- Tổng quan
- Nội dung
- Tiêu chuẩn liên quan
- Lược đồ
- Tải về
Tiêu chuẩn Quốc gia TCVN 11235 -1:2015 ISO 16120-1:2011 Thép thanh cuộn không hợp kim để chế tạo dây-Phần 1: Yêu cầu chung
| Số hiệu: | TCVN 11235 -1:2015 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Cơ quan ban hành: | Bộ Khoa học và Công nghệ | Lĩnh vực: | Công nghiệp |
|
Ngày ban hành:
Ngày ban hành là ngày, tháng, năm văn bản được thông qua hoặc ký ban hành.
|
2015 |
Hiệu lực:
|
Đã biết
|
| Người ký: | Đang cập nhật |
Tình trạng hiệu lực:
Cho biết trạng thái hiệu lực của văn bản đang tra cứu: Chưa áp dụng, Còn hiệu lực, Hết hiệu lực, Hết hiệu lực 1 phần; Đã sửa đổi, Đính chính hay Không còn phù hợp,...
|
Đã biết
|
TÓM TẮT TIÊU CHUẨN VIỆT NAM TCVN 11235 -1:2015
Nội dung tóm tắt đang được cập nhật, Quý khách vui lòng quay lại sau!
Tải tiêu chuẩn Việt Nam TCVN 11235 -1:2015
 Tiêu chuẩn Việt Nam TCVN 11235 -1:2015 PDF (Bản có dấu đỏ)
Tiêu chuẩn Việt Nam TCVN 11235 -1:2015 PDF (Bản có dấu đỏ) Tiêu chuẩn Việt Nam TCVN 11235 -1:2015 DOC (Bản Word)
Tiêu chuẩn Việt Nam TCVN 11235 -1:2015 DOC (Bản Word)TIÊU CHUẨN QUỐC GIA
TCVN 11235-1:2015
ISO 16120-1:2011
THÉP THANH CUỘN KHÔNG HỢP KIM ĐỂ CHẾ TẠO DÂY - PHẦN 1: YÊU CẦU CHUNG
Non-alloy steel wire rod for conversion to wire - Part 1: General requirements
Lời nói đầu
TCVN 11235-1:2015 hoàn toàn tương đương ISO 16120-1:2011.
TCVN 11235-1:2015 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 17, Thép biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ tiêu chuẩn TCVN 11235 (ISO 16120), Thép thanh cuộn không hợp kim để chế tạo dây bao gồm các phần sau:
- Phần 1: Yêu cầu chung.
- Phần 2: Yêu cầu riêng đối với thép thanh cuộn thông dụng.
- Phần 3: Yêu cầu riêng đối với thép thanh cuộn sôi và nửa lặng có hàm lượng cacbon thấp.
- Phần 4: Yêu cầu riêng đối với thép thanh cuộn dùng cho các ứng dụng đặc biệt.
THÉP THANH CUỘN KHÔNG HỢP KIM ĐỂ CHẾ TẠO DÂY - PHẦN 1: YÊU CẦU CHUNG
Non - alloy steel wire rod for conversion to wire - Part 1: General requirements
1. Phạm vi áp dụng
1.1. Tiêu chuẩn này áp dụng cho thép thanh cuộn bằng thép không hợp kim được sử dụng cho kéo và/hoặc cán nguội dây thép. Mặt cắt ngang của thép thanh cuộn có thể có dạng hình tròn, ô van, vuông, chữ nhật, hình sáu cạnh, hình tám cạnh, hình nửa tròn hoặc có hình dạng khác với kích thước danh nghĩa tối thiểu thường là 5 mm và một bề mặt trơn nhẵn.
1.2. Tiêu chuẩn này bao gồm các yêu cầu chung và không áp dụng cho các sản phẩm là đối tượng của các tiêu chuẩn hiện có hoặc đang được triển khai, ví dụ:
- Thép thanh cuộn bằng thép dành cho xử lý nhiệt;
- Thép thanh cuộn bằng thép dễ cắt gọt;
- Thép thanh cuộn bằng thép cho chồn nguội và kéo nguội;
- Thép thanh cuộn bằng thép cho sản xuất que hàn và các sản phẩm cho hàn;
- Thép thanh cuộn bằng thép cho lưới thép hàn để làm cốt bê tông;
- Thép thanh cuộn bằng thép cho sản xuất ổ bi và ổ đũa (xem ISO 683-17);
- Thép thanh cuộn bằng thép cho chế tạo dây thép làm lò xo có độ bền mỏi cao như lò xo xu pap.
1.3. Ngoài các yêu cầu của tiêu chuẩn này, cần áp dụng các yêu cầu kỹ thuật chung về cung cấp được quy định trong TCVN 4399 (ISO 404).
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn có ghi năm công bố thì áp dụng phiên bản đã nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thi áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi.
TCVN 197-1 (ISO 6892-1), Vật liệu kim loại - Thử kéo - Phần 1: Phương pháp thử ở nhiệt độ phòng.
TCVN 1660 (ISO 4885), Sản phẩm của hợp kim sắt - Nhiệt luyện - Từ vựng.
TCVN 1811 (ISO 14284), Thép và gang - Lấy mẫu và chuẩn bị các mẫu thử để xác định thành phần hóa học.
TCVN 4398 (ISO 377),Thép và các sản phẩm thép-Vị trí lấy mẫu, chuẩn bị phôi mẫu và mẫu thử cơ tính.
TCVN 4399:2008 (ISO 404:1992), Thép và sản phẩm thép - Yêu cầu kỹ thuật chung khi cung cấp.
TCVN 4507 (ISO 3887), Thép - Phương pháp xác định chiều sâu lớp thoát cacbon.
TCVN 7446-11), Thép - Phân loại - Phần 1: Phân loại thép không hợp kim và thép hợp kim trên cơ sở thành phần hóa học.
TCVN 7446-2 (ISO 4948-2), Thép - Phân loại - Phần 2: Phân loại thép không hợp kim và thép hợp kim theo cấp chất lượng chính và đặc tính hoặc tính chất sử dụng.
TCVN 11236 (ISO 10474), Thép và các sản phẩm thép - Tài liệu kiểm tra.
TCVN 11235-2 (ISO 16120-2), Thép thanh cuộn không hợp kim để chế tạo dây - Phần 2: Yêu cầu riêng cho thép thanh cuộn thông dụng.
TCVN 11235-3 (ISO 1612-3), Thép thanh cuộn không hợp kim để chế tạo dây - Phần 3: Yêu cầu riêng cho thép thanh cuộn bằng thép sôi và nửa lặng có thành phần cacbon thấp.
TCVN 11235-4 (ISO 16120-4), Thép thanh cuộn không hợp kim để chế tạo dây - Phần 4: Yêu cầu riêng cho thép thanh cuộn dùng trong các ứng dụng đặc biệt.
ISO 6929, Steel products - Vocabulary (Sản phẩm thép - Từ vựng).
ISO/TR 9769, Steel and iron - Review of available methods of analysis (Thép và gang - Xem lại phương pháp phân tích sẵn có).
ISO 16124, Steel wire rod - Dimensions and tolerances. (Dây thép - Kích thước và dung sai).
3. Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa được cho trong TCVN 4398 (ISO 377), TCVN 4399 (ISO 404), TCVN 1660 (ISO 4885), TCVN 7446-1, TCVN 7446-2 (ISO 4948-2) và ISO 6929 và các thuật ngữ định nghĩa sau.
3.1. Thanh cuộn (rod)
Sản phẩm cán nóng tính được cuộn ở trạng thái nóng thành các cuộn không đều nhau.
CHÚ THÍCH: Thanh được sử dụng cho mục đích kéo dây ở dạng cuộn thường được đặt tên là thanh để chế tạo dây thép.
3.2. Phân tích mẻ nấu (heat analysis)
Phân tích hóa học đại diện của mẻ nấu bằng phương pháp do nhà máy sản xuất thép quy định.
CHÚ THÍCH: Thuật ngữ được sửa cho thích hợp từ TCVN 4399 (ISO 404).
3.3. Phân tích sản phẩm (product analysis)
Phân tích hóa học được thực hiện trên một mẫu thử của sản phẩm được lấy sau nguyên công cán nóng lần cuối.
CHÚ THÍCH: Thuật ngữ được sửa cho thích hợp từ TCVN 4399 (ISO 404).
3.4. Peclit tấm (resolvable pearlite)
Cấu trúc hai pha trong đó ferit và cacbit sắt dạng tấm có thể quan sát được một cách dễ dàng bằng kỹ thuật soi kính hiển vi quang học trong một số điều kiện nhất định.
4. Phân loại
Việc phân loại các loại thép được đề cập trong tiêu chuẩn này phải theo chỉ dẫn trong TVCN 11235-2 (ISO 16120-2), TVCN 11235-3 (ISO 16120-3) và TVCN 11235-4 (ISO 16120-4) đối với các loại thép tương ứng.
5. Thông tin do khách hàng cung cấp
Khách hàng phải cung cấp các thông tin sau tại thời điểm yêu cầu và đơn đặt hàng để nhà cung cấp có thể tuân theo đúng các yêu cầu của TVCN 11235 (ISO 16120).
a) Số lượng được cung cấp;
b) Mặt cắt ngang và kiểu sản phẩm (thép thanh cuộn để chế tạo dây tròn, vuông, sáu cạnh v.v...);
c) Các kích thước danh nghĩa của thép thanh cuộn để chế tạo dây và cấp dung sai phù hợp với ISO 16124 (nếu có yêu cầu cấp dung sai khác như T1);
d) Viện dẫn tiêu chuẩn có liên quan, nghĩa là TCVN 11235-2 (ISO 16120-2);
e) Mác thép, bao gồm bất cứ các thay đổi nào và/hoặc sự bổ sung các nguyên tố khác mà TCVN 11235-2 (ISO 16120-2) và TCVN 11235-4 (ISO 16120-4) cho phép; đối với các loại thép theo TCVN 11235-2 (ISO 16120-2) và TCVN 11235-4 (ISO 16120-4) cũng có thể đặt hàng thép thanh cuộn để chế tạo dây theo độ bền kéo, xem Điều 3 và 4.6 của TCVN 11235-2 (ISO 16120-2) và Điều 3 và 4.8 của TCVN 11235-4 (ISO 16120-4).
f) Loại kiểm tra và tài liệu kiểm tra phù hợp với TCVN 11236 (ISO 10474) (hoặc phù hợp với các tiêu chuẩn vùng khác, ví dụ EN10204, xem thư mục tài liệu tham khảo);
g) Trạng thái bề mặt (nếu khác với trạng thái cán);
h) Kích thước và khối lượng của các cuộn;
i) Chỉ dẫn về kiểu tẩy gỉ (làm sạch bằng hóa học hoặc cơ học), khi thích hợp;
j) Lượng các nguyên tố hợp kim hóa vi lượng [xem TCVN 11235-2 (ISO 16120-2) và TCVN 11235-4 (ISO 16120-4) ], khi thích hợp;
k) Nếu thích hợp, cấp B đối với độ sâu thoát cacbon [xem TCVN 11235-4 (ISO 16120-4)]; nếu thông tin này không được nêu trong đơn hàng, chiều sâu thoát cacbon sẽ được cung cấp theo cấp A;
I) Tổ chức tế vi [xem TCVN 11235-4 (ISO 16120-4), 4.11], khi thích hợp;
m) Tính thích hợp cho mạ kẽm, nếu thích hợp;
n) Phù hợp cho kéo trực tiếp thành dây thép, khi thích hợp;
o) Hệ thống chất lượng (xem 7.2), khi thích hợp;
p) Phương pháp buộc và ghi nhãn, khi thích hợp.
Các mục g) đến p) là tùy chọn. Nếu khách hàng không muốn có bất cứ sự tùy chọn nào, nhà cung cấp phải cung cấp sản phẩm phù hợp với các điều kiện kỹ thuật cơ bản của các mục a) đến f).
Sau đây là hai ví dụ về đặt hàng.
VÍ DỤ 1: Cho các mác được đặt hàng theo thành phần hóa học, 100 tấn thép thanh cuộn để chế tạo dây tròn, đường kính danh nghĩa 12 mm với các dung sai kích thước theo ISO 16124, cấp T1, mác thép TCVN 11235-2 (ISO 16120-2) - C52D ở trạng thái cán có tài liệu kiểm tra 3.1B theo TCVN 11236 (ISO 10474).
100 tấn thép thanh cuộn tròn để chế tạo dây thép ISO 16124 - 12,0T1
TCVN 11235-2 (ISO 16120-2)- C52D2.
Tài liệu kiểm tra 3.1B TCVN 11236 (ISO 10474).
VÍ DỤ 2: Cho các mác thép được đặt hàng theo độ bền kéo, 200 tấn thép thanh cuộn tròn để chế tạo dây thép, đường kính danh nghĩa 5,5 mm với dung sai kích thước theo ISO 16124, cấp T1, mác thép TCVN 11235-4 (ISO 16120-4) - C##D2 có độ bền kéo 1020 Mpa ở trạng thái cán với tài liệu kiểm tra 3.1B theo TCVN 11236 (ISO 10474).
200 tấn thép thanh cuộn tròn để chế tạo dây thép ISO 16124 - 5,5T1.
TCVN 11235-4 (ISO 16120-4) - C##D2 - 1020.
Tài liệu kiểm tra 3.1B TCVN 11236 (ISO 10474).
CHÚ THÍCH: ## nghĩa là “được để có khoảng trống” vì hàm lượng cacbon do nhà máy cung cấp quy định và nhà máy cung cấp chỉ ra số chính xác của ## dựa trên ký hiệu của mác thép tới khi xếp hàng xuống tàu. Về ký hiệu của mác thép, xem Bảng 1 của TCVN 11235-2 (ISO 16120-2) và TCVN 11235-4 (ISO 16120-4).
6. Quá trình sản xuất
Theo yêu cầu của khách hàng tại thời điểm yêu cầu và đơn đặt hàng, khách hàng phải được biết về luyện thép và quá trình chế tạo. Các quá trình này được thỏa thuận riêng và không được thay đổi trước khi có sự thỏa thuận của khách hàng.
7. Yêu cầu
7.1. Quy định chung
Các nhà cung cấp phải có trách nhiệm kiểm tra, khi sử dụng các phương tiện mà họ cho là thích hợp, các sản phẩm của mình phù hợp với các tiêu chí chất lượng khác nhau đã được quy định. Xét về các khó khăn thực tế trong kiểm tra một cuộn thép thanh cuộn để chế tạo dây dọc theo toàn bộ chiều dài của nó thì không thể chứng minh được rằng đã tìm thấy giá trị lớn hơn các giới hạn quy định trong toàn bộ cuộn thép thanh cuộn. Do đó có thể có sự thỏa thuận giữa khách hàng và nhà sản xuất về phương pháp đánh giá chất lượng theo thống kê áp dụng cho tất cả các cuộn thép thanh cuộn tại thời điểm đặt hàng.
7.2. Hệ thống chất lượng
Nếu có sự thỏa thuận giữa nhà cung cấp và khách hàng tại thời điểm yêu cầu và đơn đặt hàng, thép thanh cuộn để chế tạo dây được cung cấp phải được chế tạo theo một hệ thống chất lượng được chấp nhận.
7.3. Phương pháp cung cấp
Thép thanh cuộn để chế tạo dây phải được cung cấp theo mẻ nấu hoặc một phần của mẻ nấu. Trừ khi có quy định khác, số lượng các mẻ nấu cho một lần cung cấp nên được giảm tới mức tối thiểu có thể thực hiện được.
7.4. Điều kiện cung cấp
Thép thanh cuộn để chế tạo dây phải được cung cấp ở trạng thái cán, được quấn thành cuộn có một chiều dài liên tục với các vòng quấn không thẳng hàng nhưng có thể gỡ ra một cách đều đặn trong quá trình gia công tiếp sau.
Các cuộn thép thanh cuộn phải được cắt bớt đi ở cả hai đầu mút để tạo cho sản phẩm có hình dạng và tính chất đồng đều.
8. Kích thước, khối lượng và dung sai
Các kích thước, khối lượng và dung sai của thép thanh cuộn để chế tạo dây phải phù hợp với các yêu cầu của ISO 16124.
9. Kiểm tra
9.1. Kiểm tra và tài liệu kiểm tra
Kiểm tra và tài liệu kiểm tra phải phù hợp với TCVN 4399 (ISO 404) và TCVN 11236 (ISO 10474).
9.2. Sự mở rộng kiểm tra
Nếu đơn đặt hàng có kèm theo yêu cầu về chứng chỉ kiểm tra hoặc báo cáo kiểm tra thì phải thực hiện kiểm tra phù hợp với Bảng 1. Nếu đơn đặt hàng yêu cầu tài liệu kiểm tra 3.1C hoặc 3.2, khách hàng phải cung cấp cho nhà sản xuất tên và địa chỉ của tổ chức hoặc người được chỉ định thực hiện việc kiểm tra.
Bảng 1 - Mở rộng kiểm tra
| Đối tượng kiểm tra | Thép thanh để chế tạo dây thép thông dụng TCVN 11235-2 (ISO 16120-2) | Thép thanh bằng thép sôi và nửa lặng có hàm lượng cacbon thấp TCVN 11235-3 (ISO 16120-3) | Thép thanh để chế tạo dây thép dùng cho các ứng dụng đặc biệt TCVN 11235-4 (ISO 16120-4) |
| Các điểm gián đoạn trên bề mặt | 0 | 0 | 0 |
| Sự thoát cacbon | - | - | 0 |
| Tạp chất phi kim loại | - | 0 | 0 |
| Sự thiên tích của lõi | 0 | - | 0 |
| Phân tích sản phẩm | 0 | 0 | 0 |
| Giới hạn bền kéo | 0 | 0 | 0 |
| Tổ chức tế vi | - | - | 0a |
| -: không thực hiện 0: chỉ được thực hiện nếu một phần của các sự lựa chọn được thỏa thuận tại thời điểm đặt hàng | |||
| a Xem Phụ lục D | |||
9.3. Đơn vị chấp nhận, số lượng mẫu thử và phôi mẫu thử
Nếu không có quy định khác, đơn vị chấp nhận bao gồm thép thanh cuộn để chế tạo dây có cùng một kích thước mặt cắt ngang, thuộc cùng một mẻ nấu và được cán trong cùng một lô cán liên tục.
Nếu có yêu cầu phải kiểm tra riêng, phải áp dụng số lượng các mẫu thử và phôi mẫu thử được cho trong Bảng 2. Đối với các thép thanh cuộn dùng cho các ứng dụng đặc biệt, có thể lựa chọn theo thỏa thuận một tần suất lấy mẫu cao hơn. Nếu không có yêu cầu phải kiểm tra riêng, có thể sử dụng các dữ liệu thống kê về chất lượng sử dụng hoặc các dữ liệu thích hợp.
Bảng 2 - Đơn vị chấp nhận và số lượng các mẫu thử và phôi mẫu thử
| Loại yêu cầu | Số lượng các phôi mẫu thử và mẫu thử |
| Phân tích sản phẩm | 3, từ 3 cuộn khác nhau thuộc cùng một mẻ nấu, nhưng không cần thiết phải được cán trong cùng một lô cán liên tục a |
| Độ sâu cho phép của các điểm gián đoạn trên bề mặt Độ sâu thoát cacbon cho phép Tạp chất phi kim loại Giới hạn bền kéo Tổ chức tế vi | 1 trên 20 t với tối thiểu là 3 và tối đa là 5 trên một đơn vị chấp nhận a |
| Sự thiên tích của tâm lõi | 10 b |
| a Có thể thỏa thuận về số lượng mẫu thử khác giữa nhà cung cấp và khách hàng tại thời điểm đặt hàng tùy thuộc vào khả năng gia công. b Có thể thỏa thuận về số lượng mẫu thử được kiểm tra giữa nhà cung cấp và khách hàng, số lượng tối thiểu được ưu tiên là 10. | |
9.4. Lấy mẫu và chuẩn bị phôi mẫu thử và mẫu thử
9.4.1. Thành phần hóa học
Khi đã thỏa thuận phải kiểm tra thành phần hóa học của sản phẩm, phải thực hiện việc lấy mẫu và chuẩn bị các mẫu thử cho phân tích mẻ nấu phù hợp với TCVN 1811 (ISO 14284).
9.4.2. Giới hạn bền kéo
Nếu đã thỏa thuận thực hiện phép thử kéo, phải lấy mẫu thử và chuẩn bị mẫu thử phù hợp với TCVN 4398 (ISO 377).
9.4.3. Sự thoát cacbon, các điểm gián đoạn trên bề mặt, tạp chất phi kim loại, sự thiên tích của lõi và tổ chức tế vi
Để kiểm tra sự thoát cacbon, các điểm gián đoạn trên bề mặt, các tạp chất phi kim loại, sự thiên tích của lõi và tổ chức tế vi, số lượng yêu cầu của các phôi mẫu thử phải được lấy từ một đầu mút của các cuộn thép thanh cuộn riêng được cắt ra. (Xem 7.4).
9.5. Phương pháp thử
9.5.1. Thành phần hóa học
Các phương pháp phân tích mẻ nấu phải phù hợp với ISO/TR 9769. Các phương pháp được áp dụng cho kiểm tra việc phân tích sản phẩm phải được thỏa thuận tại thời điểm đặt hàng. Trong trường hợp có sự tranh chấp về các phương pháp phân tích, phải xác định thành phần hóa học phù hợp với một phương pháp chuẩn.
9.5.2. Giới hạn bền kéo
Phép thử kéo được thực hiện trên thép thanh cuộn để chế tạo dây ở trạng thái cán phù hợp với TCVN 197-1 (ISO 6892-1)
9.5.3. Các điểm gián đoạn trên bề mặt
Phương pháp được sử dụng để làm lộ ra và đo các điểm gián đoạn trên bề mặt phải do nhà cung cấp lựa chọn.
9.5.4. Sự thoát cacbon
Thử nghiệm về sự thoát cacbon phải được thực hiện trên thép thanh cuộn để chế tạo dây ở trạng thái cán phù hợp với TCVN 4507 (ISO 3887). Kiểm tra sự thoát cacbon bằng kính hiển vi với độ phóng đại ưu tiên 200x trên một phôi mẫu thử kim tương ở mặt cắt ngang đã được tẩm thực thích hợp.
Độ sâu thoát cacbon của mẫu thử được xem xét là giá trị trung bình của tám giá trị đo tại các đầu mút của bốn đường kính (hoặc đường chéo) được định vị cách nhau 45o, bắt đầu từ vùng thoát cacbon lớn nhất và tránh bắt đầu từ một vùng có khuyết tật. Trong tính toán giá trị trung bình nêu trên, bất cứ điểm đo nào trong bảy điểm đo còn lại được đặt ở một điểm gián đoạn cục bộ trên bề mặt cũng không được tính đến trong tính toán. Độ sâu thoát cacbon được đo vuông góc với bề mặt của phôi mẫu thử.
9.5.5. Tạp chất phi kim loại
Phải thực hiện các phép thử trên thép thanh cuộn để chế tạo dây ở trạng thái cán phù hợp với 5.5 của TCVN 11235-3 (ISO 16120-3) và với 4.6 của TCVN 11235-4 (ISO 16120-4).
9.5.6. Sự thiên tích của lõi
Phương pháp xác định sự thiên tích của lõi là kiểm tra thô đại trên tiết diện ngang của mẫu thử như đã mô tả trong Phụ lục A.
9.5.7. Tổ chức tế vi
Phải thực hiện các phép thử trên thép thanh cuộn để chế tạo dây ở trạng thái cán. Phương pháp để xác định tổ chức tế vi phải được thực hiện như đã quy định trong Phụ lục D.
9.6. Thử lại
Các phép thử lại thép thanh cuộn để chế tạo dây và các chuẩn chấp nhận của chúng nên theo quy định trong TCVN 4399 (ISO 404).
10. Ghi nhãn
Mỗi cuộn thép thanh trong mỗi lô hàng gửi đi phải được ghi nhãn với các thông tin sau:
a) Các kích thước mặt cắt ngang của thép thanh cuộn;
b) Mác thép;
c) Số liệu mẻ nấu;
d) Tên và/hoặc biểu tượng của nhà máy cung cấp;
e) Bất cứ thông tin nào được thỏa thuận tiếp theo.
Trừ khi có sự thỏa thuận khác giữa các bên có liên quan, việc ghi nhãn phải chịu được sự tẩy gỉ. Tuổi thọ của nhãn dùng cho ghi nhãn phải được thỏa thuận giữa các bên tại thời điểm đặt hàng.
11. Sự tranh chấp
Xem TCVN 4399 (ISO 404).
Phụ lục A
(Quy định)
Xác định sự thiên tích của lõi
A.1. Phạm vi áp dụng
Phụ lục này áp dụng cho thép thanh cuộn để chế tạo dây được chế tạo từ thép đúc liên tục có hàm lượng cacbon tối thiểu là 0,40 % và được quy định trong tiêu chuẩn này. Phương pháp được mô tả dưới đây là phương pháp ảnh chụp thô đại để xác định và đánh giá sự thiên tích của lõi xuất hiện trong thép thanh cuộn bằng thép đúc liên tục có hàm lượng cacbon cao bằng cách làm lộ ra sự thiên tích của cacbon.
A.2. Thuật ngữ và định nghĩa
Phụ lục này áp dụng thuật ngữ và định nghĩa sau.
A.2.1. Sự thiên tích của lõi (core segregation)
Sự thay đổi cục bộ trong thành phần hóa học dễ nhận thấy trên một mặt cắt ngang của thép thanh cuộn để chế tạo dây bằng kiểm tra ảnh chụp thô đại có liên quan chủ yếu đến sự thiên tích do quá trình đông đặc khi đúc liên tục.
CHÚ THÍCH 1: Vì lý do này, một phép kiểm tra dành riêng cho sự thiên tích cacbon của lõi sẽ làm bộc lộ ra sự hiện diện của chia tách.
CHÚ THÍCH 2: Một kỹ thuật khác được sử dụng để đánh giá xementit ở ranh giới hạt (hiện tượng này có hại cho gia công tiếp sau), sự tạo thành xêmentit ở ranh giới hạt có liên quan đến sự thiên tích cacbon và tới độ làm nguội sau khi cán thép thanh cuộn. Tuy nhiên, không nên nhầm lẫn sự tạo thành xementit ở ranh giới hạt với sự thiên tích của lõi.
A.3. Nguyên lý
Tính không đồng nhất hóa học được biểu lộ khi tẩm thực hóa học một mặt cắt ngang của thép thanh cuộn để chế tạo dây khi sử dụng dung dịch nital.
Ảnh quan sát được bằng kiểm tra ảnh vĩ mô được so sánh với các ảnh trong biểu đồ chuẩn và được phân loại một cách thích hợp.
A.4. Chuẩn bị mẫu thử
A.4.1. Cắt
Bề mặt được kiểm tra là một tiết diện ngang từ mỗi mẫu thử được kiểm tra. Tiết diện này được tạo ra bằng cách cắt dần ở tốc độ thấp. Phải luôn luôn tránh sự nung nóng quá mức bằng làm nguội một cách thích hợp.
A.4.2. Đánh bóng
Mẫu thử được đánh bóng theo từng nấc bằng sử dụng các bột mài có chia độ và được hoàn thiện bằng bột kim cương mịn có cỡ hạt 1 μm.
Sau khi đánh bóng như gương, mẫu thử được rửa sạch cẩn thận bằng nước và được sấy khô bằng cồn.
A.4.3. Tẩm thực
Dung dịch nital là một dung dịch có 2 ml axit nitric (ρ20 = 1,33 g/ml) trong 100 ml ethanol.
Bề mặt đánh bóng được tẩm thực ở nhiệt độ môi trường trong dung dịch nital trong thời gian tối thiểu 10 s tới khi bề mặt được ăn mòn rõ rệt.
Sau khi tẩm thực, sấy khô bề mặt bằng cồn.
A.4.4. Đánh giá sự thiên tích
Quan sát bề mặt được tẩm thực bằng kính hiển vi hai thị kính khi sử dụng sự chiếu sáng dưới một góc nhỏ với độ phóng đại sao cho thu được cùng một kích thước như kích thước trong biểu đồ chuẩn.
Các hình ảnh trong biểu đồ là các chuẩn tham chiếu giới hạn cho mỗi cấp có liên quan.
Các hình ảnh thực được so sánh, xác định vị trí và phân cấp trong biểu đồ chuẩn. Chúng được phân loại vào cấp của hình ảnh chuẩn tham chiếu bằng hoặc xấu hơn hình ảnh được quan sát.
A.4.5. Cấp thiên tích
Xem Hình A1.
Biểu đồ chuẩn tham chiếu giới thiệu 5 cấp thiên tích
- Cấp 1: không có vùng thiên tích;
- Cấp 2: thiên tích ở lõi với độ tương phản nhẹ (màu xám trung bình);
- Cấp 3: thiên tích ở lõi với độ tương phản trung bình (màu xám sẫm);
- Cấp 4: thiên tích ở lõi với độ tương phản rõ rệt (lõi hơi đen);
- Cấp 5: thiên tích ở lõi với độ tương phản nặng (lõi đen).
A.4.6. Đánh giá các kết quả thử
Thường nhận thấy rằng phần lớn các kết quả được yêu cầu dùng cho đánh giá bằng thống kê sự thiên tích ở lõi của một mẻ nấu hoặc một đợt xếp hàng xuống tàu. Sự thiên tích rõ rệt ở lõi trên một mẫu thử riêng chỉ là giá trị giới hạn. Vì lý do này và để hạn chế số lượng các phép thử tới một mức tiết kiệm chấp nhận được nên dùng phương pháp xác định sự thiên tích như một phần của một hệ thống chất lượng.

Hình A1 - Biểu đồ chuẩn tham chiếu đối với sự thiên tích ở lõi
Phụ lục B
(Tham khảo)
Đo các điểm gián đoạn trên bề mặt
B.1. Lời giới thiệu
Phụ lục này áp dụng cho tất cả các loại thép thanh cuộn để chế tạo dây được quy định trong TCVN 11235-2 (ISO 16120-2), TCVN 11235-3 (ISO 16120-3) và TCVN11235-4 (ISO 16120-4). Phương pháp đã mô tả là phương pháp chụp ảnh tổ chức tế vi dùng để xác định và đánh giá độ lớn của các điểm gián đoạn trên bề mặt như đã mô tả trong B.2 đến B.4.
B.2. Thuật ngữ và định nghĩa
Phụ lục này áp dụng thuật ngữ và định nghĩa sau.
B.2.1. Điểm gián đoạn trên bề mặt (surface discontinuity)
Bất cứ chỗ gián đoạn nào có thể đo được ở bề mặt của thép thanh cuộn để chế tạo dây được tạo ra tại một vài điểm trong quá trình chế tạo
B.3. Nguyên lý
Các điểm gián đoạn trên bề mặt được bộc lộ ra bằng kiểm tra, khi sử dụng một kính hiển vi, một tiết diện đã đánh bóng của thép thanh cuộn để chế tạo dây. Tiết diện đã đánh bóng có thể được tẩm thực.
B.4. Chuẩn bị mẫu thử
B.4.1. Cắt
Bề mặt được kiểm tra là một mặt cắt ngang
B.4.2. Đánh bóng
Mẫu thử được đánh bóng theo từng nấc bằng sử dụng các bột mài có chia độ và được gia công hoàn thiện bằng bột kim cương mịn.
Sau khi đánh bóng như gương, mẫu thử được rửa sạch cẩn thận bằng nước, được làm sạch bằng cồn và sấy khô.
B.4.3. Tẩm thực
Mẫu thử có thể được kiểm tra ở trạng thái được tẩm thực hoặc không được tẩm thực. Nếu được khắc ăn mòn, sử dụng chất khắc ăn mòn là nital, đó là một dung dịch gồm có 2 ml nitric axit (ρ20 = 1,33 g/ml) trong 100 ml ethanol. Bề mặt đã đánh bóng được tẩm thực ở nhiệt độ môi trường trong dung dịch khắc ăn mòn trong thời gian tối thiểu là 10 s hoặc tới khi bề mặt được khắc ăn mòn rõ rệt. Sau khi tẩm thực, bề mặt được làm sạch bằng cồn và được sấy khô.
B.4.4. Đánh giá độ sâu của điểm gián đoạn trên bề mặt
Quan trắc bề mặt bằng kính hiển vi quang học ở độ khuếch đại thích hợp đối với đường kính của thép thanh cuộn và độ sâu của điểm gián đoạn. Phải kiểm tra toàn bộ chu vi của phôi mẫu thử.
B.4.5. Báo cáo kết quả
Có thể báo cáo kết quả theo hai cách “độ sâu hướng kính” hoặc “chiều dài thực”.
Độ sâu hướng kính:
- Được định nghĩa là khoảng cách giữa bề mặt của thép thanh cuộn để chế tạo dây và điểm kết thúc của sự gián đoạn, được đo dọc theo một bán kính như đã chỉ dẫn trên Hình B.1.
Chiều dài thực:
- Được định nghĩa là khoảng cách từ điểm tại đó sự gián đoạn làm cho bề mặt bị nứt vỡ ra tới điểm kết thúc của gián đoạn (xem Hình B.2). Trong trường hợp sự gián đoạn không theo đường thẳng cần sử dụng một phương pháp thích hợp bằng cách chia khoảng cách gián đoạn thành một số đoạn thẳng, sau đó cộng các chiều dài riêng lại (xem Hình B.3).
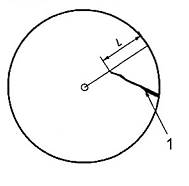
CHÚ DẪN:
1 điểm gián đoạn
L độ sâu hướng kính
Hình B.1 - Đo các điểm gián đoạn trên bề mặt: Trường hợp 1

CHÚ DẪN:
1 điểm gián đoạn
Lr chiều dài thực
Hình B.2 - Đo các điểm gián đoạn trên bề mặt: Trường hợp 2

CHÚ DẪN:
1 điểm gián đoạn
Lr chiều dài thực
Lr = L1 + L2 + L3
Hình B.3 - Đo các điểm gián đoạn trên bề mặt: Trường hợp 3
Phụ lục C
(Tham khảo)
Hư hỏng cơ học
C.1. Lời giới thiệu
Phụ lục này dùng để cung cấp thông tin liên quan đến các kiểu và dạng bên ngoài của hư hỏng cơ học trên thép thanh cuộn để chế tạo dây. Nếu hư hỏng đủ nghiêm trọng thì có thể dẫn đến phá hủy thép thanh cuộn trong quá trình kéo hoặc trong quá trình gia công tiếp sau.
C.2. Thuật ngữ và định nghĩa
Phụ lục này áp dụng thuật ngữ sau.
C.2.1. Hư hỏng cơ học (mechanical damage)
Bất cứ chỗ tiếp xúc nào có thể thấy rõ trên thép thanh cuộn để chế tạo dây sau nguyên công cán và làm nguội, nghĩa là trong quá trình xử lý tiếp theo của cuộn thép thanh cuộn, tạo ra dấu vết trên bề mặt.
CHÚ THÍCH: Chỗ tiếp xúc có thể được tạo ra bởi mài mòn hoặc va đập và có thể xảy ra giữa các cuộn thép thanh cuộn hoặc giữa cuộn thép thanh cuộn và bất cứ vật liệu nào khác có thể gây ra hư hỏng (bê tông, thép hoặc các vật liệu khác).
C.3. Hình minh họa hư hỏng cơ học và hậu quả
C.3.1. Kiểu hư hỏng và các nguyên nhân
Có ba kiểu hư hỏng được chỉ dẫn trên các Hình C.1 đến C.3.

Hình C.1 - Hư hỏng vì mài (cọ) mòn do sự tiếp xúc giữa các cuộn phôi với nhau

Hình C.2 - Hư hỏng do tiếp xúc gây mòn với sàn bê tông

Hình C.3 - Hư hỏng do tiếp xúc giữa các cuộn phôi trong quá trình xếp thành chồng
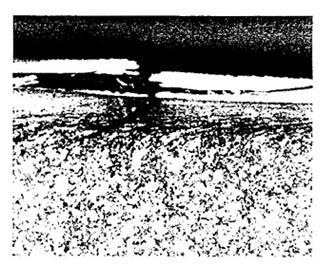
C.3.2. Hậu quả của hư hỏng cơ học
Hình C.4 chỉ ra vùng hư hỏng cơ học trên bề mặt của thép thanh cuộn (được chỉ thị bằng mũi tên) đã đóng vai trò như điểm bắt đầu của quá trình xảy ra đứt gãy. Các Hình C.5 và C.6 là các ảnh chụp qua kính hiển vi (ở các độ phóng đại x18 và x118) cho thấy hư hỏng cơ học có thể gắn liền với mactensit có ma sát, kết quả của sự tiếp xúc gây mòn giữa bề mặt của thép thanh cuộn để chế tạo dây và vật liệu có độ cứng cao hơn.

Hình C.4 - Hư hỏng cơ học trên bề mặt của thép thanh cuộn (được chỉ thị bằng mũi tên)

Hình C.5 - Ảnh chụp qua kính hiển vi (có độ phóng đại x18) của hư hỏng cơ học
Hình C.6 - Ảnh chụp qua kính hiển vi (có độ phóng đại x118) của hư hỏng cơ học
C.4. Phòng tránh hư hỏng cơ học
Các biện pháp trong C.4.1 đến C.4.3 thường được chấp nhận để tránh hư hỏng cơ học trong các giai đoạn xử lý khác nhau sau khi thép thanh cuộn được dỡ tải khỏi dây chuyền sản xuất
C.4.1. Vận chuyển các cuộn thép thanh cuộn (nghĩa là nâng, chất tải, dỡ tải)
a) Bề mặt tiếp xúc giữa cơ cấu vận chuyển (cơ cấu móc C, hoặc xe đẩy có tời nâng) và cuộn phôi nên được chế tạo bằng thép mềm hoặc được lắp với lớp lót bằng nhôm hoặc vật “liệu mềm” khác.
b) Các cuộn phôi nên được nâng lên theo phương thẳng đứng để tránh cọ vào mặt đất, kết cấu thép hoặc các cuộn phôi khác.
c) Bộ dây treo nên được chế tạo bằng vật liệu sợi dệt hoặc vật liệu phi kim loại khác. Nếu không tránh được phải sử dụng xích hoặc cáp thì chúng nên có lớp phủ hoặc có lớp vỏ bọc bằng chất dẻo hoặc vật liệu không có hại khác.
C.4.2. Bảo quản cuộn thép thanh cuộn
a) Cuộn phôi nên được lưu trữ trên gỗ, thảm cao su, hoặc vật liệu nhẹ khác. Miếng đệm “mềm” (làm bằng gỗ ép hoặc bìa cứng) nên được đặt giữa các cuộn phôi.
b) Trường hợp cuộn phôi được xếp chồng lên phía trên của mỗi lớp khác, miếng đệm “mềm” [như trong C.4.2, a)] nên được sử dụng giữa các lớp.
c) Đối với những mác thép của dây mà có chất lượng bề mặt đặc biệt, nên lưu giữ theo lớp đơn.
C.4.3. Vận chuyển
a) Các cuộn phôi nên được bảo quản trên gỗ, vật liệu cao su hoặc các vật liệu mềm khác. Nên đặt các đệm ngăn cách “mềm” (được chế tạo bằng bìa cứng hoặc bìa cac-tông) giữa các cuộn phôi.
b) Tối thiểu, sàn của xe đẩy/toa xe/tàu thuyền phải làm bằng gỗ hoặc vật liệu không độc hại khác hoặc được bảo vệ bằng các vật liệu tương tự.
c) Nên đặt các đêm ngăn cách “mềm” [như đã nêu trong C.4.2, mục a)] thẳng đứng giữa các cuộn phôi để ngăn ngừa hư hỏng do mài mòn giữa các cuộn phôi. (Chuyển động của các cuộn phôi trong quá trình vận chuyển có thể dẫn đến hư hỏng đáng kể do mài mòn nếu biện pháp nêu trên không được chấp nhận).
d) Khi các cuộn phôi đã được chẳng buộn bằng đai vào một vị trí cố định để bảo đảm an toàn cho vận chuyển, vật liệu làm đai buộc nên là vật liệu mềm hơn thép (ví dụ, hàng dệt).
Phụ lục D
(Tham khảo)
Xác định tỷ lệ phần trăm của peclit hòa tan
D.1. Phạm vi áp dụng
Phụ lục này áp dụng cho thép thanh cuộn để chế tạo dây được chế tạo từ thép cán liên tục có hàm lượng cacbon lớn hơn 0,40 %. Phương pháp được mô tả là phương pháp chụp ảnh tổ chức tế vi để xác định và đánh giá tỷ lệ phần trăm của peclit hòa tan hiện diện trong thép thanh cuộn để chế tạo dây có hàm lượng cacbon cao bằng cách làm lộ ra và đánh giá tổ chức tế vi của thép.
D.2. Nguyên lý
Peclit hòa tan được làm lộ ra bằng tẩm thực hóa học một tiết diện đã được đánh bóng của thép thanh cuộn để chế tạo dây khi sử dụng chất khắc ăn mòn thích hợp.
D.3. Chuẩn bị mẫu thử
D.3.1. Cắt
Bề mặt được kiểm tra chỉ có thể là một mặt cắt dọc hoặc ngang.
D.3.2. Đánh bóng
Mẫu thử được đánh bóng theo từng nấc (bước) bằng sử dụng các bột mài có chia độ và được gia công hoàn thiện bằng bột kim cương mịn.
Sau khi đánh bóng như gương, mẫu thử được rửa sạch cẩn thận bằng nước, được làm sạch bằng cồn và được sấy khô.
D.3.3. Tẩm thực
Có thể sử dụng một trong hai chất tẩm thực
a) Một chất tẩm thực picral, đó là một dung dịch bão hòa của axit picric trong ethanol.
b) Một chất tẩm thực nital, đó là một dung dịch 2 ml axit nitric (ρ20 = 1,33 g/ml) trong 100 ml ethanol.
Bề mặt đã đánh bóng được tẩm thực ở nhiệt độ môi trường xung quanh trong dung dịch khắc ăn mòn trong thời gian tối thiểu là 10 s hoặc tới khi bề mặt được khắc ăn mòn rõ rệt. Sau khi tẩm thực, bề mặt được làm sạch bằng cồn và được sấy khô.
D.4. Đánh giá tỷ lệ phần trăm của peclit hòa tan
Quan sát bề mặt đã được tẩm thực bằng kính hiển vi quang học ở độ khuếch đại x500 khi sử dụng một khẩu độ số 0,8. Nguồn ánh sáng phải là ánh sáng trắng nhưng có thể sử dụng nguồn ánh sáng khác.
Phải kiểm tra vùng tiêu biểu của mẫu thử. Vùng mẫu thử được kiểm tra nên ở giữa lõi và bề mặt (1/2 bán kính). Cần đánh giá 500 điểm riêng biệt.
Trong ảnh chụp qua kính hiển vi dưới đây (Hình D.1: độ phóng đại x500), cấu trúc peclit được xem như không hòa tan, nhưng có các vùng nhỏ peclit hòa tan (trong đó có thể phân biệt được các lưới ferit và xementit).

Hình D.1 - Cấu trúc peclit với phần lớn peclit không hòa tan và các vùng nhỏ peclit hòa tan (x500)
D.5. Báo cáo kết quả
Nếu có yêu cầu của khách hàng, phải báo cáo lượng peclit hòa tan, tính bằng phần trăm trong chứng chỉ.
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO 683 - 17, Heat treated steels, alloy steels and free - cutting steels - Part 17: Ball and roller bearing steels. (Thép, thép hợp kim và thép tự động đã xử lý nhiệt - Phần 17: Thép ổ bi và ổ đũa).
[2] EN 10204, Metallic products - Types of inspection documents. (Sản phẩm kim loại - Các loại tài liệu kiểm tra).
1) Tham khảo ISO 4948-1. Trong Bảng 1 của TCVN 7446-1, hàm lượng các nguyên tố nhôm (AI), coban (Co), silic (Si)
Bạn chưa Đăng nhập thành viên.
Đây là tiện ích dành cho tài khoản thành viên. Vui lòng Đăng nhập để xem chi tiết. Nếu chưa có tài khoản, vui lòng Đăng ký tại đây!
