- Tổng quan
- Nội dung
- Tiêu chuẩn liên quan
- Lược đồ
- Tải về
Tiêu chuẩn Quốc gia TCVN 11190:2015 ISO 6779:1981 Điều kiện nghiệm thu máy chuốt trong thẳng đứng-Kiểm độ chính xác
| Số hiệu: | TCVN 11190:2015 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Cơ quan ban hành: | Bộ Khoa học và Công nghệ | Lĩnh vực: | Công nghiệp |
|
Ngày ban hành:
Ngày ban hành là ngày, tháng, năm văn bản được thông qua hoặc ký ban hành.
|
2015 |
Hiệu lực:
|
Đã biết
|
| Người ký: | Đang cập nhật |
Tình trạng hiệu lực:
Cho biết trạng thái hiệu lực của văn bản đang tra cứu: Chưa áp dụng, Còn hiệu lực, Hết hiệu lực, Hết hiệu lực 1 phần; Đã sửa đổi, Đính chính hay Không còn phù hợp,...
|
Đã biết
|
TÓM TẮT TIÊU CHUẨN VIỆT NAM TCVN 11190:2015
Nội dung tóm tắt đang được cập nhật, Quý khách vui lòng quay lại sau!
Tải tiêu chuẩn Việt Nam TCVN 11190:2015
 Tiêu chuẩn Việt Nam TCVN 11190:2015 PDF (Bản có dấu đỏ)
Tiêu chuẩn Việt Nam TCVN 11190:2015 PDF (Bản có dấu đỏ) Tiêu chuẩn Việt Nam TCVN 11190:2015 DOC (Bản Word)
Tiêu chuẩn Việt Nam TCVN 11190:2015 DOC (Bản Word)TIÊU CHUẨN QUỐC GIA
TCVN 11190:2015
ISO 6779:1981
ĐIỀU KIỆN NGHIỆM THU MÁY CHUỐT TRONG THẲNG ĐỨNG - KIỂM ĐỘ CHÍNH XÁC
Acceptance conditions for broaching machines of vertical internal type - Testing of accuracy
Lời nói đầu
TCVN 11190:2015 hoàn toàn tương đương với ISO 6779:1981.
TCVN 11190:2015 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 39 Máy công cụ biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
ĐIỀU KIỆN NGHIỆM THU MÁY CHUỐT TRONG THẲNG ĐỨNG - KIỂM ĐỘ CHÍNH XÁC
Acceptance conditions for broaching machines of vertical internal type - Testing of accuracy
1 Phạm vi áp dụng
Tiêu chuẩn này quy định cả các phép kiểm thăng bằng ban đầu và các phép kiểm hình học cho các máy công dụng chung và độ chính xác thường, có tham chiếu TCVN 7011-1 (ISO 230-1) và đưa ra các sai lệch cho phép tương ứng cho các phép kiểm đó. Tiêu chuẩn này cũng đưa ra thuật ngữ sử dụng cho các bộ phận chính của máy1).
Tiêu chuẩn này chỉ áp dụng để kiểm tra xác nhận độ chính xác của máy, không áp dụng để kiểm vận hành máy (độ rung, độ ồn bất thường, chuyển động giật cục của các bộ phận,...) hoặc không áp dụng để kiểm các đặc tính của máy (như tốc độ quay, lượng chạy dao,...), các phép kiểm này thường được thực hiện trước khi kiểm độ chính xác của máy.
2 Tài liệu viện dẫn
Các tài liệu viện dẫn sau là cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi (nếu có).
TCVN 7011-1 (ISO 230-1) Quy tắc kiểm máy công cụ - Phần 1: Độ chính xác hình học của máy khi vận hành trong điều kiện không tải hoặc gia công tinh.
3 Lưu ý ban đầu
3.1 Trong tiêu chuẩn này, tất cả các kích thước và các sai lệch cho phép được tính bằng milimét và inch.
3.2 Để áp dụng tiêu chuẩn này, cần tham chiếu tiêu chuẩn TCVN 7011-1 (ISO 230-1), đặc biệt là việc lắp đặt máy trước khi kiểm nghiệm thu, làm nóng các bộ phận chuyển động, mô tả các phương pháp đo và độ chính xác khuyến nghị của thiết bị kiểm.
3.3 Trình tự các phép kiểm hình học trong tiêu chuẩn này được đưa ra theo các bộ phận lắp của máy và không quy định thứ tự kiểm thực tế. Để lắp đặt các dụng cụ hoặc đồng hồ đo dễ dàng, các phép kiểm có thể được thực hiện theo thứ tự bất kỳ.
3.4 Khi kiểm máy, không phải lúc nào cũng cần thiết phải thực hiện tất cả các phép kiểm mô tả trong tiêu chuẩn này. Người sử dụng lựa chọn các phép kiểm có liên quan đến các đặc tính của máy mà họ quan tâm theo thỏa thuận với nhà sản xuất/nhà cung cấp, nhưng các phép kiểm này phải được quy định rõ ràng khi đặt hàng mua máy.
3.5 Vì sự đa dạng của hình dạng các mẫu, tiêu chuẩn này không bao gồm các phép kiểm thực tế. Nếu người sử dụng có nhu cầu tiến hành một phép kiểm thực tế, phép kiểm này phải được ghi rõ trong thỏa thuận với nhà sản xuất.
3.6 Khi thiết lập dung sai cho một dải đo khác so với dải đo cho trong tiêu chuẩn này (xem 2.3.1.1 của TCVN 7011-1 (ISO 230-1)), thì phải lưu ý rằng giá trị nhỏ nhất của dung sai cho các phép kiểm hình học cũng như cho các phép kiểm thực tế là 0,01 mm (0,0004 inch).
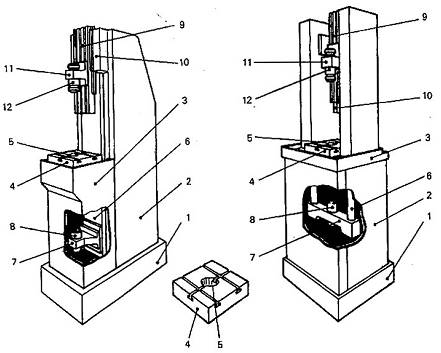
CHÚ THÍCH: Các chi tiết 4 và 5 được thể hiện ở tỷ lệ lớn hơn
4 Thuật ngữ
| Thứ tự | Tiếng Việt | Tiếng Anh |
| 1 | Đế máy | Base |
| 2 | Trụ máy | Column |
| 3 | Bệ bàn máy | Table base |
| 4 | Bàn máy | Work base |
| 5 | Lỗ định vị bàn máy | Table location bore or register bore |
| 6 | Bàn kéo | Pull slide |
| 7 | Khối đỡ trục kéo dao | Pull block |
| 8 | Đầu kẹp kéo dao | Pull chuck |
| 9 | Đường trượt | Retriever slide |
| 10 | Đường hướng của bàn trượt | Retriever slide guide |
| 11 | Khối đỡ trục đẩy dao | Retriever block |
| 12 | Đầu kẹp đẩy dao | Retriever chuck |
5 Điều kiện nghiệm thu và các sai lệch cho phép
5.1 Vận hành thăng bằng ban đầu
| Số thứ tự | Sơ đồ | Đối tượng | Sai lệch cho phép | Dụng cụ đo | Quan sát và tham chiếu | |
| mm | inch | |||||
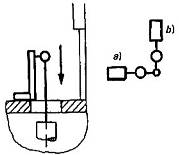
| G01 |
| Kiểm thăng bằng máy: a) Kiểm tra xác nhận dọc; b) Kiểm tra xác nhận ngang. | a) và b) 0,05/1000 | a) và b) 0,002/40 | Nivô | 3.1.1 Nivô phải được đặt trên bàn máy theo các phương dọc và ngang và quan sát sai lệch. Phép kiểm này phải được thực hiện theo hướng dẫn của nhà sản xuất |
5.2 Kiểm hình học
| Số thứ tự | Sơ đồ | Đối tượng | Sai lệch cho phép | Dụng cụ đo | Quan sát và tham chiếu | |
| mm | inch | |||||
| G1 |
| Kiểm độ phẳng của bàn máy | 0,04 cho chiều dài đo đến 1000 | 0,0016 cho chiều dài đo đến 40 | Nivô hoặc thước kiểm thẳng và các căn mẫu | 5.3.2.2 và 5.3.2.3 Nivô phải được đặt trên bàn máy lần lượt theo phương dọc và phương ngang [a) và b)] và quan sát sai lệch. |
| G2 |
| Kiểm độ vuông góc của chuyển động đầu kẹp đẩy dao với bàn máy; a) xác nhận dọc; b) xác nhận ngang. | a) và b) 0,05/300 | a) và b) 0,002/12 | Đồng hồ so có mặt số Ke vuông | 5.5.2.2.2 Đồng hồ so có mặt số phải được cố định vào lỗ đầu kẹp đẩy dao. Ke vuông phải được đặt tựa trên bàn máy. Di chuyển đầu kẹp đẩy dao hướng xuống và quan sát các sai lệch theo các vị tri a) và b). Phép kiểm này không áp dụng cho các máy có một đầu kẹp đẩy dao tùy động |
| G3 |
| Kiểm độ vuông góc của chuyển động đầu kẹp kéo dao với bàn máy: a) xác nhận dọc; b) xác nhận ngang. | a) và b) 0,03/300 | a) và b) 0,0012/12 | Đồng hồ so có mặt số Ke vuông | 5.5.2.2.2 Đồng hồ so có mặt số phải được cố định vào lỗ đầu kẹp kéo dao. Ke vuông phải được đặt tựa trên bàn máy. Di chuyển đầu kẹp kéo dao hướng xuống và quan sát các sai lệch theo các vị trí a) và b). |
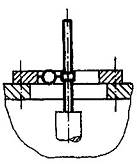
| G4 |
| Kiểm độ đồng trục của lỗ đầu kẹp kéo dao với lỗ trung tâm của bàn máy | 0,05 | 0,002 | Đồng hồ so có mặt số Trục kiểm | 5.4.4 Đồng hồ so có mặt số phải được chỉnh đặt xoay quanh trên trục kiểm và trục kiểm phải được cố định trên đầu kẹp kéo dao. Đồng hồ so có mặt số phải được quay góc 180° xung quanh lỗ trung tâm và quan sát bất kỳ sai lệch nào. Chênh lệch các giá trị đọc biểu thị 2 lần sai số độ đồng trục. |
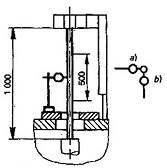
| G5 |
| Kiểm độ thẳng hàng của lỗ đầu kẹp kéo dao với đường trục của lỗ đầu kẹp đẩy dao: a) Kiểm tra xác nhận dọc; b) Kiểm tra xác nhận ngang. | a) và b) 0,08 cho chiều dài đo 500 mm | a) và b) 0,0024 Cho chiều dài đo 20 | Đồng hồ so có mặt số Trục kiểm Chiều dài của trục kiểm = 1000 mm | 5.4.4 Trục kiểm phải được cố định vào lỗ đầu kẹp kéo dao và lỗ đầu kẹp đẩy dao. Đầu dò của đồng hồ so có mặt số phải tiếp xúc với trục kiểm. Di chuyển trục kiểm hướng xuống và quan sát sai lệch ở các vị trí a) và b) CHÚ THÍCH: Đối với các máy có đầu kẹp đẩy dao không xuyên qua trục chính trong khi chuốt thì không thể thực hiện phép kiểm này trên hành trình 500 mm đã yêu cầu. Phép kiểm này không áp dụng cho các máy có một đầu kẹp đẩy dao tùy động. |
Phụ lục A
(Tham khảo)
| Số tham chiếu | Tiếng Đức |
| 1 | Unterkasten (Sockel) |
| 2 | Ständer |
| 3 | Tisch |
| 4 | Aufspannplatte |
| 5 | Aufspannplattenbohrung |
| 6 | Werkzeugschlitten |
| 7 | Schafthalteraufnahme |
| 8 | Schafthalter |
| 9 | Endstückhalterschlitten |
| 10 | Endstückhalterschlittenfuhrung |
| 11 | Endstückhalteraufnahme |
| 12 | Endstückhalter |
1) Ngoài các thuật ngữ bằng tiếng Việt và tiếng Anh, tiêu chuẩn này đưa ra các thuật ngữ tương đương bằng tiếng Đức trong Phụ lục A.
Bạn chưa Đăng nhập thành viên.
Đây là tiện ích dành cho tài khoản thành viên. Vui lòng Đăng nhập để xem chi tiết. Nếu chưa có tài khoản, vui lòng Đăng ký tại đây!
