kích thước của thép hình rỗng phải được kiểm tra về sự phù hợp với các yêu cầu của TCVN (ISO 10799-2).
9.4. Thử không phá hủy mối hàn
9.4.1. Yêu cầu chung
Khi mối hàn của thép hình kết cấu hàn rỗng phải được thử nghiệm NDT, phương pháp thử phải phù hợp với Điều 9.4.2 hoặc 9.4.3. Theo quyết định của nhà sản xuất, thử nghiệm NDT có thể được thực hiện trên thép hình tròn trước khi tạo hình lần cuối cùng, hoặc trên các thép hình rỗng tròn, vuông hoặc chữ nhật sau khi tạo hình lần cuối cùng.
9.4.2. Thép hình hàn điện
Đường hàn phải được thử nghiệm phù hợp với một trong những điều của tiêu chuẩn sau:
a) ISO 10893-2 cho mức chấp nhận E5, trừ khi kỹ thuật cuộn ống/ cuộn đĩa không cho phép.
b) ISO 10893-3 hoặc ISO 10893-11, ngoại trừ mức chấp nhận phải dựa trên việc sử dụng rãnh trong/ngoài N15 và đối với việc áp dụng ISO 10893-3 phải áp dụng chiều rộng rãnh không lớn hơn hai lần chiều sâu của rãnh chuẩn, với giá trị lớn nhất là 1,0 mm.
Tiêu chuẩn Quốc gia được áp dụng theo quyết định của nhà sản xuất.
9.4.3. Thép hình hàn hồ quang dưới lớp thuốc hàn
Đường hàn phải được thử nghiệm với mức U5 phù hợp với ISO 10893-11 hoặc chụp ảnh tia bức xạ phù hợp với ISO 10893-6 với chất lượng hình ảnh cấp B.
Hàn giáp mép được sử dụng để nối các đoạn băng hoặc tấm với nhau trong quá trình hàn hồ quang dưới lớp thuốc hàn theo đường xoắn vít phải được cho phép, với điều kiện là mối hàn giáp mép được thử nghiệm bằng cùng loại phương pháp và đáp ứng cùng một mức như đường hàn chính.
9.5. Thử lại, phân loại và xử lý lại
Đối với thử nghiệm lại, phân loại và xử lý lại, phải áp dụng TCVN 4399 (ISO 404).
10. Ghi nhãn
10.1. Trừ khi được cung cấp như trong Điều 10.2 đối với các thép hình rỗng được cung cấp ở dạng bó, mỗi thép hình rỗng phải được ghi nhãn bằng phương pháp phù hợp và bền lâu, như sơn, đóng dấu, dán nhãn hoặc gắn nhãn với các thông tin sau:
• Ký hiệu ngắn gọn, ví dụ, TCVN 11228-1 (ISO 12633-1) - S275J0 (cũng xem 6.2 về điều kiện cung cấp đặc biệt)
• Tên hoặc nhãn hiệu của nhả sản xuất
• Trong trường hợp kiểm tra và thử nghiệm riêng, số hiệu nhận biết (ví dụ số đặt hàng), cho phép sự tương quan của sản phẩm hoặc đơn vị cung cấp với tài liệu kiểm tra có liên quan
VÍ DỤ 1: TCVN 11228-1 (ISO 12633-1)- S235JR + Nhãn hiệu
VÍ DỤ 2: TCVN 11228-1 (ISO 12633-1) - S275NL + Tên nhà sản xuất + số đặt hàng.
10.2. Khi sản phẩm được cung cấp theo bó, yêu cầu ghi nhãn trong 10.1 có thể đặt trên nhãn, được gắn kèm an toàn trên bó sản phẩm.
PHỤ LỤC A
(Quy định)
Thép hình kết cấu rỗng từ thép không hợp kim - Thành phần hóa học và cơ tính
Bảng A.1 - Thành phần hóa học - Phân tích mẫu đúc cho chiều dày sản phẩm nhỏ hơn hoặc bằng 65 mm
| Mác thép | Loại khử oxya | C% lớn nhất | Si % | Mn % | P % | S % | N % | |
| Chiều dày danh nghĩa mm | ||||||||
| ≤ 40 | >40, ≤ 65 | lớn nhất | lớn nhất | lớn nhất | lớn nhất | lớn nhấtbc | ||
| S235JRH | FN | 0,17 | 0,20 | - | 1,40 | 0,045 | 0,045 | 0,009 |
| S275J0H | FN | 0,20 | 0,22 | - | 1,50 | 0,040 | 0,040 | 0,009 |
| S275J2H | FF | 0,20 | 0,22 | - | 1,50 | 0,035 | 0,035 | - |
| S355J0H | FN | 0,22 | 0,22 | 0,55 | 1,60 | 0,040 | 0,040 | 0,009 |
| S355J2H | FF | 0,22 | 0,22 | 0,55 | 1,60 | 0,035 | 0,035 | - |
| a) Phương pháp khử oxy được ký hiệu như sau: FN: Thép sôi - không cho phép; FF: Thép hoàn toàn lặng chứa các nguyên tố liên kết nitơ với hàm lượng đủ để hấp thụ lượng nitơ sẵn có (ví dụ tối thiểu 0,020 % tổng lượng nhôm, hoặc 0,015 % lượng nhôm hòa tan). b) Cho phép vượt quá các giá trị quy định, miễn là đối với mỗi lần tăng 0,001 % N, hàm lượng P tối đa giảm đi 0,005 %, tuy nhiên hàm lượng N của phân tích mẫu đúc, không được lớn hơn 0,012 %. c) Không cho phép giá trị lớn nhất của ni tơ nếu bảng thành phần hóa học chỉ ra tổng hàm lượng nhôm là 0,020 % với tỷ lệ Al/N nhỏ nhất là 2:1, hoặc nếu có đủ các nguyên tố liên kết ni tơ.Các nguyên tố liên kết ni tơ phải được ghi lại trong tài liệu kiểm tra. | ||||||||
Bảng A.2 - Giá trị lớn nhất của đương lượng cacbon dựa trên phân tích mẫu đúc
| Mác thép | Giá trị CEV lớn nhất % | ||
| Chiều dày danh nghĩa mm | |||
|
| ≤ 16 | > 16, ≤ 40 | > 40, ≤ 65 |
| S235JRH | 0,37 | 0,39 | 0,41 |
| S275J0H | 0,41 | 0,43 | 0,45 |
| S275J2H | 0,41 | 0,43 | 0,45 |
| S355J0H | 0,45 | 0,47 | 0,50 |
| S355J2H | 0,45 | 0,47 | 0,50 |
Bảng A.3 - Cơ tính của thép hình rỗng từ thép không hợp kim
| Mác thép | Giới hạn chảy trên ReH MPa | Giới hạn bền kéo Rm MPa | Độ giãn dài nhỏ nhất theo phần trăm Amin
| Đặc tính va đập | |||||||
| Dọc | Ngang | Nhiệt độ thử °C | Năng lượng hấp thụ trung bình cho mẫu thử tiêu chuẩnb J | ||||||||
| Chiều dày danh nghĩa mm | Chiều dày danh nghĩa mm | Chiều dày danh nghĩa mm | |||||||||
| ≤ 16 | > 16, ≤ 40 | ≤ 40, ≤ 65 | < 3 | ≥ 3, | ≤ 40 | ≤ 40, ≤ 65 | ≤ 40 | ≥ 40, ≤ 65 | |||
| S235JRHa | 235 | 225 | 215 | 360 đến 510 | 340 đến 470 | 26 | 25 | 24 | 23 | 20 | 27 |
| S275J0Ha | 275 | 265 | 255 | 430 đến 580 | 410 đến 560 | 22 | 21 | 20 | 19 | 0 | 27 |
| S275J2H | -20 | 27 | |||||||||
| S355J0Ha | 355 | 345 | 335 | 510 đến 680 | 490 đến 630 | 22 | 21 | 20 | 19 | 0 | 27 |
| S355J2H | -20 | 27 | |||||||||
| a Các đặc tính va đập được kiểm tra chỉ khi được quy định tại thời điểm yêu cầu đặt hàng và đặt hàng cho các sản phẩm được cung cấp có kiểm tra và thử nghiệm quy định. b Về các đặc tính va đập cho các mẫu thử nghiệm thu nhỏ, xem 6.6.2. | |||||||||||
PHỤ LỤC B
(Quy định)
Thép hình kết cấu rỗng từ thép hạt mịn - Thành phần hóa học và cơ tính
Bảng B.1 - Thành phần hóa học - Phân tích mẫu đúc cho chiều dày sản phẩm nhỏ hơn hoặc bằng 40 mm
| Mác Thép | Loại khử oxya | C lớn nhất % | Si lớn nhất % | Mn lớn nhất % | P lớn nhất % | S lớn nhất % | Nb lớn nhất % | V lớn nhất % | AI tổngb nhỏ nhất % | Ti lớn nhất % | Cr lớn nhất % | Ni lớn nhất % | Mo lớn nhất % | Cu lớn nhấtc % | N lớn nhất % |
| S275NH | GF | 0,20 | 0,40 | 0,50 đến 1,40 | 0,035 | 0,030 | 0,050 | 0,05 | 0,020 | 0,03 | 0,30 | 0,30 | 0,10 | 0,35 | 0,015 |
| S275NLH | 0,030 | 0,025 | |||||||||||||
| S355NH | GF | 0,20 | 0,50 | 0,90 đến 1,65 | 0,035 | 0,030 | 0,050 | 0,12 | 0,020 | 0,03 | 0,30 | 0,50 | 0,10 | 0,35 | 0,015 |
| S355NLH | 0,18 | 0,030 | 0,025 | ||||||||||||
| S460NH | GF | 0,20 | 0,60 | 1,00 đến 1,70 | 0,035 | 0,030 | 0,050 | 0,20 | 0,020 | 0,03 | 0,30 | 0,80 | 0,10 | 0,70 | 0,025 |
| S460NLH | 0,030 | 0,025 | |||||||||||||
| a Phương pháp khử oxy được ký hiệu như sau: GF: Thép lặng hoàn toàn chứa các nguyên tố liên kết nitơ với hàm lượng đủ để hấp thụ lượng nitơ sẵn có và có cấu trúc hạt mịn b Nếu có đủ lượng nguyên tố liên kết ni tơ, không áp dụng tổng hàm lượng nhôm nhỏ nhất c Nếu hàm lượng đồng lớn hơn 0,30 %, hàm lượng nicken ít nhất phải bằng một nửa hàm lượng đồng. | |||||||||||||||
Bảng B.2 - Giá trị lớn nhất của đương lượng cacbon dựa trên phân tích mẫu đúc
| Mác thép | Loại khử oxy | Giá trị CEV lớn nhất % | |
| Chiều dày danh nghĩa mm | |||
| ≤ 16 | > 16, ≤ 65 | ||
| S275NH | GF | 0,40 | 0,40 |
| S275NLH | |||
| S355NH | GF | 0,43 | 0,45 |
| S355NLH | |||
| S460NHa | GF | - | - |
| S460NLHa | |||
| a Xem 6.5.3, lựa chọn 5 | |||
Bảng B.3 - Cơ tính
| Mác thép | Giới hạn chảy trên ReH MPa | Giới hạn bền kéo Rm MPa | Độ giãn dài nhỏ nhất theo phần trăm Amin
| Đặc tính va đập | ||||
| Dọc | Ngang | |||||||
| Chiều dày danh nghĩa mm | Chiều dày danh nghĩa mm | Nhiệt độ °C | Năng lượng hấp thụ trung bình cho mẫu thử tiêu chuẩna J | |||||
| ≤ 16 | > 16, ≤ 40 | > 40, ≤ 65 |
| ≤ 65 | ||||
| S275NH | 275 | 265 | 255 | 370 đến 540 | 24 | 22 | -20 | 40 |
| S275NLH | -50 | 27 | ||||||
| S355NH | 355 | 345 | 335 | 470 đến 630 | 22 | 20 | -20 | 40 |
| S355NLH | -50 | 27 | ||||||
| S460NH | 460 | 440 | 430 | 550 đến 720 | 17 | 15 | -20 | 40 |
| S460NLH | -50 | 27 | ||||||
| a Về đặc tính va đập cho mẫu thử nghiệm có tiết diện thu nhỏ, xem 6.6.2 | ||||||||
PHỤ LỤC C
(Quy định)
Vị trí của mẫu và các mẫu thử cho thép hình rỗng
C.1. Vị trí mẫu
C.1.1. Yêu cầu chung
Phụ lục này đưa ra thông tin về vị trí mẫu và mẫu thử cho thép hình rỗng (xem 8.2.2)
C.1.2. Vị trí mẫu thử cho thử kéo
Xem Hình C.1 đến C.3
Đối với thép hình tròn, chữ nhật hoặc vuông, mẫu thử nghiệm phải là toàn bộ mặt cắt của sản phẩm
Hình C.1 - Thép hình nhỏ
a Tại vị trí bất kỳ trên đường tròn, nhưng với trường hợp thép hình hàn, phải cách xa đường hàn.
Hình C.2 - Thép hình tròn
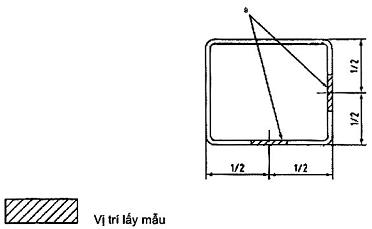
a Các vị trí thay thế (trên bất kỳ cạnh nào trừ cạnh chứa đường hàn của thép hình hàn).
Hình C.3 - Thép hình vuông và chữ nhật
C.1.3. Vị trí mẫu thử cho thử va đập
Xem Hình C.4 và C.5
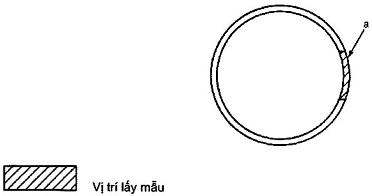
a Tại vị trí bất kỳ trên đường tròn, nhưng với trường hợp thép hình hàn, phải cách xa đường hàn.
Hình C.4 - Thép hình tròn
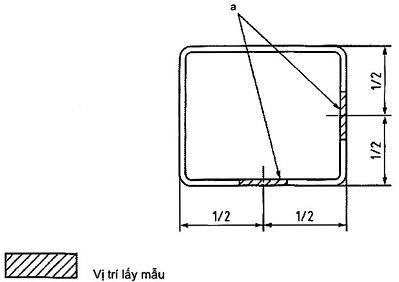
a Các vị trí thay thế (trên bất kỳ cạnh nào trừ cạnh chứa đường hàn của thép hình hàn).
Hình C.5 - Thép hình vuông và chữ nhật
C.2. Mẫu thử
Các mẫu thử phải được lấy từ các mẫu được chỉ ra trong Hình C.1 đến C.5.
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] TCVN ISO 9001 (ISO 9001), Hệ thống quản lý chất lượng - Các yêu cầu.
[2] TCVN 11227-1 (ISO 10799-1), Thép kết cấu hàn, mặt cắt rỗng tạo hình nguội từ thép không hợp kim và thép hạt mịn - Phần 1: Điều kiện kỹ thuật khi cung cấp.
[3] TCVN 11227-2 (ISO 10799-2), Thép kết cấu hàn, mặt cắt rỗng tạo hình nguội từ thép không hợp kim và thép hạt mịn - Phần 2: Kích thước và đặc tính mặt cắt.
[4] ISO 630-1, Structural steels - Part 1: General technical delivery conditions for hot-rolled product (Thép kết cấu - Phần 1: Điều kiện kỹ thuật chung khi cung cấp cho sản phẩm được gia công hoàn thiện nóng).
[5] ISO 630-2, Structural steels - Part 2: Technical delivery conditions for structural steel for general purposes (Thép kết cấu - Phần 2: Điều kiện kỹ thuật khi cung cấp đối với thép kết cấu công dụng chung).
[6] ISO/TS 4949, Steel names based on letter symbols (Tên thép dựa trên ký hiệu chữ cái).
[7] ISO 6292, Steel products - Definitions and classification (Sản phẩm thép - Định nghĩa và phân loại).
Bạn chưa Đăng nhập thành viên.
Đây là tiện ích dành cho tài khoản thành viên. Vui lòng Đăng nhập để xem chi tiết. Nếu chưa có tài khoản, vui lòng Đăng ký tại đây!
