- Tổng quan
- Nội dung
- Tiêu chuẩn liên quan
- Lược đồ
- Tải về
Tiêu chuẩn xây dựng TCXD 193:1996 Phương pháp đo kiểm trong công trình
| Số hiệu: | TCXD 193:1996 | Loại văn bản: | Tiêu chuẩn XDVN |
| Cơ quan ban hành: | Đang cập nhật | Lĩnh vực: | Xây dựng |
|
Ngày ban hành:
Ngày ban hành là ngày, tháng, năm văn bản được thông qua hoặc ký ban hành.
|
1996 |
Hiệu lực:
|
Đã biết
|
| Người ký: | Đang cập nhật |
Tình trạng hiệu lực:
Cho biết trạng thái hiệu lực của văn bản đang tra cứu: Chưa áp dụng, Còn hiệu lực, Hết hiệu lực, Hết hiệu lực 1 phần; Đã sửa đổi, Đính chính hay Không còn phù hợp,...
|
Đã biết
|
TÓM TẮT TIÊU CHUẨN XDVN TCXD 193:1996
Nội dung tóm tắt đang được cập nhật, Quý khách vui lòng quay lại sau!
Tải tiêu chuẩn Việt Nam TCXD 193:1996
 Tiêu chuẩn XDVN TCXD 193:1996 PDF (Bản có dấu đỏ)
Tiêu chuẩn XDVN TCXD 193:1996 PDF (Bản có dấu đỏ) Tiêu chuẩn XDVN TCXD 193:1996 DOC (Bản Word)
Tiêu chuẩn XDVN TCXD 193:1996 DOC (Bản Word)| TIÊU CHUẨN XÂY DỰNG | TCXD 193 : 1996 |
ISO 7976 - 1 : 1989
Dung sai trong xây dựng công trình
Các phương pháp đo kiểm công trình và cấu kiện chế sẵn của công trình
Tolerances for building - Methods of measurement of buildings
and building products
Phần 1
PHƯƠNG PHÁP, CÔNG CỤ ĐO
Part 1:
METHODS AND INTRUMENTS
1. Phạm vi và lĩnh vực áp dụng
Tiêu chuẩn này cho một số phương pháp khác nhau để xác định hình dạng, kích thước và sai lệch kích thước của công trình và cấu kiện chế sẵn của công trình xây dựng cần lắp với nhau. Cũng có thể áp dụng phương pháp này khi dữ liệu về độ chính xác được thu thập trong các xưởng máy hoặc trên công trường.
Tiêu chuẩn này cho thông tín về độ sai lệch các bộ phận của công trình xây dựng hay cấu kiện chế sẵn của công trình mà chứng có thể được xác định bởi các thiết bị mô tả ở đây.
Các phương pháp đo kiểm này chỉ áp dụng các vật có hình dạng các mặt là thẳng và có môđun đàn hồi lớn hơn 35kPa, ví dụ như bê tông, gỗ, thép, chất dẻo cứng, sản phẩm xây dựng làm bằng sợi thủy tinh và vật liệu nêm tương tự không phải là đối tượng của tiêu chuẩn này.
Các quy tắc kiểm tra chất lượng trong mọi giai đoạn đo đạc như kiểm tra tần số, vị trí, thời gian vv... cũng không phụ thuộc vào tiêu chuẩn này.
Phần 2 của tiêu chuẩn cho vị trí của các điểm đo được dùng theo phương pháp đo mô tả ở tiêu chuẩn này.
Để dễ so sánh lẫn nhau, cả hai phần của tiêu chuẩn này cùng dùng một cách đánh số.
2. Tiêu chuẩn trích dẫn
ISO 4464 Dung sai trong xây dựng công trình,quan hệ giữa các loại độ sai lệch và dung sai khác nhau dùng trong quy định.
ISO 7078 Xây dựng nhà - phương pháp giác mặt bằng, đo và trắc đạc. Từ vựng và chỉ dẫn.
ISO 7976 - 2 Dung sai trong xây dựng công trình - các phương pháp đo kiểm và kết cấu chế sẵn của công trình - phần 2 : vị trí của các điểm đo.
ISO 8322 Xây dựng nhà - dụng cụ đo - phương pháp xác định độ chính xác trong sử dụng.
Phần 1 : Lí thuyết
Phần 2 : Thước đo
Phần 3 : Công cụ thủy chuẩn quang học
Phần 4 : Máy kinh vĩ
Phần 5 : Máy dọi quang học
Phần 6 : Công cụ laze
Phần 7 : Công cụ dùng để giác mặt bằng
Phần 8 : Công cụ điện tử đo khoảng cách
Hiện đang soạn thảo
3. Quy định chung
3.1. Các phương pháp đo
Các phương pháp đo này áp dụng cho các kích thước chính của cấu kiện xây dựng, khoảng cách giữa các cấu kiện này và độ sai lệch hình học của cấu kiện. Tuy nhiên, chúng cũng có thể áp dụng cho các bộ phận và phần nhỏ của các cấu kiện xây dựng.
Các hạng mục cần đo phải được kê lắp như chúng được lắp trong sử dụng. Khi không thể làm được như vậy, thì điều kiện kê lắp phải được thỏa thuận trong sơ đồ đo. Nếu bộ phận được đo trong lúc đang ở trong khuôn gá chế tạo thì phải ghi rõ điều này. Các bộ phận mềm phải luôn luôn được kê lắp hoàn toàn trên một mặt phẳng.
Để thực hiện đo đạc và đồng thời để thu thập dữ liệu về độ chính xác, các phương pháp đo phải chính xác hơn nhiều so với độ sai lệch cho phép quy định trong quá trình chế tạo hay xây dựng.
Nội dung chủ yếu của phương pháp là làm sao cho có thể kiểm tra được độ chính xác của quy trình đo (xem ISO 8322, phần 1 đến 8).
Khi ghi kết quả đo, các điều kiện và thông số sau đây cũng cần được ghi lại :
- Tên người đo, dụng cụ, thời gian ;
- Vị trí và hình dạng của vật được đo ;
- Nhiệt độ và độ ẩm của vật được đo ;
- Các vấn đề khác liên quan đến việc đo.
Thông thường là có thể đo trực tiếp trong bề mặt giáp khuôn nhẵn. Các khuyết tật cục bộ như lỗ rỗng, chỗ cháy, ba via đúc, thì phải tránh khi đo. Chúng không được thể hiện ra như các kích thước không đúng, nhưng phải ghi lại sự có mặt của chúng.
Trường hợp bề mặt gồ ghề nhiều so với sai lệch cho phép, có thể quy định cách đo dùng thêm một miếng, định vị đủ lớn đặt vào vật cần đo .
Tại cuối mỗi mục 4 đến 14, có một bảng quy định các hạng mục sau đây cho mỗi thao tác đo trong mục đó :
- Thao tác đo ;
- Giới hạn độ chính xác đo, tùy thuộc vào độ sai lệch cho phép của vật cần đo ;
- Phạm vi đo ;
- Thiết bị và dụng cụ đo được chọn.
3.2. Ảnh hưởng của sai lệch so với điều kiện chuẩn
Sự sai khác của điều kiện môi trường so với điều kiện chuẩn quy định có thể dẫn đến sai số trong kích thước đo được. Nhiệt độ, đặc biệt là nắng trực tiếp, là điều kiện môi trường quan trọng nhất.
Các điều kiện khác như độ ẩm của gỗ và tuổi của bê tông cũng phải được chú ý khi cần thiết.
Trong thực tế, khó xác định được nhiệt độ thực của vật cần đo hay thiết bị đo vì chúng không có nhiệt độ đồng đều, và sẽ có sự sai lệch khác do nhiệt độ trong lòng vật cần đo hay thiết bị đo. Giải pháp thỏa đáng nhất là để cho vật cần đo và thiết bị đo một thời gian đủ đạt được nhiệt độ môi trường ổn định. Nhiệt độ này có thể đo được và sẽ được xét đến khi có sai khác với nhiệt độ chuẩn quy định.
Còn về phía thiết bị đo thì nguồn nhiệt phổ biến nhất là do việc thao tác thiết bị, và đo sai khác giữa nhiệt độ môi trường và điều kiện chuẩn. Vật cần đo thì cũng bị ảnh hưởng bởi nhiệt độ môi trường và cũng có thể bị nung nóng nhiều lần trong lúc chế tạo.
Nhiệt độ chuẩn trong ví dụ này được lấy là 20 độ C. Các kí hiệu như sau :
t1 là nhiệt độ vật cần đo, bằng độ bách phân
t2 là nhiệt độ thiết bị đo, bằng độ bách phân
a1 là hệ số dãn nở nhiệt của vật cần đo
a2 là hệ số dãn nở nhiệt của thiết bị đo
Dt1 là độ chênh nhiệt độ của vật cần đo so với 20°C (Dt1 = t1-20)
Dt2 là độ chênh nhiệt độ của thiết bị đo so với 20°C (Dt2 = t2-20)
L là chiều dài cần đo
Sai số đo DL gây bởi chênh lệch nhiệt độ Dt1 và Dt2
DL = L(a1Dt1 - a2Dt2)
TIẾT 1 : CÁC PHƯƠNG PHÁP CHO NHỮNG PHÉP ĐO ĐƯỢC ÁP DỤNG TRONG NHÀ MÁY VÀ TRÊN CÔNG TRƯỜNG
Ghi chú : Phần lớn các ví dụ của cấu kiện cũng có thể được áp dụng cho các bộ phận thi công trên công trường.
4. Kích thước cấu kiện
Điều này mô tả ví dụ về dụng cụ và cách đo để xác định chiều dài, chiều rộng và bề dày của cấu kiện.
Kích thước dài được xác định bằng những dụng cụ nêu trong mục 15 (có hay không có tấm định vị), tại đó có chỉ dẫn về các sai số tiêu biểu và các điều phòng xa cần thiết. Cần đặc biệt lưu ý đến lực kéo và nhiệt độ khi đo bằng thước dây. Cần phải dùng một bộ căng thước để tạo lực căng chuẩn khi có quy định hoặc khi chiều dài đo vượt quá 10m. Khuyến nghị rằng cần phải đỡ thước để giảm ảnh hưởng của nhiệt độ của vật cần đo (xem hình 1). Cũng nên thấy rằng khi thước tựa trên cấu kiện nhà hay trên sàn, nhiệt độ của vật cần đo có thể khác với nhiệt độ đo được của không khí chung quanh và do đó gây nên sai số đo (xem 3.2). Sai số này có thể giảm được bằng cách đỡ thước. Nhiệt độ đúng của thước có thể được đo bằng một nhiệt kế tiếp xúc.
4.1. Chiều dài và chiều rộng
Trên những cấu kiện mà không có cạnh góc rõ ràng thì có thể dùng các tấm định vị (xem mục 15) để tăng độ chính xác đo. Các tấm định vị phải được giữ hay bắt chặt, tùy thời gian đo, vào mặt của vật cần đo để xác định chính xác các cạnh. Một ví dụ sử dụng tấm góc được thể hiện trong hình 2.
Có thể sử dụng kết quả đo giữa 2 điểm đối diện (không phải là điểm góc) để kiểm tra sơ bộ kết quả đo độ sai lệch đường thẳng (xem mục 6 và hình 4).
Khi đo theo mặt cong, thì sai số là đo đường cong AB bao giờ cũng lớn hơn dây cung AB. Yêu cầu chính xác thông thường cho phép lấy số đọc là milimét gần nhất. Điều đó có nghĩa là trong thực tế, có thể cho phép một lượng độ cong nào đó (xem hình 5).
Hình 6 cho một đồ thị để hiệu chỉnh khi đo dọc theo cấu kiện cong.
![]()
4.2. Bề dày hay chiều cao tiết diện
Bề dày (hay chiều cao tiết diện) của cấu kiện được xác định bằng các dụng cụ nêu ở mục 15 và về nguyên tắc được thực hiện theo cùng cách tả ở 4.1.
Khi cần thiết, nên dùng tấm góc và/hoặc tấm cạnh.
Dụng cụ có mặt tiếp xúc lớn được dùng cho vật liệu có bề mặt không phẳng.
Bề dày phải được đo vuông góc với ít nhất một trong các mặt của cấu kiện (xem hình 7).
4.3. Bảng sai lệch cho phép
| Thao tác đo | Giá trị sai lệch cho phép | Phạm vi đo | Dụng cụ đo |
| 1 | 2 | 3 | 4 |
| Chiều dài và chiều rộng cấu kiện (4.1) | ± 3mm ± 3mm ± 5mm | < 1m < 3m 3 đến 10m | Thước thép rút được Thước thép cuộn đã kiểm định Thước thép cuộn đã kiểm định |
| Bề dày cấu kiện (4.2) | ± 0,5mm ± 1mm ± 2mm ± 3mm ± 5mm | < 0,1m 0,1 đến 0,5m 0,5 đến 2,0m < 1m < 0,5m | Thước cặp Thước cặp Thước cặp Thước thép rút được Thanh đo và hai thanh xương |
5. Độ vuông góc của cấu kiện
Điều này cho ví dụ về dụng cụ và phương pháp đo để xác định sai lệch độ vuông góc, nhưng có thể áp dụng về nguyên tắc cho góc bất kì.
Theo ISO -4464, sai lệch góc là sự khác nhau giữa góc thực tế và góc chuẩn tương ứng. Hình 8 cho thấy các sai lệch góc biểu thị bằng grad hoặc độ (hình 8a) hay bằng đoạn lệch (hình 8b).
Nếu theo cách b thì sai lệch góc được xác định từ cạnh ngắn hơn của góc và phải được đo vuông góc với cạnh tương ứng của góc chuẩn.
Sai lệch của độ song song, một dạng khác của sai lệch góc được xét trong mục 5.2.
Sai lệch góc được xác định bằng các dụng cụ nêu trong mục 15, có hoặc không có các tấm định vị.
Ba phương pháp được mô tả để xác định độ sai lệch góc vuông trong sản phẩm xây dựng. Phương pháp được chọn là tùy thuộc kích thước của vật cần đo.
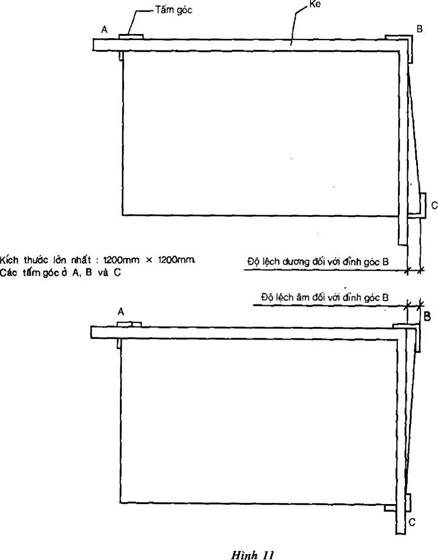
Trong hình 9, nếu b và c < 1200mm, thì dùng thước ke như ở hình 11. Nếu không dùng ống ngắm để đo (xem 5.1.3) hoặc cách đo đường chéo (xem 5.1.2). Tuy nhiên phương pháp đo cạnh chỉ dùng khi sai lệch cho phép của góc vuông là lớn hơn 5mm trên mét.
Ba phương pháp được dùng để xác định sai lệch góc được minh họa bằng các ví dụ dưới đây. Độ sai lệch luôn được đo trên cạnh ngắn của góc và kết quả cuối cùng sẽ là sự sai lệch của điểm B hay điểm c so với vị trí yêu cầu.
Trong hình 10, các góc phải đo là các góc giữa các đường thẳng nối các điểm góc (xem thêm hình 16).
5.1. Độ sai lệch góc
5.1.1. Đo bằng thước ke
Trong hình 11, một thước ke có kích thước đủ lớn được đặt cạnh dài dọc theo AB sao cho cạnh ngắn chạm vào B hoặc C. Độ sai lệch góc của đỉnh B được xác định như hình vẽ.
Trong hình 12, thước ke được đặt để đo sai lệch góc. Thước ke được tựa lên các thanh đỡ S. Để giảm ma sát, cạnh được đặt lên gối con lăn R.
Trong hình 13, cũng có thể dùng phương pháp ở hình 12 để đo sai lệch góc của cột.
Khi dùng các phương pháp nêu ở hình 12 và 13, bề dày các miếng cữ sẽ phải trừ đi bớt so với số đọc khi tính toán sai lệch góc.
Phương pháp như ở hình 14, chỉ có thể dùng khi không có sai lệch đường thẳng, vì nếu không thì chỉ thấy được sai lệch góc vuông giữa các phần của bề mặt chi tiết cần đo, nghĩa là góc ABC chứ không phải góc ABD.
5.1.2. Đo đường chéo
Trong hình 15, các khoảng cách AB, BC và AC được xác định bằng cách dùng thước cuộn và các tấm đỉnh góc.
Kích thước của vật cần đo không được vượt quá chiều dài của thước và tỉ số rộng/dài của vật không được nhỏ hơn 1 : 2.
Góc tại điểm B có thể tính toán như sau :
![]()
Quy trình này có thể lập lại cho điểm A, B và C.
Tổng các góc (a + b + g + d) phải là 400 grad (gon) hay 360 độ. Nếu không khép kín thì phải chia đều cho 4 góc, miễn là sai số khép kín góc không vượt quá 0,12 grad (0,11 độ = 7 phút) đối với cấu kiện kích thước khoảng 1200mm x 3000mm. Nếu sai số khép kín góc vượt quá giá trị này thì phải đo lại.
Độ sai lệch góc tính như đoạn lệch (CC1) có thể xác định theo cạnh CB như sau:
b = 100grad
![]()
Hay :
![]()
5.1.3. Đo bằng ống ngắm (Telescop)
Trong hình 16, một ống ngắm đo được đặt ở điểm đò B và được vặn về điểm 0 khi ngắm vào A. Sau đó quay 100 grad (90 độ) và xác định độ lệch ở điểm C chẳng hạn bằng một thước milimét đặt tại điểm đó.
Hình 17 nêu một phương pháp xác định sai lệch góc (tại B) bằng một máy kinh vĩ (T) có trục ngắm được đặt song song với AB bằng cách quay máy sao cho các số đọc đối với thanh đo (P1 và P2) là bằng nhau.
Sau đó quay máy kinh vĩ 100 grad (90 độ) và đọc các khoảng cách P3 và P4 trong ống ngắm, nhờ thanh đo. Các khoảng P1 đến P4 phải nằm trong phạm vi 500mm đến 1000mm. Điều đó có nghĩa là trong phần lớn trường hợp phải lắp thêm thấu kính vào máy kinh vĩ để quan sát phạm vi ngắn hơn khi đọc các giá trị P1 và P3.
Độ sai lệch góc đo bằng đoạn thẳng lệch trong trường hợp này là dương (P3 - P4).
5.2. Độ song song
Độ sai lệch không song, song là một dạng sai lệch góc và là sự khác nhau giữa phương của đường thẳng đi qua A và B và phương của đường thẳng chuẩn AB1, đi qua song song với DC (xem hình 18). Độ sai lệch này được đo như là khoảng cách giữa B và B1, (xem ISO 4464).
Trong hình 18, các khoảng cách AD và BC được đo lần lượt từ C và D vuông góc với chiều dài, trong thực tế là song song với các cạnh BC và AD, bằng các dụng cụ đo phù hợp với mục 15. Hiệu số giữa AD và BC là độ sai lệch do không song song giữa AB và CD.
5.3. Bảng sai lệch cho phép
| Thao tác đo | Giá trị sai lệch cho phép | Phạm vi đo | Dụng cụ đo |
| 1 | 2 | 3 | 4 |
| Sai lệch góc (5.1) | ± 4mm ± 5mm/m ± 7mm | < 1,2m < 30m < 30m | Thước ke Thước thép đã kiểm định Máy đo quang học |
| Độ song song | ± 2mm ± 3mm ± 5mm ± 5mm | < 1m < 3m 3 đến 10m < 3m | Thước cặp Thước thép đã kiểm định Thước thép đã kiểm định Thanh đo |
6. Độ thẳng và độ vồng của cấu kiện
Mục này mô tả ví dụ dùng công cụ đo để xác định sai lệch khỏi đường thẳng và khỏi độ vồng thiết kế.
6.1. Độ thẳng
Theo ISO 4464 độ sai lệch đường thẳng được mô tả là sự sai khác giữa hình dạng thực của một đường so với đường thắng. Các sai lệch a và b được đo là khoảng cách từ các điểm của đường thực đến đường thẳng nối các điểm đầu, điểm cuối A và B của đường thực (xem hình 19).
Độ sai lệch đường thẳng được xác định bằng các dụng cụ cho trong mục 15, kết hợp có dùng hay không dùng các tấm định vị.
Hai đầu của một đường, thông thường là một cạnh, mà cần đo sai lệch đường thẳng dọc theo nó, thì được nói nhau hoặc bằng một sợi dây căng giữa hai điểm nút A và B, hoặc bằng một thước cạnh thẳng tựa trên các tấm định vị hoặc là trục ngắm của một ống ngắm.
6.1.1. Đo bằng thước cạnh thẳng
Chiều dài cạnh thước không được vượt quá 3m.
Hình 20 cho thấy cách đo bằng thước cạnh thẳng và các tấm góc dọc theo cạnh của vật cần đo.
6.1.2. Đo bằng dây căng
Phương pháp trên hình 21 gồm có việc tạo một đường chuẩn bằng dây căng thép hay nilon, tựa hai đầu bằng các tấm cữ và tấm căng. Dây được đặt trong một rãnh cách cạnh là 50mm.
Mục đích của các tấm cữ và tấm căng là để giữ cho dây ở một khoảng cách định trước so với các đính góc của vật cần đo và để đảm bảo dây không chạm vào bề mặt.
6.1.3. Đo bằng ống ngắm
Phương pháp tả ở 5.1.3 dùng ống ngắm để đo độ sai lệch góc có thể dùng để xác định độ thẳng của cấu kiện.
6.2. Độ vồng thiết kế
Các phương pháp tả ở 6.1.1 đến 6.1.3 cũng có thể dùng để xác định sai lệch khỏi độ vồng thiết kế.
6.3. Bảng sai lệch cho phép
| Thao tác đo | Giá trị sai lệch cho phép | Phạm vi đo (chiều dài do) | Dụng cụ đo |
| 1 | 2 | 3 | 4 |
| Độ sai lệch khỏi đường thẳng và độ vồng thiết kế (6.1 và 6.2) | ±2mm | < 3m | Nêm đo (< 30mm), thước cạnh thẳng và các tấm góc |
| ±3mm | < 3m | Thước, thước cạnh thẳng và các tấm góc | |
| Độ song song | ±2mm | < 2m | Nêm đo (30mm) |
|
| ±4mm | 2 đến 5m | và dây thép hay dây nilon |
|
| ±8mm | 5 đến 10m | (< 10m) và các tấm góc |
|
| ±3mm | < 2m | Thước và dây thép hay dây nilon và các tấm góc |
|
| ±10mm | < 10m |
7. Độ phẳng và độ vênh của cấu kiện
Mục này mô tả các ví dụ về dụng cụ, phương pháp đo và mặt phẳng chuẩn dùng để xác định độ phẳng.
Theo ISO 4464, độ sai lệch mặt phẳng được mô tả là “sự sai khác giữa hình dạng thực của một mặt và một mặt phẳng”. Trong trường hợp độ phẳng cục bộ, các mặt này lần lượt được thay thế bằng một đường và một đường thẳng. Khi xác định độ sai lệch mặt phẳng, cần phải quyết định dùng mặt phẳng chuẩn nào để đo độ sai lệch.
7.1. Nguyên tắc đo
Một mặt phẳng chuẩn có thể được xác định bằng nhiều cách, như là :
- Mặt phẳng trung bình của 4 điểm góc ;
- Mặt phẳng xác định bằng phương pháp bình phương tối thiểu ;
- Qua một số đường thẳng (độ phẳng cục bộ) ;
- Qua một hộp (nguyên tắc hộp) ;
- Mặt phẳng đi qua 3 điểm góc (độ vênh).
7.1.1. Mặt phẳng trung bình
Độ sai lệch mặt phẳng trên một mặt chữ nhật, theo ISO 4464 có thể được xác định bằng một mặt phẳng trung bình đối với 4 góc. Mặt phẳng trung bình này đặt ở S/4 bên trên hai góc đối nhau qua đưởng chéo và ở S/4 dưới 2 góc kia (xem hình 22), trong đó S là độ vênh được xác định như đã nói.
Trên hình 22, mặt phẳng chuẩn là mặt phẳng trung bình đi qua A +S/4, B - S/4, C + S/4 và D - S/4. Các sai lệch mặt phẳng được đo từ các điểm trên toàn mặt chứ không chi ở các tiết diện ; ở hình vẽ, có vẽ các tiết diện là để cho đơn giản. Mặt cần đo được quét so với mặt phẳng trung bình. Độ sai lệch mặt phẳng được thể hiện bằng số dương hay âm theo khoảng cách lớn nhất từ một điểm ở bên trên và bên dưới mặt phẳng này.
7.1.2. Phương pháp bình phương tối thiểu
Một định nghĩa tổng quát hơn của độ phẳng là mặt phẳng chuẩn được tạo lập sao cho tổng của các độ sai lệch của bề mặt đo đối với mặt phẳng chuẩn là số không : nghĩa là tổng các độ sai lệch dương bằng tổng các độ sai lệch âm, và tổng bình phương của các sai lệch này là nhỏ nhất (đó là nguyên tắc của bình phương tối thiểu). Đối với một mặt phẳng, cần một số lượng lớn các điểm đo (khoảng 16 điểm cho một cấu kiện kích thước 4000mm x 6000mm), nên phải tính toán bằng máy tính.
Nên lưu ý là việc tính toán bằng phương pháp bình phương tối thiểu phải giao cho người có đủ trình độ.
Ghi chú : Việc áp dụng nguyên tắc bình phương tối thiểu có nghĩa là kết quả tính toán cho được vị trí và hai phương của mặt phẳng chuẩn so với mặt phẳng đo. Chỉ trong trường hợp mà mặt cần đo đã là một bộ phận của công trình đã dựng thì hai phương thường có thể đảm bảo yêu cầu chính xác.
Hình 23 cho thấy mặt phẳng chuẩn được tính bằng nguyên tắc bình phương tối thiểu.
Để làm ví dụ, lượng đo độ phẳng có thể được quy định như sau :
|V dương| + |V âm| ≤ T1mm
Trong đó :
V dương là sai lệch dương lớn nhất ;
V âm là sai lệch âm lớn nhất ;
T1 là dung sai độ phẳng quy định.
7.1.3. Độ phẳng cục bộ
Có thể đo sai lệch phẳng cục bộ từ một số đường thẳng nhất định theo các phương nhất định.
Phương pháp này cho phép đo trực tiếp độ thẳng cục bộ và gián tiếp cho độ phẳng. Đó là một phương pháp thực tiễn để kiểm tra độ phẳng trong nhiều mục đích xây dựng.
Hình 24 cho thấy độ sai lệch phẳng aj so với mặt phẳng chuẩn ABCD hoặc độ sai lệch a2 đường thẳng chuẩn đi qua các điểm X và Y trên mặt cấu kiện.
7.1.4. Nguyên tắc hộp
Nguyên tắc hộp có thể dùng để xác định sai lệch phẳng. Theo ISO 4464, nguyên tắc hộp được mô tả như sau : “Thể tích được xét là thể tích của không gian nằm giữa hai hình hộp đồng dạng lí thuyết có chung một hướng, cái nọ nằm trong cái kia. Khoảng cách giữa các mặt tương ứng của các hình hộp này có thể có hoặc không phân bố đều, tùy theo bề rộng dung sai đã quy định. Không điểm nào trên bề mặt cấu kiện được vượt qua thể tích đó”.
Ghi chú : Nguyên tắc này cũng áp dụng được khi chỉ xét hai chiều không gian. Đó có lẽ là trường hợp phổ biến nhất (xem hình 25).
Như thấy ở hình 25, đối với cấu kiện hai chiều như thanh hay tấm, có thể dùng một nguyên tắc hộp đơn giản hóa.
Việc sử dụng tổng quát nguyên tắc hộp với hệ tọa độ vuông góc ba chiều đòi hỏi phải đo trong ba mặt phẳng.
7.1.5. Độ vênh
Theo ISO 4464, độ vênh là một trường hợp riêng của sai lệch phẳng. Có nghĩa là một mặt phẳng chuẩn đi qua 3 điểm góc của cấu kiện cần đo (hoặc điểm khá gần điểm góc) vì thường khó xác định điểm góc. Độ vênh được mô tả như là giá trị tuyệt đối của độ sai lệch của góc thứ tư so với mặt phẳng chuẩn. Các sai lệch tính từ mặt phẳng chuẩn của các điểm khác của mặt thì được coi như sai lệch độ phẳng. Nhờ có độ vênh, có thể quan sát được các sai lệch độ phẳng lớn.
Sai lệch độ phẳng được xác định bằng các dụng cụ đo nêu trong mục 15, tại đó cũng chỉ ra các nguồn sai số tiêu biểu và các điều phòng xa cần thiết.
Các phương pháp cho dưới đây cho thấy các khả năng khác nhau để đo hình dạng chung của mặt cấu kiện. Trước hết cần quy định mặt phẳng chuẩn phải dùng và cho thêm độ sai lệch cho phép. Độ phẳng thường có liên quan đến một diện tích riêng của một bề mặt đã hoàn thiện, đến một cấu kiện riêng, đến chỗ nối giữa hai cấu kiện hoặc giữa hai giai đoạn để tạo nên một mặt “phẳng”. Các diện tích lớn như sàn thì thường được kiểm tra bằng sai số về độ cao và đôi khi về độ vênh so với các điểm lưới (xem mục 9).
7.2. Độ phẳng tổng thể
7.2.1. Đo sai lệch độ phẳng bằng ống ngắm (máy kinh vĩ)
Có thể đo bằng các máy thủy bình hoặc máy kinh vĩ. Kết hợp với việc đo bề dày, các phương pháp này cho một ví dụ về vật liệu áp dụng nguyên tắc hộp.
Một ghi chú trong tiểu mục 7.3.3.2 của ISO 4464 - 1980 nói rằng : “Trong thực tế, việc đo được thực hiện từ một mặt phẳng bên ngoài cấu kiện và song song với hai phương chính của cấu kiện”.
Khuyến nghị náy có thể được thực hiện đối với các phương pháp nêu ở 7.2.2. Đối với các phương pháp khác có thể dùng máy thủy bình hoặc máy kinh vĩ, thì khuyến nghị này không thể theo được. Trong các trường hợp đó, thì khuyến nghị này được lấy thủy chuẩn như thông thường và các giá trị đo thì được tính chuyển so với mặt phẳng chuẩn đã chọn. Để dễ tính toán, có thể dùng các máy tính có lập trình dùng cho điều kiện hiện trường.
7.2.1.1 Cấu kiện ở vị trí thẳng đứng
Một mặt phẳng thẳng đứng được quét bởi một máy kinh vĩ, một máy thủy bình với lăng kính 100 grad (90 độ) hay một thiết bị rà bề mặt (laze xây dựng). Mặt phẳng phải đặt cách bề mặt cần đo khoảng 300mm. Khi có nắng trực tiếp thì khoảng cách này phải tăng đến ít nhất là 500mm để tránh bị méo hình do khúc xạ.
Máy được căn chỉnh theo cách thông thường. Thanh đo (mia) hay thước ống thủy phải được đặt gần như vuông góc với trục ngắm của dụng cụ và đặt gần như vuông góc với vật cần quan trắc.
Hình 27 cho một ví dụ xác định sai lệch độ phẳng toàn thể.
Nếu dùng một máy kinh vĩ, phải thực hiện đo ở cả hai vị trí trái phải của ống kính. Để tránh sai số điều tiêu, khoảng cách ngắm tối thiểu phải lớn hơn 10m.
7.2.1.2. Cấu kiện ở vị trí nằm ngang
Khuyến nghị dùng một máy thủy bình. Một cách khác là dùng máy kinh vĩ có ống ngắm được khóa cho nằm ngang. Số đọc được lấy trên một mia thủy chuẩn đặt thẳng đứng và kiểm tra độ thẳng đứng bằng ống thủy tròn.
Trên hình 28, dùng các mia thủy chuẩn ngắn (300mm) đặt trên đế máy. Chúng có lợi là chỉ cần một thao tác viên. Bất lợi là khúc xạ có thể gây sai số đọc.
7.2.2. Đo sai lệch độ phẳng bằng dụng cụ được thiết kế đặc biệt
Hình 29 và 30 cho hai ví dụ đo độ phẳng bằng thiết bị tiêu cự ngắn không bù trừ. Với các thiết bị này, dễ dàng làm theo khuyến nghị của ISO4464 - 1980 về mặt phẳng đo là từ bên ngoài cấu kiện và song song với hai phương chính của cấu kiện hơn là dùng hai máy thủy bình hay kinh vĩ đặt cách cấu kiện một khoảng nào đó. Thiết bị mô tả ở hình 29 và 30 có cái lợi là chúng có thể dùng để đo cấu kiện ở bắt kì tư thế nào.
Các ví dụ ở hình 29 và 30 có một mặt phẳng đi qua 3 góc của cấu kiện lấy là mặt phẳng chuẩn. Khi chọn mặt phẳng trung bình làm mặt phẳng chuẩn thì các giá trị đo được chuyển hoàn về mặt phẳng trung bình này.
Hình 29 cho ví dụ đo độ phẳng đối với mặt phẳng chuẩn đi qua 3 điểm góc (B, C, D) (Trong vài trường hợp, dụng cụ ở C có góc vuông cố định, cho phép đọc trực tiếp sai lệch góc vuông ở đỉnh B).
Ghi chú : Cần nhớ rằng các dụng cụ phải được kiểm tra xem có sai số điều quang hay không. Không được phép dùng dụng cụ có bù trừ vì phương pháp này có thể dùng trong mặt phẳng bất kì chứ không chỉ trong mặt phẳng nằm ngang.
Trục ngắm của ống ngắm tại điểm C (hình 29) được hướng về điểm không trên thang đo tại B và D. Các điểm không này tương ứng với chiều cao của trục ngắm bên trên bề mặt tại điểm C.
Sau đó đọc số ở đích X, có thể đặt tại một điểm tùy ý trên mặt. (Số đọc ở điểm A cho độ vênh, xem 7.4). Cùng nguyên tắc đo đó có thể áp dụng với thiết bị cho trên hình 30, thiết bị này gồm dụng cụ rà mặt D và máy đo M (kinh vĩ hay máy dò), máy này đặt đúng trên mặt phẳng chuẩn xác định bởi dụng cụ D.
Việc đo độ phẳng của các mặt đối nhau (với dụng cụ đặt ở 2 vị trí, hướng lên trên và xuống dưới), kết hợp với bề dày là một ví dụ của việc áp dụng nguyên tắc hộp.
7.3. Độ phẳng cục bộ
Các phương pháp đã nêu không cho sai lệch độ phẳng từ một mặt phẳng chuẩn nào đó mà chi cho sai lệch từ một hay nhiều đường thẳng chuẩn, mỗi đường đi qua ít nhất hai điểm của bề mặt của vật cần đo. Đo như vậy có nghĩa là phải dùng các tiết diện.
Đối với phương pháp đơn giản hóa này, các vấn đề sau đây phải được ghi lại trong kế hoạch kiểm tra.
- Theo phương pháp nào và tại phía nào của mặt mà đã chọn các tiết diện.
- Có bao nhiêu tiết diện và tại mối tiết diện có bao nhiêu điểm được ghi lại ;
- Các kết quả được ghi như thế nào ;
- Mọi vấn đề quan trọng khác.
Trong các ví dụ sau đây, chỉ có 3 điểm được dùng - hai điểm chuẩn và một điểm cần đo.
7.3.1. Đo độ phẳng cục bộ bằng dây hay thước cạnh thẳng
Thước cạnh thẳng (có hay không có bọt nước) hoặc dây có thể dùng để đo cấu kiện ở vị trí nằm ngang, thẳng đứng hoặc nghiêng (xem hình 31). Dùng ống thủy, có thể kết hợp đo với kiểm tra độ thẳng đứng. Các dụng cụ được đặt trên các miếng kê có bề dày Y bằng nhau đã biết trước. Số đo X giữa bề mặt và dây hay thước cạnh thẳng được đo bằng thước hay nêm đo. Cần cẩn thận để nêm đo không nâng dây lên. Sai lệch độ thẳng là (X-Y), và đó là chỉ tiêu của độ phẳng thi công.
Dây phải được căng bởi lực 100N.
Cần lưu ý là khi đo bằng dây căng ở vị trí nằm ngang, phạm vi đo bị hạn chế trong khoảng 10m. Nên dùng một dây thép cường độ cao đường kính 0,5mm.
Cần tránh đo sai lệch độ phẳng bằng dây khi có mưa và gió mạnh.
7.3.2. Đo độ phẳng cục bộ bằng ống ngắm
7.3.2.1. Cấu kiện ở vị trí thẳng đứng
Một mặt phẳng thẳng đứng được quét bởi một máy kinh vĩ, một máy thủy bình vái lãng kính 100 grad (90 độ) hay một thiết bị rà bề mặt (laze xây dựng). Mặt phẳng phải đặt cách bề mặt cần đo khoảng 300mm. Khi có nắng trực tiếp thì khoảng cách này phải tăng đến ít nhất là 500m để tránh bị méo hình do khúc xạ.
Dụng cụ được cân chỉnh theo cách thông thường, thanh đo hay thước ống thủy phải được đặt gần như vuông góc với trục ngắm của dụng cụ và đặt gần như vuông góc với vật cần quan sát.
Hình 32 cho ví dụ đo độ phẳng cục bộ. Sai lệch độ phẳng cục bộ d là
Trong đó R1, R2, R3 là số đọc trên mia thủy chuẩn đặt lần lượt ở các vị trí R1, R2, R3. Nếu cấu kiện không hoàn toàn thẳng đứng, thì phải lưu ý điều này nếu các sai lệch được đo ở các điểm không phải là tâm.
7.3.2.2. Cấu kiện ở vị trí nằm ngang
Khuyến nghị dùng một máy thủy bình hoặc cũng có thể dùng máy kinh vĩ có ống ngắm được khóa cho nằm ngang. Số đọc được lấy trên một mia thủy chuẩn đặt thẳng đứng và kiểm tra độ thẳng đứng bằng ống thủy tròn.
Hình 33 cho ví dụ đo độ phẳng cục bộ. Sai lệch độ phẳng cục bộ d là
![]()
Trong đó R1, R2, R3 là số đọc trên thước thủy chuẩn đặt lần lượt ở các vị trí R1, R2, R3. Nếu cấu kiện không hoàn toàn nằm ngang, thì phải lưu ý điều này nếu các sai lệch được đo ở các điểm không phải là tâm.
7.4. Độ vênh
7.4.1. Đo độ vênh bằng dây hay thước cạnh thẳng
Đặt một thước cạnh thẳng hay một dây thép cường độ cao giữa hai điểm góc đối diện trên đường chéo của vật cần đo. Khoảng cách từ bề mặt vật đến thước hay dây thì được đo đối với đường chéo thứ nhất được dp rồi đối với đường chéo thứ hai được d2 ; do tại tâm của bề mặt nghĩa là giao điểm hai đường chéo. Độ vênh của bề mặt a là :
a = 2(d1 - d2)
Hình 34 cho thấy cách đo độ vênh bằng dây và nêm đo. Cẩn cẩn thận để nêm đo không nâng dây lên.
Dây phải được căng bởi lực 100N. Cần lưu ý là khi đo bằng dây căng ở vị trí nằm ngang, phạm vi đo bị hạn chế trong khoảng 10m. Nên dùng một dây thép cường độ cao đường kính 0,5mm. Cần tránh đo sai lệch độ thẳng bằng dây khi có mưa và gió mạnh.
7.4.2. Đo độ vênh bằng ống ngắm
Xem thêm 7.2.1 và 7.3.2
Đo các khoảng cách từ mặt phẳng của trục ngắm đến 4 góc và tính toán một mặt phẳng đi qua 3 điểm góc bất kì. Tính khoảng cách từ góc thứ tư đến mặt phẳng này và do đó có được độ sai lệch vênh (hình 35). Có thể gắn thêm vào ống ngắm một micrômet bản song song nếu muốn chính xác cao hơn. Độ vênh d4 tại R4 là
a4 = (R1 +R3) - (R2 +R4)
Trong đó R1, R2, R3, R4 là số đọc trên thanh đo hay mia đặt lần lượt tại các vị trí R1, R2, R3, R4.
7.5. Phương pháp và thiết bị để đo cấu kiện theo nguyên tắc hộp
Có thể thực hiện đo theo nguyên tắc hộp, với một ít khó khăn, bằng cách dùng thiết bị và phương pháp thông thường, nghĩa là dụng cụ trắc đạc, thước dây, ke lớn, và dây căng ; nhưng do cần tính toán nhiều để kết hợp các sai lệch này vào trong tiêu chuẩn nghiệm thu của nguyên tắc hộp nên cách cách đo này ít được dùng. Tuy nhiên, nguyên tắc hộp bộ phận, trên 1, 2 hay 3 cạnh của một vật thì rát hay được dùng với thiết bị đo tiêu chuẩn.
Việc đo và tính toán thì được đơn giản hóa trong phần lớn các hệ thống được triển khai riêng để đo kiểm cấu kiện bê tông, như hình 29 và 30 cho hai ví dụ. Các hệ thống này rất hiệu quả khi sử dụng với nguyên tắc hộp đơn giản hóa.
Có thể dùng bộ gá tĩnh tại để đo theo nguyên tắc hộp, trực tiếp liên hệ với một dây chuyền sản xuất. Chúng gồm có một kết cấu thép trong đó vật đo được tựa lên 3 điểm. Nhiều điểm đo được lắp lên những vị trí xác định trên mọi phía của bộ gá trên bề mặt của một hình hộp giả tưởng. Khoảng cách từ các điểm đo đến bề mặt của vật đo thì được đo bởi thước ống rút chẳng hạn. Đo kiểm tra với bộ gá thì rất nhanh nhưng đối với mọi bộ gá thì phạm vi kích thước và loại vật cần đo là bị hạn chế.
Thiết bị vẽ ở hình 36 và 37 chi là một ví dụ của thiết bị dùng để đo theo nguyên tắc.
Hình 36 và 37 là hai ví dụ của thiết bị đo theo nguyên tắc hộp dùng để đo kích thước tổng thể của cấu kiện

7.6. Bằng sai lệch cho phép
| Thao tác đo | Giá trị sai lệch cho phép | Phạm vi đo (chiếu dài đo) | Dụng cụ đo |
| 1 | 2 | 3 | 4 |
| Xác định độ phẳng (7.2, 7.3) | ± 2mm ± 3mm ± 2mm ± 4mm ± 2mm ± 4mm ± 3mm ± 5mm | < 3m < 3m < 2m 2 đến 5m < 3 x 6m < 3 x 6m < 2m 2 đến 5m | Nêm đo (<30mm), thước cạnh thẳng Thước và thước cạnh thẳng Nêm đo (30mm) và dây (< 10m) Máy thủy bình hay máy kinh vĩ và thước với micromet tấm song song Máy thủy bình hay máy kinh vĩ và mia Dây (< 10m) và thước hoặc thước thép rút được |
| Xác định độ vênh (7.4) | ± 4mm ± 5mm | < 3 x 6m < 3 x 6m | Máy thủy bình hay máy kinh vĩ Dây (< 10m) và nêm đo (30mm) |
| Nguyên tác hộp (7.5) | ± 3mm | 10 đến 200 m giữa khung và cấu kiện | Khung thép và dụng cụ đo hoặc thước |
Tiết 2 : PHƯƠNG PHÁP ÁP DỤNG CHO VIỆC ĐO THỰC HIỆN TRÊN CÔNG TRƯỜNG
Tiết này xét việc xác định độ sai lệch xây dựng của kết cấu tiền chế hoặc làm tại chỗ
Các độ sai lệch thông thường liên quan đến các mục sau (xem hình 38)
Mục 8 : Các vị trí trong mặt phẳng nằm ngang, ví dụ a, b, c, d đối với mặt đứng hoặc e, f, g, h bên trong nhà ;
Mục 9 : Các vị trí trong mặt phẳng thẳng đứng (cao trình) (không vẽ trên hình 38).
Mục 10 : Độ thẳng đứng, ví dụ : k hoặc
b - a hoặc d - c hoặc
h - g hoặc f - e ;
Mục 11 : Độ lệch tâm, ví dụ c - b ;
Mục 12 : Vị trí so với các cấu kiện, ví dụ m và n ;
Mục 13 : Độ phẳng hay độ thẳng Fi (xem hình 76) ;
Mục 14 : Các kích thước quan trọng khác : chiều dài tựa (xem hình 77) ; bề rộng khe nối ; đặt bậc khe nối (xem hình 78).
Hình 38 cho ví dụ của một số sai lệch, chẳng hạn độ thẳng đứng (mục 10), hoặc độ lệch tâm (hình 11) mà có thể suy từ các sai lệch vị trí đo từ các mặt phẳng chuẩn thẳng đứng đi qua các đường phụ trợ, bên ngoài hoặc bên trong ngôi nhà.
Thực hiện việc đo công trình bằng các dụng cụ đo, có hay không có các tấm định vị, như nêu ở mục 15. Tại đây cũng cho các nguồn sai số tiêu biểu và các biện pháp phòng xa như lực căng và nhiệt độ khi dùng thước dây chẳng hạn. Để tránh sai số điều tiêu trong các ống ngắm, khuyến nghị rằng khoảng cách ngắm tối thiểu không được nhỏ hơn 10m. Nếu không thể được thì kiểm tra lại ống ngắm về sai số điều tiêu. Không nên dùng đường dây phấn. Bề dày của đường phấn có thể thay đổi dọc chiều dài. Vì vậy, dùng đường dây phấn chỉ giới hạn trong việc lắp ráp chứ không phù hợp để thu thập dữ liệu đo đạc.
Các phương pháp mô tả dưới đây thông thường là áp dụng phương pháp trệch so với đường phụ trợ. Có thể dùng các phương pháp trắc đạc khác miễn là trước hết phải tiến hành tính toán chính xác. Để nhằm đạt mục đích cả việc đo lẫn việc thu thập dữ liệu độ chính xác, thì quy trình đo nên chính xác hơn nhiều so với sai lệch cho phép được quy định đối với độ chính xác của quá trình chế tạo hay thi công cần đo. Tài liệu này giả định là có các vị trí chuẩn thích hợp, theo như ISO 4464, trên công trường dựng lắp hay trên chính kết cấu dựng lắp mà cần đo đạc, ví dụ như các đường phụ trợ hoặc mạng lưới hoặc mốc thủy chuẩn. Đường mạng lưới kết cấu, đường tim hoặc các đường khác dùng trong thiết kế thông thường không phù hợp để dùng làm đường chuẩn trực tiếp để đo, vì chúng ít khi thấy được sau khi thi công bộ phận công trình (xem hình 39), ngoại trừ việc đo vị trí của bulông trước khi dựng lắp cấu kiện.
Hình 38 cho thấy cách dùng các đường để đo và các đường được cố ý đánh dấu song song với các đường mạng khung định vị trắc địa công trình của nhà được xác định là các đường phụ trợ. Trước khi thực hiện theo một phương pháp nào dưới đây, phải biết được hoặc khảo sát được độ chính xác của các đường phụ trợ.
Hình 40 cho vài ví dụ về chuyển hệ thống phụ trợ lên các tầng cao hơn ;
Hình 41 cho ví dụ của hai phương pháp chuyển cao trình
Cao trình được chuyển đến một sàn cao hơn luôn luôn phải được kiểm tra bằng cách đo trở lại mốc thủy chuẩn gốc (về yêu cầu độ chính xác, xem ISO 4464).
Việc đo đạc phải được tiến hành sao cho các độ sai lệch xây dựng đo được tại các sàn khác nhau có thể quy về cùng một vị trí chuẩn, như là các đường phụ và cao trình phụ.
8. Đo vị trí trong mặt phẳng nằm ngang
Các quy trình đo cho dưới đây mô tả đo khoảng cách nằm ngang để xác định sai lệch vị trí, và kết hợp với nó thì có thể tính toán được sai lệch về hướng, ví dụ sai lệch khỏi đường thẳng đứng.
8.1. Đo độ lệch so với hệ trục trắc địa công trình
Vị trí của bu lông, nhóm bulông, hay các thanh dẫn trong hốc cột có thể được đo trực tiếp từ các đường tim đánh dấu trước để dùng trong xây dựng, từ các đường phụ trợ song song với đường tim của các bộ phận nhà (dùng phương pháp tương tự như đã nói ở 8.2), hoặc bằng phương pháp trạm tự do, và phương pháp tương tự, tùy theo tình hình trên công trường.
Hình 42 và 43 minh họa một số khả năng đo vị trí với đường tim và các vị trí bên trong.
Không nên dùng một tấm kim loại hoặc vật liệu khác có khoan lỗ của vị trí bu lông để tiến hành đo đạc hoặc thu thập dữ liệu độ chính xác. Thiết bị này chỉ nên sử dụng riêng trong thi công để đặt bulông vào vị trí đúng của chúng.
Như vẽ ở hình 42, vị trí của các bulông so với đường tim hoặc vị trí trong của chúng có thể được xác định bằng một máy kinh vĩ và thước dây, thanh do hoặc thước thủy chuẩn. Khoảng cách L không được lớn hơn 30m và trong mọi trường hợp không được vượt quá chiều dài của thước cuộn, thanh đo hoặc mia. Dùng mia có lợi là có thể giảm tổ đo từ 3 người (như trên hình vẽ) xuống còn 2 người hay thậm chí 1 người, vì chỉ cần đặt mia vào đúng vị trí chứ không cần căng như đối với thước cuộn.
Để đọc được hoặc ước lượng được tới milimet trên thước cuộn, thanh đo hoặc mia, khoảng cách D cần hạn chế dưới 40m. Với khoảng cách lớn hơn 40m, cần có các trạm dụng cụ trung gian hoặc các tiêu ngắm thích hợp - theo mục 15.
Điều này cũng đúng khi đo từ các đường phụ trợ song song với đường tim.
Hình 43 cho ví dụ của việc xác định vị trí các miếng dẫn hướng đối với cột.
Ghi chú : Cũng có thể dùng dọi quang học
8.2. Đo độ lệch so với đường phụ trợ song song với công trình
Đường phụ trợ nên được tạo lập bằng trục quang học của ống ngắm.
Như vẽ ở hình 44, độ sai lệch dương có thể được đo tại cao độ sàn từ các đường phụ trợ song song với các đường kết cấu, bằng phương pháp trệch. Khoảng cách nên đo hai lần, ở mặt trái và ở mặt phải.
Các vị trí cũng có thể được đo bên trên cao độ sàn hay nền trệt Phải dùng máy kinh vĩ cho loại đo này. Máy kinh vĩ nên có ống thủy với độ nhậy cao hơn 60.
Máy kinh vĩ quét một mặt phẳng thẳng đứng. Mặt phẳng này nên cách mặt cần đo khoảng 300mm. Khi có nắng trực tiếp thì phải tăng lên ít nhất 500mm để tránh méo hình do khúc xạ. Nên tránh đo nhà cao hoặc dài dưới nắng trực tiếp.
Máy được cân chỉnh theo cách thông thường. Thanh đo hay mia phải cố gắng đặt gần như vuông góc với trục ngắm của dụng cụ và cố gắng gần như vuông góc với vật cần quan sát.
Hình 45 cho thấy cách đo độ sai lệch vị trí từ bên trong hay bên ngoài nhà tại các cao trình cao hơn. Quan trọng là kiểm tra việc đo bằng cách đo hai mặt và vuông góc với mặt đứng.
8.3. Xác định độ sai lệch dựa vào đường phụ trợ vuông góc với công trình
Việc xác định độ sai lệch vị trí so với các đường mạng lưới kết cấu vuông góc với ngôi nhà có thể được tiến hành bằng thước thép cuộn, luôn luôn bắt đầu từ một đường chuẩn và kết thúc tại một đường khác tiếp theo để kiểm nghiệm. Hình 46 nêu cho thấy nguyên tắc.
Khi đo độ sai lệch vị trí của các cấu kiện so với hai cạnh khung định vị thì bắt đầu từ A và luôn luôn kết thúc ở B để kiểm tra (xem hình 46).
Kết quả của phép đo từ A đến B có thể được kiểm tra bằng cách bắt đầu từ B và kết thúc tại A.
Có thể có một sai số đọc khi mặt bên của cấu kiện có cạnh vát nhô ra trên thước thép cuộn (xem hình 47).
Khi khe nối quá hẹp không dùng tấm góc được, thì có thể tránh sai số đọc trong khi đọc thước bằng cách đặt một thước hoặc mặt dẹt của ke sát vào đầu mút cấu kiện và vuông góc với thước dây.
Hình 48 cho ví dụ dùng mặt phẳng đứng đi qua các đường phụ trợ trên cao trình mặt đất để đo vị trí của tường.

8.4. Bảng sai lệch cho phép
| Thao tác đo | Giá trị sai lệch cho phép | Phạm vi đo (Chiều dài do) | Dụng cụ đo |
| 1 | 2 | 3 | 4 |
| Độ sai lệch vị trí trong Mặt phẳng nằm ngang dựa vào các đường của mạng lưới trắc địa công trình (8.1) | ± 5mm ± 10mm ± 15mm ± 20mm | < 10m 10 đến 20m 20 đến 30m 30 đến 50m | Máy kinh vĩ và thanh đo hay thước thép rút được |
| Dựa vào các đường phụ trợ song song với công trình (8.2) | ± 5mm | < 40m nếu < 50grad | Máy kinh vĩ và thanh đo (< 1m) |
| Dựa vào đường phụ trợ vuông góc với công trình (.8.3) | ± 5mm | < 10m | Thước thép cuộn đã kiểm định |
| ± 10mm | 10 đến 20m |
| |
| ± 15mm | 20 đến 30m |
| |
| ± 20 mm | 30 đến 50m |
| |
| ± 5mm | < 10m | Thước thép cuộn đã kiểm định và ke | |
| ± 10mm | 10 đến 20m |
| |
| ± 15mm | 20 đến 30m |
| |
| ± 20mm | 30 đến 50m |
| |
| ± 5mm | < 10m | Máy kinh vĩ, thanh đo và thước thép cuộn đã kiểm định | |
| ± 10mm | 10 đến 20m | ||
| ± 15mm | 20 đến 30m |
| |
| ± 20mm | 30 đến 50m |
|
1) a là góc nghiêng
9. Sai lệch về cao độ
Sàn và trần thường được đo cao độ tại các điểm của một mạng lưới. Đề cương kiểm tra sẽ quy định khoảng cách mạng lưới.
Hình 49 cho ví dụ đo cao độ của sàn (B) và trần (C) tại các điểm của mạng lưới. Khuyến nghị rằng nên có ít nhất hai mốc cao độ (A) tại mỗi sàn.
Số đọc thường lấy bằng milimet. Mia phải đặt thẳng đứng nhờ một ống thủy tròn. Mặt phẳng đo phải sạch. Sau khi làm xong mọi sự đo đạc, phải kiểm tra trục ngắm của máy bằng cách đọc lần thứ hai lên mốc chuẩn cao độ. Nếu số đọc này khác số đọc lần đầu tại mốc chuẩn, thì mọi số đo từ trạm máy này phải được kiểm lại.
Khoảng cách giữa dụng cụ và mia không được vượt quá 40m.
Kết quả đo có thể dùng để xác định cả cao độ và sai lệch độ phẳng của sàn và trần.
Ghi chú :
1. Vì các khoảng cách ngắm thường không bằng nhau nên máy thủy bình phải được kiểm tra vẽ sai số trục ngắm.
2. Việc xử lý chi tiết hơn của các quy trình đo để xác định độ phẳng của sàn khi sai lệch cho phép được quy định là vô cùng nhỏ sẽ là nội dung của một Tiêu chuẩn quốc tế tương lai về việc chuyển cao độ, xem hình 41 và 73.
Trong hình 50, cao độ của đỉnh cấu kiện được kiểm tra bằng cách treo mia thủy chuẩn trên đó. Trước tiên, kiểm tra sai lệch của mia khỏi đường thẳng đứng trước khi đo cao độ.
Trong hình 51, để đo cao độ của đỉnh dầm, mũ tường hay panen từ bên dưới, đôi khi cần thiết phải gắn vào chân mia một thanh định vị.
Như vẽ ở hình 52, laze rà bề mặt cũng có thể dùng để đo cao độ.
9.1. Bảng sai lệch cho phép
| Thao tác đo | Giá trị sai lệch cho phép | Phạm vi đo | Dụng cụ đo |
| 1 | 2 | 3 | 4 |
| Sai lệch cao độ và chiều cao (mục 9) | ± 2mm | < 30m | Máy thủy bình vối micromét tấm song song và mia |
| ± 4mm ± 10mm ± 15mm ± 20mm | < 30m < 10m 10 đến 30m 30 đến 70m | Máy thủy bình và mia Laze rà bề mặt |
10. Độ thẳng đứng
Độ thẳng đứng có thể được xác định nhờ :
- Máy kinh vĩ
- Máy dọi quang học
- Thước đo độ nghiêng
- Quả dọi
Độ sai lệch khỏi đường thẳng đứng nói chung phải được xác định từ hai mặt phẳng chuẩn vuông góc nhau. Độ thẳng đứng của cột nhà nhiều tầng và của nhà nên được kiểm tra bằng hai máy kinh vĩ (mặt trối và mặt phải) hoặc dụng cụ dọi quang học (hai vị trí). Máy kinh vĩ dùng cho loại đo kiểm tra này phải có ống thủy với khoảng chia ống thủy dài r ≤ 66”/2mm.
10.1. Dùng máy kinh vĩ kết hợp máy dọi quang học
Như vẽ ở hình 53, có thể thực hiện kiểm tra độ thẳng đứng của tường nhờ máy kinh vĩ.
Khi góc nghiêng ống kính a vượt quá 50grad (45 độ), việc thả dọi nên dùng máy dọi điểm quang học (xem hình 54).
Hình 55 cho thấy cách xác định độ sai lệch khỏi đường thẳng đứng bằng máy dọi quang học.
Khi kiểm tra độ thẳng đứng của cột, thì kiểm tra cạnh cột hoặc đường tim của nó.
Máy kinh vĩ được đặt trên một trong hai đường giao góc vuông với một góc của cột tai đế. Tốt nhất nếu các đường này là song song với các đường ở đế và trùng với các cạnh cột. Máy kinh vĩ được ngắm sao cho ảnh của đỉnh mép cột vừa đúng trạm vào tâm dây chữ thập. Sau đó quay máy trong mặt phẳng đứng đến đế cột và đo độ lệch của cạnh cột xa khỏi dây chữ thập bằng một thanh đo. Sau đó thì chỉnh máy kinh vĩ đến một đường khác và kiểm tra cột theo cách như vậy. Độ chính xác của phương pháp này bị ảnh hưởng xấu bởi sự biến đổi bề rộng cột và các cạnh vật.
Hình 56 cho thấy việc kiểm tra độ thẳng đứng của các cạnh của cột nhiều tầng bằng máy kinh vĩ.
Một phương pháp chính xác hơn là đánh dấu đường tim của cột ở đỉnh và ở đáy tại hai mặt kề nhau trước khi dựng lắp cột. Máy kinh vĩ được đặt trên hai đường giao nhau theo góc vuông tại tâm của cột. Nếu có thể được, các đường này nên trùng với đường đế để có thể đồng thời kiểm tra vị trí. Cột được để sao cho đường tim của nó trùng với mặt phẳng đứng của máy kinh vĩ. Đường tim có thể là các mẩu thước thép trên đó có in vạch chia để đọc ra được độ sai lệch thẳng đứng. Quan trọng là phải kiểm tra thao tác này bằng cách đo theo cả hai vị trí trái phải ống ngắm của máy kinh vĩ.
Hình 57 cho thấy cách kiểm tra vị trí đường tim thực của cột so với đánh dấu đường tim trên cột. Nếu tim cột được đánh dấu ở cả những chỗ khác ngoài đỉnh và đáy thì còn có thể xác định được độ sai lệch đường thẳng.
10.2. Dùng thước đo độ nghiêng
Thước đo độ nghiêng dùng để đo sai lệch khỏi đường thẳng đứng trên các chiều cao nhỏ hơn hay bằng chiều cao phòng bình thường (xem hình 58).
Mọi thước loại này đều phải được cấu tạo sao cho có thể lật ngược để loại bỏ sai số đo hệ thống của ống thủy. Phải làm sao có thể điều chỉnh được ống thủy. Thước đo độ nghiêng phải có thêm thanh kê để cho phép đo dọc mặt cong (xem hình 59).
Nói chung, có hai phương pháp chính để xác định độ sai lệch thẳng đứng bằng thước đo độ nghiêng :
a) Gián tiếp, là phải tính chuyển số vạch chia của bọt nước ống thủy dịch khỏi vị trí trung tâm (xem hình 60) sang độ sai lệch góc đứng, thể hiện bằng đoạn trệch milimet trên mét.
b) Trực tiếp, bằng cách đọc sai lệch thẳng đứng trên một thang tỉ lệ di động sau khi bọt nước đã được đưa về vị trí trung tâm, như vẽ ở hình 61.
Độ chính xác của dụng cụ phải là như sau :
- Ống thủy của thước đo độ nghiêng phải có độ nhạy cao hơn 3" ;
- Ống thủy phải, được kiểm tra và nếu cần thì phải được điều chỉnh trước khi sử dụng ;
- Thước đo độ nghiêng phải kèm thêm các mia ;
- Sau lần đo đầu tiên, phải đảo ngược thước đo độ nghiêng và đo lại. Trung bình của hai số đọc cho độ sai lệch thực ;
- Mặt dẹt của thước đo độ nghiêng - nghĩa là mặt không dùng để đo - phải đặt thẳng đứng. Thông thường để làm việc đó chỉ cần dùng ống thủy kém nhạy hơn ống thủy chính.
Ghi chú :
1. Các loại nivô thợ nề hoặc thợ mộc là không phù hợp để đo đạc kiểm tra nên không được dùng.
2. Vì độ nhạy của ống thủy có thể khác với giá trị cho bởi người chế tạo, nên khuyến nghị là chọn ống thủy với độ nhạy bằng một nửa độ nhạy cần thiết, ví dụ đối với độ nhạy yêu cầu hay tính toán của ống thủy là 60", thì dùng ống thủy có độ nhạy theo chỉ dẫn là 30".
10.3. Dùng dây dọi
Quả dọi có thể gây sai số đo lớn. Tuy nhiên, có thể tăng độ chính xác nếu quả dọi có khối lượng tối thiểu 1kg và nhúng chìm trong thùng dầu (nước không đủ để hãm dao động của quả dọi).
Hình 62 cho ví dụ xác định độ sai lệch thẳng đứng (A-B) bằng quả dọi. Cần hết sức cẩn thận để tránh đổ dầu ra sàn nhà.
10.4. Bảng sai lệch cho phép
| Thao tác đo | Giá trị sai lệch cho phép | Phạm vi đo | Dụng cụ đo |
| 1 | 2 | 3 | 4 |
| Sai lệch thẳng đứng : máy kinh vĩ, máy dọi quang học (10.1) | ± 0,5mm/m ± 0,8mm/m ± 1,2mm/m ± 1mm/m ± 1,5mm/m | < 100m a < 50grad a = 50 - 70 grad a < 50 grad a = 50-70 grad | Máy dọi quang học Máy kinh vĩ và đánh dấu đường tim Máy kinh vĩ và thanh đo hoặc thước thép cuộn. |
| Thước đo độ nghiêng (10.2) | ± 3mm | < 2m | Thước đo độ nghiêng |
| Quả dọi (10.3) | ± 3mm ± 3mm | 2m 2 đến 6m | Quả dọi và thước hay thước thép cuộn |
1) a = góc đứng.
2) Khi chiều cao dọi hay chiều dài đường ngắm của máy kinh vĩ là vượt quá 40m thì việc đo đạc nên giao cho người có trình độ cao.
11. Độ lệch tâm
Độ lệch tâm nói ở đây là trường hợp mà cấu kiện hay bộ phận nhà mang lực do không chú ý mà đặt trong mặt phẳng đứng khác với cấu kiện bên trên hay bên dưới nó, làm giảm ổn định.
Hình 63 cho thấy độ lệch tâm giữa hai cấu kiện chịu lực.
Khái niệm độ lệch tâm cũng đôi khi được dùng để chỉ vị trí không đối xứng do không chú ý gây nên của cấu kiện so với hai đường mạng lưới trắc địa công trình.
Hình 64 cho thấy cách xác định độ lệch tâm so với hai đường mạng lưới trắc địa công trình. T1 và T2 cho thấy độ sai lệch vị trí.
11.1. Bảng sai lệch cho phép
| Thao tác đo | Giá trị sai lệch cho phép | Phạm vi đo | Dụng cụ đo |
| 1 | 2 | 3 | 4 |
| Độ lệch tâm (mục 11) | + 0,5mm/m ± 0,8mm/m ± 1,2mm/m ± 5mm ± 10mm ± 15mm | < 100m a < 50grad a = 50 - 70 grad < 10m 10 đến 20m 20 đến 30m | Dụng cụ dọi điểm quang học và thanh đo Máy kinh vĩ và thanh đo Thước thép cuộn đã kiểm định và ke |
1) = góc dứng (xem hình 54 chẳng hạn)
2) Khi chiều cao dọi hay chiều dài đường ngắm của máy kinh vĩ vượt quá 40m thì việc đo đạc nên giao cho người có trình độ cao.
12. Vị trí tương quan giữa các bộ phận (khoảng trống và khoảng cách)
Việc xác định sai lệch vị trí so với các cấu kiện khác - như là sai lệch kích thước của phông hoặc của các kích thước chính xác khác bên trong - có thể được tính toán từ các giá trị đo được theo một hoặc nhiều phương pháp trên. Dưới đây là ví dụ của một số phương pháp khác.
Khoảng cách giữa các tường và giữa các cột có thể đo bằng thanh đo ống rút. Cần cẩn thận để đo được khoảng cách vuông góc chứ không phải khoảng cách xiên. Thanh đo ống rút phải đặt vuông góc (xem hình 65).
Khi dùng thước dây, khoảng cách giữa các tường trong một không gian kín thông thường chi có thể xác định bằng cách đo tại mức sàn với các mốc phụ đặt cách tường một khoảng ngắn (xem hình 66).
Nên tránh đo trực tiếp khoảng cách giữa các tường tại mức trần, khi chiều cao lớn hơn 3m ; phải đo gián tiếp, ví dụ dùng ống thủy, thước đo độ nghiêng, máy dọi quang học hay máy kinh vĩ (xem hình 67).
Như vẽ ở hình 68, vị trí tương đối của cột có thể được xác định nhờ thước thép cuộn và các tấm định vị.
Hình 68 vẽ cách đo bề rộng sàn bằng thước thép cuộn và hai thước ke.
Đo chiều cao có thể làm trực tiếp bằng thước bỏ túi hay thanh đo ống rút (xem hình 70). Cần cẩn thận để đo khoảng cách thẳng đứng chứ không đo xiên. Đối với chiều cao phòng là 3m, độ sai lệch so với dây dọi của thước thép cuộn hay của mia không được quá 5mm.
Hình 71 cho cách đo gián tiếp bằng máy thủy bình. Việc đo này có thể kết hợp với việc đo cao độ của sàn và trần (xem hình 49).
Số đọc trên mia phải chỉnh sửa vì sai số điểm không có thể có. Có sai số điểm khống vì điểm không của mia không trùng với mặt tựa của mia (xem hình 72).
Khi đo chiều cao của khoảng trống hoặc khi truyền cao độ bằng thước thép cuộn, phải áp dụng việc căng thước theo lực chuẩn và hiệu chỉnh số đo do nhiệt độ khi chiều cao vượt quá 10m, ví dụ như đối với hố thang máy (xem hình 73).
Đối với nhà cao, có thể dùng máy EDM (đo khoảng cách bằng điện quang) như trong ví dụ sau. Độ chênh cao có thể đo được hoặc trực tiếp dọc theo đường dây dọi hoặc gián tiếp bằng cách giảm khoảng cách dốc khi xác định góc đứng. Hình 74 cho thấy việc bố trí máy để xác định độ chênh cao giữa các mốc cao độ trong sàn nhà và các việc đo phải làm thêm. Độ chênh cao tổng cộng giữa các điểm là :
DH = AFU - Afo - Ad + Ak + L - K + Ks + Kbr
Trong đó :
FO, FU là các mốc cao độ ;
DH là độ chênh cao giữa hai mốc cao độ ;
L là khoảng cách lớn (MNQ) ;
K là khoảng cách nhỏ (MN) ;
Ks là hằng số độ cao của trục quay của gương bên trên giá ba chân ;
Kbr là hằng số độ cao của trục quay của kính phản chiếu ;
Afu, Afo, Ad, Ak là các số đọc trên mia thủy chuẩn.
Phương pháp này cho phép khử được hằng số của dụng cụ.
Hình 74 cho thấy cách đo chiều cao nhờ máy EDM.
Ghi chú : Việc do này là phức tạp, cần được thực hiện bởi người có đủ trình độ.
Trên hình 74, khoảng cách đứng AH được suy từ hiệu số của hai số đo khoảng cách (MNQ - MN). Phương pháp này loại trừ được sai số điểm không của máy EDM. Đối với phương pháp ở hình 75, chỉ cần một số đo khoảng cách nhưng lúc này phải biết hoặc phải xét sai số điểm không (MO).
Một phương pháp đo trực tiếp hơn được cho ở hình 75.
12.1. Bảng sai lệch cho phép
| Thao tác đo | Giá trị sai lệch cho phép | Phạm vi đo |
Công cụ đo |
| 1 | 2 | 3 | 4 |
| Độ sai lệch vị trí so với các cấu kiện khác đã lắp dựng : |
|
|
|
|
|
|
| |
|
|
|
| |
| Ngang | ± 5mm | < 5m | Thanh đo ống rút |
|
| ± 5mm | < 10m | Thước thép cuộn đã kiểm định, thước hay thước thép rút. |
|
| ± 10mm | 10 đến 20m | |
|
| ± 15mm | 20 đến 30m |
|
|
| ± 20mm | 30 đến 50m |
|
|
|
|
|
|
|
| ± 5mm | < 10m | Thanh đo ống rút và |
|
| ± 10mm | 10 đến 20m | Thước thép cuộn đã kiểm định |
|
|
|
|
|
|
| ± 15mm | 20 đến 30m |
|
|
| ± 20mm | 30 đến 50m |
|
|
|
|
|
|
|
| ± 5mm | < 10m | Thước thép cuộn đã kiểm định |
|
| ± 10mm | 10 đến 20m |
|
|
| ± 15mm | 20 đến 30m |
|
|
| ± 20mm | 30 đến 50m |
|
|
|
|
|
|
|
| ± 5mm | < 10m | Thước thép cuộn đã kiểm định và ke |
|
| + 10mm | 10 đến 20m |
|
|
| ± 15mm | 20 đến 30m |
|
|
| ± 20mm | 30 đến 50m |
|
| Đứng |
|
|
|
|
| ± 5mm | < 5m | Thanh đo ống rút hoặc thước thép cuộn rút được |
|
|
|
| |
|
| ± 5mm | < 5m | Máy thủy bình và mia |
|
| ± 8mm | < 100m | EDM |
|
| ± 5mm | < 10m | Thước thép cuộn đã kiểm định |
|
| ± 10mm | 10 đến 20m |
|
|
| ± 15mm | 20 đến 30m |
|
|
| ± 20mm | 30 đến 50m |
|
13. Độ phẳng, độ thẳng, độ vồng thiết kế
Các giá trị đo được từ các phương pháp đo nói trong mục 6, 9 và 10 cũng có thể được dùng để xốc định sai lệch thi công của độ phẳng, độ thẳng và độ vồng thiết kế theo các nguyên tắc của mục 6 và 7. Tuy nhiên, đối với các trường hợp này cũng phải thống nhất lấy mặt phẳng chuẩn nào để tính độ sai lệch (xem mục 7).
Độ sai lệch phẳng (toàn thể hay cục bộ) được xác định so với một mặt phẳng chuẩn đã thống nhất, chẳng hạn trong ví dụ đơn giản này thì đó là mặt phẳng đi qua các điểm của mặt chính tại mức mặt đất và mái (xem hình 76).
13.1. Bảng sai lệch cho phép
Để có thông tin về độ chính xác của một phương pháp đo đạc khi dùng xác định độ phẳng, độ thẳng và độ vồng thiết kế, xin xem các bảng độ sai lệch cho phép trong
các mục 6, 7, 8, 9 và 10.
|
a, b, c là giá trị đo được HB là chiều cao của công trình HS là chiều cao của tầng F là độ sai lệch mặt phẳng
|
|
14. Các sai lệch quan trọng khác
14.1. Chiều rộng của bề mặt gối đỡ
Chiều rộng của bề mặt gối đỡ (hình 77) của cấu kiện sàn thì phần lớn là khó kiểm tra sau khi cấu kiện sàn đã được đặt vào vị trí. Một phương pháp để tránh khó khăn này là tạo một đường song song với mép cấu kiện sàn tại một khoảng cách C trước khi dựng lắp, và đánh dấu đường này tại 2 hay nhiều chỗ, bằng một nét rạch sắc, và nếu được phép, đánh dấu vị trí nét rạch này bằng một vết sơn để dễ nhận ra nó. Sau khi dựng lắp thì đo khoảng cách M giữa vạch dấu trên sàn và cấu kiện đỡ.
14.2. Chiều rộng của mối nối
Có thể đo chiều rộng của mối nối bằng nêm đo, thước calip đo hoặc thước khuếch đại. Cữ lọt/không lọt là đủ để đo nhưng không đủ để thu thập dữ liệu độ chính xác. Nếu khe nối có vát trên 10mm thì khó đọc được từ nêm đo do sai số đọc. Trong trường hợp này có thể dùng thước calip đo trong hoặc cữ đo khe.
| 14.3. Bậc tại khe nối Bậc tại khe nối có thể được đo trong lúc thực hiện một thao tác đo đã nêu, ví dụ ở hình 44 và 50, hoặc đo riêng bằng một ke hay thước và thước thép rút, như vẽ ở hình 78. |
|
14.4. Bảng sai lệch cho phép
| Thao tác đo | Giá trị sai lệch cho phép | Phạm vi đo | Dụng cụ đo |
| 1 | 2 | 3 | 4 |
| Chiều rộng của bể mặt gối đỡ: | ± 6mm | < 200m | Thước thép cuộn |
| Chiều rộng của mối nối: | ± 0,5mm | Mọi kích thước | Calip đo trong |
|
| ± 10mm | thông thường |
|
|
| ± 2mm | Khe nối < 30 mm | Nêm đo |
|
| ± 2mm | Khe nối < 30 mm | Cữ lọt/không lọt |
|
| ± 5mm | Khe nối < 30 mm | Thước thép cuộn |
| Bậc tại khe nối | ≥ 5mm | Khe nối < 30 mm | Thanh đo |
TIẾT 3: CÔNG CỤ ĐO
15. Công cụ đo
15.1. Quy định chung
Mục này chỉ dẫn về các phương pháp đo thích hợp tại công trường xây dựng và trong nhà máy để đo đạc công trình và cấu kiện chế sẵn của công trình.
Việc chọn công cụ nói chung phụ thuộc vào nhiệm vụ đo phải thực hiện và vào độ - sai lệch cho phép quy định (xem ISO 8322, phần 1 đến 8).
Cần ghi nhận rằng các điều kiện trên công trường và trong nhà máy có thể gây rối loạn nghiêm trọng đến công năng của công cụ đo. Vì vậy công cụ đo phải được thường xuyên kiểm tra và lau sạch ngay sau khi sử dụng. Công cụ đo nên được kiểm tra trước khi đem dùng lần thứ nhất và sau khi lưu kho và sửa chữa.
Công cụ đo không phải là loại kể trong tiêu chuẩn quốc tế này - mà có thể sẵn có hơn tại một số nước - có thể được sử dụng với điều kiện là chúng phải đáp ứng các yêu cầu về độ chính xác của phương pháp.
Giả định rằng công cụ đo là được hiệu chỉnh thường xuyên và người sử dụng đã được huấn luyện để điều khiển tốt công cụ.
Sách hướng dẫn về công cụ đo phải được đọc để các thao tác viên làm quen với công cụ.
15.2. Thước cặp và cữ trượt (ví dụ ở hình 7).
Thước cặp và cữ trượt được dùng để đo kích thước tới 1000mm.
Thực tiễn hay dùng thước cặp có các mặt chân được làm sao cho có thể đo cả bên trong và bên ngoài. Khi các thước nói trên có hai tỉ lệ, cần cẩn thận để đọc tỉ lệ đúng.
Cần lưu ý các điều sau :
a) Độ mòn và độ ép nhiều quá có thể gây khe hở và biến dạng của chân
b) Có thể kiểm tra áp lực yêu cầu bằng các khối cữ
c) Dừng quá nhiều trên sản phẩm bê tông có thể làm mòn mặt của chân
d) Thước kẹp phải đặt vuông góc với mặt của vật cần đo
e) Cần thiết bị khóa để lúc đặt không bị xộc xệch
f) Khi đo bên ngoài, độ song song của các mặt không để bị ảnh hưởng bởi việc xiết các thanh trượt.
g) Cần cẩn thận đọc thang tỉ lệ đúng.
15.3. Máy EDM (đo khoảng cách bằng điện quang)
Máy EDM được dùng để đo trực tiếp với điều kiện các khoảng cách lớn hơn 30m. Đa số EDM lắp trên máy kinh vĩ, song cũng có một số máy có thiết bị đo xa và đo góc. Cũng có những mẫu máy trực tiếp chuyển đổi các giá trị đo thành thông tin về khoảng cách nằm ngang và độ chênh cao. Chúng thường được gọi là “trạm tổng hợp”. Thao tác các loại máy này phải do người có trình độ cao.
Cần lưu ý các điều sau :
a) Trước khi dùng cần đọc sách chỉ dẫn về thiết bị đó. Sẽ xuất hiện thêm nhiều sai số do không quen thuộc với công cụ.
b) Kiểm tra máy thường xuyên với những khoảng cách đã biết.
c) Trước khi đo, khuyến nghị dừng vài phút sau khi bật máy để máy nóng lên và ổn định thân nhiệt.
d) Ảnh hưởng của khí quyển (áp suất và nhiệt độ) là nguồn gốc sai số.
e) Các sai số điểm không, sai số vạch chia độ và sai số do thay đổi tần số cần được định kì kiểm tra.
f) Cần phải xét tới sai số định tâm máy và sai số ngắm.
15.4. Cữ lọt/không lọt (xem hình 79)
Cữ lọt/không lọt được dùng để đo xem dải bề rộng khe hở mối nối có chấp nhận được không. Nó được chế tạo bằng thép, gỗ cứng hoặc vật liệu cứng khác.
Nếu cữ nhỏ nhất đi vào được và cữ lớn nhất không vào được thì khe hở mối nối được chấp nhận, cần lưu ý là phải cẩn thận khi dùng nhiều loại cữ kích thước khác nhau.
Ghi chú : Cữ lọt/không lọt không được dùng để thu thập dữ liệu độ chính xác đo.
15.5. Thước đo độ nghiêng
Thước đo độ nghiêng được dùng để đo độ sai lệch thẳng đứng (sai lệch đường dây dọi), sai lệch nằm ngang hay sai lệch độ dốc thiết kế đối với chiều cao và chiều dài của một tầng nhà thông thường. Nó có thể là dụng cụ đo đơn giản như ống thủy đặt trong một khung (ví dụ ống thủy của thợ xây), thiết bị phức tạp có ốc vi chỉnh micrômet.
Cần lưu ý các điều sau :
a) Phải tiến hành kiểm tra độ chính xác để xem thước đo nghiêng này có đạt yêu cầu chính xác không.
b) Phương tiện kiểm tra công cụ được chế tạo để có thể lật ngược được để khử sai số ống thủy.
c) Độ chính xác phụ thuộc nhiều vào độ nhậy của ống thủy (xem ví dụ ở 10.2).
15.6. Công cụ laze
Công cụ laze dùng để xác định chiều cao/độ cao/hay độ sai lệch vị trí hay sai lệch hướng. Laze chuẩn dùng trong xây dựng công trình được gọi là laze yếu (khí Hêli- Neon).
Cần lưu ý các điều sau :
a) Trước khi dùng cần đọc sách chỉ dẫn về thiết bị đó. Có thể xuất hiện nhiều sai số đo không quen thuộc với công cụ.
b) Khi dùng laze, phải đặt những dấu hiệu cảnh báo phù hợp với chỉ thị về an toàn của địa phương và của quốc gia.
c) Dùng từ "yếu" có nghĩa là nó không làm hại da và quần áo. Còn người vần cần tránh nhìn thẳng vào tia laze.
d) Không bao giờ được dùng ống nhòm để tìm vị trí của tia.
e) Nhớ rằng tia laze cũng bị ảnh hưởng giống như mọi tia sáng khác.
f) Thường xuyên kiểm tra hướng và vị trí của laze, và kiểm tra là chức năng khóa đối với mặt phẳng nghiêng khi quay laze theo phương nằm ngang là vẫn hoạt động.
g) Cần kiểm tra đều đặn các bộ phận phát điện ví dụ để phát điện accu yếu.
h) Sau khi bật máy thì để 15 phút cho tia ổn định.
i) Chiều dài đo thông thường hạn chế dưới 80m.
15.7. Ống thủy
Ỏng thủy được dùng để phát hiện những chênh lệch nhỏ về cao độ trên khoảng cách ngắn (< 2m), kèm theo hoặc không kèm theo thước thẳng (xem hình 80).
Cần lưu ý các điều sau :
a) Phải quan sát hai lần ; sau lần quan sát thứ nhất, đảo ngược ống thủy lại.
b) Dùng ống thủy cho khoảng cách lớn thì không chính xác và tốn công.
c) Không được dùng để thu thập dữ liệu độ chính xác đo.
15.8. Máy thủy tĩnh
Một số loại máy thủy tĩnh đơn giản có thể được dùng khi các phương pháp khác tỏ ra bất lực không áp dụng được, ví dụ đi quanh vật chướng ngại.
Cần lưu ý các điều sau :
a) Bọt khí hay khe nứt có thể sinh ra trong ống nối hai bình đọc số
b) Có thể có sai số điểm không trên thang số đọc
Có nhiều loại nivô nước khác nhau (xem hình 81), ví dụ :
c) Loại thông thường ;
d) Máy thủy tĩnh mà chi cần đọc mực nước tại một trong các ống.
15.9. Máy thủy bình
Phương tiện thông dụng nhất để xác định cao độ của một điểm so với một mốc chuẩn, hoặc để xác định độ sai lệch khỏi đường nằm ngang, hoặc để xác định độ sai lệch mặt phẳng của sàn và cấu kiện và độ vênh là máy thủy bình.
Có ba loại chính :
a) Máy thủy bình ống kính cố định trong đó ống ngầm và ống bọt nước được gắn trực tiếp vào bệ giá đỡ ;
b) Máy thủy bình nghiêng, trong đó ống ngắm và ống bọt nước có thể dùng vít vặn nghiêng một góc nhỏ so với bệ máy ;
c) Máy thủy bình cân bằng tự động trong đó trục ngắm được tự động đưa vào vị trí nằm ngang sau khi ống ngắm được đặt gần nằm ngang.
Cần lưu ý các điều sau :
a) Tia ngắm sau và tia ngắm trước nên có các chiều dài bằng nhau và không vượt quá 40m.
b) Kiểm tra góc i là đặc biệt quan trọng khi chiều dài tia ngắm khác nhau nhiều.
c) Mia nên bằng thép inva, gỗ hoặc vật liệu khác có độ giãn nở nhiệt nhỏ.
d) Giữ thước mia thẳng đứng nhờ một bọt nước.

e) Kiểm tra độ chiếu sáng mia đủ để đọc số chính xác.
f) Khi kiểm tra mia luôn luôn đặt trên bề mặt cứng.
g) Khi kiểm tra công cụ có thỏa mãn yêu cầu về khoảng cách ngắm tối thiểu hay không.
h) Công tác đo cao độ luôn luôn nên bắt đầu và kết thúc tại những điểm có cao độ đâ biết (điểm cao độ gốc).
15.10. Thanh đo có micrômet
Thanh đo có micrômet được dùng để đo trong phạm vi tới 1500mm, để đo các kích thước bên trong, khi yêu cầu độ chính xác cao (xem hình 82).
Cần lưu ý các điều sau :
a) Kiểm tra xem thanh có bị tay thao tác viên làm nóng lên không
b) Chỉ bôi trơn một chỗ - là vít micrômet, và chỉ dùng dầu nhẹ.
c) Nếu có thể được thì dùng vít ma sát để tránh lực ép không chuẩn.
15.11. Thước panme
Thước panme dùng để đo trong phạm vi tới 50mm (xem hình 83).
Cần lưu ý các điều sau :
a) Đầu của vít micrômet phải là 1mm
b) Phải điều chỉnh được về điểm không
c) Trục phải có ma sát để tránh lực không chuẩn có thể làm hư hại khung
d) Khung phải có cách nhiệt
e) Thước panme phải đặt vuông góc với vật cần đo
f) Vít phải được quay theo cùng một phương cho đến khi tiếp xúc
g) Kiểm tra số đọc theo các kích thước đã biết
h) Không bao giờ cất giữ thước panme ở trạng thái các đe đo được đóng kín

15.12. Kính đo phóng đại
Kính đo phóng đại dùng để đo khe nối hẹp và vết nứt (xem hình 84).
Cần lưu ý các điều sau :
a) Điều chỉnh để khử thị sai
b) Để mặt kính có khắc vạch áp vào gần vật cần đo
15.13. Thanh đo
Đó là những thanh bằng thép hoặc vật liệu thích hợp khác, một cạnh được chia vạch tới 1 milimet để đo trên bề mặt.
Cần lưu ý các điều sau :
a) Tiết diện ngang của thanh phải sao cho thị sai là nhỏ nhất, nghĩa là tiết diện vát thì hơn là tiết diện vuông.
b) Nếu điểm không là ở đầu mút của thanh thì có thể có sai số điểm không do mòn.
c) Nếu thanh dài hơn 1000mm, nó phải được tựa lên ít nhất 3 điểm trong lúc đo.
d) Cần phải cẩn thận để thanh nằm ngang.
15.14. Thanh đo ống rút
Thanh đo ống rút dùng để đo nằm ngang, thẳng đứng và đường chéo giữa các mặt hoặc điểm cách nhau tới 5m. Có nhiều loại thanh đo.
Cần lưu ý các điều sau :
a) Khi đo đứng hay ngang, dùng thanh có gắn ống thủy tròn để thanh khỏi bị nghiêng hoặc chệch khỏi đường dây dọi.
b) Sự mòn trên mặt tiếp xúc có thể làm không chính xác. Kiểm tra thường xuyên thanh đo bằng cách so với một khoảng cách đã biết.
15.15. Nêm đo
Nêm đo dùng để đo bề rộng khe nối trên hoặc gần bề mặt (xem hình 85)
Cần chú ý phải thống nhất là sẽ tiến hành đo tại chỗ nào dọc khe nối.
15.16. Máy dọi quang học
Hiện tại có thể tìm được ba loại máy dọi quang học : loại chỉ dọi từ trên xuống, loại chỉ dọi từ dưới lên và loại có thể dọi cả trên xuống và dưới lên.
Cần lưu ý các điều sau :
a) Khi chiếu bằng máy không có bộ phận cân bằng tự động, cần chiếu theo bốn vị trí vuông góc với nhau.
b) Nếu máy có một bộ phận cân bằng tự động, nên chiếu theo hai vị trí vuông góc nhau.
c) Nếu máy có hai bộ phận cân bằng tự động, chỉ cần thực hiện việc chiếu một vị trí, nhưng có điều kiện thực hiện ở cả hai vị trí thì tốt hơn.
d) Dọi từ dưới lên cần hết sức cẩn thận về phương diện an toàn.
e) Máy dọi quang học chi được giao cho người đã được huấn luyện sử dụng.
15.17. Quả dọi
Quả dọi được dùng để xác định một đường thẳng đứng chuẩn.
Cần lưu ý các điều sau :
a) Luồng không khí có thể gây sai số lớn, đặc biệt đối với dọi điểm dài ( < 3m).
b) Quả dọi phải có trọng lượng đủ lớn (> 1kg) để giữ cho dây ổn định.
c) Nhúng chìm quả dọi trong dầu có thể giảm được dao động nhưng không khắc phục được ảnh hưởng của chuyển động không khí và gió. Cần hết sức cẩn thận không để đổ dầu ra sàn nhà.
15.18. Tấm định vị
Tấm định vị dùng để xác định góc và cạnh của sản phẩm như là bêtông, tại đó cấu tạo bề mặt là rõ rệt, hoặc tại đó dễ bị sứt góc và cạnh. Có những tấm định vị đặc biệt để dùng cho góc hướng vào trong (xem hình 86 có vẻ vài ví dụ của tấm định vị).
Cần lưu ý các điều sau :
a) Tấm định vị cần được ép vào vật được đo sao cho nó không bị xê dịch trong quá trình đo.
b) Khi cần thiết, dùng các chốt để giữ thước dây, dùng neo cho các sợi dây v.v...
c) Chú ý dùng các chốt, gối đỡ và các tấm tương tự dùng đồng thời với nhau là có cùng kích thước.
15. 19. Lăng kính vuông góc
Đây là công cụ quang học,để chỉnh sơ bộ hoặc kiểm tra góc vuông
Cần lưu ý các điều sau :
a) Không có cách nào điều chỉnh công cụ này. Kiểm tra độ chính xác bằng một góc vuông đã khẳng định.
b) Không nên dùng gương góc.
15.20. Thước ke
Đó là dụng cụ hình chữ L, tốt nhất là bằng thép, dùng chủ yếu để kiểm tra góc vuông.
Cần lưu ý các điều sau :
a) Nếu cần, các điểm đo phải được xác định bằng các tấm định vị
b) Cánh của thước ke không nên dài quá 1200mm.
c) Góc đã được kiểm tra lần một cần được kiểm tra lại bằng cách lật ngược thước ke.
Một phương pháp để kiểm tra thước ke là đặt nó lên mặt một tấm và kẻ một đường mảnh lên mặt đứng của một vật đứng trên tấm đó. Sau đó quay ngược đáy của thước ke từ trái sang phải hoặc ngược lại và kẻ một đường thứ hai gần sát đường thứ nhất. Nếu có sai số của góc giữa cánh và đáy của thước thì nhận ra ngay được khi quan sát hai đường (xem hình 87).
| 15.21. Thước cạnh thẳng Thước cạnh thẳng dùng để vạch một đường để đo độ sai lệch thẳng Cần lưu ý các điều sau : a) Tại hai đầu của thước phải có các gối đỡ có cùng chiều dài. b) Cần kiểm tra thường xuyên độ thẳng của thước bằng cách lật ngược hoặc căng dây kim loại hay sợi. |
|
15.22. Thước thép rút bỏ túi
Được dùng để đo trực tiếp kích thước và khoảng cách tới 5m, và thường được chia vạch milimet suốt chiều dài. Loại thước này nằm trong một hộp kín.
Cần lưu ý các điều sau :
a) Cần kiểm tra chuyển động của mút hình L tại vạch không
b) Không được dùng để đo khoảng vượt quá chiều dài bản thân nó
c) Thước phải lau chùi sạch và bôi dầu để lò xo rút khỏi bị kẹt.
15 23. Thước thép cuộn
Thước thép cuộn cần phù hợp với tiêu chuẩn quốc gia hoặc khuyến nghị của OIML. Thước dùng để đo trực tiếp kích thước và khoảng cách tới 100m, nhưng tốt nhất là trong phạm vi 50m. Có thể tăng độ chính xác bằng lực căng đứng và hiệu chỉnh ảnh hưởng của độ dốc, độ võng, và giãn nở nhiệt (xem các công thức liên quan ở phụ lục).
Cần lưu ý các điều sau :
a) Dùng nhiều thì độ chính xác giảm đi nên thước cần được kiểm tra thường xuyên so với một thước chuẩn hoặc các mốc chuẩn đã có. Đối với thước thép cuộn dùng hàng ngày thì kiểm tra ít nhất là mỗi tháng một lần.
b) Thước đã qua sửa chữa thì không được dùng để đo kiểm tra hay thu thập dữ liệu độ chính xác, trừ khi đã được kiểm định lại sau khi sửa.
c) Sau mỗi ngày sử dụng, thước phải được lau chùi và bôi dầu nhẹ để phòng gỉ và để dễ đọc.
d) Vòng cố định tại mút của thước phải được kiểm tra để xác định vạch không của thang chia độ (khác nhau tùy theo nhà chế tạo).
e) Cần cẩn thận khi hiệu chỉnh
f) Phải biết các đặc trưng của thước liên quan đến nhiệt độ và lực căng.
g) Phải chờ cho thước đạt được nhiệt độ môi trường. Nhiệt độ của thước cần được đo bằng nhiệt kế tiếp xúc.
h) Nhiệt độ của thước trên suốt chiều dài của nó phụ thuộc nhiều vào nhiệt độ của vật liệu đỡ nó.
i) Nên tránh không để thước chưa sử dụng chịu nắng gắt.
15.24. Tiêu ngắm
Đó là những thiết bị phụ dùng để chỉ vị trí các điểm cần quan sát (xem hình 88) Cần lưu ý các điều sau :
a) Nên có tương phản rõ giữa tiêu ngắm và nền
b) Cần cẩn thận để quan sát tiêu ngắm đúng và quan sát tại trục đối xứng của nó
c) Để đạt chính xác cao, cần đặt tiêu ngắm lên giá ba chân hoặc gắn chặt vào mốc cố định.
15.25. Máy kinh vĩ
Máy kinh vĩ dùng để đo, lập và kiểm tra các góc, đường và mặt phẳng, nằm ngang và thẳng đứng. Máy có thể có thêm một kính mắt gẫy khúc để nhìn theo phương thẳng đứng hoặc gần như thẳng đứng.
Cần lưu ý các điều sau :
a) Luôn luôn dùng cả hai vị trí trái, phải của ống kính nếu là một máy kinh vĩ truyền thống.
b) Kiểm tra hoạt động của bộ phận định tâm quang học.
c) Kiểm tra sự ổn định của giá ba chân và che cho nó khỏi bị nắng khi đo.
d) Không tạo nên đường dài bằng cách kéo dài thêm các đường ngắn .
e) Thường kì kiểm tra sai số trục ngắm (2c) và các trạng thái quang học của máy.
f) Khi đo bảo vệ ống bọt nước của máy kinh vĩ khỏi bị nắng.
g) Mỗi khi chuyển từ tiêu ngắm xa sang tiêu ngắm gần (hoặc ngược lại) thì phải xem xét sai số do ảnh hưởng điều quang. Nếu có thể được, giữ cho khoảng cách điều quang lớn hơn 10m.
15.26. Giá ba chân
Giá ba chân dùng để đỡ máy và tiêu ngắm. Về cơ bản, có hai loại, loại giá cứng và loại giá chân rút tức là chân có thể kéo dài và rút ngắn được.
Cần lưu ý các điều sau :
a) Cần kiểm tra thường xuyên độ ổn định của giá. Kiểm tra liên kết chặt chẽ giữa đầu giá và các chân rút phải được xiết đủ chặt khi đo, và mũi kim loại ở đầu chân không được lỏng.
b) Giá bị biến dạng nhiệt lớn, đặc biệt một số giá kim loại nhẹ, nên cần tránh không dùng dưới ánh nắng trực tiếp.
1) Bảng ngắm đặc biệt đặt trên giá ba chân hoặc trên mốc cố định, cho khoảng cách từ 5 dến 20m khi yêu cầu chính xác cao; 2) Đinh nhỏ hoặc đầu bút chì có thể dùng làm tiêu cho khoảng cách tối 30m;
3) Bảng ngắm trên tường đối với khoảng cách từ 20 đến 1000m; 4) Bảng ngắm có ốc di động ngang dùng cho khoảng cách từ 20 đến 500m. Khi khoảng cách lớn hơn 500m thì thêm một tấm ngắm nữa gắn vào đích; 5) Sao tiêu dùng cho khoảng cách từ 200 đến 1000m
Phụ lục
Hiệu chỉnh đối với thước thép cuộn
(Phụ lục này là bộ phận của tiêu chuẩn)
A.1. Hiệu chỉnh đo độ võng thước
Khi một thước cuộn không được đỡ, nó sẽ võng theo đường dây xích giữa hai đầu khiến cho khoảng cách đọc được là lớn hơn khoảng cách giữa hai điểm nút. Số hiệu chỉnh độ võng C1, bằng mét, có thể tính như sau :
C1 = (L3m2/24t2) cos2 a
Trong đó :
L là chiều dài đo được (của thước dây xích), bằng mét ;
m là khối lượng của thước, kg trên mét
t là lực căng thước, Niutơn
a là góc đứng giữa dây cung dốc nối hai đấu thước và đường nằm ngang
Phải căng bằng lực căng thích hợp. Làm bằng cách dùng bộ căng thước hoặc lực kế lò xo.
A.2. Hiệu chỉnh đo nhiệt độ (để điều chỉnh về giãn nở nhiệt của thước)
Sự thay đổi về chiều dài của thước thép do nhiệt độ có thể gây sai số đáng kể khi nhiệt độ thước khác 5°C so với nhiệt độ tiêu chuẩn thường lấy là 20°C.
Số hiệu chỉnh của thước thép Ctemp là như sau : Ctemp = LaDt
Trong đó :
L là chiều dài đo
a là hệ số dãn nở trên một độ C (0,000011 hay 11 x 10-6 đối với thép)
Dt là chênh so với nhiệt độ lúc kiểm định Dt = (tm – tc)
Trong đó :
tm là nhiệt độ lúc đo
tc là nhiệt độ kiểm định
Nhiệt độ của thước trong tuyến đo thì luôn gắn với nhiệt độ không khí. Tuy nhiên, khi thước được tựa trên vật đo suốt chiều dài thước thì nhiệt độ của nó phụ thuộc nhiều vào nhiệt độ vật liệu đỡ, có nghĩa là sẽ khó xác định được nhiệt độ của thước.
Trong tình hình này, thước phải được cách li khỏi bề mặt bằng cách cho tựa lên các miếng gỗ cách nhau chừng vài mét, như thế cho không khí lưu thông quanh thước.
Cũng cần tránh đo và cất giữ thước chưa dùng dưới nắng gắt, vì những lí do tương tự, nên đo nhiệt độ thực của thước bằng một nhiệt kế tiếp xúc.
A.3. Hiệu chỉnh ảnh hưởng độ dốc địa hình (để có chiều dài nằm ngang)
Ngay với độ dốc nhỏ, độ chênh cao giữa các điểm đo cũng có thể gây ra ra sai số đáng kể. Trên khoảng cách ngắn, có thể sửa bằng cách giữ thước gần nằm ngang. Tuy nhiên, trên khoảng cách lớn, có thể tăng độ chính xác bằng cách đo theo đường dốc và hiệu chỉnh thích hợp.
Số hiệu chỉnh Cslope = - L(1 - cosa)
Hoặc khi độ chênh cao là nhỏ : Cslope = - h2/2L
Trong đó :
L là chiều dài, đo bằng mét ;
a là góc đứng giữa dây cung dốc nối hai đầu của thước và đường nằm ngang ;
h là độ chênh cao, bằng mét, giữa các đầu thước.
Bạn chưa Đăng nhập thành viên.
Đây là tiện ích dành cho tài khoản thành viên. Vui lòng Đăng nhập để xem chi tiết. Nếu chưa có tài khoản, vui lòng Đăng ký tại đây!
