- Tổng quan
- Nội dung
- Tiêu chuẩn liên quan
- Lược đồ
- Tải về
Tiêu chuẩn Nhà nước TCVN 3812:1983 Tài liệu công nghệ-Quy tắc trình bày tài liệu hàn
| Số hiệu: | TCVN 3812:1983 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Cơ quan ban hành: | Uỷ ban Khoa học và Kỹ thuật Nhà nước | Lĩnh vực: | Khoa học-Công nghệ , Công nghiệp |
|
Ngày ban hành:
Ngày ban hành là ngày, tháng, năm văn bản được thông qua hoặc ký ban hành.
|
1983 |
Hiệu lực:
|
Đang cập nhật |
| Người ký: | Đang cập nhật |
Tình trạng hiệu lực:
Cho biết trạng thái hiệu lực của văn bản đang tra cứu: Chưa áp dụng, Còn hiệu lực, Hết hiệu lực, Hết hiệu lực 1 phần; Đã sửa đổi, Đính chính hay Không còn phù hợp,...
|
Đã biết
|
TÓM TẮT TIÊU CHUẨN VIỆT NAM TCVN 3812:1983
Nội dung tóm tắt đang được cập nhật, Quý khách vui lòng quay lại sau!
Tải tiêu chuẩn Việt Nam TCVN 3812:1983
 Tiêu chuẩn Việt Nam TCVN 3812:1983 PDF (Bản có dấu đỏ)
Tiêu chuẩn Việt Nam TCVN 3812:1983 PDF (Bản có dấu đỏ) Tiêu chuẩn Việt Nam TCVN 3812:1983 DOC (Bản Word)
Tiêu chuẩn Việt Nam TCVN 3812:1983 DOC (Bản Word)TIÊU CHUẨN NHÀ NƯỚC
TCVN 3812 - 83
TÀI LIỆU CÔNG NGHỆ - QUY TẮC TRÌNH BÀY TÀI LIỆU HÀN
Technological documentation - Rules of making documents on welding
Tiêu chuẩn này quy định quy tắc trình bày tài liệu công nghệ hàn
- Phiếu nguyên công hàn hồ quang và hàn điện xỉ
- Phiếu nguyên công hàn tia điện tử
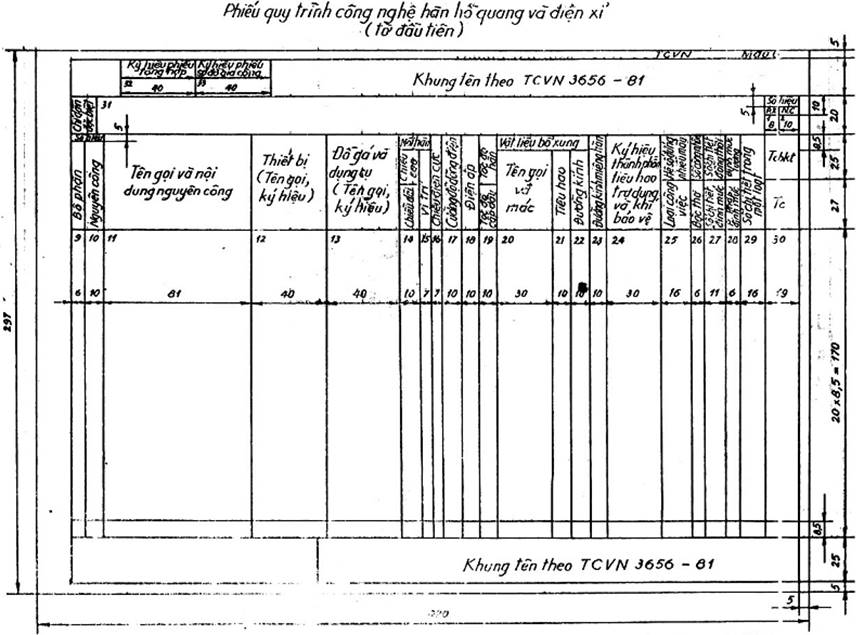
- Phiếu quy trình công nghệ hàn hồ quang và hàn điện xỉ
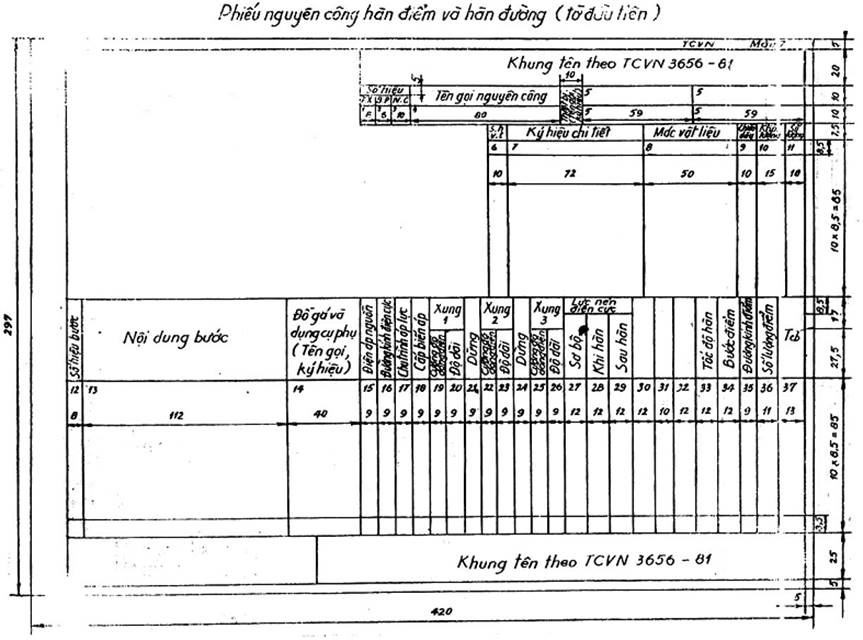
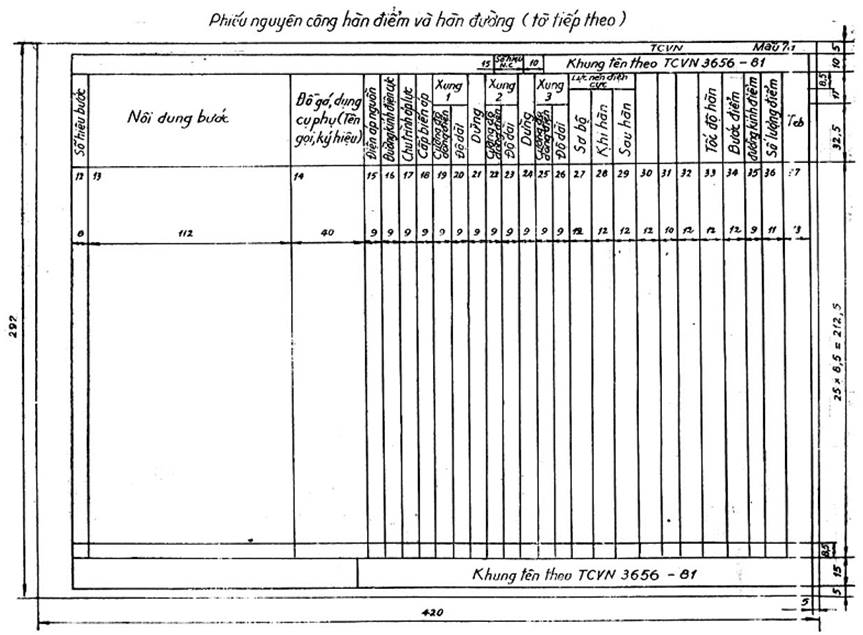
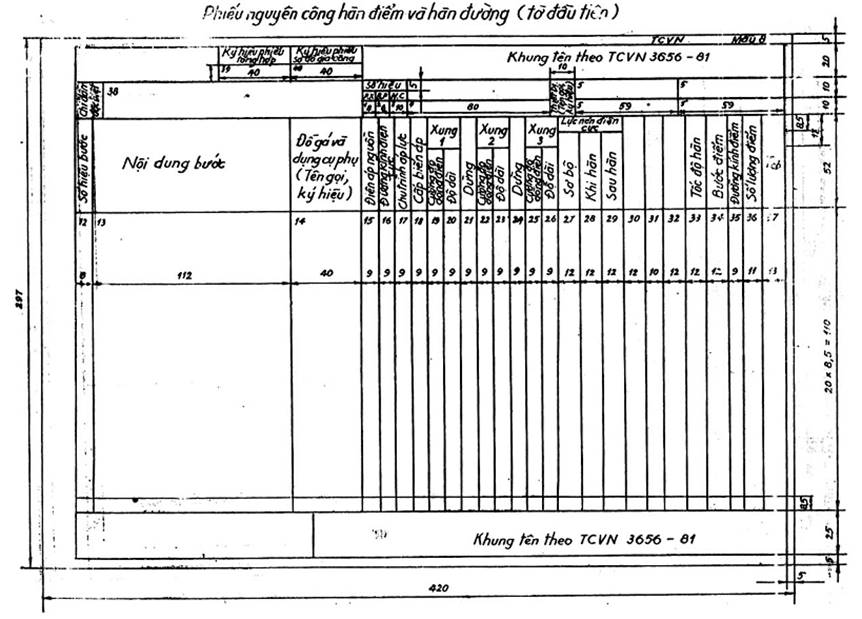
- Phiếu nguyên công hàn điểm và hàn đường
- Phiếu nguyên công hàn tiếp xúc giáp mối
- Phiếu quy trình công nghệ hàn hơi
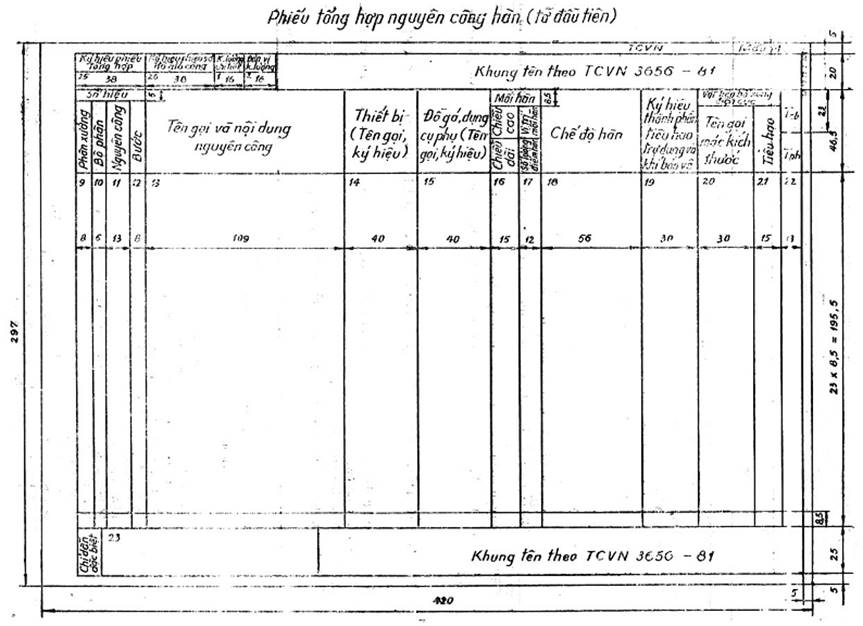
- Phiếu tổng hợp nguyên công hàn
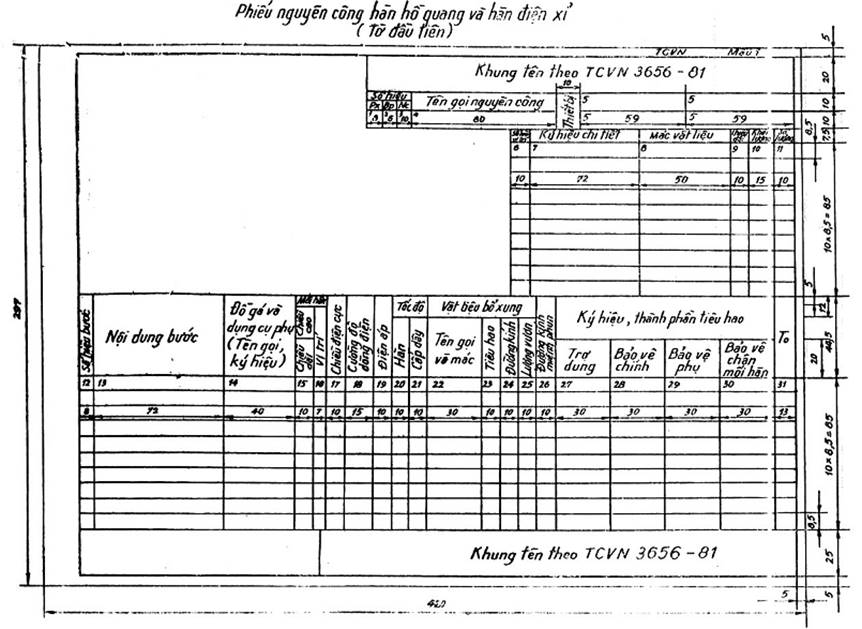
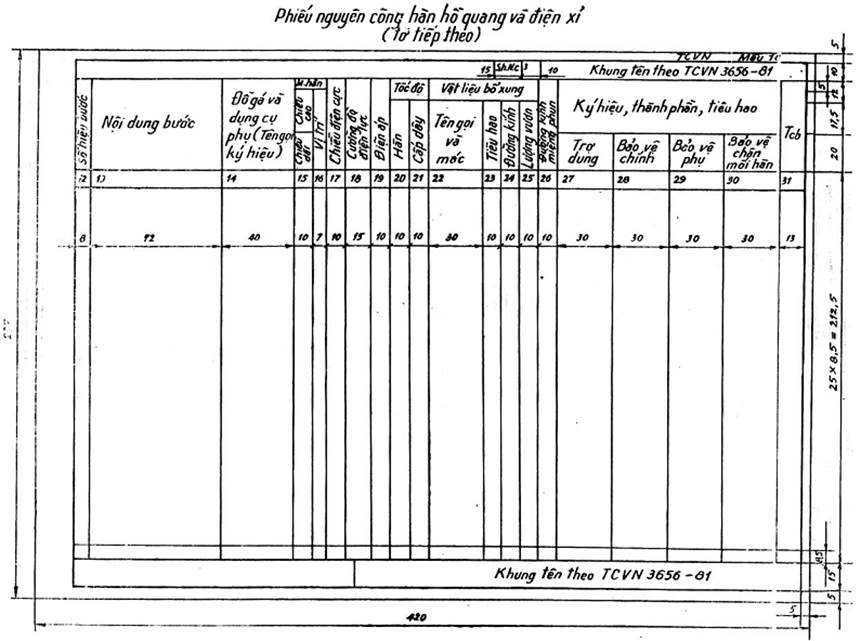
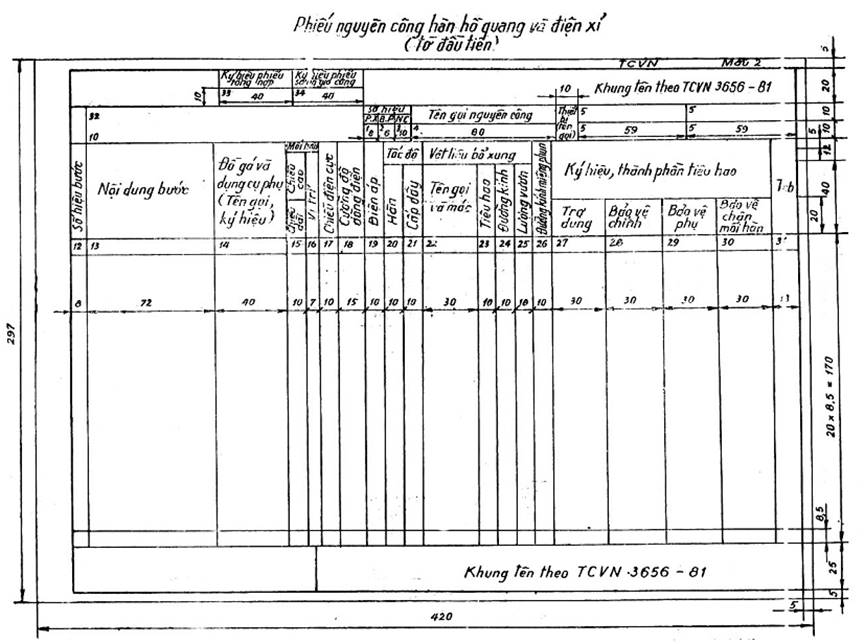
1. QUY TẮC TRÌNH BÀY PHIẾU NGUYÊN CÔNG HÀN HỒ QUANG VÀ HÀN ĐIỆN XỈ
1.1. Phiếu dùng để trình bày nguyên công hàn hồ quang và hàn điện xỉ.
1.2. Phiếu được lập theo mẫu 1 và 1a hoặc 2 và 1a. Mẫu 2 áp dụng đồng thời với mẫu 5 và 7 theo TCVN 3658 - 81.
1.3. Nội dung các ô (cột) của phiếu ghi theo chỉ dẫn trong bảng 1.
Bảng 1
| Số hiệu ô (cột) | Nội dung |
| 1 | Số hiệu (tên gọi) phân xưởng thực hiện nguyên công |
| 2 | Số hiệu (tên gọi) bộ phận, dây chuyền hoặc chỗ làm việc |
| 3 | Số hiệu nguyên công theo phiếu tiến trình |
| 4 | Tên gọi nguyên công |
| 5 | Tên gọi, ký hiệu và số hiệu tài sản của thiết bị công nghệ. Cho phép không ghi tên gọi và số hiệu tài sản |
| 6 | Số hiệu vị trí của chi tiết hoặc đơn vị lắp ráp theo phiếu sơ đồ gia công hoặc tài liệu thiết kế |
| 7 | Ký hiệu của chi tiết hoặc đơn vị lắp ráp theo tài liệu thiết kế |
| 8 | Mác vật liệu của chi tiết hoặc đơn vị lắp ráp |
| 9 | Chiều dày hoặc mặt cắt kim loại ở nơi hàn |
| 10 | Khối lượng của chi tiết hoặc đơn vị lắp ráp |
| 11 | Số lượng chi tiết hoặc đơn vị lắp ráp |
| 12 | Số hiệu bước |
| 13 | Nội dung bước |
| 14 | Tên gọi và ký hiệu (mã hiệu) của đồ gá, dụng cụ phụ Cho phép không ghi tên gọi |
| 15 | Ghi dưới dạng phân số: tử số chỉ chiều cao mối hàn, mẫu số chỉ chiều dài mối hàn |
| 16 | Vị trí mối hàn trong không gian - ghi ký hiệu quy ước, ví dụ: Hàn sấp: S; hàn đứng: Đ; hàn ngửa: N |
| 17 | Ký hiệu chiều điện cực - ghi ký hiệu quy ước, ví dụ: cực thuận (điện cực âm)-Th; cực ngược – Ng |
| 18 | Cường độ dòng điện khi hàn |
| 19 | Điện áp hồ quang |
| 20 | Tốc độ hàn |
| 21 | Tốc độ cấp vật liệu bổ sung (dây hàn) Chú thích: khi hàn hồ quang bằng tay cột này không ghi |
| 22 | Tên gọi và mác vật liệu bổ sung hoặc điện cực theo phân loại |
| 23 | Tiêu hao vật liệu bổ sung hoặc điện cực Cho phép ghi tiêu hao vật liệu bổ sung ở từng nguyên công |
| 24 | Đường kính vật liệu bổ sung hoặc điện cực |
| 25 | Lượng vươn (đoạn chia) của vật liệu bổ sung (dây hàn) tính từ bề mặt hàn đến mép dưới (đáy) của mẻ hàn |
| 26 | Đường kính miệng phun hoặc số hiệu của mỏ hàn (đối với hàn hồ quang) hoặc thời gian giữ con trượt (đối với hàn điện xỉ) |
| 27 | Ký hiệu hoặc tên gọi, thành phần và tiêu hao trợ dung |
| 28 | Ký hiệu hoặc tên gọi, thành phần và tiêu hao khí bảo vệ chính |
| 29 | Ký hiệu hoặc tên gọi, thành phần và tiêu hao khí bảo vệ phụ |
| 30 | Ký hiệu hoặc tên gọi, thành phần và tiêu hao khí bảo vệ chân mối hàn |
| 31 | Định mức thời gian cơ bản cho bước |
| 32 | Hình vẽ phác của chi tiết (đơn vị lắp ráp) và các chỉ dẫn đặc biệt để thực hiện nguyên công (mẫu 1) hoặc chỉ dẫn đặc biệt (mẫu 2). Cho phép không ghi |
| 33 | Ký hiệu phiếu tổng hợp (mẫu 2) |
| 34 | Ký hiệu phiếu sơ đồ gia công (mẫu 2) |
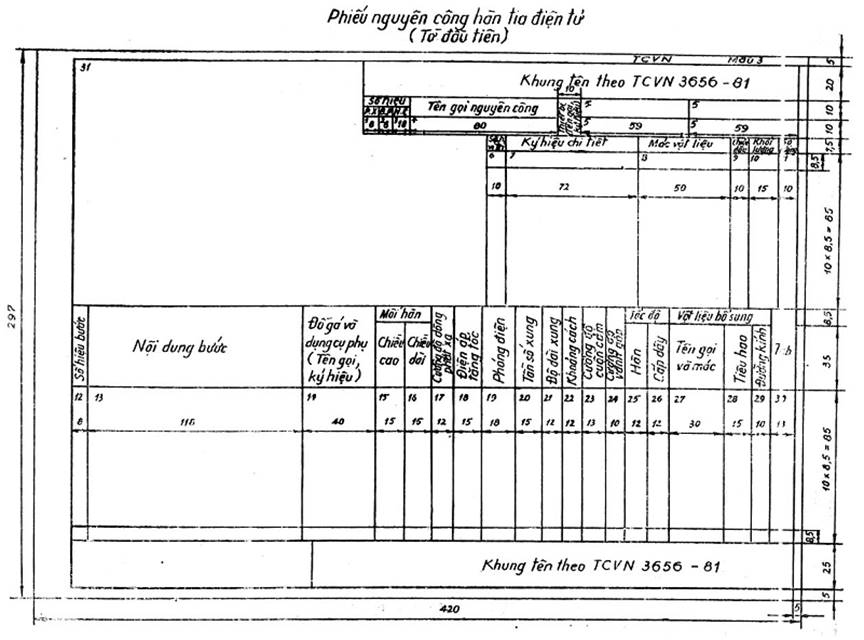
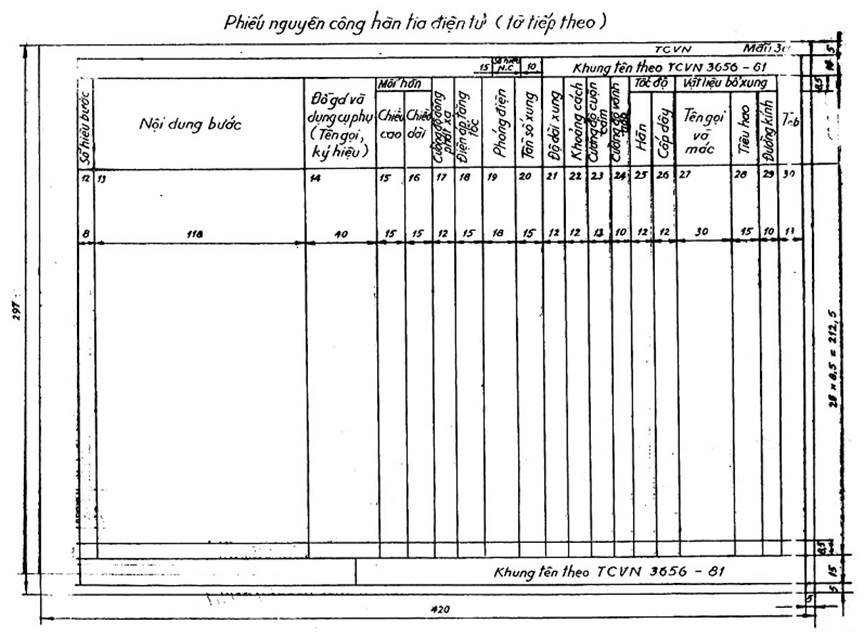
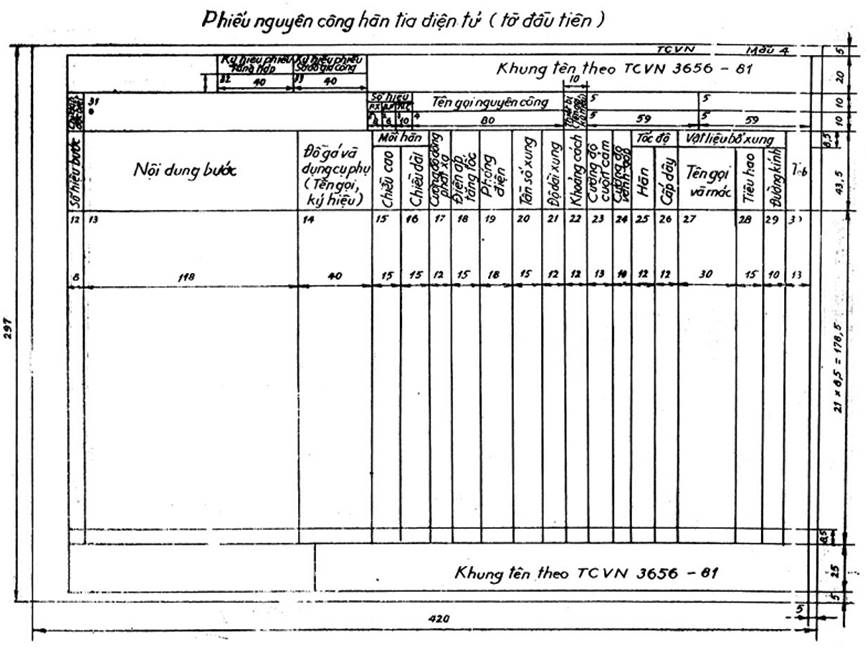
2. QUY TẮC TRÌNH BÀY PHIẾU NGUYÊN CÔNG HÀN TIA ĐIỆN TỬ
2.1. Phiếu dùng để trình bày nguyên công hàn tia điện tử.
2.2. Phiếu được lập theo mẫu 3 và 3a hoặc 4 và 3a.
Áp dụng mẫu 4 cùng với mẫu 5 và 7 TCVN 3658 - 81.
2.3. Nội dung các ô (cột) của phiếu ghi theo chỉ dẫn trong bảng 2.
Bảng 2
| Số hiệu ô (cột) | Nội dung |
| 1 | Số hiệu (tên gọi) phân xưởng thực hiện nguyên công |
| 2 | Số hiệu (tên gọi) bộ phận, dây chuyền hoặc chỗ làm việc |
| 3 | Số hiệu nguyên công theo phiếu tiến trình |
| 4 | Tên gọi nguyên công |
| 5 | Tên gọi, ký hiệu và số hiệu tài sản của thiết bị công nghệ. Cho phép không ghi tên gọi và số hiệu tài sản |
| 6 | Số hiệu vị trí của chi tiết hoặc đơn vị lắp ráp theo phiếu sơ đồ gia công hoặc tài liệu thiết kế |
| 7 | Ký hiệu của chi tiết hoặc đơn vị lắp ráp theo tài liệu thiết kế |
| 8 | Mác vật liệu của chi tiết hoặc đơn vị lắp ráp |
| 9 | Chiều dày hoặc mặt cắt vật liệu nơi hàn |
| 10 | Khối lượng của chi tiết hoặc đơn vị lắp ráp |
| 11 | Số lượng chi tiết hoặc đơn vị lắp ráp |
| 12 | Số hiệu bước |
| 13 | Nội dung bước |
| 14 | Tên gọi và ký hiệu (mã hiệu) của đồ gá, dụng cụ phụ Cho phép không ghi tên gọi |
| 15 | Chiều cao mối hàn |
| 16 | Chiều dài mối hàn |
| 17 | Cường độ dòng phát xạ |
| 18 | Điện áp tăng tốc |
| 19 | Độ phóng điện trong buồng |
| 20 | Tần số của xung |
| 21 | Độ dài của xung |
| 22 | Khoảng cách từ mặt cắt ống phun (mỏ hàn) đến sản phẩm (vật hàn) |
| 23 | Cường độ của cuộn cảm |
| 24 | Cường độ vành góp |
| 25 | Tốc độ hàn |
| 26 | Tốc độ cấp vật liệu bổ sung (dây hàn) |
| 27 | Tên gọi và mác vật liệu bổ sung |
| 28 | Tiêu hao vật liệu bổ sung Cho phép ghi lượng tiêu hao vật liệu bổ sung ở từng nguyên công |
| 29 | Đường kính vật liệu bổ sung |
| 30 | Định mức thời gian cơ bản cho bước |
| 31 | Hình vẽ phác của chi tiết (đơn vị lắp ráp) và các chỉ dẫn đặc biệt để thực hiện nguyên công (mẫu 3) hoặc chỉ dẫn đặc biệt (mẫu 4) |
| 32 | Ký hiệu phiếu tổng hợp (mẫu 4) |
| 33 | Ký hiệu phiếu sơ đồ gia công (mẫu 4) |
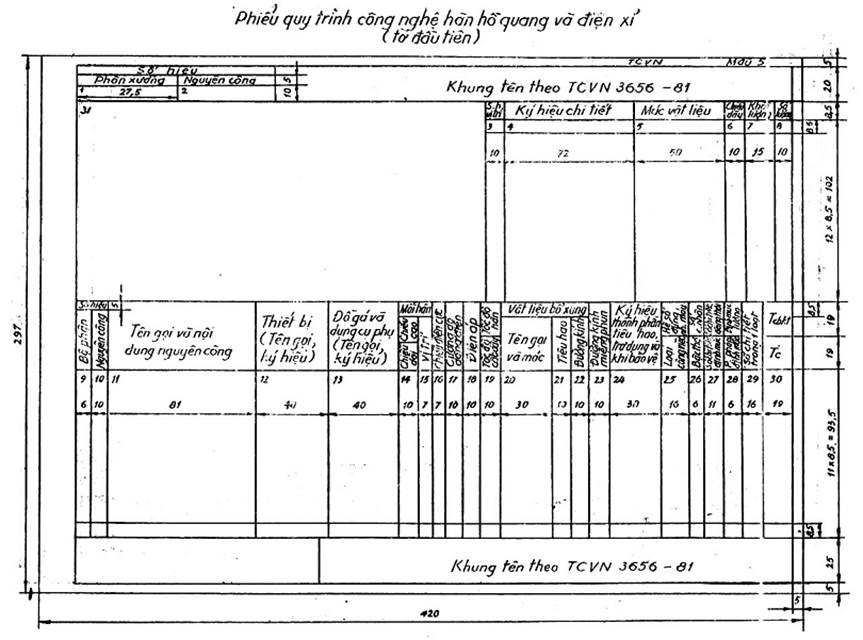
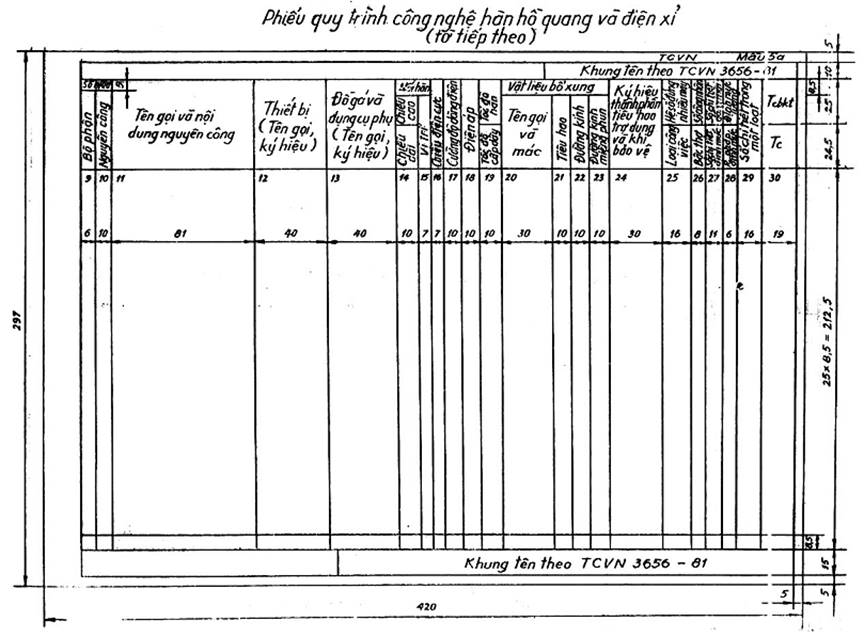
3. QUY TẮC TRÌNH BÀY PHIẾU QUY TRÌNH CÔNG NGHỆ HÀN HỒ QUANG VÀ HÀN ĐIỆN XỈ
3.1. Phiếu dùng để trình bày quy trình hàn hồ quang và hàn điện xỉ (bao gồm cả công việc nguội lắp ráp)
3.2. Phiếu được lập theo mẫu 5 và 5a hoặc 6 và 5a. Áp dụng mẫu 6 cùng với mẫu 5 và 7 theo TCVN 3658 - 81.
3.3. Nội dung của các ô (cột) của phiếu ghi theo chỉ dẫn trong bảng 3.
Bảng 3
| Số hiệu ô (cột) | Nội dung |
| 1 | Số hiệu (tên gọi) phân xưởng thực hiện nguyên công |
| 2 | Số hiệu nguyên công theo phiếu tiến trình |
| 3 | Số hiệu vị trí của chi tiết hoặc đơn vị lắp ráp theo phiếu sơ đồ gia công hoặc tài liệu thiết kế |
| 4 | Ký hiệu của chi tiết hoặc đơn vị lắp ráp theo tài liệu thiết kế |
| 5 | Mác vật liệu của chi tiết hoặc đơn vị lắp ráp |
| 6 | Độ dày hoặc mặt cắt của vật liệu nơi hàn |
| 7 | Khối lượng của chi tiết hoặc đơn vị lắp ráp |
| 8 | Số lượng chi tiết hoặc đơn vị lắp ráp |
| 9 | Số hiệu (tên gọi) bộ phận, dây chuyền hoặc chỗ làm việc |
| 10 | Số hiệu nguyên công theo trình tự công nghệ chế tạo hoặc sửa chữa chi tiết (kể cả kiểm tra và vận chuyển) |
| 11 | Tên gọi và nội dung nguyên công Cho phép chỉ dẫn các yêu cầu kỹ thuật |
| 12 | Tên gọi, ký hiệu, (mã hiệu) và số hiệu tài sản của thiết bị công nghệ Cho phép không ghi tên gọi và số hiệu tài sản |
| 13 | Tên gọi và ký hiệu (mã hiệu) của đồ gá và dụng cụ phụ Cho phép không ghi tên gọi |
| 14 | Ghi dưới dạng phân số: tử số chỉ chiều cao mối hàn; mẫu số chỉ chiều dài mối hàn |
| 15 | Vị trí mối hàn trong không gian (ghi ký hiệu quy ước. Ví dụ: Hàn sấp: S; Hàn đứng: Đ; hàn ngược: N) |
| 16 | Ký hiệu chiều điện cực, ghi ký hiệu quy ước, ví dụ: cực thuận (điện cực âm) - Th; cực ngược – Ng |
| 17 | Cường độ dòng điện khi hàn |
| 18 | Điện áp hồ quang |
| 19 | Ghi dưới dạng phân số: tử số chỉ tốc độ hàn; mẫu số chỉ tốc độ cấp vật liệu bổ sung (dây hàn) hoặc điện cực |
| 20 | Tên gọi và mác của vật liệu bổ sung theo phân loại. Ghi số liệu phải theo thứ tự dòng |
| 21 | Lượng tiêu hao vật liệu bổ sung dây hàn hoặc điện cực |
| 22 | Đường kính vật liệu bổ sung (dây hàn) hoặc điện cực |
| 23 | Đường kính miệng phun hoặc số hiệu mỏ hàn (đối với hàn hồ quang) hoặc thời gian giữ con trượt (đối với hàn điện xỉ) |
| 24 | Ký hiệu hoặc tên gọi thành phần và tiêu hao trợ dung hoặc khi bảo vệ đối với mối hàn. Ghi số liệu phải theo thứ tự dòng |
| 25 | Ghi dưới dạng phân số: tử số chỉ số đứng nhiều máy; mẫu số chỉ loại công việc |
| 26 | Ghi dưới dạng phân số: tử số chỉ số lượng công nhân thực hiện nguyên công; mẫu số chỉ bậc thợ thực hiện nguyên công |
| 27 | Ghi dưới dạng phân số: tử số chỉ số lượng của chi tiết gia công đồng thời khi thực hiện nguyên công; mẫu số chỉ số lượng chi tiết dùng để định mức thời gian (ví dụ: 1, 10, 100… chiếc) |
| 28 | Ghi dưới dạng phân số: tử số chỉ định mức tiền lương công nhân xác định theo điều kiện làm việc (ví dụ: nóng, lạnh…), mẫu số chỉ phương pháp định mức (ví dụ: tính toán, bấm giờ thống kê kinh nghiệm v.v…) |
| 29 | Số lượng chi tiết của một loạt sản xuất (áp dụng đối với sản xuất hàng loạt) Chú thích: Trong quá trình vận chuyển, ghi khối lượng loạt vận chuyển - số lượng đơn vị tải trọng vận chuyển đồng thời |
| 30 | Ghi dưới dạng phân số: tử số chỉ định mức thời gian chuẩn bị kết thúc của nguyên công; mẫu số chỉ định mức thời gian từng chiếc của nguyên công |
| 31 | Hình vẽ phác của chi tiết (đơn vị lắp ráp) và các chỉ dẫn đặc biệt để thực hiện (mẫu 5) hoặc chỉ dẫn đặc biệt (mẫu 6). Cho phép không ghi |
| 32 | Ký hiệu phiếu tổng hợp (mẫu 6) |
| 33 | Ký hiệu phiếu sơ đồ gia công (mẫu 6) |
4. QUY TẮC TRÌNH BÀY PHIẾU NGUYÊN CÔNG HÀN ĐIỂM VÀ HÀN ĐƯỜNG
4.1. Phiếu dùng để trình bày nguyên công hàn điểm và hàn đường.
4.2. Phiếu được lập theo mẫu 7 và 7a hoặc 8 và 7a. Áp dụng mẫu 8 cùng với mẫu 5 và 7 theo TCVN 3658 - 81.
4.3. Nội dung của các ô (cột) của phiếu ghi theo chỉ dẫn trong bảng 4.
Bảng 4
| Số hiệu ô (cột) | Nội dung |
| 1 | Số hiệu (tên gọi) phân xưởng thực hiện nguyên công |
| 2 | Số hiệu (tên gọi) bộ phận, dây chuyền hoặc chỗ làm việc |
| 3 | Số hiệu nguyên công theo phiếu tiến trình |
| 4 | Tên gọi nguyên công |
| 5 | Tên gọi, ký hiệu và số hiệu tài sản của thiết bị công nghệ. Cho phép không ghi tên gọi và số hiệu tài sản |
| 6 | Số hiệu vị trí chi tiết hoặc đơn vị lắp ráp theo phiếu sơ đồ gia công hoặc tài liệu thiết kế |
| 7 | Ký hiệu chi tiết hoặc đơn vị lắp ráp theo tài liệu thiết kế |
| 8 | Mác vật liệu của chi tiết hoặc đơn vị lắp ráp |
| 9 | Chiều dày hoặc mặt cắt của vật liệu nơi hàn |
| 10 | Khối lượng của chi tiết hoặc đơn vị lắp ráp |
| 11 | Số lượng chi tiết hoặc đơn vị lắp ráp |
| 12 | Số hiệu bước |
| 13 | Nội dung bước |
| 14 | Tên gọi và ký hiệu (mã hiệu) của đồ gá và dụng cụ phụ Cho phép không ghi tên gọi |
| 15 | Điện áp nguồn |
| 16 | Đường kính của điện cực (đối với hàn điện) hoặc chiều rộng con lăn (đối với hàn đường) |
| 17 | Số hiệu chu trình áp lực |
| 18 | Số hiệu cấp biến áp hàn hoặc chuyển mạch |
| 19 | Cường độ dòng điện của xung thứ nhất (nung nóng) |
| 20 | Độ dài của xung thứ nhất |
| 21 | Thời gian dừng giữa xung thứ nhất và xung thứ hai |
| 22 | Cường độ dòng điện của xung thứ hai (hàn) |
| 23 | Độ dài của xung thứ hai |
| 24 | Thời gian dừng giữa xung thứ hai và xung thứ ba |
| 25 | Cường độ dòng điện của xung thứ ba (ủ) |
| 26 | Độ dài của xung thứ ba |
| 27 | Lực nén sơ bộ điện cực |
| 28 | Lực nén điện cực khi hàn |
| 29 | Lực nén điện cực khi thông điện (tăng bền) |
| 30 - 32 | Dự trữ để ghi các số liệu bổ sung về chế độ công nghệ |
| 33 | Tốc độ hàn |
| 34 | Bước điểm |
| 35 | Đường kính điểm |
| 36 | Số lượng điểm (đối với hàn điểm) hoặc độ dài mối hàn (đối với hàn đường) |
| 37 | Định mức thời gian cơ bản cho bước |
| 38 | Hình vẽ phác của chi tiết (đơn vị lắp ráp) và các chỉ dẫn đặc biệt để thực hiện nguyên công (mẫu 7) hoặc chỉ dẫn đặc biệt (mẫu 8) cho phép không ghi |
| 39 | Ký hiệu phiếu tổng hợp (mẫu 8) |
| 40 | Ký hiệu phiếu sơ đồ gia công (mẫu 8) |
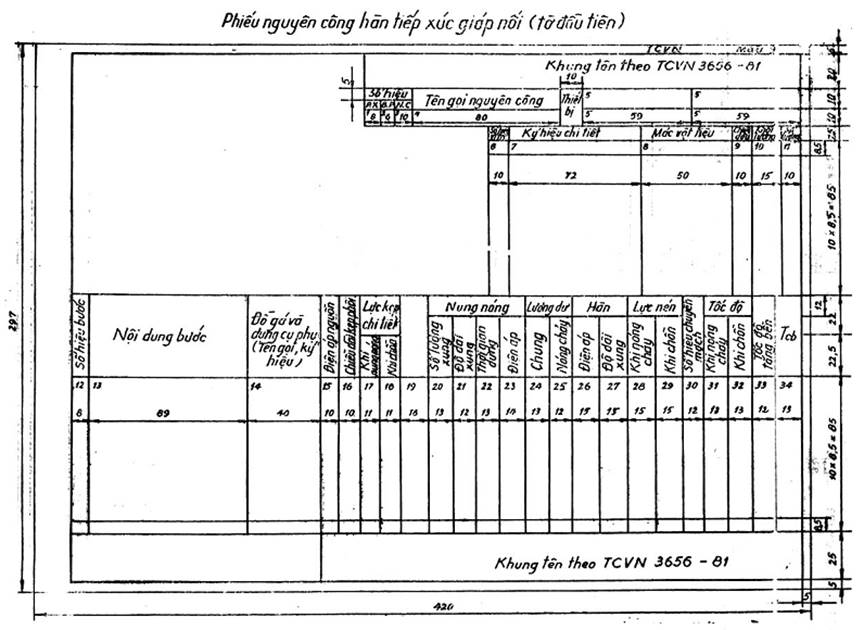
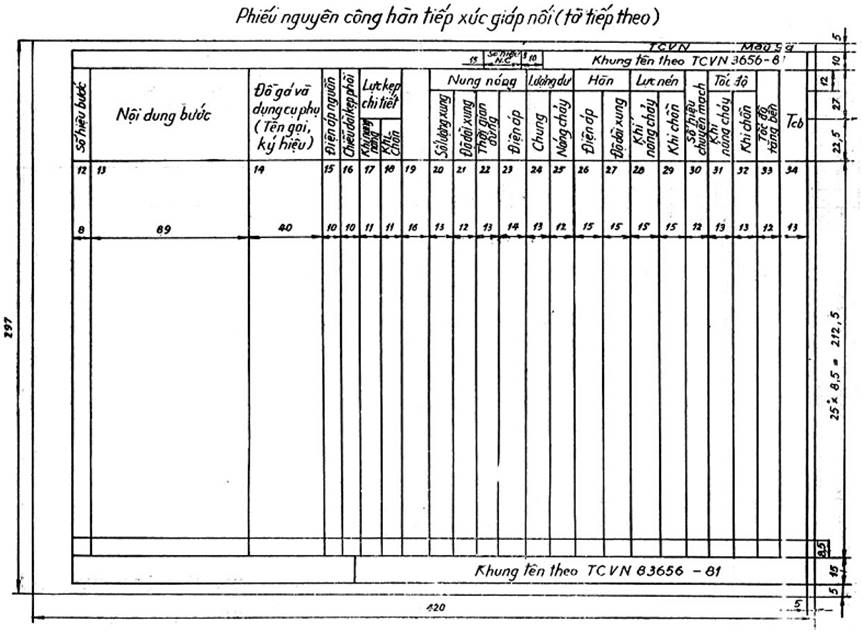
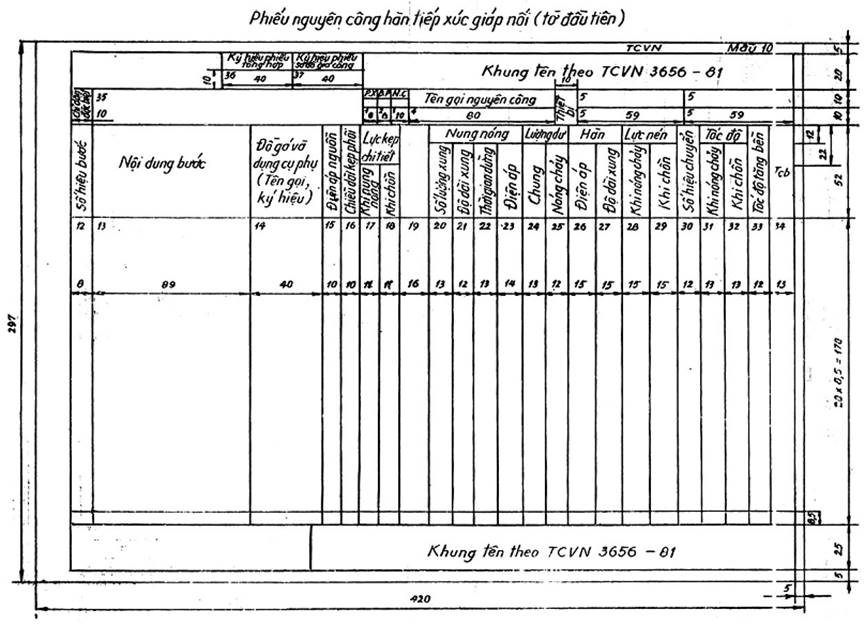
5. QUY TẮC TRÌNH BÀY PHIẾU NGUYÊN CÔNG HÀN TIẾP XÚC GIÁP MỐI
5.1. Phiếu dùng để trình bày nguyên công hàn tiếp xúc giáp mối.
5.2. Phiếu được lập theo mẫu 9 và 9a hoặc 10 và 9a. Áp dụng mẫu 10 cùng với mẫu 5 và 7 theo TCVN 3658 - 81 .
5.3. Nội dung ô (cột) của phiếu ghi theo chỉ dẫn trong bảng 5.
Bảng 5
| Số hiệu ô (cột) | Nội dung |
| 1 | Số hiệu (tên gọi) phân xưởng thực hiện nguyên công |
| 2 | Số hiệu (tên gọi) bộ phận dây chuyền hoặc chỗ làm việc |
| 3 | Số hiệu nguyên công theo phiếu tiến trình |
| 4 | Tên gọi nguyên công |
| 5 | Tên gọi, ký hiệu và số hiệu tài sản của thiết bị công nghệ. Cho phép không ghi tên gọi và số hiệu tài sản |
| 6 | Số hiệu vị trí của chi tiết hoặc đơn vị lắp ráp theo phiếu sơ đồ gia công hoặc tài liệu thiết kế |
| 7 | Ký hiệu của chi tiết hoặc đơn vị lắp ráp theo tài liệu thiết kế |
| 8 | Mác vật liệu của chi tiết hoặc đơn vị lắp ráp |
| 9 | Chiều dày hoặc mặt cắt của vật liệu nơi hàn |
| 10 | Khối lượng của chi tiết hoặc đơn vị lắp ráp |
| 11 | Số lượng chi tiết hoặc đơn vị lắp ráp |
| 12 | Số hiệu bước |
| 13 | Nội dung bước |
| 14 | Tên gọi và ký hiệu (mã hiệu) của đồ gá và dụng cụ phụ Cho phép không ghi tên gọi |
| 15 | Điện áp nguồn |
| 16 | Chiều dài gá kẹp phôi |
| 17 | Lực kẹp chi tiết khi nung nóng và bắt đầu nóng chảy |
| 18 | Lực kẹp chi tiết khi chồn |
| 19 | Dự trữ |
| 20 | Số lượng xung khi nung nóng |
| 21 | Độ dài xung khi nung nóng |
| 22 | Thời gian dùng giữa các xung |
| 23 | Điện áp khi nung nóng |
| 24 | Lượng dư chung để hàn |
| 25 | Lượng dư cho nóng chảy |
| 26 | Điện áp hoặc số hiệu cấp biến áp khi hàn |
| 27 | Độ dài xung khi hàn |
| 28 | Lực nén khi nóng chảy |
| 29 | Lực nén khi chồn |
| 30 | Số hiệu chuyển mạch |
| 31 | Tốc độ hàn khi nóng chảy |
| 32 | Tốc độ hàn khi chồn |
| 33 | Tốc độ hàn khi thông điện (tăng bền) |
| 34 | Định mức thời gian cơ bản cho bước |
| 35 | Hình vẽ phác của chi tiết (đơn vị lắp ráp) và chỉ dẫn đặc biệt để thực hiện nguyên công (mẫu 9) chỉ dẫn đặc biệt (mẫu 10) |
| 36 | Ký hiệu phiếu tổng hợp (mẫu 10) |
| 37 | Ký hiệu phiếu sơ đồ gia công (mẫu 10) |
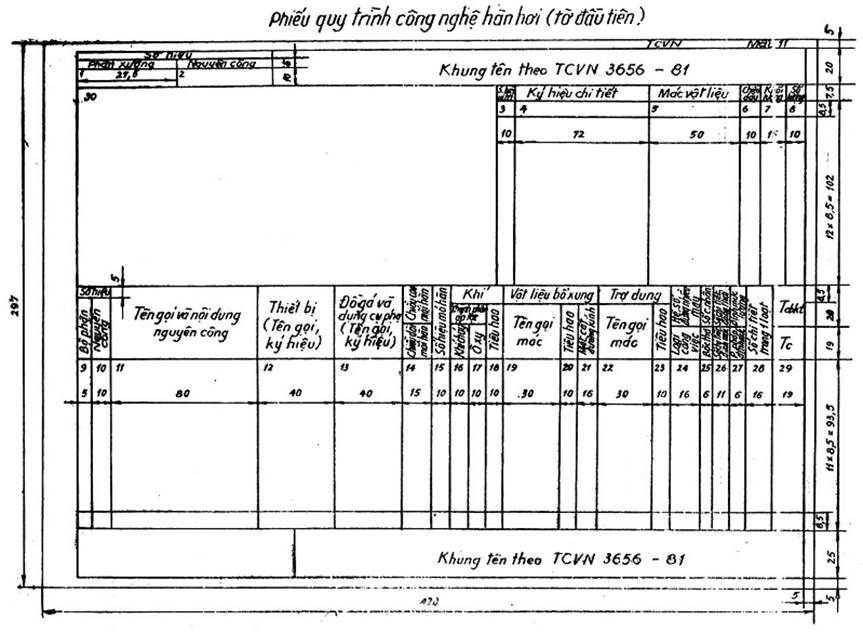
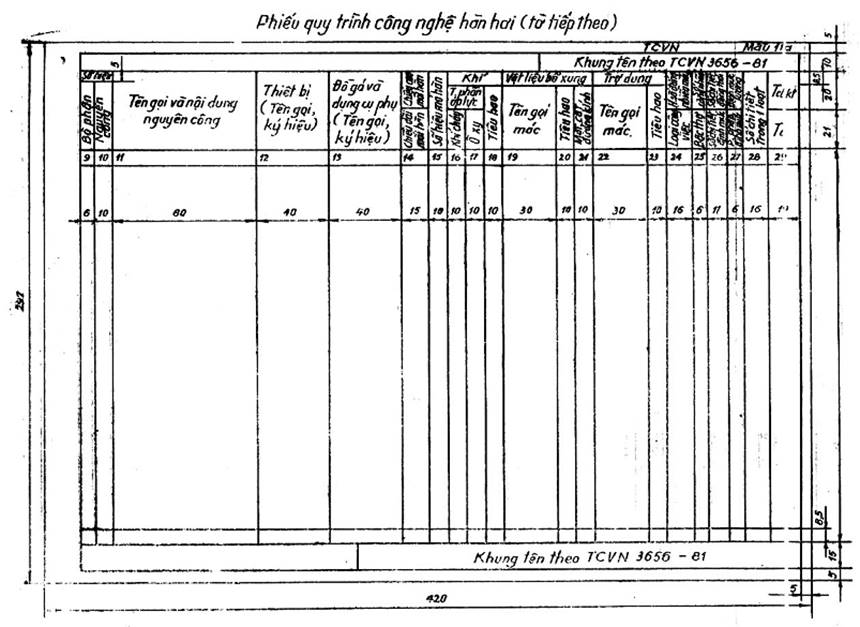
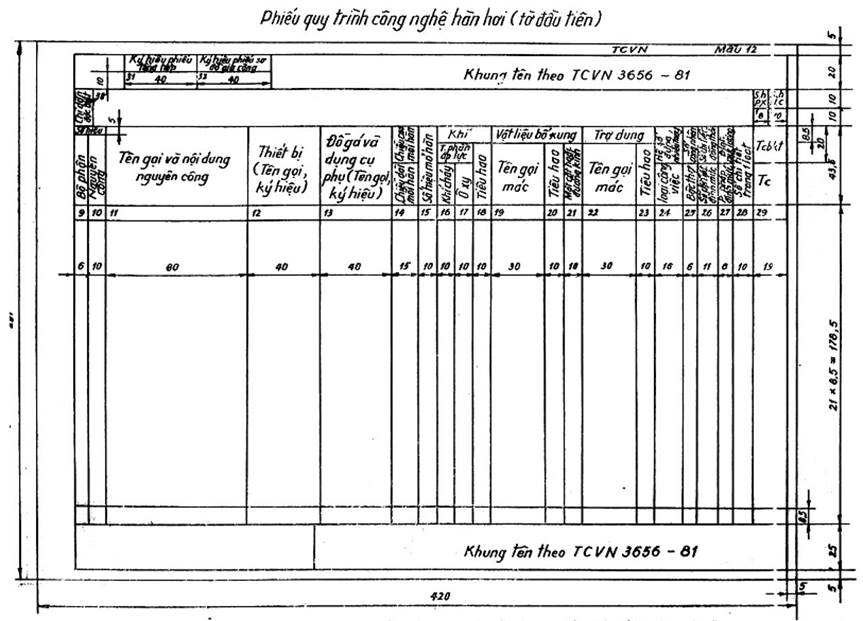
6. QUY TẮC TRÌNH BÀY PHIẾU QUY TRÌNH CÔNG NGHỆ HÀN HƠI
6.1. Phiếu dùng để trình bày quy trình công nghệ hàn khí (kể cả nguội lắp ráp)
Chú thích: Cho phép áp dụng phiếu để trình bày quy trình công nghệ cắt khí.
6.2. Phiếu được lập theo mẫu 11 và 11a hoặc 12 và 11a. Áp dụng mẫu 12 cùng với mẫu 5 và 7 theo TCVN 3658 - 81.
6.3. Nội dung các ô (cột) của phiếu ghi theo chỉ dẫn trong bảng 6.
Bảng 6
| Số hiệu ô (cột) | Nội dung |
| 1 | Số hiệu (tên gọi) phân xưởng thực hiện nguyên công |
| 2 | Số hiệu nguyên công theo phiếu tiến trình |
| 3 | Số hiệu vị trí của chi tiết hoặc đơn vị lắp ráp theo phiếu sơ đồ gia công hoặc tài liệu thiết kế |
| 4 | Ký hiệu của chi tiết hoặc đơn vị lắp ráp theo tài liệu thiết kế |
| 5 | Mác vật liệu của chi tiết hoặc đơn vị lắp ráp |
| 6 | Chiều dày hoặc mặt cắt của vật liệu nơi hàn |
| 7 | Khối lượng của chi tiết hoặc đơn vị lắp ráp |
| 8 | Số lượng chi tiết hoặc đơn vị lắp ráp |
| 9 | Số hiệu (tên gọi) bộ phận, dây chuyền hoặc chỗ làm việc |
| 10 | Số hiệu nguyên công trong trình tự công nghệ chế tạo hoặc sửa chữa chi tiết ( kể cả kiểm tra và vận chuyển) |
| 11 | Tên gọi và nội dung nguyên công Cho phép chỉ dẫn các yêu cầu kỹ thuật |
| 12 | Tên gọi, ký hiệu và số hiệu tài sản của thiết bị công nghệ Các số liệu ghi theo thứ tự dòng. Cho phép không chỉ dẫn tên gọi và số hiệu tài sản |
| 13 | Tên gọi và ký hiệu (mã hiệu) của đồ gá và dụng cụ phụ hoặc đơn vị tải trọng. Cho phép không ghi tên gọi |
| 14 | Ghi dưới dạng phân số: tử số chỉ chiều cao mối hàn, mẫu số chỉ chiều dài mối hàn |
| 15 | Số hiệu mỏ hàn |
| 16 | Thành phần và áp lực khí cháy |
| 17 | Thành phần và áp lực khí ôxy |
| 18 | Tiêu hao khí |
| 19 | Tên gọi và mác của vật liệu bổ sung theo phân loại Ghi số liệu phải theo thứ tự dòng |
| 20 | Tiêu hao vật liệu bổ sung |
| 21 | Mặt cắt hoặc đường kính vật liệu bổ sung |
| 22 | Tên gọi và mác trợ dung hàn |
| 23 | Tiêu hao trợ dung |
| 24 | Ghi dưới dạng phân số: tử số chỉ hệ số đứng nhiều máy; mẫu số chỉ loại công việc |
| 25 | Ghi dưới dạng phân số: tử số chỉ số lượng công nhân thực hiện nguyên công ; mẫu số chỉ bậc thợ thực hiện nguyên công |
| 26 | Ghi dưới dạng phân số: tử số chỉ số lượng của chi tiết gia công đồng thời khi thực hiện nguyên công; mẫu số chỉ số lượng chi tiết dùng để định mức thời gian (ví dụ: 1, 10, 100… chiếc) Chú thích: Trong quá trình vận chuyển, tử số ghi khối lượng đơn vị tải trọng - số lượng của chi tiết trong hòm (thùng) |
| 27 | Ghi dưới dạng phân số: tử số chỉ định mức tiền lương công nhân xác định theo điều kiện làm việc (ví dụ: nóng, lạnh…); mẫu số chỉ phương pháp định mức (ví dụ: tính toán, bấm giờ, thống kê kinh nghiệm…) |
| 28 | Số lượng chi tiết của một loạt sản xuất (áp dụng đối với sản xuất hàng loạt) Chú thích: Trong quá trình vận chuyển, ghi khối lượng loạt vận chuyển - số lượng đơn vị tải trọng vận chuyển đồng thời |
| 29 | Ghi dưới dạng phân số: tử số chỉ định mức thời gian chuẩn bị kết thúc của nguyên công; mẫu số chỉ định mức thời gian từng chiếc của nguyên công |
| 30 | Hình vẽ phác của chi tiết, đơn vị lắp ráp và các chỉ dẫn đặc biệt để thực hiện nguyên công (mẫu 11), chỉ dẫn đặc biệt (mẫu 12). Cho phép không ghi |
| 31 | Ký hiệu phiếu tổng hợp (mẫu 12) |
| 32 | Ký hiệu phiếu sơ đồ gia công (mẫu 12) |
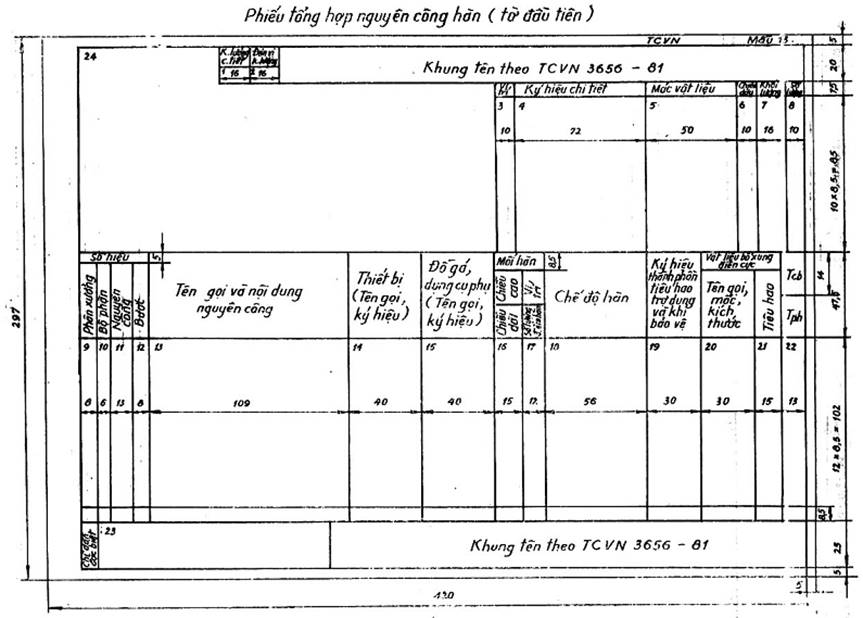
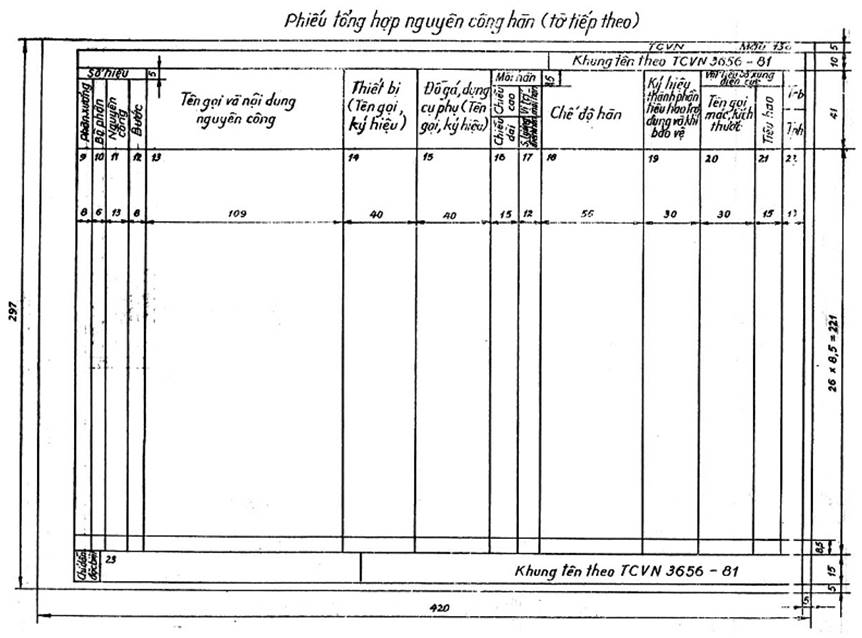
7. QUY TẮC TRÌNH BÀY PHIẾU TỔNG HỢP NGUYÊN CÔNG HÀN
7.1. Phiếu dùng để trình bày các nguyên công công nghệ hàn (kể cả việc kiểm tra và vận chuyển).Cho phép áp dụng phiếu cùng với mẫu 5 theo TCVN 3658 - 81.
7.2. Phiếu được lập theo mẫu 13 và 13a hoặc 14 và 13a. Áp dụng mẫu 14 cùng với mẫu 5 và 7 theo TCVN 3658 - 81.
7.3. Nội dung của các ô (cột) của phiếu ghi theo chỉ dẫn trong bảng 7.
Bảng 7
| Số hiệu ô (cột) | Nội dung |
| 1 | Khối lượng của chi tiết theo tài liệu thiết kế |
| 2 | Đơn vị khối lượng của chi tiết |
| 3 | Số hiệu vị trí của chi tiết hoặc đơn vị lắp ráp theo tài liệu thiết kế hoặc phiếu sơ đồ gia công |
| 4 | Ký hiệu của chi tiết hoặc đơn vị lắp ráp theo tài liệu thiết kế |
| 5 | Mác vật liệu của chi tiết hoặc đơn vị lắp ráp |
| 6 | Chiều dày hoặc mặt cắt của vật liệu trong vùng hàn |
| 7 | Khối lượng của chi tiết hoặc đơn vị lắp ráp theo tài liệu thiết kế |
| 8 | Số lượng chi tiết hoặc đơn vị lắp ráp |
| 9 | Số hiệu (tên gọi) phân xưởng thực hiện nguyên công |
| 10 | Số hiệu (tên gọi) bộ phận, dây chuyền, băng chuyền hoặc chỗ làm việc |
| 11 | Số hiệu nguyên công trong trình tự công nghệ chế tạo (kể cả kiểm tra và vận chuyển) |
| 12 | Số hiệu bước |
| 13 | Tên gọi và nội dung nguyên công Cho phép chỉ dẫn các yêu cầu kỹ thuật |
| 14 | Tên gọi, ký hiệu và số hiệu tài sản của thiết bị công nghệ Cho phép không ghi số hiệu tài sản |
| 15 | Tên gọi và ký hiệu (mã hiệu) của đồ gá, dụng cụ phụ và đơn vị tải trọng |
| 16 | Ghi dưới dạng phân số: tử số chỉ chiều cao mối hàn; mẫu số chỉ chiều dài mối hàn |
| 17 | Ghi dưới dạng phân số: tử số chỉ vị trí mối hàn (ví dụ: Hàn sấp: S; Hàn đứng: Đ; hàn ngược: N); mẫu số chỉ số lượng điểm |
| 18 | Cho phép sử dụng ký hiệu quy ước của các thông số và chế độ hàn - ghi theo thứ tự dòng |
| 19 | Ký hiệu hoặc tên gọi, thành phần và tiêu hao trợ dung hoặc khi để bảo vệ mối hàn hoặc nhiên liệu khí - Ghi theo thứ tự dòng |
| 20 | Tên gọi, mác và kích thước của vật liệu bổ sung. Ghi theo thứ tự dòng |
| 21 | Tiêu hao vật liệu bổ sung hoặc điện cực |
| 22 | Ghi dưới dạng phân số: tử số chỉ định mức thời gian cơ bản cho nguyên công; mẫu số chỉ thời gian phụ cho nguyên công |
| 23 | Chỉ dẫn đặc biệt. Ghi các yêu cầu thực hiện nguyên công |
| 24 | Hình vẽ phác của chi tiết, đơn vị lắp ráp Cho phép không ghi |
| 25 | Ký hiệu bộ phiếu tổng hợp |
| 26 | Ký hiệu phiếu sơ đồ gia công |
Bạn chưa Đăng nhập thành viên.
Đây là tiện ích dành cho tài khoản thành viên. Vui lòng Đăng nhập để xem chi tiết. Nếu chưa có tài khoản, vui lòng Đăng ký tại đây!
