- Tổng quan
- Nội dung
- Tiêu chuẩn liên quan
- Lược đồ
- Tải về
Tiêu chuẩn TCVN 8802-3:2012 Thử máy thu hoạch cây làm thức ăn cho gia súc
| Số hiệu: | TCVN 8802-3:2012 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Cơ quan ban hành: | Bộ Khoa học và Công nghệ | Lĩnh vực: | Công nghiệp , Nông nghiệp-Lâm nghiệp |
|
Ngày ban hành:
Ngày ban hành là ngày, tháng, năm văn bản được thông qua hoặc ký ban hành.
|
2012 |
Hiệu lực:
|
Đã biết
|
| Người ký: | Đang cập nhật |
Tình trạng hiệu lực:
Cho biết trạng thái hiệu lực của văn bản đang tra cứu: Chưa áp dụng, Còn hiệu lực, Hết hiệu lực, Hết hiệu lực 1 phần; Đã sửa đổi, Đính chính hay Không còn phù hợp,...
|
Đã biết
|
TÓM TẮT TIÊU CHUẨN VIỆT NAM TCVN 8802-3:2012
Nội dung tóm tắt đang được cập nhật, Quý khách vui lòng quay lại sau!
Tải tiêu chuẩn Việt Nam TCVN 8802-3:2012
 Tiêu chuẩn Việt Nam TCVN 8802-3:2012 PDF (Bản có dấu đỏ)
Tiêu chuẩn Việt Nam TCVN 8802-3:2012 PDF (Bản có dấu đỏ) Tiêu chuẩn Việt Nam TCVN 8802-3:2012 DOC (Bản Word)
Tiêu chuẩn Việt Nam TCVN 8802-3:2012 DOC (Bản Word)TIÊU CHUẨN QUỐC GIA
TCVN 8802-3:2012
ISO 8909-3:1994
MÁY THU HOẠCH CÂY LÀM THỨC ĂN CHO GIA SÚC - PHẦN 3: PHƯƠNG PHÁP THỬ
Forage harvesters - Part 3: Test methods
Lời nói đầu
TCVN 8802-3 : 2012 hoàn toàn tương đương với ISO 8909-3:1994.
TCVN 8802-3 : 2012 do Trung tâm Giám định Máy và Thiết bị biên soạn, Bộ Nông nghiệp và Phát triển Nông thôn đề nghị, Tổng cục Tiêu chuẩn Đo lường Chất lượng thẩm định, Bộ Khoa học và Công nghệ công bố.
Bộ tiêu chuẩn TCVN 8802 (ISO 8909) Máy thu hoạch cây làm thức ăn cho gia súc bao gồm các phần sau đây:
Phần 1: Thuật ngữ;
Phần 2: Đặc điểm kỹ thuật và tính năng;
Phần 3: Phương pháp thử.
MÁY THU HOẠCH CÂY LÀM THỨC ĂN CHO GIA SÚC - PHẦN 3: PHƯƠNG PHÁP THỬ
Forage harvesters - Part 3: Test methods
1. Phạm vi áp dụng
Tiêu chuẩn này quy định phương pháp thử để đánh giá tính năng làm việc của các máy thu hoạch cây làm thức ăn cho gia súc, bao gồm loại cắt cây trực tiếp theo toàn bộ bề rộng, theo khoảng cách hàng trồng, hoặc thu hoạch cây trồng đã cắt trước.
Tiêu chuẩn này áp dụng cho các máy thu hoạch cây làm thức ăn cho gia súc có sử dụng dao băm nhỏ cây và có bộ phận chuyển cây đã băm nhỏ vào thùng chứa, vào xe tải riêng hoặc vào rơ moóc. Máy thu hoạch có thể được treo trên máy kéo, kéo theo máy kéo hoặc tự hành.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 1773-3 : 1999 (ISO 789-3), Máy kéo nông nghiệp - Phương pháp thử - Phần 3: Đường kính quay vòng và đường kính thông qua;
TCVN 1773-14 : 1999 (ISO 5131:1996), Máy kéo và máy dùng trong nông lâm nghiệp - Phương pháp thử - Phần 14: Đo tiếng ồn ở vị trí làm việc của người điều khiển máy - Phương pháp điều tra;
TCVN 1773-15 : 1999 (ISO 5697:1982), Xe máy dùng trong nông lâm nghiệp - Phương pháp thử- Phần 15: Xác định tính năng phanh;
TCVN 6818-1 : 2010 (ISO 4254-1:2008), Máy nông nghiệp - An toàn - Phần 1: Yêu cầu chung;
TCVN 7846 : 2007 (ISO 5007:2003), Máy kéo bánh hơi nông nghiệp - Phương pháp thử - Chỗ ngồi của người lái máy - Đo rung động trong điều kiện phòng thí nghiệm;
TCVN 8019-2 : 2008 (ISO 14269-1:1997), Máy kéo và máy tự hành dùng trong nông lâm nghiệp - Môi trường buồng lái - Phần 2: Sưởi ấm, thông thoáng và điều hòa không khí - Tính năng và phương pháp thử;
TCVN 8411-1 : 2010 (ISO 3767-1), Máy kéo, máy dùng trong nông lâm nghiệp, thiết bị làm cỏ và làm vườn có động cơ - Ký hiệu các cơ cấu điều khiển và các bộ phận chỉ báo khác - Phần 1: Ký hiệu chung;
TCVN 8411-2 : 2010 (ISO 3767-2), Máy kéo, máy dùng trong nông lâm nghiệp, thiết bị làm có và làm vườn cỏ động cơ - Ký hiệu các cơ cấu điều khiển và các bộ phận chỉ bảo khác - Phần 2: Ký hiệu cho máy kéo và máy nông nghiệp;
ISO 500-1:2004, Agricultural tractors- Rear-mounted power take-off types 1, 2 and 3 - Part 1: General specifications, safety requirements, dimensions for master shield and clearance zone (Máy kéo nông nghiệp - Trục trích công suất phía sau loại 1, 2 và 3 - Phần 1: Đặc tính kỹ thuật chung, yêu cầu an toàn, kích thước tắm che bảo vệ tổng thể và khe hở);
ISO 730:2009, Agricultural wheeled tractors - Rear-mounted three-point linkage - Categories 1N, 1, 2N, 2, 3N, 3, 4N and 4 (Máy kéo bánh nông nghiệp - Cơ cấu treo 3 điểm phía sau - Loại 1N, 1, 2N, 2, 3N, 3, 4N và 4);
ISO 3600:1996, Tractors, machinery for agriculture and forestry, powered lawn and garden equipment - Operator's manuals - Content and presentation (Máy kéo, máy dùng trong nông lâm nghiệp - Thiết bị làm cỏ và làm vườn có động cơ - Điều khiển bằng tay của người vận hành - Nội dung và cách trình bày);
ISO 3965:1990, Agricultural wheeled tractors - Maximum speeds - Method of determination (Máy kéo bánh nông nghiệp - Tốc độ cực đại - Phương pháp xác định);
ISO 5008:2002/Cor 1:2005, Agricultural wheeled tractors and field machinery - Measurement of whole- body vibration of the operator (Máy kéo bánh và máy làm việc trên đồng - Đo độ rung toàn thân của người điều khiển);
ISO 5675:2008, Agricultural tractors and machinery- General purpose quick-action hydraulic couplers (Máy kéo và máy nông nghiệp - Đầu nối thủy lực đa năng);
ISO 5715:1983, Equipment for harvesting - Dimensional compatibility of torage harvesting machinery (Thiết bị thu hoạch - Khả năng tương thích về kích thước của các máy thu hoạch cây làm thức ăn cho gia súc);
ISO 5718:2002, Harvesting equipment - Blades for agricultural rotary mowers - Requirements (Thiết bị thu hoạch - Dao cắt dùng cho máy cắt quay- Yêu cầu);
ISO 6489-1:2001, Agricultural vehicles - Mechanical connections between towed and towing vehicles - Part 1: Dimensions of hitch-hooks (Xe nông nghiệp - Cơ cấu kết nối cơ khí giữa xe kéo và xe bị kéo - Phần 1: Kích thước móc kéo);
ISO 6489-2:2002, Agricultural vehicles - Mechanical connections between towed and towing vehicles - Part 2: Specifications for clevis coupling 40 (Xe nông nghiệp - Cơ cấu kết nối cơ học giữa xe kéo và xe bị kéo - Phần 2: Đặc điểm kỹ thuật các móc hình chữ U nối 40);
ISO 8909-1:1994, Forage harvesters - Part 1: Vocabulary (Máy thu hoạch cây làm thức ăn cho gia súc Phần 1: Thuật ngữ);
ISO 8909-2:1994, Forage harvesters - Part 2: Specification of characteristics and performance (Máy thu hoạch cây làm thức ăn cho gia súc - Phần 2: Đặc điểm kỹ thuật và tính năng).
3. Thuật ngữ và định nghĩa
Tiêu chuẩn này sử dụng các thuật ngữ và định nghĩa nêu trong ISO 8909-1 và các thuật ngữ, định nghĩa sau:
3.1. Máy thử (test machine)
Máy sẽ được thử để đánh giá tính năng.
3.2. Máy đối chứng (reference machine)
Máy đã biết tính năng sẽ được sử dụng để thử cùng với máy thử.
3.3. Loạt thử (test series)
Tất cả các sự kiện và dữ liệu bao gồm các chế độ thử khác nhau trong một vụ thu hoạch và tập hợp các điều kiện thử.
3.4. Sản phẩm thu hoạch (catch)
Khối lượng nguyên liệu máy thu hoạch được trong một lần thử, tính bằng kilôgam.
3.5. Năng suất (capacity)
Khối lượng cây trồng theo chuẩn khô và tươi băm nhỏ do máy thu hoạch được theo đơn vị thời gian. Năng suất được biểu thị bằng tấn trên giờ.
3.6. Công suất cần thiết (power requirement)
Công suất tổng cộng trung bình, không tính công suất chi phí cho di động, tính bằng kilôoát, cần để vận hành máy thu hoạch khi tiến hành thử ở tốc độ làm việc định mức.
3.7. Công suất cần thiết chạy không tải (no-load power requirement)
Công suất tổng cộng trung bình, tính bằng kilôoát, cần để vận hành máy thu hoạch ở tốc độ định mức, khi máy đứng yên và gài các phụ kiện được thử.
3.8. Năng lượng riêng cần thiết (specific energy requirement)
Tổng năng lượng máy thu hoạch cần để thu hoạch một đơn vị khối lượng cây trồng theo chuẩn khô và tươi, tính bằng kilôoátgiờ trên tấn (kW.h/t).
3.9. Chiều dài cắt lý thuyết (theoretical length of cut)
Chiều dài cắt tính bằng milimét, được tính theo số lượng dao, tốc độ và kích thước hữu hiệu của tất cả các phần hợp thành có liên quan.
3.10. Thiết bị phân tích chiều dài cắt (length of cut analyser)
Dụng cụ dùng để phân chia một mẫu thức ăn gia súc băm nhỏ điển hình được thu hoạch bằng máy thành các nhóm mẩu băm có chiều dài khác nhau, để xác định tỷ lệ phần trăm tích lũy tính theo khối lượng thu được dưới sàng theo từng nhóm kích thước.
3.11. Đồ thị phân bố chiều dài cắt (length of cut distribution graph)
Đồ thị xác suất phân bố chuẩn logarit của phần trăm tích lũy tính theo khối lượng của nguyên liệu có độ dài băm khác nhau so với độ dài trung bình khi phân tích chiều dài cắt của từng mẫu (xem Phụ lục B).
3.12. Chiều dài cắt hình học trung bình (geometric mean length of cut)
Chiều dài mẩu băm, tính bằng milimét, được tính toán từ các số liệu phân tích hoặc được xác định trên đồ thị phân bố cắt tại mức 50 % khối lượng thu được dưới sàng. Chiều dài cắt hình học trung bình biểu thị độ nhỏ của cây trồng được băm và là kích thước thích hợp nhất để so sánh với chiều dài cắt lý thuyết.
3.13. Độ lệch chuẩn của chiều dài cắt hình học (geometric Standard deviation of length of cut)
Chiều dài mẩu băm được lấy theo chiều dài trên đồ thị phân bố cắt tại mức 84 % khối lượng thu được dưới sàng chia cho chiều dài trung bình tại mức 50 % khối lượng thu được dưới sàng; ngoài ra, độ lệch chuẩn của chiều dài cắt hình học có thể được tính toán từ các số liệu phân tích. Độ lệch chuẩn chiều dài cắt hình học là chỉ số đồng đều cắt.
3.14. Tỷ lệ hạt nguyên (whole-grain fraction)
Tỷ lệ phần trăm, tính chính xác đến 0,5 giữa khối lượng các hạt hoặc nhân còn nguyên có trong các mẫu thức ăn gia súc băm nhỏ, so với toàn bộ khối lượng sản phẩm thu hoạch (hoặc tính theo tổng lượng hạt trên đồng). Có thể sử dụng thuốc nhuộm thấm để xác định các hư hại bề mặt của hạt không nhìn thấy được.
4. Yêu cầu chung
4.1. Báo cáo thử (xem Điều 7) phải nêu rõ cách chọn hoặc thu nhận máy thử và đánh giá tình trạng sử dụng máy trước khi thử.
4.2. Phải vận hành máy theo đúng hướng dẫn của nhà chế tạo. Bất cứ sai lệch nào so với hướng dẫn của nhà chế tạo phải được ghi chép đầy đủ và nêu rõ nguyên nhân trong báo cáo.
4.3. Phải chuẩn bị sẵn những phụ tùng cần thiết và thích hợp cho các loại cây trồng khác nhau mà máy sẽ cần sử dụng.
4.4. Phải điều chỉnh và thiết lập chế độ điều chỉnh cho máy theo đúng hướng dẫn của nhà chế tạo. Nếu có bất cứ sự thay đổi nào thì phải ghi lại đầy đủ.
4.5. Phải có đại diện của nhà chế tạo theo dõi việc thử nghiệm máy.
5. Yêu cầu đối với máy thử
5.1. Tất cả các chi tiết quan trọng của máy thu hoạch phải được xác minh và kiểm tra, phải sử dụng những thuật ngữ được áp dụng và những phương pháp đo theo quy định.
5.2. Đối với các máy tự hành, đo tốc độ quay của các bộ phận ở chế độ không tải, với tay ga để ở chế độ số vòng quay định mức của động cơ. Đối với những máy truyền lực từ trục PTO (trục trích công suất), đo các tốc độ quay này ở tốc độ quay tiêu chuẩn của trục trích công suất (540 r/min hoặc 1 000 r/min). Tiến hành đo tốc độ tiến của máy thu hoạch tự hành trên một bề mặt phẳng cứng, với tay ga để ở chế độ số vòng quay định mức của động cơ và gài truyền động cho cơ cấu thu hoạch; sử dụng cỡ lốp phù hợp; áp suất bơm phải theo giới thiệu của nhà chế tạo.
Với máy có hộp số vô cấp tiến hành xác định tốc độ cực đại ở từng dải tốc độ. Ngoài ra, có thể đo tốc độ đạt được với tất cả các cặp bánh răng ăn khớp phù hợp với ISO 3965.
5.3. Đánh giá tính hợp lý về kết cấu và hình dáng của máy thu hoạch thức ăn cho gia súc theo các tiêu chuẩn ISO 730:2009, ISO 5675:2008, ISO 5715, ISO 5718:2002, ISO 6489-1:2001 và/hoặc ISO 6489- 2:2002.
5.4. Đánh giá sự đầy đủ và rõ ràng của các chỉ dẫn trong sổ tay người vận hành phù hợp với ISO 3600:1996.
5.5. Nếu điều kiện cho phép, cần tiến hành kiểm tra và đánh giá về sự phù hợp với các yêu cầu an toàn dựa trên tham khảo từng phần của các tiêu chuẩn TCVN 7846 (ISO 5007), TCVN 8411-1 (ISO 3767-1), TCVN 8411-2 (ISO 3767-2), ISO 500-1, ISO 4251-1, ISO 5008, ISO 5131, ISO 5697 và ISO 6097.
5.6. Với các máy tự hành, tiến hành đo đường kính quay vòng trái và phải khi không sử dụng phanh theo TCVN 1773-3 (ISO 789-3) và ISO 8909-1.
6. Thử tính năng đặc trưng
Phải lựa chọn những cây trồng và điều kiện đặc trưng để tiến hành thử xác định các tính năng làm việc chính của máy. Phải tiến hành thử đồng thời máy đối chứng cùng với máy thử vào những thời điểm thích hợp và phải đặc biệt chú ý đến việc đặt chế độ máy, điều kiện và đặc điểm cây trồng và những khác biệt về thời vụ.
6.1. Lựa chọn cây trồng
Cây trồng được lựa chọn phải là những cây có hình dáng bên ngoài giống nhau, không bị sâu bệnh, không lẫn cỏ dại và tối thiểu phải có năng suất trung bình. Mặt đồng phải bằng phẳng, trừ các phép thử riêng được quy định. Cây trồng phải đứng và không có nước đọng trên bề mặt. Bất cứ sai lệch nào so với quy định đều phải ghi vào báo cáo thử.
Cây trồng được lựa chọn để thử tính năng của máy phải là các loại cây đại diện trong phạm vi cả nước hoặc của địa phương. Ít nhất hai loại cây trồng dưới đây phải được lựa chọn để thử cho các máy thu hoạch đa năng:
- Cỏ: chỉ một loài hoặc hỗn hợp, tươi và héo, trồng lần đầu;
- Cây họ đậu: chỉ một loài, tươi và héo, trồng lần đầu hoặc lần thứ hai;
- Các cây trồng theo hàng, ví dụ như ngô, kê hoặc cải xoăn: chỉ một loài, cắt trực tiếp;
- Ngũ cốc làm thức ăn gia súc: chỉ một loài hoặc hỗn hợp, tươi và héo.
Với những máy được thiết kế để thu hoạch những cây được trồng theo hàng, phải tiến hành ít nhất hai đợt thử và nếu điều kiện cho phép cần tiến hành thử với những cây trồng khác nhau. Khoảng cách hàng phải phù hợp với bề rộng làm việc được công bố của bộ phận gặt. Phải xác định hàm lượng chất khô trung bình của từng cây trồng khi thu hoạch.
6.2. Máy đổi chứng
Máy đối chứng phải trong tình trạng tốt, phải có đầy đủ thông tin về mã hiệu, kiểu, loại, năm sản xuất và những thông tin cần thiết khác; máy phải có kết cấu và năng suất tương tự như máy thử và phải vận hành được ở các chế độ cần so sánh.
6.3. Người vận hành
Người vận hành phải hiểu biết và sử dụng thành thạo máy thử và máy đối chứng.
6.4. Chuẩn bị thử
Tại thời điểm thử, máy thử và máy đối chứng phải đang hoạt động tốt, các bộ phận làm việc và các bề mặt cụm ăn khớp đã được chạy rà đầy đủ, dao phải đạt yêu cầu kỹ thuật quy định. Nếu lắp tấm chắn ngang hoặc bộ phận hỗ trợ cắt khác thì phải ghi trong báo cáo thử.
Trước khi thử, để thiết lập các tính năng cần thiết, phải tiến hành điều chỉnh cả hai máy theo đúng hướng dẫn của nhà chế tạo trên khu ruộng có các điều kiện tương tự như điều kiện sẽ thử. Phải chọn chiều dài cắt lý thuyết phù hợp nhất với cây trồng định cắt thử và là loại đặc trưng trong vùng địa lý. Khi tiến hành thử nghiệm không được phép điều chỉnh thêm tại các vị trí đã được điều chỉnh. Những điều chỉnh quan trọng, như điều chỉnh chiều dài cắt phải ghi vào báo cáo thử.
6.5. Thiết bị và dụng cụ thử
Ngoài những phương tiện và thiết bị thử nghiệm thông thưởng, phải chuẩn bị các thiết bị và dụng cụ đo lường dưới đây:
a) Thiết bị xác định chính xác khối lượng sản phẩm thu hoạch, ví dụ như xe moóc và cân di động hoặc cân bánh xe, hoặc moóc tự xả có gắn những cảm biến tải ở giữa thân moóc và bánh răng chạy;
b) Thiết bị phân tích chiều dài cắt để phân loại các mẫu thức ăn gia súc được băm nhỏ,
c) Dụng cụ để lấy các mẫu cây đại diện từ cửa ra sản phẩm của máy thu hoạch đảm bảo an toàn.
Đối với máy thu hoạch liên hợp với máy kéo, phải chuẩn bị đầy đủ thiết bị đo mô men xoắn và tốc độ quay của trục trích công suất.
Đối với các máy tự hành, sử dụng cảm biến đo mô men xoắn và tốc độ quay để xác định tổng công suất truyền cho các bộ phận của máy.
6.6. Tiến hành thử
6.6.1. Thử xác định công suất và năng lượng riêng cần thiết
6.6.1.1. Các máy kéo được chọn để liên hợp với máy thử và máy đối chứng phải luôn luôn có công suất dư dật. Với các máy thử hoặc máy đối chứng loại liên hợp với máy kéo, tiến hành kết nối và cho máy chạy tại chỗ ở tốc độ trục trích công suất được giới thiệu, chú ý đến công suất cần thiết chạy không tải. Tiếp đến, lắp thùng chứa hoặc rơ moóc thu sản phẩm vào với máy thu hoạch hoặc dùng máy kéo khác để kéo chúng đi theo bên cạnh máy thu hoạch. Điều khiển máy với tốc độ không đổi.
Với các máy thu hoạch tự hành, tiến hành đo công suất cần thiết chạy không tải ở tốc quay định mức của động cơ khi máy đứng tại chỗ và gài toàn bộ các dẫn động khác. Tiếp đến, lắp thùng chứa hoặc rơ moóc thu sản phẩm vào với máy thu hoạch hoặc dùng máy kéo khác để kéo chúng đi theo bên cạnh máy thu hoạch, điều khiển máy tiến vào cây trồng thu hoạch với tốc độ không đổi.
Với các máy thu hoạch cắt trực tiếp, phải tiến hành thử máy với toàn bộ bề rộng làm việc.
6.6.1.2. Trước khi thử, để lưu lượng cây thu hoạch qua máy ổn định, ít nhất phải có 5 s đầu tiên khi máy thu hoạch hoạt động không để dòng sản phẩm phun ra từ ống xả liệu hướng vào thiết bị thu gom. Sau đó, bắt đầu tiến hành thử, hướng dòng sản phẩm phun ra từ ống xả liệu vào thiết bị thu gom (rơ moóc thu gom hoặc thùng chứa) và bắt đầu tính thời gian thu gom. Trong thời gian thử phải tiến hành đo và ghi lại công suất của máy thu hoạch hoặc mô men xoắn và tốc độ quay. Lấy ít nhất một mẫu trên dòng sản phẩm đang được phun ra từ ống xả liệu của máy để phân tích chiều dài cắt.
6.6.1.3. Thời gian thu sản phẩm của máy thu hoạch trong mỗi lần thử phải kéo dài ít nhất 60 s hoặc tối thiểu phải thu được 1 tấn sản phẩm. Khi kết thúc thử, tiến hành đo chiều dài đường thử, cân khối lượng thu được, lấy hai mẫu từ khối lượng sản phẩm thu được để phân tích hàm lượng nguyên liệu khô bằng những phương pháp đã được công nhận, và đo bề rộng làm việc thực tế của máy. Kiểm tra định kỳ ô nhiễm đất có thể sử dụng phương pháp kiểm tra trong phòng thử được công nhận, đốt thành tro hai mẫu thu hoạch, một mẫu cây trồng không thu hoạch sát cạnh, để so sánh hàm lượng Silic đioxyt. Từ các số liệu thu được ở từng đường thử, tiến hành tính toán như sau:
a) Tốc độ tiến, tính bằng kilômét trên giờ (km/h);
b) Năng suất cây trồng được thu hoạch, theo chuẩn khô và tươi, tính bằng tấn trên héc ta (t/ha);
c) Năng suất máy, theo chuẩn khô và chuẩn tươi, tính bằng tấn trên giờ (t/h);
d) Công suất không tải cần thiết, tính bằng kilôoát (kW);
e) Công suất cần thiết, tính bằng kilôoát (kW);
f) Năng lượng riêng cần thiết, theo chuẩn khô và tươi, tính bằng kilôoát trên tấn (kW/t).
6.6.1.4. Phải lập lại các phép thử ít nhất một lần với từng tốc độ tiến khác nhau để xác lập được các mối quan hệ đáng tin cậy về tính năng làm việc của máy cho các dải tốc độ thích hợp ở những điều kiện phổ biến. Ở tốc độ tiến cao nhất nhận được, quan sát các yếu tố làm cản trở đến việc tăng cao hơn nữa tốc độ và ghi chúng vào báo cáo thử.
Để sự ảnh hưởng do không đồng nhất về sản lượng cây trồng trên đồng là ít nhất, cần phải tiến hành thử lần lượt trên những dải cây trồng liền kề. Phải tiến hành chạy thử máy đối chứng đồng thời ở cùng vùng thử với máy thử. Có thể bỏ đi những lần thử không có kết quả khi có những lý do phù hợp, nhưng phải ghi lại trong báo cáo thử.
6.6.1.5 Từ những số liệu thu được trong các loạt thử tiến hành vẽ các đồ thị, sử dụng thang tuyến tính, với các biến độc lập tương ứng với các trục x và y:
- Tổng công suất cần thiết trung bình (y) so với công suất máy, chuẩn tươi và khô (x);
- Năng lượng riêng cần thiết, chuẩn tươi và khô (y) so với công suất, chuẩn tươi và khô (x).
6.6.1.6. Ít nhất trong một vụ, tiến hành các phép thử lặp lại với lượng cung cấp không đổi bằng khoảng 80 % lượng cung cấp cực đại và với hàm lượng chất khô của cây trồng đã được cắt trước tăng dần từng mức và với cả hàm lượng chất khô như nhau, nhưng thay đổi chiều dài cắt lý thuyết. Từ những số liệu thu được tiến hành vẽ các đồ thị quan hệ giữa năng lượng riêng cần thiết (y) với hàm lượng vật liệu khô, chuẩn khô và tươi với chiều dài cắt lý thuyết (x).
6.6.2. Hao phí do máy
Khi sử dụng đầu thu hoạch cắt trực tiếp cây trồng theo hàng, phải tiến hành xác định các hao phí tự nhiên trên mặt đồng trước khi cắt và hao phí trên mặt đồng sau khi thu hoạch tại các vị trí bất kỳ trong khu vực thử. Tại các vị trí đã chọn, tiến hành thu gom và cân khối lượng các bắp ngô bị rơi vãi hoặc các nguyên liệu thực vật chưa được thu hoạch khác cho riêng từng khu vực. Hao phí do máy bằng khối lượng nguyên liệu hao phí trên mặt đồng sau thu hoạch trừ đi khối lượng nguyên liệu hao phí tự nhiên trên mặt đồng trước khi thu hoạch, tính bằng kg/ha hoặc biểu thị dưới dạng tỷ lệ phần trăm so với sản lượng nguyên liệu khô.
6.6.3. Phân tích chiều dài cắt
Tiến hành phân tích các mẫu lấy được tại cửa ra liệu của máy thu hoạch trong thời gian thử bằng phân loại thủ công, bằng các thiết bị dạng cơ khí, thiết bị dạng khí động học hoặc các thiết bị phân loại khác. Các loại thiết bị phân loại được sử dụng là cụm sàng lắc và các thiết bị phân loại theo tầng.
1) Cỡ mẫu tối thiểu là 1 I, cỡ mẫu thực tế phải đáp ứng được các yêu cầu về phân tích chiều dài cắt. Để rút gọn mẫu thông thường, phải sử dụng một phương pháp phân chia mẫu ngẫu nhiên đã được công nhận.
Có thể tiến hành phân tích mẫu ở độ ẩm thu hoạch hoặc cũng có thể sấy khô mẫu trước khi phân tích. Phải tuân thủ đúng những phương pháp phân tích quy định cho riêng từng dụng cụ và định kỳ phải kiểm tra lại các kết quả thu được bằng cách phân loại bằng tay hoặc phân loại bằng cơ khí mẫu đã biết chiều dài cắt.
Kích thước sàng thích hợp phải chọn theo cấp số nhân, với kích thước nhỏ nhất được chọn phù hợp với dải kích thước của các mẫu băm. Tiến hành xác định chiều dài trung bình của ba mẫu lớn nhất trong từng mẫu phân tích để xác định chiều dài đảm bảo cho 100 % mẫu băm lọt được qua sàng.
Từ các kết quả phân loại chiều dài cắt có được, tiến hành xác định chiều dài cắt hình học trung bình và độ lệch chuẩn của chiều dài cắt hình học bằng cách vẽ đồ thị phân bố chiều dài cắt, hoặc bằng tính toán (ví dụ về cây trồng được phân chia thành 10 khoảng chiều dài ở Phụ lục B). Với những cây ngũ cốc đã ra hoa kết trái, đặc biệt là ngô, ưu tiên xác định thêm tỷ lệ hạt nguyên, như định nghĩa trong 3.14.
7. Báo cáo thử
Báo cáo thử phải bao gồm các thông tin sau:
a) Mô tả vắn tắt, nhận dạng, chụp ảnh máy thử và trình bày phương pháp chọn máy thử;
b) Bảng kê các kích thước và đặc điểm kỹ thuật chính đã được kiểm tra;
c) Bảng kê các địa điểm thử, các cây trồng, điều kiện đồng ruộng, điều kiện về thời tiết và việc bố trí và điều chỉnh máy ở từng nơi;
d) Mô tả vắn tắt, hoặc giới thiệu qua phương pháp và quy trình thử, bao gồm cả phân tích chiều dài cắt;
e) Các số liệu chính ghi lại được trong suốt thời gian thử;
f) Các kết quả phân tích thống kê, kiểm tra các yêu cầu kỹ thuật của máy và các phép thử tính năng làm việc theo Điều 5 và Điều 6;
g) Các kết quả đo và quan sát tùy chọn được thực hiện theo đúng Phụ lục A, bao gồm Bảng kê các hư hỏng với tất cả các nguyên nhân phải dừng máy do lỗi về cơ khí, kể cả do mài mòn và các kiến nghị cải tiến về mặt cơ khí và hoạt động của máy;
h) Tóm tắt ngắn gọn các kết quả thử so sánh được thực hiện với máy đối chứng.
Phụ lục A
(Quy định)
NHỮNG PHÉP ĐO VÀ QUAN SÁT TÙY CHỌN
A.1. Phần chung
Những đánh giá chủ quan có thể được tiến hành vào một giai đoạn thích hợp kéo dài trong suốt vụ thu hoạch và với càng nhiều loại, nhiều giống cây trồng và nhiều điều kiện đất đai càng tốt, nhưng phải được sự đồng ý của nhà chế tạo hoặc người đại diện của nhà chế tạo.
A.2. Những ghi chép cơ bản
Những ghi chép cần thiết phải có đối với từng khu ruộng được thu hoạch gồm:
a) Các điều kiện về khí quyển và thời tiết;
b) Loài, giống, giai đoạn sinh trưởng, hàm lượng chất khô, chiều dài trung bình, tình trạng và năng suất trung bình của cây trồng;
c) Độ dốc và tình trạng mặt đồng;
d) Kích thước lô thửa, tình trạng đồng ruộng và diện tích được thu hoạch;
e) Số giờ hoạt động: tổng cộng và hữu ích;
f) Mã hiệu và kiểu máy kéo liên hợp với các máy thu hoạch sử dụng trục trích công suất
g) Loại và kích thước của các rơ moóc được sử dụng và được kéo theo sau hay bên cạnh;
h) Tải trọng và sức chứa của rơ moóc theo khối lượng;
i) Nhiên liệu được sử dụng (máy thu hoạch tự hành và máy thu hoạch dẫn động bằng động cơ).
A.3. Phương pháp đánh giá
Trong suốt thời gian thử, tiến hành đánh giá về vận hành và chế độ hoạt động nói chung của máy thu hoạch và ghi vào báo cáo theo như chỉ dẫn trong A.3.1 và A.3.2.
A.3.1. Chung cho tất cả các máy thu hoạch cây làm thức ăn cho gia súc
A.3.1.1. Sự thích ứng của máy với các cây trồng và các điều kiện khác nhau, cụ thể:
a) Hiệu suất và chiều cao cắt và/hoặc khả năng vơ cây ở các điều kiện thuận lợi và bất lợi, kể cả độ chính xác của các hàng cây trồng được đề cập dưới đây và/ hoặc bị bỏ qua;
b) Sự phù hợp của việc chuyển cây thu hoạch vào rơ moóc có các kích thước khác nhau, kết cấu chất tải phía bên sườn và phía sau;
c) Sự cố tắc kẹt: tần suất và loại;
d) Đặc điểm về độ dốc và độ mấp mô mặt đồng, liên quan đến bề mặt phẳng và độ bằng phẳng bề mặt;
e) Ô nhiễm đất do nguyên liệu thu hoạch ở những điều kiện đặc trưng và bất lợi;
f) Sự đầy đủ của các quy định về điều chỉnh và những hướng dẫn sửa chữa;
g) Sự phù hợp và hiệu quả của các thiết bị chuyên dụng;
h) Tác dụng của các thiết bị bảo vệ cho các bộ phận dẫn động và ngăn ngừa nguy hiểm do các vật thể bên ngoài;
i) Các yếu tố và hoàn cảnh làm hạn chế tính năng làm việc.
A.3.1.2. Đánh giá về khả năng dễ điều chỉnh, vận hành, bảo quản và bảo dưỡng:
a) Lắp và tháo rời khỏi máy kéo các máy treo và máy kéo theo: lưu ý xem có bắt buộc phải là móc góc ngang hay không;
b) Các điều chỉnh dao cắt như khe hở thanh trượt, tốc độ cung cấp, tốc độ quay cắt, độ căng của đai và xích, và điều chỉnh lượng cung cấp cây;
c) Sửa chữa, thay thế và mài dao;
d) Lắp ráp và tháo gỡ các phụ tùng và thiết bị đặc biệt;
e) Bảo dưỡng ngắn hạn, bảo dưỡng đầy đủ và tra dầu mỡ hàng ngày;
f) Thay đổi từ thế làm việc sang thế vận chuyển và ngược lại;
g) Thay đổi đầu thu hoạch;
h) Khả năng quan sát khu vực cửa cấp liệu và tình trạng chuyển cây vào rơ moóc.
A.3.2. Các máy thu hoạch cây làm thức ăn cho gia súc tự hành
Những quan sát và nhận xét:
a) Dễ dàng đi đến được vị trí điều khiển;
b) Nhận biết và dễ dàng thao tác điều khiển;
c) Nhận biết và nhìn thấy rõ các dụng cụ chỉ báo;
d) Sự đầy đủ và dễ dàng điều khiển của các hệ thống làm mát và sưởi ấm không khí trong buồng lái, nếu được trang bị;
e) Sự đầy đủ của hệ thống chiếu sáng để làm việc vào ban đêm;
f) Sự thuận tiện và an toàn khi điều khiển máy đi trên đường và nơi không có đường.
A.4. Độ bền và độ tin cậy
Phải ghi lại những sự cố hư hỏng của các bộ phận, những dấu hiệu hao mòn quá mức và những sửa chữa đã thực hiện cùng với thời gian đã làm việc, tính theo giờ, và khối lượng công việc hoàn thành, tính bằng tấn hoặc hécta.
A.5. Hiệu quả của các quy định về an toàn
Tác dụng của các thiết bị, của các che chắn an toàn và hiệu quả của bất cứ quy định riêng nào nhằm bảo vệ người vận hành và người đứng gần phải do cán bộ có chuyên môn đánh giá, theo đúng các quy định của Quốc gia.
Phụ lục B
(Quy định)
XÁC ĐỊNH CHIỀU DÀI CẮT HÌNH HỌC TRUNG BÌNH VÀ ĐỘ LỆCH CHUẨN HÌNH HỌC TỪ CÁC KẾT QUẢ PHÂN TÍCH CHIỀU DÀI CẮT
B.1. Cơ sở khoa học
Các nghiên cứu đã cho thấy là phân bố chiều dài của nguyên liệu được băm nhỏ dựa trên cơ sở khối lượng có dạng logarit chuẩn. Việc tính toán các thông số cơ bản của phân bố được thừa nhận như một dạng logarit chuẩn.
B.2. Tính toán các thông số cắt
B.2.1. Chiều dài hình học trung bình, ![]()
Chiều dài hình học trung bình, ![]() , được tính theo công thức dưới đây, áp dụng cho n khoảng chiều dài phân loại của nguyên liệu:
, được tính theo công thức dưới đây, áp dụng cho n khoảng chiều dài phân loại của nguyên liệu:
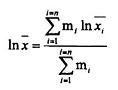
trong đó:
![]() là chiều dài trung bình của nguyên liệu đối với khoảng phân loại chiều dài thứ i;
là chiều dài trung bình của nguyên liệu đối với khoảng phân loại chiều dài thứ i;
mi là khối lượng của nguyên liệu đối với khoảng phân loại chiều dài thứ i.
Trong thực tế, mi có thể là khối lượng thực của nguyên liệu hoặc có thể được biểu thị như một tỷ lệ của tổng khối lượng mẫu, trong trường hợp đó:
![]()
B.2.2. Độ lệch chuẩn hình học, s
Độ lệch chuẩn hình học, s, được tính theo công thức sau:
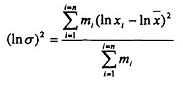
B.2.3. Phương pháp tính
Trong các công thức tính toán trong B.2.1 và B.2.2, dùng logarit tự nhiên, nhưng cũng có thể sử dụng logarit thập phân (Ig). Phương pháp đơn giản nhất là dùng tỷ lệ phần trăm khối lượng của từng phân loại chiều dài so với tổng khối lượng mẫu.
Chiều dài trung bình của sản phẩm trong một khoảng phân loại chiều dài sản phảm cụ thể có thể được lấy như là trung bình cộng của chiều dài ở giới hạn trên của khoảng (xu)i. và chiều dài ở giới hạn dưới của khoảng (xi)i, hoặc như là trung bình hình học. Nhìn chung, sự sai lệch giữa các giá trị trung bình là nhỏ, nhưng khi phân loại nguyên liệu mà chiều dài lớn hơn bề ngang nhiều, thì dùng trung bình cộng thích hợp hơn.
B.3. Các thông số chiều dài cắt - Xác định bằng đồ thị
Khi các số liệu được vẽ trên giấy đồ thị logarit xác suất, thì các điểm sẽ nằm trên một đường thẳng, nếu như chiều dài nguyên liệu theo một phân bố chuẩn. Tỷ lệ phần trăm khối lượng nguyên liệu ở giới hạn trên của chiều dài với mỗi khoảng phân loại (xu)i, được vẽ trên cơ sở lũy kế, như trên Hình B.1.
B.3.1 Chiều dài hình học trung bình, ![]()
Chiều dài hình học trung bình có thể được xác định từ đồ thị bằng cách tìm chiều dài tương ứng với vị trí 50 % trên trục xác suất. Với một phân bố logarit chuẩn, thì trung bình hình học là bằng với giá trị trung bình. Bởi vậy, 50 % theo khối lượng của nguyên liệu là ngắn hơn trung bình và 50 % theo khối lượng là dài hơn trung bình.
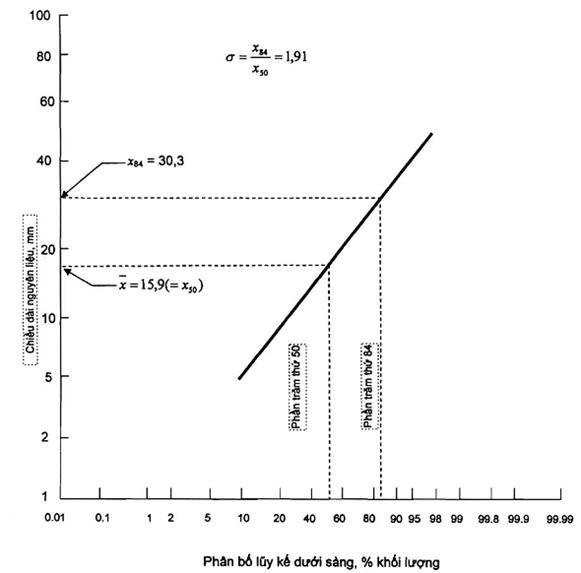
Hình B.1 - Ví dụ về phân bố chiều dài cắt của nguyên liệu tính theo khối lượng
B.3.2. Độ lệch chuẩn hình học, s
Độ lệch chuẩn hình học, s, có thể được xác định theo độ dài tương ứng với mức 84 % trên thang xác suất như sau:
![]()
trong đó:
x84 là chiều dài ở số phần trăm thứ 84;
x50 là chiều dài ở số phần trăm thứ 50.
Ngoài ra, s có thể được xác định như sau:
![]()
trong đó:
x16 là chiều dài ở số phần trăm thứ 16;
x50 là chiều dài ở số phần trăm thứ 50.
B.4. Ví dụ xác định ![]() và s
và s
B.4.1. Phân bố khối lượng
Giả định phân bố khối lượng của mẫu có băm nhỏ đã cho trong Bảng B.1.
Bảng B.1
| Khoảng phân loại chiều dài, mm | Tỷ lệ phần trăm mẫu % (m/m) | Khoảng phân loại chiều dài trung bình, 1) | |
| Trung bình cộng | Trung bình nhân | ||
| < 5 | 4 | 2,5 | 2,5 |
| 5 đến 10 | 19 | 7,5 | 7,07 |
| 10 đến 15 | 23 | 12,5 | 12,3 |
| 15 đến 20 | 18 | 17,5 | 17,3 |
| 20 đến 30 | 19 | 25 | 24,5 |
| 30 đến 40 | 9 | 35 | 34,6 |
| 40 đến 60 | 6 | 50 | 49,0 |
| 60 đến 80 | 1,3 | 70 | 69,3 |
| 80 đến 100 | 0,45 | 90 | 89,4 |
| 100 đến 140 | 0,25 | 120 | 118,3 |
| 1) Giá trị trung bình nhân: | |||
Đó là giả thiết các mẫu dài nhất trên 100 mm không lớn hơn 140 mm. Trong thực tế với nguyên liệu dài hơn giới hạn trên của khoảng phân loại lớn nhất (100 mm trong ví dụ trên), phải tiến hành đo chiều dài của mẫu dài nhất để xác định mẩu băm dài nhất trong mẫu.
Giá trị trung bình hình học của nguyên liệu nhỏ hơn 5 mm được lấy như 2,5 mm, vì một số nguyên liệu có thể rất nhỏ, nên trong trường hợp này giá trị trung bình hình học tiến tới 0.
B.4.2. Tính giá trị ![]() và s
và s
B.4.2.1 Chiều dài trung bình cộng trong khoảng phân loại
Những giá trị này như sau:
![]() = 15,95 mm
= 15,95 mm
s = 2,01
B.4.2.2. Chiều dài trung bình nhân trong khoảng phân loại
Những giá trị này như sau:
![]() = 15,58 mm
= 15,58 mm
s = 2,02
B.4.2.3 Các giá trị nhận được từ đồ thị số liệu trên Hình B.1
Những giá trị này như sau:
![]() = 15,90 mm
= 15,90 mm
s = 1,91
B.5. Phạm vi khoảng tứ phân vị
Phạm vi khoảng tứ phân vị, không bắt buộc xác định, là phạm vi chiều dài nguyên liệu giữa số phần trăm thứ 25 và 75. Đó là biện pháp thiết thực hữu ích, bởi vì 50 % theo khối lượng có chiều dài nằm giữa các giới hạn này. Những chiều dài tương ứng với số phần trăm thứ 25 và 75 được xác định như sau:
![]()
và
![]()
Theo thứ tự.
Các giá trị sau đây áp dụng cho những phân loại được xác định trong B.4.
a) Chiều dài trung bình cộng trong khoảng phân loại:
x25 = 10,0 mm
x75 = 25,5 mm
b) Chiều dài trung bình nhân trong khoảng phân loại:
x25 = 9,7 mm
x75 = 25,0 mm
Các giá trị dưới đây thu được trên đồ thị:
x25 = 10,3 mm
x75 = 24,6 mm
MỤC LỤC
Lời nói đầu
1. Phạm vi áp dụng
2. Tài liệu viện dẫn
3. Thuật ngữ và định nghĩa
4. Yêu cầu chung
5. Yêu cầu đối với máy thử
6. Thử tính năng đặc trưng
6.1. Lựa chọn cây trồng
6.2. Máy đối chứng
6.3. Người vận hành
6.4. Chuẩn bị thử
6.5. Thiết bị và dụng cụ thử
6.6. Tiến hành thử
7. Báo cáo thử
Phụ lục A (Quy định) Những phép đo và quan sát tùy chọn
A.1. Phần chung
A.2. Những ghi chép cơ bản
A.3. Phương pháp đánh giá
A.4. Độ bền và độ tin cậy
A.5. Hiệu quả của các quy định về an toàn
Phụ lục B (Quy định) Xác định chiều dài cắt hình học trung bình và độ lệch chuẩn hình học
B.1. Cơ sở khoa học
B.2. Tính toán các thông số cắt
B.3. Các thông số chiều dài cắt - Xác định bằng đồ thị
B.4. Ví dụ xác định ![]() và s
và s
B.5. Phạm vi khoảng tứ phân vi
1) Trong số các tài liệu khác, xem ISO/TR 10391:1992, Máy thu hoạch cây làm thức ăn cho gia súc - Phương pháp xác định bằng sàng và thể hiện kích thước mẫu nguyên liệu làm thức ăn cho gia súc được băm nhỏ.
Bạn chưa Đăng nhập thành viên.
Đây là tiện ích dành cho tài khoản thành viên. Vui lòng Đăng nhập để xem chi tiết. Nếu chưa có tài khoản, vui lòng Đăng ký tại đây!
