- Tổng quan
- Nội dung
- Tiêu chuẩn liên quan
- Lược đồ
- Tải về
Tiêu chuẩn TCVN 7681-1:2013 Kiểm hình học cho các máy tiện có một trục chính mang phôi nằm ngang
| Số hiệu: | TCVN 7681-1:2013 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Cơ quan ban hành: | Bộ Khoa học và Công nghệ | Lĩnh vực: | Công nghiệp |
|
Ngày ban hành:
Ngày ban hành là ngày, tháng, năm văn bản được thông qua hoặc ký ban hành.
|
2013 |
Hiệu lực:
|
Đã biết
|
| Người ký: | Đang cập nhật |
Tình trạng hiệu lực:
Cho biết trạng thái hiệu lực của văn bản đang tra cứu: Chưa áp dụng, Còn hiệu lực, Hết hiệu lực, Hết hiệu lực 1 phần; Đã sửa đổi, Đính chính hay Không còn phù hợp,...
|
Đã biết
|
TÓM TẮT TIÊU CHUẨN VIỆT NAM TCVN 7681-1:2013
Nội dung tóm tắt đang được cập nhật, Quý khách vui lòng quay lại sau!
Tải tiêu chuẩn Việt Nam TCVN 7681-1:2013
 Tiêu chuẩn Việt Nam TCVN 7681-1:2013 PDF (Bản có dấu đỏ)
Tiêu chuẩn Việt Nam TCVN 7681-1:2013 PDF (Bản có dấu đỏ) Tiêu chuẩn Việt Nam TCVN 7681-1:2013 DOC (Bản Word)
Tiêu chuẩn Việt Nam TCVN 7681-1:2013 DOC (Bản Word)TIÊU CHUẨN QUỐC GIA
TCVN 7681-1:2013
ISO 13041-1:2004
ĐIỀU KIỆN KIỂM MÁY TIỆN ĐIỀU KHIỂN SỐ VÀ TRUNG TÂM TIỆN – PHẦN 1: KIỂM HÌNH HỌC CHO CÁC MÁY CÓ MỘT TRỤC CHÍNH MANG PHÔI NẰM NGANG
Test conditions for numerically controlled turning machines and turning centres - Part 1: Geometric tests for machines with a horizontal workholding spindle
Lời nói đầu
TCVN 7681-1:2013 hoàn toàn tương đương với ISO 13041-1:2004.
TCVN 7681-1:2013 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 39 Máy công cụ biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ TCVN 7681 (ISO 13041) Điều kiện kiểm máy tiện điều khiển số và trung tâm tiện bao gồm các phần sau:
- TCVN 7681-1:2013 (ISO 13041-1:2004) Phần 1: Kiểm hình học cho các máy có một trục chính mang phôi nằm ngang;
- TCVN 7681-2:2013 (ISO 13041-2:2008) Phần 2: Kiểm hình học cho các máy có một trục chính mang phôi thẳng đứng;
- TCVN 7681-3:2013 (ISO 13041-3:2009) Phần 3: Kiểm hình học cho các máy có trục chính mang phôi thẳng đứng đảo nghịch;
- TCVN 7681-4:2007 (ISO 13041-4:2004) Phần 4: Độ chính xác và khả năng lặp lại định vị của các trục tịnh tiến và quay;
- TCVN 7681-5:2013 (ISO 13041-5:2006) Phần 5: Độ chính xác của lượng chạy dao, tốc độ quay và phép nội suy;
- TCVN 7681-6:2013 (ISO 13041-6:2009) Phần 6: Độ chính xác của mẫu kiểm được gia công lần cuối;
- TCVN 7681-7:2007 (ISO 13041-7:2004) Phần 7: Đánh giá đặc tính tạo công tua trong các mặt phẳng tọa độ;
- TCVN 7681-8:2007 (ISO 13041-8:2004) Phần 8: Đánh giá các biến dạng nhiệt.
Lời giới thiệu
Mục đích của tiêu chuẩn này là cung cấp thông tin rộng và toàn diện đến mức có thể đối với các phép kiểm hình học, định vị, tạo công tua, biến dạng nhiệt và gia công, các phép kiểm này có thể được thực hiện để so sánh, nghiệm thu, bảo dưỡng hoặc bất kỳ mục đích nào khác.
Bộ tiêu chuẩn TCVN 7681 (ISO 13041) quy định, có viện dẫn các phần liên quan của bộ tiêu chuẩn TCVN 7011 (ISO 230), các phép kiểm cho các trung tâm tiện và các máy tiện điều khiển số có hoặc không có các ụ sau được bố trí riêng biệt hoặc được tích hợp trong các hệ thống sản xuất linh hoạt. Bộ tiêu chuẩn TCVN 7681 (ISO 13041) cũng thiết lập các dung sai hoặc các giá trị chấp nhận được lớn nhất đối với các kết quả kiểm tương ứng cho các trung tâm tiện và các máy tiện điều khiển số thông dụng và độ chính xác thường.
ĐIỀU KIỆN KIỂM MÁY TIỆN ĐIỀU KHIỂN SỐ VÀ TRUNG TÂM TIỆN – PHẦN 1: KIỂM HÌNH HỌC CHO CÁC MÁY CÓ MỘT TRỤC CHÍNH MANG PHÔI NẰM NGANG
Test conditions for numerically controlled turning machines and turning centres - Part 1: Geometric tests for machines with a horizontal workholding spindle
1. Phạm vi áp dụng
Tiêu chuẩn này qui định các phép kiểm hình học cho các máy tiện điều khiển số (NC) và các trung tâm tiện, độ chính xác thường, có (các) trục chính mang phôi nằm ngang như được định nghĩa ở 3.1 và 3.2, có viện dẫn TCVN 7011-1 (ISO 230-1).
Tiêu chuẩn này quy định các dung sai thích hợp tương ứng cho các phép kiểm đã nêu trên.
Tiêu chuẩn này giải thích các khái niệm hoặc các dạng cấu hình khác nhau và đặc trưng chung của các máy tiện điều khiển số và trung tâm tiện. Tiêu chuẩn này cũng đưa ra thuật ngữ và ký hiệu của các trục điều khiển (xem Hình 1 và Bảng 1).
Tiêu chuẩn này chỉ áp dụng để kiểm tra xác nhận độ chính xác của máy, không áp dụng để kiểm vận hành máy (ví dụ như độ rung, độ ồn bất thường, chuyển động giật cục của các bộ phận) cũng như các đặc tính của máy (như tốc độ quay, lượng chạy dao) vì các phép kiểm này thường được thực hiện trước khi kiểm độ chính xác.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau là cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi (nếu có).
TCVN 4279-1:2008 (ISO 3442-1:2005) Máy công cụ - Kích thước và kiểm hình học cho mâm cặp tự định tâm có chấu cặp - Phần 1: Mâm cặp vận hành bằng tay có chấu dạng rãnh và then;
TCVN 4279-2:2008 (ISO 3442-2:2005) Máy công cụ - Kích thước và kiểm hình học cho mâm cặp tự định tâm có chấu cặp - Phần 2: Mâm cặp vận hành bằng máy có chấu dạng rãnh và then;
TCVN 4279-3:2008 (ISO 3442-3:2007) Máy công cụ - Kích thước và kiểm hình học cho mâm cặp tự định tâm có chấu cặp - Phần 3: Mâm cặp vận hành bằng máy có khía răng cưa;
TCVN 7011-1:2007 (ISO 230-1:1996) Quy tắc kiểm máy công cụ - Phần 1: Độ chính xác hình học của máy khi vận hành trong điều kiện không tải hoặc gia công tinh;
ISO 841:2001 Industrial automation systems and integration - Numerical control of machines - Coordinate system and motion nomenclature (Hệ thống tự động công nghiệp và tích hợp - Máy điều khiển số - Hệ thống tọa độ và danh mục các chuyển động).
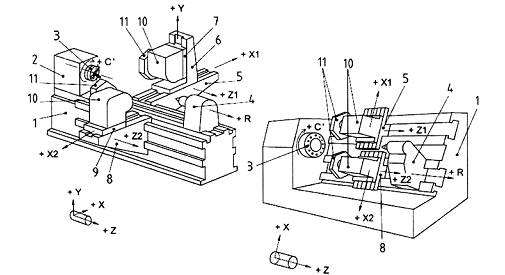
Hình 1 - Ví dụ trung tâm tiện có trục chính nằm ngang
Bảng 1 - Các thuật ngữ
| Số tham chiếu | Tiếng Việt | Tiếng Anh | Tiếng Pháp |
| 1 | Băng máy | Bed | Banc |
| 2 | Ụ phôi | Workhead | Porte-pièce |
| 3 | Trục chính phôi, trục C’ | Work spindle, C’ axis | Broche porte-pièce, axe C’ |
| 4 | Ụ sau, trục R | Tail stock, R axis | Centre-poupée, axe R |
| 5 | Xe dao 1, trục Z | Carriage 1, Z axis | Chariot 1, axe Z |
| 6 | Bàn trượt ụ rơvonve 1, trục X | Turret slide 1, X axis | Chariot de tourelle, axe X |
| 7 | Bàn trượt đứng, trục Y | Vertical slide, Y axis | Chariot vertical, axe Y |
| 8 | Xe dao 2, trục Z2 | Carriage 2, Z2 axis | Chariot 2, axe Z2 |
| 9 | Bàn trượt ụ rơvonve 2, trục X2 | Turret slide 2, X2 axis | Chariot de tourelle 2, axe X2 |
| 10 | Đầu ụ rơvonve 1 và 2 | Turret head 1 and 2 | Tourelles 1 et 2 |
| 11 | Ụ rơvonve phân độ 1 và 2 | Indexing turret 1 and 2 | Tourelles à indexage 1 et 2 |
3. Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa sau.
3.1
Máy tiện điều khiển số (numerically controlled turning machine)
Máy công cụ điều khiển số trong đó chuyển động chính là chuyển động quay của chi tiết gia công còn dụng cụ cắt đứng yên và năng lượng cắt được cung cấp cho chi tiết gia công và không cho dụng cụ cắt.
CHÚ THÍCH: Điều khiển số cung cấp chức năng tự động.
3.2
Trung tâm tiện (turning centre)
Máy tiện điều khiển số được trang bị (các) dụng cụ cắt được dẫn động công suất và có khả năng định hướng trục chính mang phôi xung quanh trục của nó.
CHÚ THÍCH: Trung tâm tiện có thể bao gồm một số tính năng bổ sung như thay dao tự động từ ổ chứa dụng cụ.
3.3
Các chế độ vận hành máy (machine modes of operation)
Các chế độ thao tác của thiết bị điều khiển số hoặc thiết bị nhập dữ liệu với các đầu vào được chuyển thành các hàm để thực hiện.
3.3.1
Chế độ thao tác bằng tay của điều khiển số (manual mode of numerical control)
Chế độ không tự động của máy điều khiển số theo đó người vận hành điều khiển máy không sử dụng các dữ liệu số được lập trình từ trước.
VÍ DỤ Sử dụng phím bấm hoặc cần điều khiển.
3.3.2
Chế độ nhập dữ liệu bằng tay (manual data input mode)
Nhập dữ liệu chương trình bằng tay từ bộ điều khiển số.
3.3.3
Chế độ khối đơn (single block mode)
Chế độ điều khiển số trong đó chỉ một khối dữ liệu điều khiển được thực hiện trong thao tác khởi đầu của người vận hành.
3.3.4
Chế độ tự động (automatic mode)
Chế độ điều khiển số trong đó máy hoạt động theo dữ liệu chương trình cho đến khi dừng bởi chương trình hoặc người vận hành.
4. Lưu ý ban đầu
4.1 Đơn vị đo
Trong tiêu chuẩn này, tất cả các kích thước thẳng, sai lệch và dung sai tương ứng được tính bằng milimét; các kích thước góc được tính bằng độ, các sai lệch góc và dung sai tương ứng được biểu diễn bằng các tỷ số, nhưng trong một số trường hợp, để cho rõ ràng dễ hiểu có thể sử dụng đơn vi micrô-rađian (mrad) hoặc giây, cần lưu ý sự tương đương của các biểu diễn sau:
0,010/1000= 10 mrad » 2”
4.2 Viện dẫn TCVN 7011-1 (ISO 230-1)
Để áp dụng tiêu chuẩn này, cần viện dẫn TCVN 7011-1 (ISO 230-1), đặc biệt đối với việc lắp đặt máy trước khi kiểm, làm nóng trục chính và các bộ phận chuyển động khác, mô tả các phương pháp đo và độ chính xác khuyến nghị của thiết bị kiểm.
Trong ô “Xem” của các phép kiểm được mô tả trong Điều 5, các hướng dẫn được kèm theo bằng việc viện dẫn tới nội dung tương ứng của TCVN 7011-1:2007 (ISO 230-1:1996) trong các trường hợp phép kiểm được đề cập tuân theo các quy định của tiêu chuẩn đó. Các dung sai được đưa ra đối với mỗi phép kiểm (xem G1 đến G24).
4.3 Cân bằng máy
Trước khi thực hiện kiểm, máy phải được cân bằng theo khuyến nghị của nhà sản xuất/nhà cung cấp (xem 3.1.1 của TCVN 7011-1:2007 (ISO 230-1:1996)).
4.4 Trình tự kiểm
Trình tự các phép kiểm được thể hiện trong tiêu chuẩn này không qui định cho kiểm thực tế. Để việc lắp đặt các dụng cụ hoặc đồng hồ đo dễ dàng, các phép kiểm có thể được thực hiện theo thứ tự bất kỳ.
4.5 Thực hiện các phép kiểm
Khi kiểm máy, không phải lúc nào cũng cần thiết hoặc có thể thực hiện tất cả các phép kiểm được mô tả trong tiêu chuẩn này. Khi kiểm nghiệm thu, người sử dụng lựa chọn các phép kiểm có liên quan đến các bộ phận và/hoặc các đặc tính của máy mà họ quan tâm theo thỏa thuận với nhà chế tạo/nhà cung cấp. Các phép kiểm này phải được qui định rõ ràng trong hợp đồng mua máy. Viện dẫn tiêu chuẩn này cho kiểm nghiệm thu mà không qui định các phép kiểm được tiến hành hoặc không có sự thỏa thuận về chi phí liên quan, không thể được xem là ràng buộc đối với bất kỳ bên nào tham gia hợp đồng.
4.6 Sơ đồ
Trong tiêu chuẩn này, để đơn giản, các sơ đồ kết hợp với các phép kiểm hình học chỉ minh họa cho một kiểu máy.
4.7 Các ụ rơvonve và trục chính mang dụng cụ
Như định nghĩa ở 3.1 và 3.2, các trung tâm tiện không chỉ có các dụng cụ tĩnh mà còn được trang bị các dụng cụ quay được dẫn động công suất, có nghĩa là các ụ rơvonve cũng có các cơ cấu được dẫn động công suất. Khi số lượng dụng cụ có thể được sử dụng vượt quá khả năng chứa của ụ, máy có thể được trang bị thêm cơ cấu thay dụng cụ tự động ngay trong ụ rơvonve hoặc thay cả ụ rơvonve. Một cơ cấu thay dụng cụ tự động cũng có thể cần thiết cho các trục chính được dẫn động công suất trong đó các dụng cụ có thể lắp một cách tự động.
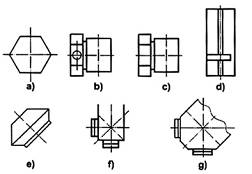
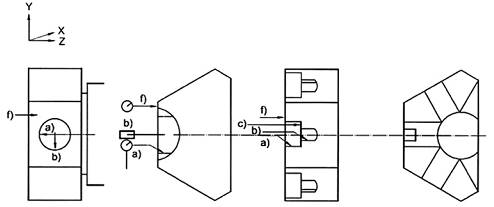
Hình 2 thể hiện các ví dụ điển hình của ụ rơvonve và trục chính mang dụng cụ, gồm các dạng cấu hình như sau:
a) Ụ rơvonve nằm ngang: Các dụng cụ được bố trí hướng kính với trục quay của ụ rơvonve. Kiểu ụ này có thể chứa các dụng cụ tĩnh hoặc được dẫn động công suất hoặc kết hợp cả hai.
b) Ụ rơvonve kiểu bánh xe cho các dụng cụ hướng kính: các dụng cụ được bố trí hướng kính với trục quay của ụ rơvonve. Loại ụ này có thể chỉ chứa các dụng cụ tĩnh, hoặc các dụng cụ được dẫn động công suất, hoặc cả hai loại dụng cụ tĩnh và được dẫn động công suất.
c) Ụ rơvonve kiểu bánh xe cho các dụng cụ hướng trục: Các dụng cụ được bố trí dọc trục quay của ổ dụng cụ. Kiểu ụ này có thể phối hợp b) và c).
d) Ụ rơvonve thẳng.
e) Ụ rơvonve nghiêng: Dụng cụ chỉ có thể được sử dụng theo hướng X hoặc Z.
f) Trục chính mang dụng cụ đơn có đầu dụng cụ đơn: bằng việc xoay đầu ụ, trục chính mang dụng cụ có thể theo hai hướng trục X và trục Z. Kiểu ụ này cần một bộ thay dụng cụ và một ổ chứa dụng cụ.
g) Đầu ụ nghiêng có hai trục chính mang dụng cụ: một trục chính dùng cho các dụng cụ tĩnh và trục chính còn lại dùng cho các dụng cụ được dẫn động công suất. Quá trình gia công có thể thực hiện theo cả hai hướng trục X và trục Z. Kiểu ụ này cần một bộ thay dụng cụ và một ổ chứa dụng cụ.
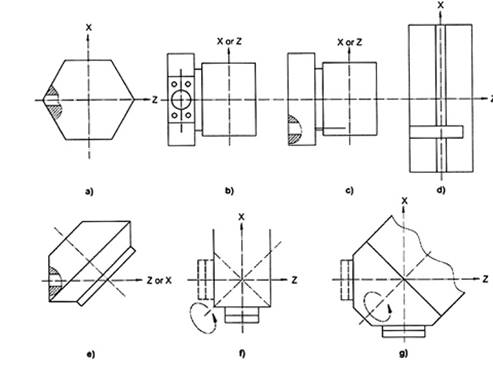
Hình 2 - Một số ví dụ về dạng cấu hình của ụ rơvonve và trục chính mang dụng cụ
4.8 Phân loại máy
4.8.1 Quy định chung
Các máy trong tiêu chuẩn này được chia thành hai dạng cấu hình cơ bản (xem Bảng 2):
Kiểu A: Máy có ụ sau
Kiểu B: Máy không có ụ sau
Các máy kiểu A có thể được phân loại chung theo hai nhóm:
Nhóm A-1: Có một ụ rơvonve
Nhóm A-2: Có hai ụ rơvonve
Các máy kiểu B có thể được phân loại chung theo bốn nhóm:
Nhóm B-1: Có một ụ phôi
Nhóm B-2: Có hai ụ phôi đối diện đồng trục
Nhóm B-3: Có một ụ phôi quay đồng trục
Nhóm B-4: Có hai ụ phôi song song
4.8.2 Các chuyển động tịnh tiến
Để đơn giản, tất cả các ví dụ về máy đưa ra trong các hình và bảng sử dụng ký hiệu trục gồm một ký tự và một số (ví dụ X1, X2, ...) như được định nghĩa trong 6.1 của ISO 841:2001. Trong tất cả các ví dụ các ký tự U, V hoặc R có thể bị thay thế.
4.9 Bù bằng sử dụng phần mềm
Khi các tiện ích phần mềm được tích hợp sẵn để dùng cho việc bù hình học, định vị, tạo công tua và sai lệch do nhiệt, việc sử dụng chúng trong các phép kiểm này phải trên cơ sở thỏa thuận giữa người sử dụng và nhà sản xuất/nhà cung cấp. Khi sử dụng bù bằng phần mềm thì phải được ghi trong kết quả kiểm.
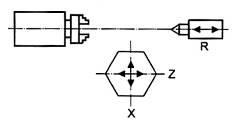
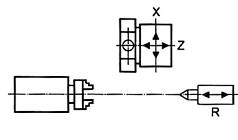
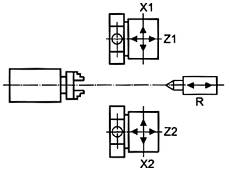
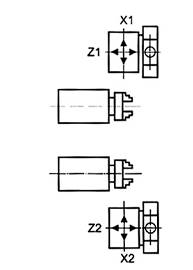
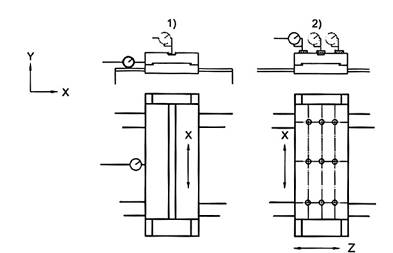
Bảng 2 - Một số ví dụ dạng cấu hình máy
| Kiểu A Có ụ sau | |
|
| |
| 1. Có một ụ rơvonve | 2. Có hai ụ rơvonve |
| Kiểu ụ rơvonve: Tất cả các kiểu ngoại trừ d) Với ụ rơvonve kiểu a)
Với ụ rơvonve kiểu b)
| Kiểu ụ rơvonve: Tất cả các kiểu ngoại trừ d) CHÚ THÍCH: Hai kiểu ụ rơvonve này có thể khác nhau. Với hai ụ rơvonve kiểu b)
Với các ụ rơvonve kiểu b) và kiểu f)
|
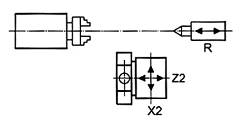
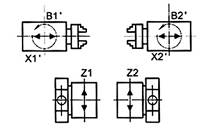
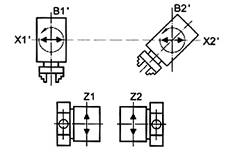
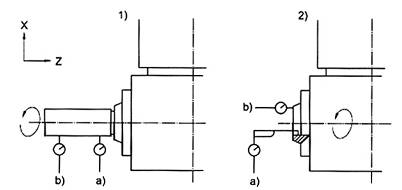
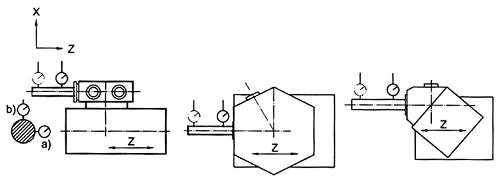
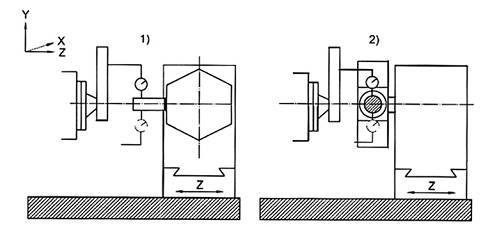
| Kiểu B Không có ụ sau | |||||||||||||||||
|
| |||||||||||||||||
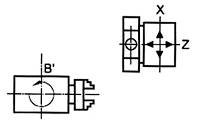
| 1. Có một ụ phôi | |||||||||||||||||
| Kiểu ụ rơvonve: bất kỳ a), b), c), f) hoặc g)
Tùy chọn: Chuyển động ụ rơvonve theo trục Y (trung tâm tiện) Chuyển động quay theo trục B’ của ụ phôi | Với ụ rơvonve kiểu b)
Với ụ rơvonve kiểu d)
Với ụ phôi quay quanh trục B’
| ||||||||||||||||
| Với ụ rơvonve kiểu a)
| |||||||||||||||||
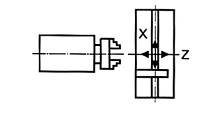
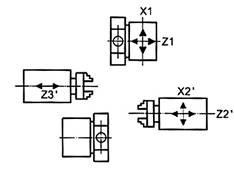
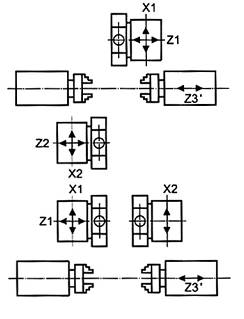
| 2. Có hai ụ phôi đối diện | 3. Có hai ụ phôi song song | ||||||||||||||||
| Kiểu ụ rơvonve bất kỳ
Hai ụ phôi thẳng hàng
|
Trục của chuyển động có thể bởi các ụ phôi Chuyển động theo trục Y là tùy chọn | ||||||||||||||||
| 4. Có hai ụ phôi quay bố trí đồng trục | Các ký hiệu sử dụng | ||||||||||||||||
| Ụ phôi ở vị trí vận hành (lắp đặt)
Ụ phôi ở vị trí gia công
| Ụ phôi
| Ụ sau
| |||||||||||||||
| Các kiểu ụ Rơvonve
CHÚ THÍCH: Không có hướng dẫn minh họa để tránh sự phức tạp. | |||||||||||||||||
4.10 Dung sai nhỏ nhất
Khi thiết lập dung sai cho phép kiểm hình học đối với một chiều dài đo khác so với giá trị cho trong tiêu chuẩn này (xem 2.3.1.1 của TCVN 7011-1:2007 (ISO 230-1:1996)), thì phải lưu ý rằng giá trị nhỏ nhất của dung sai là 0,005 mm.
4.11 Loại cỡ kích thước máy
Máy được phân thành ba loại cỡ kích thước trên cơ sở các tiêu chí được quy định trong Bảng 3.
Bảng 3 - Dải cỡ kích thước máy
| Tiêu chía | Loại 1 | Loại 2 | Loại 3 |
| Đường kính cho phép trên băng máy | D £ 250 | 250 < D £ 500 | 500 < D £ 1000 |
| Đường kính danh nghĩa chi tiết gia công | d’ £ 25 | 25 < d’ £ 63 | 63 < d’ |
| Đường kính danh nghĩa mâm cặpb | d’ £ 125 | 125 < d £ 250 | 250 < d |
| a Các tiêu chí chọn theo quy định của nhà sản xuất. b Đường kính được định nghĩa theo TCVN 4279-1 (ISO 3442-1). TCVN 4279-2 (ISO 3442-2) và TCVN 4279-3 (ISO 3442-3). | |||
5. Kiểm hình học
5.1 (Các) Trục chính của ụ phôi
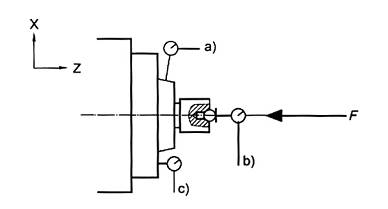
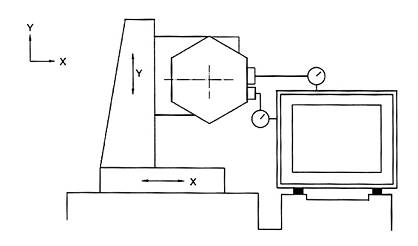
| Đối tượng | G1 | |||||||||||||||||
| Kiểm đầu mút trục chính của ụ phôi: a) độ đảo đường kính định tâm; b) độ trượt dọc trục có tính chu kỳ; c) độ đảo mặt đầu của trục chính. | ||||||||||||||||||
| Sơ đồ
| ||||||||||||||||||
| Dung sai
| Sai lệch đo được | |||||||||||||||||
| Dụng cụ đo Đồng hồ so có mặt số và trục kiểm bi. | ||||||||||||||||||
| Xem và viện dẫn TCVN 7011-1:2007 (ISO 230-1:1996) Độ lớn của lực dọc trục F phải được quy định bởi nhà cung cấp/nhà sản xuất máy. Không cần thiết phải tác dụng lực F nếu sử dụng các ổ trục có tải trọng được đặt trước. a) 5.6.1.2.2 Với bề mặt côn, đầu đo của đồng hồ so có mặt số phải đặt vuông góc với bề mặt tiếp xúc. b) 5.6.2.2.1, 5.6.2.2.2 c) 5.6.3.2 Thực hiện các phép đo với toàn bộ các trục chính của ụ phôi, tại vị trí có đường kính lớn nhất. | ||||||||||||||||||
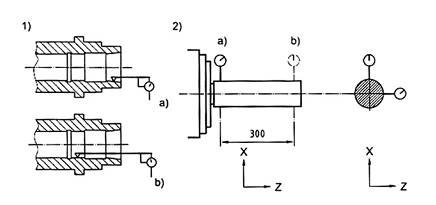
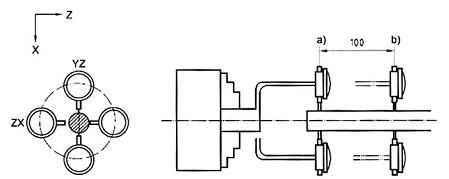
| Đối tượng | G2 | |||||||||||||
| Kiểm độ đảo hướng kính của lỗ trục chính của ụ phôi: 1) bằng tiếp xúc trực tiếp a) trên mặt côn định vị trước, b) trên bộ ghi sau; 2) bằng sử dụng trục kiểm a) tại đầu mút trục chính, b) tại khoảng cách 300 mm tính từ đầu mút trục chính. | ||||||||||||||
| Sơ đồ
| ||||||||||||||
| Dung sai 1) a) và b) 0,008 2) Đối với chiều dài đo là 300 hoặc tổng các dịch chuyển tới 300
| Sai lệch đo được | |||||||||||||
| Dụng cụ đo Đồng hồ so có mặt số và trục kiểm chuyên dùng | ||||||||||||||
| Xem và viện dẫn TCVN 7011 -1:2007 (ISO 230-1:1996) 5.6.1.2.3 2) Cần thực hiện các phép đo trong các mặt phẳng XZ và XY. Quay trục chính một cách từ từ, ít nhất hai vòng tại mỗi vị trí đo khi đo độ đảo hướng kính trục chính Các phép đo phải được lặp lại ít nhất bốn lần, trục kiểm được quay 90° so với trục chính. Ghi lại giá trị trung bình của các lần đo. Phải thực hiện tất cả các bước để giảm tối thiểu ảnh hưởng của lực cản tiếp tuyến trên đầu đo của dụng cụ đo. Phải thực hiện các phép đo đối với tất cả các trục chính của ụ phôi. | ||||||||||||||
5.2 Sự tương quan giữa (các) trục chính của ụ phôi và các trục chuyển động tịnh tiến
| Đối tượng | G3 | |||||||||||||
| Kiểm độ song song giữa chuyển động theo phương trục Z (xe dao) và trục quay của trục chính ụ phôi: a) Trong mặt phẳng ZX; b) Trong mặt phẳng YZ. | ||||||||||||||
| Sơ đồ
| ||||||||||||||
| Dung sai Đối với chiều dài đo là 300 hoặc tổng các dịch chuyển tới 300
| Sai lệch đo được | |||||||||||||
| Dụng cụ đo Đồng hồ so có mặt số và trục kiểm | ||||||||||||||
| Xem và viện dẫn TCVN 7011-1:2007 (ISO 230-1:1996) 5.4.1.2.1 và 5.4 2.2.3 Đối với mỗi mặt phẳng đo, xoay trục chính ụ phôi để tìm vị trí độ đảo trung bình sau đó di chuyển xe dao theo trục Z và lấy các giá trị sai lệch lớn nhất của các giá trị đọc. Phép kiểm này áp dụng cho tất cả các trục chính của ụ phôi và các chuyển động theo phương trục Z. | ||||||||||||||
| Đối tượng | G4 | |||||||||||||
| Kiểm độ vuông góc giữa trục chính ụ phôi (trục C’) và a) chuyển động theo phương trục X trong mặt phẳng ZX; b) chuyển động theo phương trục Y trong mặt phẳng YZ (nếu có thể áp dụng). | ||||||||||||||
| Sơ đồ
| ||||||||||||||
| Dung sai Đối với chiều dài đo là 300 hoặc tổng các dịch chuyển tới 300
Chiều của sai số a ≥ 90° | Sai lệch đo được | |||||||||||||
| Dụng cụ đo Đồng hồ so có mặt số, tấm kiểm và thước kiểm độ thẳng | ||||||||||||||
| Xem và viện dẫn TCVN 7011 -1:2007 (ISO 230-1:1996) 5.5.5 2.3 Đồng hồ so có mặt số được gắn cố định với ụ rơvonve gần với vị trí của dụng cụ. Đặt thước kiểm độ thẳng lên bề mặt tấm kiểm được gắn vào vị trí kẹp phôi. Điều chỉnh mặt của thước kiểm độ thẳng song song với mặt phẳng quay của trục chính làm việc (trục C’) và song song một cách tương đối với trục tịnh tiến được kiểm (trục X hoặc Y). Phép đo phải được thực hiện tại một vài vị trí của chuyển động theo trục X (Y), sau đó quay trục chính đi 180° và thực hiện phép đo lần thứ hai. Sai lệch độ vuông góc là hiệu số lớn nhất của giá trị trung bình của hai bộ kết quả đo. Bề mặt được tạo ra phải là LÕM, trừ trường hợp có sự thỏa thuận đặc biệt giữa người sử dụng và nhà cung cấp/nhà sản xuất. Phép kiểm này áp dụng cho tất cả các trục chính của ụ phôi. | ||||||||||||||
| Đối tượng | G5 | |||||||
| Kiểm độ vuông góc giữa chuyển động theo phương trục Y (ụ rơvonve) và chuyển động theo phương trục X (bàn trượt ụ Rơvonve). Phép kiểm này cũng được áp dụng cho các chuyển động theo phương trục X1 và trục Y2. | ||||||||
| Sơ đồ
| ||||||||
| Dung sai Đối với chiều dài đo là 300 hoặc tổng các dịch chuyển tới 300
| Sai lệch đo được | |||||||
| Dụng cụ đo Đồng hồ so có mặt số, ke vuông | ||||||||
| Xem và viện dẫn TCVN 7011-1:2007 (ISO 230-1:1996) 5.5.2.2.4 Đặt ke vuông sao cho bề mặt chuẩn của nó song song với chuyển động theo phương trục X. Di chuyển đồng hồ so có mặt số sao cho tiếp xúc với mặt đứng của ke vuông. Thực hiện các phép đo trong mặt phẳng đứng chứa dịch chuyển theo phương trục Y. Sai lệch đo được là hiệu số lớn nhất của các giá trị đọc trên chiều đài đo. | ||||||||
| Đối tượng | G6 | |||||||||||||
| Kiểm độ đồng trục giữa hai trục chính ụ phôi (chỉ sử dụng cho các trục chính đối diện nhau) a) trong mặt phẳng ZX; b) trong mặt phẳng YZ. | ||||||||||||||
| Sơ đồ
| ||||||||||||||
| Dung sai Đối với chiều dài đo là 100
| Sai lệch đo được | |||||||||||||
| Dụng cụ đo Đồng hồ so có mặt số và trục kiểm | ||||||||||||||
| Xem và viện dẫn TCVN 7011-1:2007 (ISO 230-1:1996) 5.4.4.2 Gắn các đồng hồ so có mặt số/giá đỡ lên trục chính ụ phôi thứ nhất và trục kiểm vào trục chính ụ phôi thứ hai. a) Quay trục chính thứ nhất sao cho đồng hồ so có mặt số nằm trong mặt phẳng ZX và đầu đo tiếp xúc với trục kiểm tại khoảng cách 100 mm tính từ đầu mút trục chính thứ hai (vị trí A). Quay trục chính thứ hai để tìm vị trí độ đảo hướng kính trung bình và lấy giá trị đọc. Sau đó, quay trục chính thứ nhất 180° và lấy giá trị đọc thứ hai. Lặp lại phép đo tại vị trí B. b) Lặp lại quá trình đo cho mặt phẳng YZ. Tại các vị trí A và B trong cả hai mặt phẳng ZX và YZ, hiệu số giữa các giá trị đọc được lấy tại 0° và 180° bằng hai lần độ đồng trục trong mỗi mặt phẳng. | ||||||||||||||
5.3 Các sai lệch góc của các trục chuyển động tịnh tiến
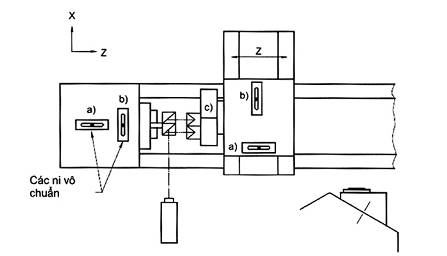
| Đối tượng | G7 | |||||||||||||
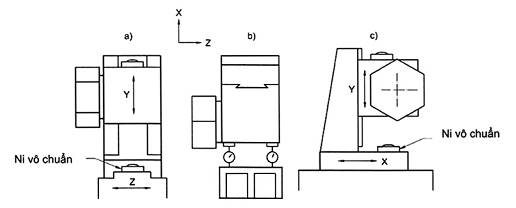
| Kiểm các sai lệch góc của chuyển động theo phương trục Z (chuyển động bàn xe dao) a) trong mặt phẳng YZ, EAZ (lắc dọc); b) trong mặt phẳng XY, ECZ (lắc xoay); c) trong mặt phẳng ZX, EBZ (lắc ngang). | ||||||||||||||
| Sơ đồ
Trong trường hợp không có mặt phẳng đặt ni vô | ||||||||||||||
| Dung sai
| Sai lệch đo được | |||||||||||||
| Dụng cụ đo a) Ni vô chính xác, ống tự chuẩn trực và gương phản xạ hoặc dụng cụ laze b) Ni vô chính xác c) Ống tự chuẩn trực và gương phản xạ hoặc dụng cụ laze | ||||||||||||||
| Xem và viện dẫn TCVN 7011 -1:2007 (ISO 230-1:1996) 5.2.3.2.2.1, 5.2.3.2.2.2, 5.2.3.2.2.3 Trong trường hợp băng máy nghiêng, mặt phẳng thao tác nghiêng một góc so với mặt phẳng nằm ngang, có thể sử dụng một ni vô chính xác và một cầu đặc biệt đối với b) đo độ lắc ngang nếu có thể đặt ni vô nằm ngang, tuy nhiên không nên sử dụng đối với a) đo độ lắc dọc. Nếu sử dụng ống tự chuẩn trực, nó phải được điều chỉnh sao cho thị kính của trắc vi kế vuông góc hoặc song song với mặt phẳng thao tác. Các phép đo phải được thực hiện tối thiểu tại năm vị trí cách đều nhau dọc theo hướng dịch chuyển theo cả hai phương chuyển động. Hiệu số giữa các giá trị đọc lớn nhất và nhỏ nhất là sai lệch góc. Lắc dọc và lắc ngang chỉ là các sai lệch xếp thứ hai đối với các máy tiện điều khiển số. | ||||||||||||||
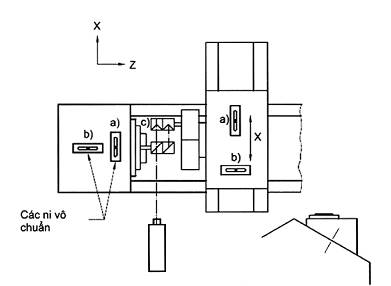
| Đối tượng | G8 | |||||||||||||
| Kiểm các sai lệch góc của chuyển động theo phương trục X (chuyển động bàn trượt ụ rơvonve) a) Trong mặt phẳng XY, ECX (lắc dọc); b) Trong mặt phẳng YZ, EAX (lắc xoay); c) Trong mặt phẳng ZX, EBX (lắc ngang). | ||||||||||||||
| Sơ đồ
Trong trường hợp không có mặt phẳng đặt ni vô | ||||||||||||||
| Dung sai
| Sai lệch đo được | |||||||||||||
| Dụng cụ đo a) Ni vô chính xác hoặc ống tự chuẩn trực và gương phản xạ hoặc dụng cụ laze b) Tấm kiểm và các đồng hồ so có mặt số hoặc ni vô chính xác c) Ống tự chuẩn trực và gương phản xạ hoặc dụng cụ laze | ||||||||||||||
| Xem và viện dẫn TCVN 7011-1:2007 (ISO 230-1:1996) 5.2.3.2.2.1, 5.2.3.2.2.2, 5.2.3.2.2.3 Trong trường hợp băng máy nghiêng, mặt phẳng thao tác nghiêng một góc so với mặt phẳng nằm ngang, có thể sử dụng một ni vô chính xác và một cầu đặc biệt cho trường hợp a). Nếu sử dụng ống tự chuẩn trực, nó phải được điều chỉnh sao cho thị kính của trắc vi kế vuông góc đối với trường hợp a), và song song đối với trường hợp c), với mặt thao tác. Các phép đo phải được thực hiện tối thiểu tại năm vị trí cách đều nhau dọc theo hướng dịch chuyển theo cả hai phương chuyển động. Hiệu số giữa các giá trị đọc lớn nhất và nhỏ nhất là sai lệch góc. | ||||||||||||||
| Đối tượng | G9 | |||||
| Kiểm các sai lệch góc của chuyển động theo phương trục Y (chuyển động của đầu ụ rơvonve) a) Trong mặt phẳng YZ, EAY (lắc ngang quanh trục X); b) Trong mặt phẳng ZX, EBY (lắc xoay); c) Trong mặt phẳng XY, ECY (lắc dọc quanh trục Z). | ||||||
| Sơ đồ
| ||||||
| Dung sai
| Sai lệch đo được | |||||
| Dụng cụ đo a) Ni vô chính xác hoặc ống tự chuẩn trực và gương phản xạ hoặc dụng cụ laze b) Tấm kiểm và các đồng hồ so có mặt số c) Ni vô chính xác hoặc ống tự chuẩn trực và gương phản xạ hoặc dụng cụ laze | ||||||
| Xem và viện dẫn TCVN 7011-1:2007 (ISO 230-1:1996) 5.2.3.2.2.1, 5.2.3.2.2.2, 5.2.3.2.2.3 Không nên sử dụng ni vô chính xác cho các phép đo a) và c) trên băng máy nghiêng. Nếu sử dụng ống tự chuẩn trực, nó phải được điều chỉnh sao cho thị kính của trắc vi kế vuông góc hoặc song song với mặt thao tác. Các phép đo phải được thực hiện tối thiểu tại năm vị trí cách đều nhau dọc theo hướng dịch chuyển theo cả hai phương chuyển động. Hiệu số giữa các giá trị đọc lớn nhất và nhỏ nhất là sai lệch góc. | ||||||
5.4 Ụ sau
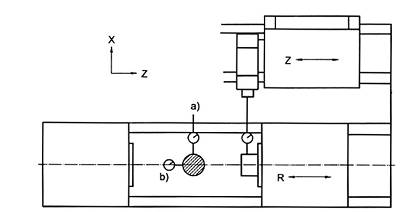
| Đối tượng | G10 | |||||||
| Kiểm độ song song giữa chuyển động theo phương trục R của ụ sau và chuyển động theo phương trục Z của xe dao a) Trong mặt phẳng ZX; b) Trong mặt phẳng YZ. | ||||||||
| Sơ đồ
| ||||||||
| Dung sai
| Sai lệch đo được | |||||||
| Dụng cụ đo Đồng hồ so có mặt số/giá đỡ | ||||||||
| Xem và viện dẫn TCVN 7011 -1:2007 (ISO 230-1:1996) 5.4.2.25 Gắn hai bộ đồng hồ so có mặt số/giá đỡ vào ụ rơvonve và đặt các đầu đo của các đồng hồ so có mặt số tiếp xúc với nòng ụ sau. Di chuyển đồng thời xe dao theo phương trục Z và ụ sau theo phương trục R và ghi lại các giá trị đọc của đồng hồ so có mặt số. Các phép đo phải được thực hiện tối thiểu tại năm vị trí cách đều nhau dọc theo hướng dịch chuyển theo cả hai phương chuyển động. Hiệu số giữa các giá trị đọc lớn nhất và nhỏ nhất là sai lệch độ song song. Nếu ụ sau được điều khiển bằng tay, phải khóa ụ sau trước khi ghi giá trị các phép đo. Cần cẩn thận để bảo đảm các giá trị đọc được đo tại cùng các điểm trên nòng của ụ sau. Nếu gặp khó khăn khi di chuyển cả hai trục cùng một lúc, thì di chuyển xe dao hướng thẳng tới ụ phôi tới vị trí đo đầu tiên. Sau đó, di chuyển ụ sau cho tới khi đồng hồ so có mặt số tới vị trí đo. Nếu dịch chuyển theo hướng ngược lại, thay đổi trình tự của các dịch chuyển. | ||||||||
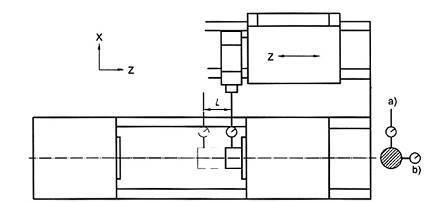
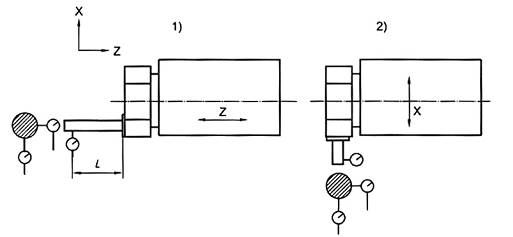
| Đối tượng | G11 | |||||||||||||
| Kiểm độ song song giữa chuyển động của nòng ụ sau và chuyển động của xe dao theo phương trục Z a) Trong mặt phẳng ZX; b) Trong mặt phẳng YZ. | ||||||||||||||
| Sơ đồ
| ||||||||||||||
| Dung sai Cho chiều dài đo L
Đầu của nòng ụ sau không được thấp xuống khi kéo ra | Sai lệch đo được | |||||||||||||
| Dụng cụ đo Đồng hồ so có mặt số/giá đỡ | ||||||||||||||
| Xem và viện dẫn TCVN 7011-1:2007 (ISO 230-1:1996) 5.4.2.2.5 Với nòng ụ sau ở vị trí thụt vào và được khóa, gắn đồng hồ so có mặt số/giá đỡ lên ụ rơvonve sao cho đầu đo tiếp xúc với nòng ụ sau. Ghi lại giá trị đọc của đồng hồ so có mặt số. Kéo nòng ụ sau ra tới vị trí cuối và khóa lại đồng thời di chuyển xe dao cho tới khi các đầu đo tiếp xúc với nòng ụ sau tại vị trí đo trước đó. Ghi lại giá trị đọc của đồng hồ so có mặt số. Hiệu số giữa các giá trị đọc là sai lệch độ song song. | ||||||||||||||
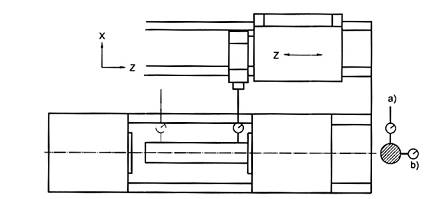
| Đối tượng | G12 | |||||||||
| Kiểm độ song song giữa lỗ côn trong của nòng ụ sau và chuyển động của xe dao theo phương trục Z. a) trong mặt phẳng ZX; b) trong mặt phẳng YZ. | ||||||||||
| Sơ đồ
| ||||||||||
| Dung sai Đối với chiều dài đo là 300 hoặc tổng các dịch chuyển tới 300
| Sai lệch đo được | |||||||||
| Dụng cụ đo Trục kiểm và đồng hồ so có mặt số/giá đỡ | ||||||||||
| Xem và viện dẫn TCVN 7011-1:2007 (ISO 230-1:1996) 5 4.2.2.3 Với nòng ụ sau ở vị trí thụt vào, đưa trục kiểm vào phía trong nòng của ụ. Gắn đồng hồ so có mặt số/giá đỡ vào ụ rơvonve sao cho đầu đo tiếp xúc với trục kiểm tại vị trí gần với đầu mút của ụ sau. Di chuyển xe dao trên chiều dài đo và ghi lại các giá trị đo. Lặp lại quy trình đo với trục kiểm được đặt lại và xoay đi 180°. Hiệu số lớn nhất giữa các giá trị trung bình của hai phép đo trên cho sai lệch độ song song. | ||||||||||
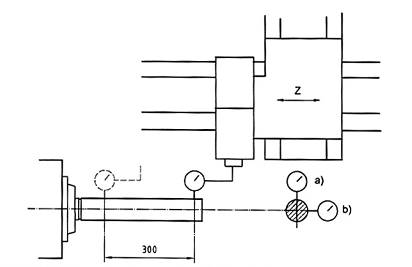
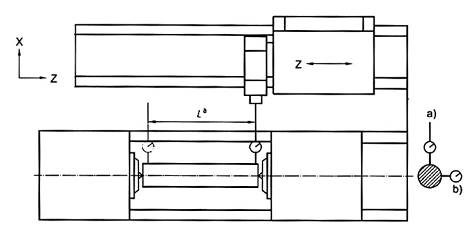
| Đối tượng | G13 | ||||||||||
| Kiểm độ song song giữa chuyển động theo phương trục Z và trục quay a) trong mặt phẳng ZX; b) trong mặt phẳng YZ. CHÚ THÍCH: Trục quay được định nghĩa là đường trục giữa các mũi tâm. | |||||||||||
| Sơ đồ
a L = 75 % của DC, với DC là khoảng cách giữa các mũi tâm | |||||||||||
| Dung sai
CHÚ THÍCH: Đối với trục Z2, cộng thêm 0,01 cho mỗi giá trị dung sai. | Sai lệch đo được | ||||||||||
| Dụng cụ đo Trục kiểm giữa các mũi tâm hoặc các trục kiểm và đồng hồ so có mặt số/giá đỡ | |||||||||||
| Xem và viện dẫn TCVN 7011-1:2007 (ISO 230-1:1996) 5.4.2.2.3, A.4.2, A.4.3 Gắn các đồng hồ so có mặt số/giá đỡ vào ụ rơvonve sao cho đầu đo của đồng hồ tiếp xúc với trục kiểm trong mặt phẳng ZX/YZ. Phải thực hiện đo tại một vài vị trí dọc theo trục kiểm. Hiệu số lớn nhất của các giá trị đọc là sai lệch độ song song. Đối với các máy có DC vượt quá 1 000, áp dụng kiểu A trong Bảng 2. Sai lệch thẳng hàng là hiệu số lớn nhất của tất cả các lần đo. | |||||||||||
5.5 Ụ rơvonve và trục chính mang dụng cụ
5.5.1 Ụ rơvonve cho các dụng cụ tĩnh
| Đối tượng | G14 | |||
| Kiểm độ vuông góc của các bề mặt lắp dụng cụ của ụ rơvonve so với đường tâm trục chính ụ phôi. CHÚ THÍCH: Phép kiểm áp dụng cho các ụ rơvonve có mặt lắp dụng cụ vuông góc với đường tâm trục chính ụ phôi. | ||||
| Sơ đồ
| ||||
| Dung sai
| Sai lệch đo được | |||
| Dụng cụ đo Đồng hồ so có mặt số/giá đỡ | ||||
| Xem và viện dẫn TCVN 7011-1:2007 (ISO 230-1:1996) 5.5.1.2.1, 5.5.1.2.4 Phép kiểm phải được thực hiện lặp lại đối với mỗi mặt lắp dụng cụ của ụ rơvonve. | ||||
| Đối tượng | G15 | |
| Kiểm độ song song giữa lỗ lắp dụng cụ của ụ rơvonve và chuyển động theo phương trục Z a) trong mặt phẳng ZX; a) trong mặt phẳng YZ. CHÚ THÍCH: Phép kiểm áp dụng cho các ụ rơvonve có lỗ lắp dụng cụ song song với chuyển động theo phương trục 2. | ||
| Sơ đồ
| ||
| Dung sai a) và b) 0,030 với L = 100 | Sai lệch đo được | |
| Dụng cụ đo Trục kiểm và đồng hồ so có mặt số | ||
| Xem và viện dẫn TCVN 7011-1:2007 (ISO 230-1:1996) 5.4.2.2.3 Gắn trục kiểm vào lỗ lắp dụng cụ của ụ rơvonve và gắn đồng hồ so có mặt số/giá đỡ vào bộ phận cố định của máy sao cho đầu đo của đồng hồ so có mặt số tiếp xúc với trục kiểm trong mặt phẳng ZX/YZ. Phải thực hiện phép kiểm cho tất cả các lỗ lắp của ụ rơvonve. Ụ rơvonve phải được đặt ở vị trí hướng ra phía trước hoặc gần trục chính nhất có thể. Nếu phương pháp định vị trí dụng cụ cần một đế mặt bích thì thiết kế của trục kiểm cũng phải giống với mặt bích đó. | ||
| Đối tượng | G16 | |
| Kiểm độ song song giữa các đường trục của lỗ lắp trên ụ rơvonve và trục chuyển động của ụ rơvonve (trục X, X2) a) trong mặt phẳng ZX; b) trong mặt phẳng XY. CHÚ THÍCH: Phép kiểm áp dụng cho ụ rơvonve có hướng lắp dụng cụ vuông góc với trực của trục chính ụ phôi | ||
| Sơ đồ
| ||
| Dung sai a) và b) 0,030 với L = 100 | Sai lệch đo được | |
| Dụng cụ đo Trục kiểm và đồng hồ so có mặt số/giá đỡ | ||
| Xem và viện dẫn TCVN 7011-1:2007 (ISO 230-1:1996) 5 4.2.2.3 Gắn trục kiểm vào lỗ lắp ụ rơvonve và đồng hồ so có mặt số/giá đỡ vào bộ phận cố định của máy sao cho đầu đo của đồng hồ so có mặt số tiếp xúc với trục kiểm trong mặt phẳng ZX/YZ. Phép kiểm phải được lặp lại cho tất cả các lỗ lắp dụng cụ. Ụ rơvonve phải được đặt ở vị trí hướng ra phía trước hoặc gần trục chính nhất có thể. Nếu phương pháp định vị trí dụng cụ cần một đế mặt bích thì thiết kế của trục kiểm cũng phải giống với mặt bích đó. | ||
| Đối tượng | G17 | |
| Kiểm ụ rơvonve thẳng 1) Độ song song giữa rãnh chuẩn hoặc mặt bên chuẩn của bàn trượt ngang và chuyển động của nó theo phương trục X. 2) Độ song song giữa bề mặt lắp dụng cụ của bàn trượt ngang và a) chuyển động của xe dao theo phương trục Z; b) chuyển động của bàn trượt ngang theo phương trục X. CHÚ THÍCH: Chỉ áp dụng cho ụ rơvonve có dạng cấu hình kiểu d (xem 4.8). | ||
| Sơ đồ
| ||
| Dung sai 1) 0,03 cho chiều dài đo là 300 hoặc tổng các dịch chuyển tới 300 2) a) và b) 0,025 cho chiều dài đo là 300 hoặc tổng các dịch chuyển tới 300 | Sai lệch đo được | |
| Dụng cụ đo Đồng hồ so có mặt số/giá đỡ và căn mẫu | ||
| Xem và viện dẫn TCVN 7011-1:2007 (ISO 230-1:1996) 5.4.2.2.2.1 1) Phép đo phải được thực hiện tại một vài vị trí dọc theo chiều dài đo. Hiệu số lớn nhất giữa các giá trị đọc là sai lệch độ song song. 2) Kiểm sai lệch theo cả hai hướng X và Z theo một lưới 3 x 3. Các vị trí đo phải ở giữa hoặc ở các đầu của mặt phẳng lắp đặt. Sử dụng căn mẫu để bắt ngang qua rãnh tâm (TCVN 7011-1:2007 (ISO 230-1:1996), 5.4.2.2.2.1, Hình 6.6). | ||
5.5.2 Ụ rơvonve cho các dụng cụ xoay và (các) trục chính mang dụng cụ
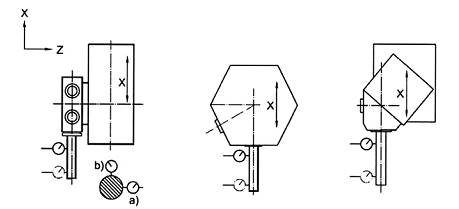
| Đối tượng | G18 | ||||||||||||||||||||||||||
| Kiểm độ đảo hướng kính và độ đảo mặt đầu của (các) trục chính mang dụng cụ: 1) độ đảo hướng kính của lỗ côn trong a) tại đầu mút trục chính, b) tại vị trí cách đầu mút trục chính 100 mm; 2) lỗ hình trụ a) độ đảo hướng kính của đầu mút trục chính, b) độ đảo mặt đầu của đầu mút trục chính. | |||||||||||||||||||||||||||
| Sơ đồ
| |||||||||||||||||||||||||||
| Dung sai
| Sai lệch đo được | ||||||||||||||||||||||||||
| Dụng cụ đo Trục kiểm, đồng hồ so có mặt số/giá đỡ | |||||||||||||||||||||||||||
| Xem và viện dẫn TCVN 7011-1:2007 (ISO 230-1:1996) 5.6.1.2.3 và 5.6 3.2 Phải thực hiện các phép đo trong cả hai mặt phẳng XZ và YZ. Các phép đo phải được lặp lại ít nhất bốn lần, trục kiểm quay 90° so với trục chính. Ghi lại giá trị trung bình của các giá trị đọc. Cần thực hiện từng bước để giảm tối thiểu ảnh hưởng của lực cản tiếp tuyến trên đầu đọc của dụng cụ đo. Các phép đo phải được thực hiện đối với tất cả các trục chính mang dụng cụ tại đường kính lớn nhất. Phép kiểm 2) b) phải được thực hiện tại bán kính lớn nhất có thể. | |||||||||||||||||||||||||||
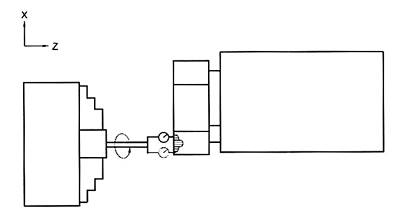
| Đối tượng | G19 | |
| Kiểm độ song song giữa đường tâm trục chính mang dụng cụ và chuyển động theo phương trục Z a) trong mặt phẳng ZX; b) trong mặt phẳng YZ. CHÚ THÍCH: Phép kiểm áp dụng cho tất cả các trục chính của ụ rơvonve xoay. | ||
| Sơ đồ
CHÚ THÍCH: Z có thể được thay bằng Z2, X hoặc X2. | ||
| Dung sai a) và b) 0,020 đối với chiều dài đo 100 | Sai lệch đo được | |
| Dụng cụ đo Trục kiểm, đồng hồ so có mặt số/giá đỡ | ||
| Xem và viện dẫn TCVN 7011-1:2007 (ISO 230-1:1996) 5.4.1.2.1 và 5.4.2.2.3 Quay trục chính mang dụng cụ để tìm ra vị trí trung bình của độ đảo hướng kính, sau đó di chuyển ụ rơvonve theo hướng trục Z. Lấy hiệu số lớn nhất của các giá trị đọc. Hoặc Lấy các giá trị đọc dọc theo trục kiểm tại một vị trí quay sau đó quay trục chính đi một góc 180° và lấy các giá trị đọc tại các vị trí ban đầu. Hiệu số lớn nhất của trung bình hai phép đo cho sai lệch độ song song. Phép kiểm này áp dụng cho tất cả các trục chính mang dụng cụ. | ||
| Đối tượng | G20 | |||||||
| Kiểm sai lệch vị trí giữa đường tâm trục chính ụ phôi và đường tâm trục chính mang dụng cụ theo phương trục Y khi a) hai trục chính song song với nhau; b) hai trục chính vuông góc với nhau. | ||||||||
| Sơ đồ
| ||||||||
| Dung sai
| Sai lệch đo được | |||||||
| Dụng cụ đo Trục kiểm, đồng hồ so có mặt số/giá đỡ | ||||||||
| Xem và viện dẫn TCVN 7011 -1:2007 (ISO 230-1:1996) 1) 5.4.4.2 2) 5 4.3.2 Gắn đồng hồ so có mặt số/giá đỡ lên trục chính ụ phôi và gắn trục kiểm vào lỗ của trục chính mang dụng cụ. 1) Định vị trí đường tâm trục chính mang dụng cụ sao cho nó thẳng hàng với đường tâm trục chính ụ phôi trong mặt phẳng YZ. Định vị trí đầu đo của đồng hồ so có mặt số tiếp xúc với trục kiểm gần nhất có thể với đầu mút của trục chính mang dụng cụ. Quay trục chính ụ phôi và lấy các giá trị đọc tại 0°và 180° trong mặt phẳng YZ. 2) Định vị trí của đồng hồ so có mặt số sao cho tiếp xúc với trục kiểm trong mặt phẳng YZ, di chuyển ụ rơvonve dọc theo hướng Z và ghi lại điểm trên cùng của trục kiểm. Ghi lại vị trí Z. Di chuyển xe dao ra để đưa về không đồng hồ so có mặt số. Quay trục chính ụ phôi đi 180° và sau đó định lại vị trí của xe dao tới vị trí Z đã được ghi lại. Lặp lại chuyển động của xe dao để tìm ra điểm thấp nhất và ghi lại giá trị này. Sai lệch về vị trí bằng một nửa hiệu số của các phép đo tại 0° và 180°. Lặp lại các phép kiểm đối với tất cả các vị trí của ụ rơvonve. | ||||||||
5.5.3 Độ chính xác và khả năng lặp lại của ụ rơvonve phân độ
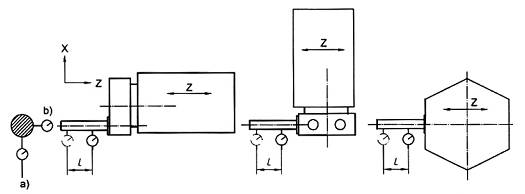
| Đối tượng | G21 | |||||||||||||
| Kiểm khả năng lặp lại của ụ rơvonve phân độ 1) Mặt phẳng YZ; 2) Mặt phẳng XZ. | ||||||||||||||
| Sơ đồ
| ||||||||||||||
| Dung sai
| Sai lệch đo được | |||||||||||||
| Dụng cụ đo Trục kiểm và đồng hồ so có mặt số | ||||||||||||||
| Xem và viện dẫn TCVN 7011-1:2007 (ISO 230-1:1996) 6.4.2 Đo tại khoảng cách L tính từ mặt ụ rơvonve hoặc mặt lắp dụng cụ. Với ụ rơvonve tại giữa chu trình làm việc, định vị trí các đồng hồ so có mặt số sao cho chúng tiếp xúc với trục kiểm tại các vị trí đo 0° và 90°. Ghi lại vị trí của trục của ụ rơvonve và các giá trị đọc của đồng hồ so có mặt số. Di chuyển ụ rơvonve để đưa về không đồng hồ so có mặt số, với trục song song với trục kiểm và phân độ ụ rơvonve góc 360°. Di chuyển trục ụ rơvonve tới vị trí đã được ghi lại bởi một chu kỳ tự động. Ghi lại các giá trị đọc của đồng hồ so có mặt số. Lặp lại chu kỳ này ba lần, đồng hồ so có mặt số phải đặt về không khi bắt đầu thực hiện phép kiểm. Sai lệch là hiệu số lớn nhất giữa ba bộ kết quả đo được. Phép kiểm phải được lặp lại tại ít nhất ba vị trí khác nhau của ụ rơvonve, tại mỗi vị trí, đồng hồ so có mặt số phải được đặt về giá trị không. | ||||||||||||||
| Đối tượng | G22 | |||||
| Kiểm độ chính xác của ụ rơvonve phân độ | ||||||
| Sơ đồ
| ||||||
| Dung sai
| Sai lệch đo được | |||||
| Dụng cụ đo Đồng hồ so có mặt số | ||||||
| Xem và viện dẫn TCVN 7011-1:2007 (ISO 230-1:1996) Định vị trí các đầu đo của đồng hồ so có mặt số a), b) và c) sao cho chúng tiếp xúc với các hốc hoặc rãnh chuẩn của ụ rơvonve. Ghi lại vị trí trục của ụ rơvonve. Ghi lại các giá trị đọc của đồng hồ so có mặt số. Thay đổi vị trí ụ rơvonve để đưa về không các đồng hồ so có mặt số, phân độ ụ rơvonve tới vị trí tiếp theo và định vị lại trục ụ rơvonve. Ghi lại các giá trị đọc của đồng hồ so có mặt số. Nếu dùng mặt chuẩn của ụ rơvonve thì sử dụng đồng hồ so có mặt số f). Lặp lại phép kiểm ba lần với tất cả các vị trí của ụ rơvonve. Hiệu số lớn nhất của tất cả các giá trị đọc của đồng hồ so có mặt số là độ chính xác của ụ rơvonve phân độ. Khả năng lặp lại của định vị bàn trượt ụ rơvonve có thể ảnh hưởng tới kết quả đo. | ||||||
5.6 Ụ phôi hoặc ụ rơvonve xoay
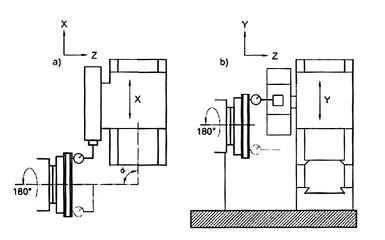
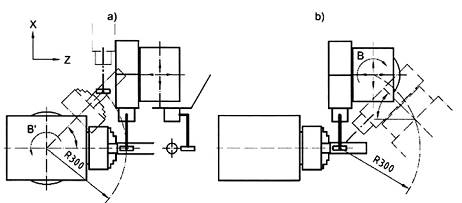
| Đối tượng | G23 | |||||||
| Kiểm độ song song a) giữa mặt phẳng xoay của đường tâm trục chính ụ phôi (trục B’) và mặt phẳng ZX; b) giữa mặt phẳng xoay của đường tâm trục chính ụ rơvonve (trục B) và mặt phẳng ZX. | ||||||||
| Sơ đồ
| ||||||||
| Dung sai
| Sai lệch đo được | |||||||
| Dụng cụ đo Trục kiểm và đồng hồ so có mặt số | ||||||||
| Xem và viện dẫn TCVN 7011-1:2007 (ISO 230-1:1996) 5.4.3.2 Đưa trục kiểm vào trục chính mang dụng cụ của ụ rơvonve song song với mặt phẳng ZX. Đặt đầu đo của đồng hồ so có mặt số tiếp xúc với trục kiểm tại vị trí cách khoảng 300 mm so với trục quay B, sau đó quay ụ tới vị trí + 30° và tiếp xúc lại với trục kiểm tại cùng vị trí. Quay ụ rơvonve đi - 30° và kiểm tra độ cao của trục kiểm tại cùng vị trí trên trục kiểm. Lặp lại phép kiểm ít nhất ba lần. Hiệu số lớn nhất của các giá trị đọc là sai lệch độ song song. | ||||||||
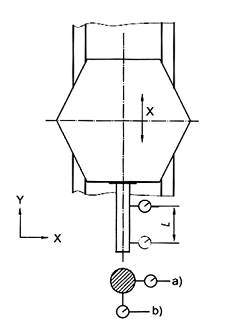
| Đối tượng | G24 | |
| Kiểm độ song song giữa đường tâm trục chính mang dụng cụ và chuyển động theo phương trục X a) trong mặt phẳng XY; b) trong mặt phẳng XZ. CHÚ THÍCH: Phép kiểm áp dụng cho tất cả các trục chính của ụ rơvonve xoay. | ||
| Sơ đồ
CHÚ THÍCH: X có thể được thay thế bởi X2. | ||
| Dung sai a) và b) 0,020 đối với chiều dài đo là 100 | Sai lệch đo được | |
| Dụng cụ đo Trục kiểm, đồng hồ so có mặt số/giá đỡ | ||
| Xem và viện dẫn TCVN 7011-1:2007 (ISO 230-1:1996) 5.4.1.2.1, 5.4.2.2.3 a) Quay trục chính mang dụng cụ để tìm vị trí trung bình của độ đảo hướng kính, sau đó di chuyển ụ rơvonve theo phương trục X. Lấy hiệu số lớn nhất của các giá trị đọc. Hoặc Lấy các giá trị đọc dọc theo trục kiểm tại một vị trí quay, quay trục chính đi một góc 180° và lấy các giá trị đọc tại các vị trí ban đầu. Hiệu số lớn nhất của hai giá trị đo trung bình cho sai lệch độ song song. b) Lặp lại quy trình đo với mặt phẳng XZ. | ||
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO 1708:1989, Acceptance conditions for general purpose parallel lathes - Testing of the accuracy (Điều kiện nghiệm thu máy tiện song song thông dụng - Kiểm độ chính xác)
[2] ISO 2806:1994, Industrial automation systems - Numerical control of machines - Vocabulary (Hệ thống tự động công nghiệp - Điều khiển số của máy- Từ vựng)
[3] ISO 6155:1998, Machine tools - Test conditions for horizontal spindle turret and single spindle automatic lathes - Testing of the accuracy (Máy công cụ - Điều kiện kiểm máy tiện rơvonve trục chính nằm ngang và máy tiện tự động trục chính đơn - Kiểm độ chính xác)
Bạn chưa Đăng nhập thành viên.
Đây là tiện ích dành cho tài khoản thành viên. Vui lòng Đăng nhập để xem chi tiết. Nếu chưa có tài khoản, vui lòng Đăng ký tại đây!
