- Tổng quan
- Nội dung
- Tiêu chuẩn liên quan
- Lược đồ
- Tải về
Tiêu chuẩn Quốc gia TCVN 11261-1:2015 ISO 5609-1:2012 Dao tiện trong có thân dao hình trụ lắp mảnh cắt thay thế được-Phần 1: Ký hiệu, dạng dao, kích thước và tính toán hiệu chỉnh
| Số hiệu: | TCVN 11261-1:2015 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Cơ quan ban hành: | Bộ Khoa học và Công nghệ | Lĩnh vực: | Công nghiệp |
|
Ngày ban hành:
Ngày ban hành là ngày, tháng, năm văn bản được thông qua hoặc ký ban hành.
|
2015 |
Hiệu lực:
|
Đã biết
|
| Người ký: | Đang cập nhật |
Tình trạng hiệu lực:
Cho biết trạng thái hiệu lực của văn bản đang tra cứu: Chưa áp dụng, Còn hiệu lực, Hết hiệu lực, Hết hiệu lực 1 phần; Đã sửa đổi, Đính chính hay Không còn phù hợp,...
|
Đã biết
|
TÓM TẮT TIÊU CHUẨN VIỆT NAM TCVN 11261-1:2015
Nội dung tóm tắt đang được cập nhật, Quý khách vui lòng quay lại sau!
Tải tiêu chuẩn Việt Nam TCVN 11261-1:2015
 Tiêu chuẩn Việt Nam TCVN 11261-1:2015 PDF (Bản có dấu đỏ)
Tiêu chuẩn Việt Nam TCVN 11261-1:2015 PDF (Bản có dấu đỏ) Tiêu chuẩn Việt Nam TCVN 11261-1:2015 DOC (Bản Word)
Tiêu chuẩn Việt Nam TCVN 11261-1:2015 DOC (Bản Word)TIÊU CHUẨN QUỐC GIA
TCVN 11261-1:2015
ISO 5609-1:2012
DAO TIỆN TRONG CÓ THÂN DAO HÌNH TRỤ LẮP MẢNH CẮT THAY THẾ ĐƯỢC - PHẦN 1: KÝ HIỆU, DẠNG DAO, KÍCH THƯỚC VÀ TÍNH TOÁN HIỆU CHỈNH
Tool holders for internal turning with cylindrical shank for indexable inserts - Part 1: Designation, styles, dimensions and calculation for corrections
Lời nói đầu
TCVN 11261-1:2015 hoàn toàn tương đương ISO 5609-1:2012.
TCVN 11261-1:2015 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 29, Dụng cụ cầm tay biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ TCVN 11261 (ISO 5609), Dao tiện trong có thân dao hình trụ lắp mảnh cắt thay thế được bao gồm các phần sau:
- Phần 1: Ký hiệu, dạng dao, kích thước và tính toán hiệu chỉnh.
ISO 5609, Tool holders for internal turning with cylindrical shank for indexable inserts (Dao tiện trong có thân dao hình trụ lắp mảnh cắt thay thế) còn có các phần sau:
- Part 2: Style F (Dạng F)
- Part 3: Style K (Dạng K)
- Part 4: Style L (Dạng L)
- Part 5: Style U (Dạng U)
- Part 6: Style Q (Dạng Q)
DAO TIỆN TRONG CÓ THÂN DAO HÌNH TRỤ LẮP MẢNH CẮT THAY THẾ ĐƯỢC - PHẦN 1: KÝ HIỆU, DẠNG DAO, KÍCH THƯỚC VÀ TÍNH TOÁN HIỆU CHỈNH
Tool holders for internal turning with cylindrical shank for indexable inserts - Part 1: Designation, styles, dimensions and calculation for corrections
1. Phạm vi áp dụng
Tiêu chuẩn này qui định mã ký hiệu, dạng dao, các kích thước chung và tính toán hiệu chỉnh cho các dao tiện trong có thân dao hình trụ. Tiêu chuẩn này được hợp bộ và sử dụng cùng với ISO 5609-2, ISO 5609-3, ISO 5009-4, ISO 5609-5 và ISO 5609-6.
Các dao tiện này chủ yếu được sử dụng với các mảnh cắt thay thế được làm bằng kim loại cứng, gốm hoặc các vật liệu cắt khác, được lắp đặt trên thân dao bằng kẹp chặt và được sử dụng cho các nguyên công tiện trong.
Tiêu chuẩn này cũng kết hợp các nội dung của ISO 6261:2011 [Ký hiệu của các dao có thân hình trụ (trục doa) lắp các mảnh cắt thay thế].
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 7294-1 (ISO 2768-1), Dung sai chung - Phần 1: Dung sai của các kích thước dài và kích thước góc không có chỉ dẫn dung sai riêng
ISO 3002-1, Basic quantities in cutting and grinding - Part 1: Geometry of the active part of cutting tools - General terms, reference systems, tool and working angles, chip breaker (Các đại lượng cơ bản trong cắt gọt và mài - Phần 1: Hình học của bộ phận cắt của các dao cắt - Thuật ngữ chung, các hệ qui chiếu, các góc dao và góc gia công, cơ cấu bẻ phoi);
ISO 5608:1995, Turning and copying tool holders and cartridges for in dexable inserts - Designation (Dao tiện và dao chép hình và bộ phận kẹp các mảnh cắt thay thế - Ký hiệu).
3. Cấu trúc của ký hiệu
Mã ký hiệu bao gồm 10 ký hiệu để ký hiệu các kích thước và các đặc tính khác của dao và mảnh cắt thay thế.
Ngoài ký hiệu được tiêu chuẩn hóa (các ký hiệu 1 đến 10), nhà sản xuất có thể bổ sung một ký hiệu phụ gồm có tối đa là ba chữ cái và / hoặc các chữ số để mô tả đầy đủ hơn sản phẩm của mình với điều kiện là ký hiệu này được tách biệt khỏi ký hiệu tiêu chuẩn hóa bằng một dấu gạch ngang.
Ý nghĩa của 10 ký hiệu bắt buộc tạo thành mã ký hiệu như sau:
| Vị trí | Định nghĩa của các ký hiệu |
| 1 | Ký hiệu bằng chữ cái cái nhận biết kiểu dao (xem 4.1) [Thuật ngữ “dao” trong tiêu chuẩn này ám chỉ dao tiện trong có thân dao hình trụ (trục doa)]; |
| 2 | Ký hiệu bằng số nhận biết đường kính thân dao (xem 4.2); |
| 3 | Ký hiệu bằng chữ cái cái nhận biết chiều dài của dao (xem 4.3); |
| - | Dấu gạch ngang không được xem là ký hiệu; |
| 4 | Ký hiệu bằng chữ cái cái nhận biết phương pháp kẹp giữ mảnh cắt thay thế (xem 4.4); |
| 5 | Ký hiệu bằng chữ cái nhận biết hình dạng của mảnh cắt thay thế (xem 4.5) [phù hợp với ISO 1832]; |
| 6 | Ký hiệu bằng chữ cái nhận biết dạng dao (xem 4.6) |
| 7 | Ký hiệu bằng chữ cái nhận biết khe hở bình thường của mảnh cắt (xem 4.7); |
| 8 | Ký hiệu bằng chữ cái nhận biết đặc tính của dao (dao phải, dao trái) (xem 4.8); |
| 9 | Ký hiệu bằng số nhận biết cỡ kích trước của mảnh cắt thay thế (xem 4.9) [phù hợp với ISO 1832]; |
| 10 | Ký hiệu bằng số nhận biết số lượng các mặt vát và vị trí của chúng (xem 4.10). |
Thuật ngữ “dao” trong tiêu chuẩn này ám chỉ trục doa (dao tiện trong có thân dao hình trụ).
VÍ DỤ:
| 1 | 2 | 3 | - | 4 | 5 | 6 | 7 | 8 | 9 | - | 10 |
| S | 2S | S | - | P | S | K | N | R | 12 | - | 41 |
4. Ký hiệu
4.1. Ký hiệu cho kiểu dao - Ký hiệu 1
Xem Bảng 1.
Bảng 1 - Ký hiệu 1
| Ký hiệu chữ cái | Kiểu dao |
| S | Dao nguyên khối bằng thép |
| A | Dao nguyên khối bằng thép có lỗ cấp dung dịch trơn nguội |
| B | Dao nguyên khối bằng thép có cơ cấu chống rung |
| D | Dao nguyên khối bằng thép có cơ cấu chống rung và lỗ cấp dung dịch trơn nguội |
| C | Dao hợp kim cứng (cacbit) có phần đầu bằng thép dùng cho kẹp chặt |
| E | Dao hợp kim cứng (cacbit) có phần đầu bằng thép dùng cho kẹp chặt và lỗ cấp dung dịch trơn nguội |
| F | Dao hợp kim cứng (cacbit) có phần đầu bằng thép dùng cho kẹp chặt và có cơ cấu chống rung |
| G | Dao hợp kim cứng (cacbit) có phần đầu bằng thép dùng cho kẹp chặt, có cơ cấu chống rung và lỗ cấp dung dịch trơn nguội |
| H | Dao nguyên khối bằng kim loại nặng |
| J | Dao nguyên khối bằng kim loại nặng có lỗ cấp dung dịch trơn nguội |
| K | Dao kim loại nặng có phần đầu bằng thép dùng cho kẹp chặt |
| L | Dao kim loại nặng có phần đầu bằng thép dùng cho kẹp chặt và lỗ cấp dung dịch trơn nguội |
4.2. Ký hiệu cho đường kính của thân dao - Ký hiệu 2
Ký hiệu bằng số của đường kính thân dao là giá trị đường kính d hoặc d1, tính bằng milimet. Nếu ký hiệu chỉ có một chữ số thì phải có chữ số 0 (zero) được đặt phía trước.
VÍ DỤ 1
| Đường kính thân | 25mm |
| Ký hiệu | 25 |
VÍ DỤ 2
| Đường kính thân | 8mm |
| Ký hiệu | 08 |
4.3. Ký hiệu cho chiều dài của dao - Ký hiệu 3
Xem Bảng 2.
Bảng 2 - Ký hiệu 3
Kích thước tính bằng milimet
| Ký hiệu chữ cái | Chiều dài dao |
| A | 32 |
| B | 40 |
| C | 50 |
| D | 60 |
| E | 70 |
| F | 80 |
| G | 90 |
| H | 100 |
| J | 110 |
| K | 125 |
| M | 150 |
| N | 160 |
| P | 170 |
| Q | 180 |
| R | 200 |
| S | 250 |
| T | 300 |
| U | 350 |
| V | 400 |
| W | 450 |
| X | Chiều dài đặc biệt, sẽ được qui định |
| Y | 500 |
4.4. Ký hiệu cho phương pháp kẹp giữ mảnh cắt thay thế được lắp nằm ngang - Ký hiệu 4
Xem Bảng 3.
Bảng 3 - Ký hiệu 4
| Ký hiệu chữ cái | Phương pháp kẹp giữ | Mảnh cắt thay thế | Hình minh họa |
| C | Kẹp trên đỉnh | Không có lỗ |
|
| M | Kẹp trên đỉnh và lỗ | Có lỗ hoặc có lỗ được gia công bằng khỏa mặt dùng cho kẹp giữ |
|
| P | Kẹp bằng lỗ |
| |
| S | Kẹp bằng vít qua lỗ | Có lỗ được gia công bằng khỏa mặt dùng cho kẹp giữ |
|
4.5. Ký hiệu cho hình dạng của mảnh cắt thay thế - Ký hiệu 5
Xem Bảng 4.
Bảng 4 - Ký hiệu 5
Kích thước tính bằng milimet
| Ký hiệu chữ cái | Góc trong er | Hình dạng của mảnh cắt thay thế | Ghi chú | |
| H | 120o | Hình sáu cạnh |
| Có cạnh bằng nhau và góc bằng nhau |
| O | 135o | Hình tám cạnh |
| |
| P | 108o | Hình năm cạnh |
| |
| S | 90o | Hình vuông |
| |
| T | 60o | Hình tam giác |
| |
| C | 80o | Hình thoi |
| Có cạnh bằng nhau nhưng góc không bằng nhau |
| D | 55o | |||
| E | 75o | |||
| M | 86o | |||
| V | 35o | |||
| W | 80o | Hình sáu cạnh có góc ở tâm 80o |
|
|
| L | 90o | Hình chữ nhật |
| Có cạnh không bằng nhau nhưng góc bằng nhau |
| A | 85o | Có dạng hình bình hành |
| Các cạnh và các góc không bằng nhau |
| B | 82o | |||
| K | 55o | |||
| R | - | Hình tròn |
| Tròn |
| CHÚ THÍCH: Góc trong luôn luôn là góc bé hơn. | ||||


4.6. Ký hiệu cho dạng dao - Ký hiệu 6
Về ký hiệu 6, xem Điều 5, Bảng 9
4.7. Ký hiệu cho góc sau chuẩn của mảnh cắt thay thế - Ký hiệu 7
Các ký hiệu bằng chữ cái cái theo Bảng 5 áp dụng cho góc sau chuẩn, µn của các mảnh cắt thay thế trên lưỡi cắt (xem Hình 1).
Đối với các mảnh cắt thay thế có cạnh không bằng nhau, ký hiệu áp dụng cho góc sau chuẩn của cạnh dài hơn.
Hình 1 - Góc sau chuẩn µn
Bảng 5 - Ký hiệu 7
| Ký hiệu chữ cái | µn |
| A | 30 |
| B | 50 |
| C | 70 |
| D | 150 |
| E | 200 |
| F | 250 |
| G | 300 |
| H | 00 |
| P | 110 |
4.8. Ký hiệu cho đặc tính của dao - Ký hiệu 8
Xem Bảng 6.
Bảng 6 - Ký hiệu 8
| Ký hiệu chữ cái | Đặc tính của dao | Hình vẽ/minh họa |
| R | Dao phải |
|
| L | Dao trái |
|


4.9. Ký hiệu cho cỡ của mảnh cắt thay thế - Ký hiệu 9
Xem Bảng 7.
Bảng 7 - Ký hiệu 9
Kích thước tính bằng milimet
| Kiểu mảnh cắt thay thế | Ký hiệu số |
| Có cạnh bằng nhau và góc bằng nhau (H, O, P, S, T) và có cạnh bằng nhau nhưng góc không bằng nhau (C, D, E, M, V, W) | Ký hiệu cho cỡ kích thước của mảnh cắt thay thế là chiều dài cạnh, bỏ qua bất cứ số thập phân nào |
| VÍ DỤ: Chiều dài cạnh: 16,5 mm Ký hiệu: 16 | |
| Có cạnh bằng nhau nhưng góc không bằng nhau (L) và có cạnh không bằng nhau và góc không bằng nhau (A, B, K) | Ký hiệu cho cỡ kích thước của mảnh cắt thay thế thường được cho đối với lưỡi cắt chính hoặc lưỡi cắt dài hơn. Ky hiệu được biểu thị bằng chiều dài, bỏ qua bất cứ số thập phân nào |
| VÍ DỤ: Chiều dài của lưỡi cắt chính: 19,5 mm Ký hiệu: 19 | |
| Mảnh cắt tròn (R) | Ký hiệu cho cỡ kích thước của mảnh cắt thay thế thường được cho đối với giá trị đường kính, bỏ qua bất cứ số thập phân nào |
| VÍ DỤ: Đường kính: 15,875 mm Ký hiệu: 15 | |
| CHÚ THÍCH: Khi ký hiệu do giá trị được rút gọn lại chỉ có một chữ số thì phải đặt số 0 (zero) trước chữ số này. VÍ DỤ: Chiều dài của lưỡi cắt chính: 9,525 mm;Ký hiệu: 09 | |
4.10. Ký hiệu cho hình dạng thân dao tròn - Ký hiệu 10 - Số mặt vát
Xem Bảng 8.
Bảng 8 - Ký hiệu 10
| Hình dạng thân dao | Hình dạng thân dao | Hình dạng thân dao | Hình dạng thân dao | Hình dạng thân dao | |||||
| Mã | Hình minh họa | Mã | Hình minh họa | Mã | Hình minh họa | Mã | Hình minh họa | Mã | Hình minh họa |
| 10 |
| 11 |
| 12 |
| 13 |
| 14 |
|
| - | - | 21 |
| 22 |
| - | - | - | - |
| - | - | 31 |
| 32 |
| 33 |
| 34 |
|
| - | - | 41 |
| - | - | - | - | - | - |
| b chiều rộng mặt vát; d đường kính thân dao; h chiều cao mặt vát. | |||||||||












5. Tóm tắt các đặc tính
Bảng 9 nêu tóm tắt các đặc tính của bộ phận kẹp dao của thân dao tiện trong hình trụ dùng để kẹp giữ các mảnh cắt thay thế được chuẩn hóa trong ISO 5609-2, ISO 5609-3, ISO 5609-4, ISO 5609-5 và ISO 5609-6 với các ký hiệu chữ cái tương ứng của chúng và các cỡ kích thước của thân dao.
Các mũi tên được chỉ ra trên các hình vẽ minh họa biểu thị chiều tiến dao chính.
Bảng 9
Kích thước tính bằng milimet
| Dạng dao | Hình vẽ minh họa |
| Các ký hiệu cho đường kính thân dao d1 | Kích thước tham khảo | |||||||||
| Góc lưỡi cắt của dao kr Góc trong của mảnh cắt er | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 60 | ISO 5609-2 | ||
| F |
| Ký hiệu của chiều dài lưỡi cắt, I | 06 | 06 |
|
|
|
|
|
|
|
| |
|
| Ký hiệu của chiều dài lưỡi cắt, I |
| 11 | 11 | 11 | 11 16 | 16 | 16 | 16 22 | 22 | 22 27 |
| |
| K |
| Ký hiệu của chiều dài lưỡi cắt, I |
|
|
| 09 | 09 | 09 12 | 12 | 12 15 | 15 19 | 15 19 | ISO 5609-3 |
| L |
| Ký hiệu của chiều dài lưỡi cắt, I | 06 | 06 | 06 | 09 | 09 | 12 | 12 | 12 | 16 19 | 16 19 | ISO 5609-4 |
| L |
| Ký hiệu của chiều dài lưỡi cắt, I | 03 | 04 | 04 | 04 06 | 06 | 06 08 | 06 08 | 06 08 |
|
| ISO 5609-4 |
| P |
| Ký hiệu của chiều dài lưỡi cắt, I |
|
|
| 11 | 11 13 | 13 16 | 16 | 16 |
|
| - |
| Q |
| Ký hiệu của chiều dài lưỡi cắt, I |
|
| 07 | 07 | 11 | 11 15 | 11 15 | 15 | 15 |
| ISO 5609-6 |
|
| Ký hiệu của chiều dài lưỡi cắt, I |
|
|
| 11 | 11 13 | 13 16 | 16 | 16 |
|
| ||
| Sa |
| Góc lưỡi cắt 450, thân dao dịch chuyển để cắt mặt bên và mặt nút |
|
|
| 09 | 09 | 09 12 | 12 | 12 15 | 15 19 | 15 19 | - |
| U |
| Ký hiệu của chiều dài lưỡi cắt, I |
|
| 07 | 07 | 11 15 | 11 15 | 15 | 15 | 15 19 | 15 19 | ISO 5609-5 |
| U |
| Ký hiệu của chiều dài lưỡi cắt, I |
|
|
| 11 | 11 13 | 11 13 | 16 |
|
|
| ISO 5609-5 |
| W |
| Ký hiệu của chiều dài lưỡi cắt, I |
| 11 | 11 | 11 | 11 16 | 16 | 16 | 16 22 | 22 | 22 27 | - |
| Y |
| Ký hiệu của chiều dài lưỡi cắt, I |
|
|
| 09 | 09 | 09 12 | 12 | 12 15 | 15 19 | 15 19 | - |
| CHÚ THÍCH: Các mũi tên trên các hình vẽ minh họa chỉ ra chiều tiến dao chính. | |||||||||||||
| a Các dao thuộc dạng S cũng có thể được lắp các mảnh cắt tròn (dạng R). | |||||||||||||
6. Kích thước
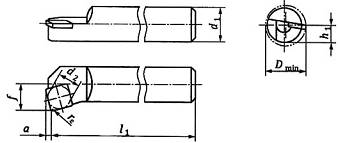
6.1. Đường kính của thân dao d1, kích thước f và chiều dài l1
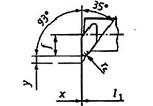
Bảng 10 cung cấp các kích thước f, chiều dài l1 và đường kính trong nhỏ nhất có thể đạt được, Dmin cho gia công có liên quan với đường kính thân dao d1, xem Hình 2.
![]() , nếu thân dao hình trụ có kết cấu tiêu chuẩn (xem 4.2), hoặc
, nếu thân dao hình trụ có kết cấu tiêu chuẩn (xem 4.2), hoặc
![]() , nếu thân dao hình trụ có các mặt vát theo chiều h (xem Bảng 3)
, nếu thân dao hình trụ có các mặt vát theo chiều h (xem Bảng 3)
Hình 2 - Bộ phận kẹp dao, dạng K
Bảng 10
Kích thước tính bằng milimet
| d1 | fa | l1b | Dmin |
| g7 |
| k16 | |
| 8 | 6 | 80 | 11 |
| 10 | 7 | 100 | 13 |
| 12 | 9 | 125 | 16 |
| 16 | 11 | 150 | 20 |
| 20 | 13 | 180 | 25 |
| 25 | 17 | 200 | 32 |
| 32 | 22 | 250 | 40 |
| 40 | 27 | 300 | 50 |
| 50 | 35 | 350 | 63 |
| 60 | 43 | 400 | 80 |
| a Để nhận biết các kích thước f, xem 7.4. b Để nhận biết chiều dài l1, xem 7.3. | |||
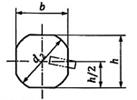
6.2. Prôfin của thân dao
Thiết kế tiêu chuẩn của các thân dao là có profin tròn không có các mặt vát. Các thân dao có một đến bốn mặt vát trên thân dao có thể được cung cấp theo quyết định của nhà sản xuất hoặc theo thỏa thuận. Các mặt vát phải phù hợp với các kích thước cho trong Bảng 11.
Bảng 11
Kích thước tính bằng milimet
| Hình dạng của các mặt vát thân dao | d1 | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 60 |
|
| ba | 7,6 | 9,5 | 11,5 | 15 | 19 | 24 | 31 | 39 | 48,5 | 58,5 |
| một mặt vát hướng theo chiều rộng thân b | ha | 7,2 | 9 | 11 | 14 | 18 | 23 | 30 | 38 | 47 | 57 |
|
| ba | 7,2 | 9 | 11 | 14 | 18 | 23 | 30 | 38 | 47 | 57 |
| hai mặt vát hướng theo chiều rộng thân b | ha | 7,2 | 9 | 11 | 14 | 18 | 23 | 30 | 38 | 47 | 57 |
| a Các dung sai chung phù hợp với ISO 2768-m | |||||||||||
7. Nhận biết các kích thước
7.1. Các góc lưỡi cắt
7.1.1. Góc lưỡi cắt K
Điểm qui định K được xác định như sau.
Xem xét mặt phẳng Pf (được giả thiết là mặt phẳng gia công) và Ps (mặt phẳng lưỡi cắt của dao) phù hợp với ISO 3002-1 đối với một điểm được lựa chọn trên lưỡi cắt chính (ví dụ, điểm tiếp giáp của lưỡi cắt chính với đường tròn nội tiếp).
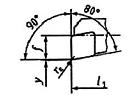
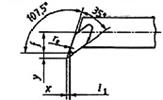
a) Đối với kr ≤ 900, điểm K được xác định là chỗ giao nhau của mặt phẳng Ps, một mặt phẳng song song với mặt phẳng Pf, tiếp tuyến với bán kính góc và một mặt phẳng chứa mặt trước của dao Ag (xem các Hình 3 và 4).
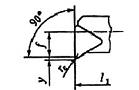
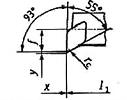
b) Đối với kr > 900 điểm K được xác định là chỗ giao nhau của một mặt phẳng song song với mặt phẳng Pf, tiếp tuyến với bán kính góc, một mặt phẳng vuông góc với mặt phẳng Pf tiếp tuyến với bán kính góc và một mặt phẳng chứa mặt trước của dao Ag (xem các Hình 5 và 6).
|
|
|
| Hình 3 - Góc lưỡi cắt kr ≤ 90o, với chạy dao ngang để cắt mặt bên | Hình 4 - Góc lưỡi cắt kr ≤ 900, với chạy dao dọc để cắt mặt mút |
|
|
|
| Hình 5 - Góc lưỡi cắt kr > 900, với chạy dao ngang để cắt mặt bên | Hình 6 - Góc lưỡi cắt kr > 900, với chạy dao dọc để cắt mặt mút |
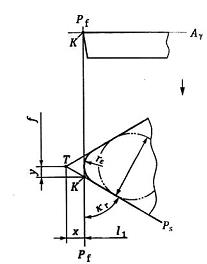
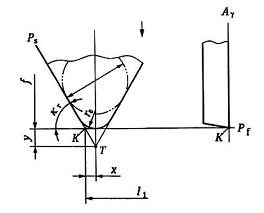
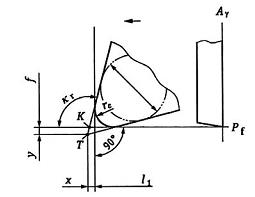
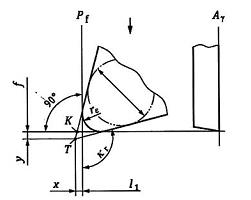
7.1.2. Góc lưỡi cắt lý thuyết T
Chỗ giao nhau của các phần kéo dài lý thuyết của lưỡi cắt chính và lưỡi cắt phụ được xem là góc lưỡi cắt lý thuyết T, xem các Hình 3 đến 6.
CHÚ THÍCH - Vị trí của góc lý thuyết T độc lập với bán kính góc re của mảnh cắt thay thế.
7.2. Bán kính góc re của các mảnh cắt thay thế mẫu
Bán kính góc re của mảnh cắt thay thế mẫu, là một hàm số của cỡ kích thước bộ phận kẹp dao và mảnh cắt thay thế liên kết với nó và vì thế có liên quan đến đường kính d2 của vòng tròn nội tiếp trong Bảng 12
Bảng 12 cho các giá trị của bán kính góc re của mảnh cắt thay thế mẫu (dưỡng mẫu) và các giá trị này phải được sử dụng cho xác định và thử, kiểm tra chiều dài l1, kích thước f và chiều cao h1.
Bảng 12
Kích thước tính bằng milimet
| d2 | re Kích thước danh nghĩa a |
| 6,35 | 0,4 |
| 7,94 | |
| 9,525 | 0,8 |
| 12,7 | |
| 15,875 | 1,2 |
| 19,05 | |
| 25,4 | 2,4 |
| a Các giá trị hiệu chỉnh x và y trong Bảng 5 thu được từ các giá trị chính xác của bán kính gốc re = 0,397 mm; 0,794 mm, 1,191 mm và 2,381 mm, các kích thước này tương đương với các kích thước tính bằng inch. | |
7.3. Chiều dài l1
Chiều dài l1 (về các giá trị, xem Bảng 10) là khoảng cách giữa các điểm qui định K và đầu mút của thân dao (xem các Hình 2 đến 6 và Bảng 13) được đo trên một mảnh cắt thay thế mẫu có bán kính góc, re phù hợp với Bảng 12.
Đối với các bộ phận kẹp dao với các mảnh cắt thay thế có bán kính re sai lệch so với Bảng 4, phải xác định chiều dài được sửa đổi l1 với giá trị hiệu chỉnh x như đã chỉ ra trong các Bảng 2 đến 5.
Giá trị hiệu chỉnh x (xem Bảng 13) tương đương với khoảng cách được đo song song với thân dao giữa điểm qui định K và góc lý thuyết T.
Chiều dài được sửa đổi thu được từ chiều dài l1 cho trong Bảng 10 và độ chênh lệch giữa các giá trị x từ Bảng 5 đối với bán kính góc mới và bán kính góc được cho trong Bảng 12.
7.4. Kích thước f
Kích thước f (về giá trị, xem Bảng 10) là khoảng cách giữa điểm qui định K với tâm của thân bộ phận kẹp dao (xem các Hình 2 đến 6 và các Hình minh họa trong Bảng 13), được đo trên mảnh cắt thay thế mẫu có bán kính góc re phù hợp với Bảng 12.
Đối với bộ phận kẹp dao với các mảnh cắt thay thế có bán kính góc re sai lệch so với Bảng 12, phải xác định kích thước được sửa đổi f với giá trị hiệu chỉnh y, về các giá trị, xem Bảng 5, như đã chỉ ra trên các Hình 3 đến 6.
Giá trị hiệu chỉnh y tương đương với khoảng cách giữa điểm qui định K và góc lưỡi cắt lý thuyết T được đo ngang qua thân dao.
Kích thước được sửa đổi f thu được từ giá trị được cho trong Bảng 10 và độ chênh lệch giữa các giá trị y được cho trong Bảng 5 đối với bán kính góc mới và bán kính góc được cho trong Bảng 12.
7.5. Dung sai
Các dung sai được cho trong Bảng 10 là dung sai của chiều dài l1 và kích thước f được đo trên mảnh cắt thay thế mẫu và, nếu có thể áp dụng được, trên một miếng đệm mẫu. Vì thế các dung sai cho l1 và f không được bao gồm trong các dung sai trên mảnh cắt thay thế cũng như trên miếng đệm.
7.6. Kích thước a
7.6.1. Qui định chung
Kích thước a có liên quan đến việc xác định chiều dài toàn bộ của bộ phận kẹp dao.
Nói chung, chiều dài toàn bộ l1 tương ứng với ngoại lệ cho bộ phận kẹp dao dạng K và chiều rộng toàn bộ ![]() .
.
Đối với dạng K, chiều dài toàn bộ của bộ phận kẹp dao là tổng số của l1 và các giá trị a.
Kích thước a được xác định là khoảng cách giữa điểm qui định K và tiếp tuyến với bán kính góc thứ hai của mảnh cắt thay thế, được đo vuông góc với chiều dài thân dao; xem Hình 2 và Bảng 13.
7.6.2. Các giá trị của kích thước a
Các giá trị của kích thước a được cho trong ISO 5609-3 đối với bộ phận kẹp dao dạng K áp dụng cho các mảnh cắt thay thế có bán kính góc phù hợp với 7.2, có góc trước chính ga= 0 0 và góc nghiêng ls = 0 0.
Đối với các bộ phận kẹp dao với các mảnh cắt thay thế có các bán kính góc sai lệch so với các giá trị trong Bảng 12, phải xác định kích thước được sửa đổi a với giá trị hiệu chỉnh x, về các giá trị của x, xem Bảng 13.
Đối với góc trước chính gn và góc nghiêng của lưỡi cắt ls thay đổi giữa -60 và +60, các thay đổi của các giá trị a nhỏ hơn 0,1 mm và có thể được bỏ qua.
7.7. Các giá trị hiệu chỉnh x và y
Các giá trị hiệu chỉnh x và y được cho trong Bảng 13, áp dụng cho các góc trước chính gn = 0 0 và góc nghiêng của lưỡi cắt ls = 0 0. Các góc trước chính gn và các góc nghiêng của lưỡi cắt ls thay đổi giữa -60 và +60 dẫn đến các thay đổi của các giá trị x và y trong phạm vi 0,001 mm đến 0,01 mm, các thay đổi này quá nhỏ so với các dung sai của l1 và f. Nếu cần thiết, phải xác định các giá trị hiệu chỉnh.
Bảng 13
Kích thước tính bằng milimet
| Dạng | Hình vẽ minh họa | re | x | y |
| F |
| 0,2 | — | 0,039 |
| 0,4 | — | 0,076 | ||
| 0,8 | — | 0,152 | ||
| 1,2 | — | 0,228 | ||
| 1,6 | — | 0,305 | ||
| 2,4 | — | 0,457 | ||
|
| 0,2 | — | 0,149 | |
| 0,4 | — | 0,291 | ||
| 0,8 | — | 0,581 | ||
| 1,2 |
| 0,872 | ||
| 1,6 | — | 1,162 | ||
| 2,4 | — | 1,743 | ||
| K |
| 0,4 | 0,024 | 0,089 |
| 0,8 | 0,048 | 0,178 | ||
| 1,2 | 0,072 | 0,268 | ||
| 1,6 | 0,096 | 0,357 | ||
| 2,4 | 0,143 | 0,535 | ||
| L |
| 0,2 | 0,020 | 0,020 |
| 0,4 | 0,040 | 0,040 | ||
| 0,8 | 0,079 | 0,079 | ||
| 1,2 | 0,119 | 0,119 | ||
| 1,6 | 0,159 | 0,159 | ||
| 2,4 | 0,238 | 0,238 | ||
|
| 0,2 | - | - | |
| 0,4 | - | - | ||
| 0,8 | - | - | ||
| 1,2 | - | - | ||
| 1,6 | - | - | ||
| 2,4 | - | - | ||
| Q |
| 0,2 | 0,108 | 0,108 |
| 0,4 | 0,211 | 0,211 | ||
| 0,8 | 0,422 | 0,422 | ||
| 1,2 | 0,633 | 0,633 | ||
| 1,6 | 0,844 | 0,844 | ||
| 2,4 | 1,265 | 1,265 | ||
|
| 0,2 | 0,182 | 0,345 | |
| 0,4 | 0,360 | 0,684 | ||
| 0,8 | 0,720 | 1,369 | ||
| 1,2 | 1,081 | 2,053 | ||
| 1,6 | 1,441 | 2,738 | ||
| 2,4 | 2,161 | 4,105 | ||
| U |
| 0,2 | 0,020 | 0,176 |
| 0,4 | 0,039 | 0,344 | ||
| 0,8 | 0,079 | 0,688 | ||
| 1,2 | 0,118 | 1,031 | ||
| 1,6 | 0,157 | 1,375 | ||
| 2,4 | 0,236 | 2,062 | ||
|
| 0,2 | 0,033 | 0,423 | |
| 0,4 | 0,065 | 0,840 | ||
| 0,8 | 0,131 | 1,679 | ||
| 1,2 | 0,196 | 2,519 | ||
| 1,6 | 0,261 | 3,358 | ||
| 2,4 | 0,392 | 5,036 |

PHỤ LỤC A
(Tham khảo)
QUAN HỆ GIỮA CÁC KÝ HIỆU TRONG TIÊU CHUẨN NÀY VÀ ISO 13399 (TẤT CẢ CÁC PHẦN)
A.1. Quan hệ giữa các ký hiệu
Về mối quan hệ giữa các ký hiệu trong tiêu chuẩn này và các ký hiệu ưu tiên theo ISO 13399 (tất cả các phần), xem Bảng a.1.
Bảng A.1 - Quan hệ giữa các ký hiệu trong tiêu chuẩn này và ISO 13399 (tất cả các phần)
| Ký hiệu trong tiêu chuẩn này (ISO5609) | Viện dẫn trong ISO 5609 (tất cả các phần) | Tên của đặc tính trong loạt ISO 13399 | Ký hiệu trong loạt ISO 13399 | Viện dẫn trong loạt ISO 13399 |
| Kiểu dao (ký hiệu 1) | ISO5609-1, 4.1: Bảng 1 | Mã dạng của cấu hình thiết kế | DCC | ISO/TS13399-3 |
| Phương pháp kẹp giữa mảnh cắt thay thế (ký hiệu 4) | 4.4: Bảng 3 | Mã của kiểu kẹp chặt | MTP | ISO/TS13399-3 |
| Hình dạng của mảnh cắt thay thế (ký hiệu 5) | 4.5: Bảng 4 | Mã của hình dạng mảnh cắt | SC | ISO/TS13399-2 |
| an - Góc sau chuẩn của mảnh cắt (ký hiệu 7) | 4.7: Bảng 5 | Mẫu của góc sau | AN | ISO/TS13399-2 |
| Đặc tính của dao (ký hiệu 8) | 4.8: Bảng 6 | Đặc tính của dao | HAND | ISO/TS13399-3 |
| Cỡ kích thước của mảnh cắt (ký hiệu 9) | 4.9: Bảng 7 | Chiều dài lưỡi cắt | L | ISO/TS13399-2 |
| Hình dạng của thân dao tròn (ký hiệu 10) | 4.10: Bảng 8 | Mã hình dạng mặt cắt ngang thân dao | SK | ISO/TS13399-3 |
| aa | 7.6: theo hướng của chiều dài toàn bộ | Kích thước a trên lf | LFA | ISO/TS13399-3 71DO793ECEF9A |
| B | Điều 3 và Bảng 3 | Chiều rộng thân dao | B | ISO/TS13399-3 71CF298751FCF |
| d d1 | 4.2. Bảng 9, 6.1.Hình 2, Bảng 2 và Bảng 3 | Đường kính thân dao | DMM | ISO/TS13399-3 71CF29862B277 |
| d2 | Hình 1, Bảng 4 và 6.2 | Đường kính vòng tròn nội tiếp | IC | ISO/TS13399-2 71CE7A96D9F7D |
| Dmin | Hình 2 và Bảng 10 | Đường kính lỗ nhỏ nhất | DMIN | ISO/TS13399-3 71DO7543367C5 |
| F | Hình 2 và Bảng 10 | Chiều rộng chức năng | WF | ISO/TS13399-3 71CF29984CDA7 |
| h1 | Hình 2 và Bảng 2 | Chiều cao chức năng | HF | ISO/TS13399-3 71CF29994E734 |
| H | Bảng 1, Hình 1 và Bảng 2 | Chiều cao thân dao | H | ISO/TS13399-3 71CF29883E014 |
| l1 | Hình 1 và Bảng 2 | Chiều dài chức năng | LF | ISO/TS13399-3 71DCD39338974 |
| re | Hình 1, 7.2 và Bảng 4 | Bán kính góc | RE | ISO/TS13399-2 71DD6C8ACA503 |
| gn | ISO 5609-2 ISO 5609-3 ISO 5609-4 ISO 5609-5 và ISO 5609-6 | Góc trước chính chuẩn | GAMN | ISO/TS13399-3 71CF2998EBD46 |
| ls | ISO 5609-2 ISO 5609-3 ISO 5609-4 ISO 5609-5 và ISO 5609-6 | Góc nghiêng | LAMS | ISO/TS13399-3 71D075754F8A3 |
| Kr | ISO 7509-1, Bảng 1 | Góc lưỡi cắt của dao | KAPR | ISO/TS13399-3 71D078F683C9B |
| S | ISO 7509-2 ISO 7509-3 ISO 7509-4 ISO 7509-5 và ISO 7509-6 | Chiều dày mảnh cắt | S | ISO/TS13399-2 71CE7A9F5308C |
| er | ISO 7509-1 Bảng 1 | Góc trong của mảnh cắt | EPSR | ISO/TS13399-2 71CE7A96BC122 |
| a Kích thước a được đo theo phương của l1. | ||||
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO 883, Indexable hardmetal (carbide) inserts with rounded corners, without fixing hole; Dimensions (Mảnh cắt hợp kim cứng (cacbit) thay thế có góc tròn, không có lỗ kẹp chặt - Kích thước).
[2] ISO 1832, Indexable inserts for cutting tools - Designation (Mảnh cắt thay thế dùng cho dao cắt - Ký hiệu).
[3] ISO 3364, Indexable hardmetal (carbide) inserts with rounded corners with cylindrical fixing hole - Dimensions (Mảnh cắt hợp kim cứng (cacbit) thay thế có góc tròn và lỗ hình trụ để kẹp chặt - Kích thước).
[4] ISO 6987, Indexable hand material inserts with round corners with partly cylindrical fixing hole - Dimensions (Mảnh cắt vật liệu cứng thay thế có góc tròn và một phần lỗ trụ kẹp chặt - Kích thước).
[5] ISO 9361-1, Indexable inserts for cutting tools - ceramic inserts with rounded corners - Part 1: Dimensions of inserts without fixing hole (Mảnh cắt thay thế dùng cho dao cắt - Mảnh cắt vật liệu gốm có góc tròn - Phần 1: Kích thước của mảnh cắt không có lỗ kẹp chặt).
[6] ISO 13399 (all parts), Cutting tools data representation and exchange (Trình bày và trao đổi các dữ liệu của dao cắt).
Bạn chưa Đăng nhập thành viên.
Đây là tiện ích dành cho tài khoản thành viên. Vui lòng Đăng nhập để xem chi tiết. Nếu chưa có tài khoản, vui lòng Đăng ký tại đây!
