- Tổng quan
- Nội dung
- Tiêu chuẩn liên quan
- Lược đồ
- Tải về
Tiêu chuẩn Quốc gia TCVN 10501-2:2014 ISO 4674-2:1998 Vải tráng phủ cao su hoặc chất dẻo-Xác định độ bền xé-Phần 2: Phương pháp con lắc rơi
| Số hiệu: | TCVN 10501-2:2014 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Cơ quan ban hành: | Bộ Khoa học và Công nghệ | Lĩnh vực: | Công nghiệp |
|
Ngày ban hành:
Ngày ban hành là ngày, tháng, năm văn bản được thông qua hoặc ký ban hành.
|
2014 |
Hiệu lực:
|
Đã biết
|
| Người ký: | Đang cập nhật |
Tình trạng hiệu lực:
Cho biết trạng thái hiệu lực của văn bản đang tra cứu: Chưa áp dụng, Còn hiệu lực, Hết hiệu lực, Hết hiệu lực 1 phần; Đã sửa đổi, Đính chính hay Không còn phù hợp,...
|
Đã biết
|
TÓM TẮT TIÊU CHUẨN VIỆT NAM TCVN 10501-2:2014
Nội dung tóm tắt đang được cập nhật, Quý khách vui lòng quay lại sau!
Tải tiêu chuẩn Việt Nam TCVN 10501-2:2014
 Tiêu chuẩn Việt Nam TCVN 10501-2:2014 PDF (Bản có dấu đỏ)
Tiêu chuẩn Việt Nam TCVN 10501-2:2014 PDF (Bản có dấu đỏ) Tiêu chuẩn Việt Nam TCVN 10501-2:2014 DOC (Bản Word)
Tiêu chuẩn Việt Nam TCVN 10501-2:2014 DOC (Bản Word)TIÊU CHUẨN QUỐC GIA
TCVN 10501-2:2014
ISO 4674-2:1998
VẢI TRÁNG PHỦ CAO SU HOẶC CHẤT DẺO - XÁC ĐỊNH ĐỘ BỀN XÉ - PHẦN 2: PHƯƠNG PHÁP CON LẮC RƠI
Rubber - or plastics-coated fabrics - Determination of tear resistance - Part 2: Ballistic pendulum method
Lời nói đầu
TCVN 10501-2:2014 hoàn toàn tương đương với ISO 4674-2:1998.
ISO 4674-2:1998 đã được rà soát và phê duyệt lại vào năm 2013 với bố cục và nội dung không thay đổi.
TCVN 10501-2:2014 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 38 Vật liệu dệt biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ tiêu chuẩn TCVN 10501 (ISO 4674), Vải tráng phủ cao su hoặc chất dẻo - Xác định độ bền xé, gồm các tiêu chuẩn sau:
TCVN 10501-1:2014 (ISO 4674-1:2003), Phần 1: Phương pháp xé với tốc độ không đổi;
TCVN 10501-2:2014 (ISO 4674-2:1998), Phần 2: Phương pháp con lắc rơi.
VẢI TRÁNG PHỦ CAO SU HOẶC CHẤT DẺO - XÁC ĐỊNH ĐỘ BỀN XÉ - PHẦN 2: PHƯƠNG PHÁP CON LẮC RƠI
Rubber - or plastics-coated fabrics - Determination of tear resistance - Part 2: Ballistic pendulum method
CẢNH BÁO - Người sử dụng tiêu chuẩn này phải có kinh nghiệm làm việc trong phòng thí nghiệm thông thường. Tiêu chuẩn này không đề cập đến các vấn đề an toàn, nếu có liên quan khi sử dụng tiêu chuẩn. Người sử dụng tiêu chuẩn phải có trách nhiệm thiết lập các biện pháp an toàn, bảo vệ sức khỏe phù hợp và tuân theo các quy định hiện hành của pháp luật.
1. Phạm vi áp dụng
Tiêu chuẩn này mô tả phương pháp xác định độ bền xé dựa trên việc tác dụng lực lên mẫu đã được tạo rãnh.
Phép thử được thực hiện trên:
- Mẫu thử đã được điều hòa trong môi trường chuẩn, hoặc
- Mẫu thử đã được xử lý trước, ví dụ, ngâm nước.
Các kết quả nhận được bằng phương pháp này không được so sánh với kết quả nhận được từ các phương pháp khác, kể cả phương pháp xé với tốc độ không đổi.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 7837-2 (ISO 2286-2), Vải tráng phủ cao su hoặc chất dẻo - Xác định đặc tính cuộn - Phần 2: Phương pháp xác định khối lượng tổng trên đơn vị diện tích, khối lượng trên đơn vị điện tích của lớp tráng phủ và khối lượng trên đơn vị diện tích của vải nền)
TCVN 8834:2011 (ISO 2231:1989), Vải tráng phủ cao su hoặc chất dẻo - Môi trường chuẩn để điều hòa và thử.
3. Nguyên tắc
Tác dụng đột ngột một lực lên mẫu thử được tạo rãnh. Lực này được tạo ra bởi con lắc. Biên độ của dao động đầu tiên cho phép đo được lực xé.
4. Thiết bị, dụng cụ
4.1. Thiết bị thử kiểu con lắc, trong đó mẫu thử được giữ giữa hai ngàm kẹp, một ngàm kẹp chuyển động và một ngàm kẹp cố định, các mặt kẹp phải nằm trong cùng mặt phẳng khi thiết bị ở vị trí bắt đầu. Ngàm kẹp chuyển động được gắn vào con lắc mà có thể rơi do tác dụng của trọng lực.
Thiết bị bao gồm các bộ phận sau:
4.1.1. Khung cứng, để treo con lắc và kẹp cố định, dao và thiết bị đo.
Khung cứng được lắp ở một mức và được giữ cố định để tránh bất kỳ các dịch chuyển nào xảy ra trong suốt quá trình thử, ví dụ bằng cách vặn chặt vào bàn cứng bằng bu-lông có ren.
4.1.2. Con lắc, dao động tự do theo trục ngang trên ổ bi đũa, có bộ phận để giữ con lắc được nâng tại vị trí bắt đầu và thả ra ngay lập tức. Khối lượng của con lắc có thể thay đổi bằng cách thêm quả nặng hoặc thay con lắc, từ đó có thể có một số thang đo khác nhau.
4.1.3. Thiết bị cơ hoặc điện, để xác định biên độ lớn nhất của lần dao động đầu tiên, và do đó xác định được năng lượng sử dụng để xé mẫu thử. Kết quả có thể được đưa ra dưới dạng lực xé.
4.1.4. Ngàm kẹp chuyển động, gắn với con lắc, và ngàm kẹp cố định, lắp vào khung.
Các ngàm kẹp này phải cách nhau 2,8 mm ± 0,3 mm để dao lách được qua.
Khi con lắc ở vị trí bắt đầu, các mặt kẹp của các ngàm kẹp phải nằm trong cùng mặt phẳng, vuông góc với mặt phẳng dao động của con lắc. Do đó, các ngàm kẹp phải thẳng hàng với mẫu thử nằm trong mặt phẳng thẳng đứng song song với trục của con lắc. Khoảng cách giữa đường kẹp của các ngàm kẹp và trục của con lắc phải là 104 mm ± 1 mm. Mặt phẳng chứa đường kẹp và trục của con lắc phải tạo thành một góc 27,5 o ± 0,5 o so với đường vuông góc.
Vị trí mặt phẳng của các mặt kẹp và lực tác dụng đến các ngàm kẹp phải cho phép giữ các mẫu thử mà không bị trượt. Có thể đóng các ngàm kẹp bằng cách sử dụng hệ thống áp lực. Không quy định kích thước các mặt kẹp. Kẹp có chiều rộng từ 30 mm đến 40 mm và chiều cao từ 15 mm đến 20 mm là phù hợp.
4.1.5. Dao, để bắt đầu xé mẫu thử bằng cách cắt một khe ở chính giữa hai kẹp.
Các hướng dẫn điều chỉnh và hiệu chuẩn thiết bị, dụng cụ được nêu trong Phụ lục A.
4.2. Khuôn dập hoặc dưỡng, để cắt mẫu thử.
5. Lấy mẫu
Mẫu phải được cắt sao cho có thể đại diện được cho lô cần thử.
Các mẫu thử phải được cắt từ chiều rộng hiệu dụng của vải tráng phủ phù hợp với TCVN 7837-2 (ISO 2286-2), và trên toàn bộ chiều dài của cuộn.
Đối với các phép thử xé theo hướng dọc, phải lựa chọn các mẫu thử sao cho chiều dài của chúng vuông góc với cạnh dài của vải tráng phủ, Đối với các phép thử xé theo chiều ngang, các mẫu thử phải được lựa chọn sao cho chiều dài của mẫu song song với cạnh dài của vải tráng phủ.
Đối với vải dệt hoặc vải dệt kim được tráng phủ, phải cẩn thận phân chia các mẫu sao cho chúng có cùng sợi dọc hoặc sợi ngang, hoặc cùng hàng vòng hoặc cùng cột vòng, nhưng không được nhiều hơn một mẫu thử cho cùng hướng cần thử.
6. Mẫu thử
6.1. Hình dạng và kích thước
Sử dụng khuôn dập hoặc dưỡng để cắt mẫu thử, tốt nhất theo một trong các thiết kế được nêu trong Hình 1.
Nhưng cũng có thể sử dụng mẫu thử có hình dạng hoặc kích thước khác, miễn là:
- chiều dài xé là 43 mm ± 0,5 mm;
- các rãnh từ 5 mm đến 15 mm được tạo ở cạnh trên để tránh các tua chỉ cuối do bị tước;
- chiều rộng và hình dạng chung của mẫu thử phải sao cho không có phần bị rách nào cọ xát với khung hoặc con lắc.
6.2. Số lượng
Đối với mỗi dãy phép thử, lựa chọn mười mẫu thử; năm mẫu theo hướng dọc và năm mẫu theo hướng ngang.
7. Khoảng thời gian giữa sản xuất và thử nghiệm
Khoảng thời gian tối thiểu từ khi sản xuất đến khi thử nghiệm phải là 16 h.
8. Điều hòa
Điều hòa mẫu thử tại một trong các môi trường chuẩn được qui định trong TCVN 8834 (ISO 2231).
Nếu thực hiện phép thử trên mẫu thử ướt, ngâm toàn bộ mẫu thử ở nhiệt độ 23 oC ± 3 oC ít nhất 1 h trong dung dịch nước của chất làm ướt có nồng độ không lớn hơn 1 % (m/m), sau đó giũ kỹ trong nước và thử trong vòng 1 min sau khi lấy ra khỏi nước.
9. Cách tiến hành
Trước khi thử các vật liệu cho lần đầu tiên, thử sơ bộ để lựa chọn khối lượng của con lắc sao cho phép đo thực hiện trên mẫu thử phải cho kết quả nằm trong khoảng từ 15 % đến 85 % của toàn bộ thang đo sử dụng, cho thêm quả nặng bổ sung, nếu cần thiết. Nếu kết quả không nằm trong khoảng từ 15 % đến 85 % của toàn bộ thang đo thì phải nêu trong báo cáo thử nghiệm.
Kiểm tra thiết bị, dụng cụ được đặt tại “0” theo giải thích trong Phụ lục A. Di chuyển con lắc vào vị trí được nâng.
Vị trí của mẫu thử trong các ngàm kẹp được đặt sao cho cạnh dài của các mẫu thử phải song song với cạnh trên của các ngàm kẹp. Kẹp mẫu thử ở giữa với cạnh đáy của mẫu thử chạm vào đáy của các ngàm kẹp.
Sử dụng dao (4.1.5) để cắt một khe dài 20 mm ± 0,5 mm trong mặt đối diện rãnh.
Thả con lắc. Giữ sao cho con lắc dao động trở lại mà không làm nhiễu thiết bị đọc.
Kích thước tính bằng milimét
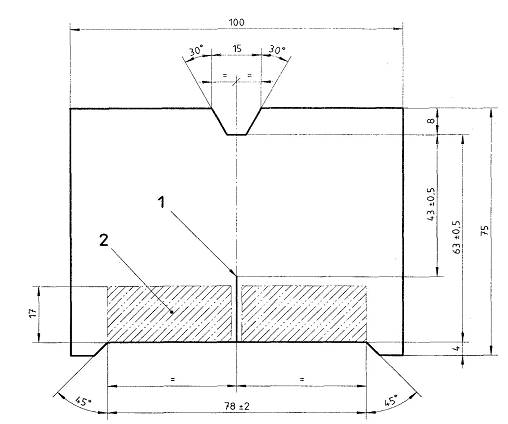
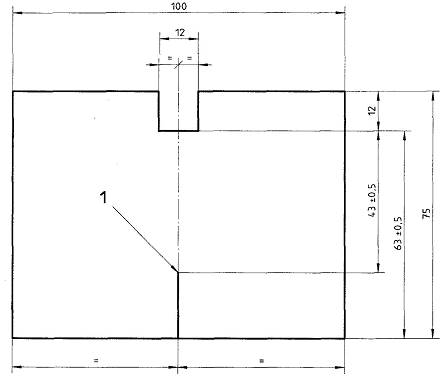
CHÚ DẪN
1. Vết cắt
2. Vị trí của các ngàm kẹp
Hình 1 - Các thiết kế mẫu thử
Đọc năng lượng xé hoặc lực xé khi tắt thiết bị đo. Kiểm tra kết quả thực tế trong khoảng từ 15 % đến 85 % của toàn bộ thang đo sử dụng.
Kết quả được xem là chấp nhận được nếu
- không xảy ra hiện tượng trượt;
- vết xé hoàn chỉnh;
- vết xé vẫn nằm trong khoảng 15 mm của phần được tạo rãnh.
Loại bỏ tất cả các kết quả khác không đáp ứng được các điều kiện trên. Nếu có ba hoặc nhiều hơn năm kết quả bị loại bỏ, thì phương pháp thử này được xem là không phù hợp.
CHÚ THÍCH Trong trường hợp này, có thể đánh giá độ bền xé bằng phương pháp khác, ví dụ sử dụng TCVN 10501-1 (ISO 4674-1), nhưng không có sự liên quan trực tiếp giữa các phương pháp.
10. Biểu thị kết quả
Con lắc rơi đo năng lượng trực tiếp. Trong thực hành hiện nay, tốt nhất biểu thị độ bền xé dưới dạng lực, và thiết bị thường biểu thị lực trực tiếp bằng niutơn. Năng lượng được chuyển thành lực theo công thức sau:
![]()
trong đó
F là lực xé, tính bằng niutơn;
W là năng lượng xé, tính bằng jun;
L là khoảng cách các điểm được tác dụng lực, tính bằng mét.
Tính giá trị trung bình số học của năm giá trị nhận được theo mỗi hướng và làm tròn đến hai chữ số có nghĩa.
11. Báo cáo thử nghiệm
Báo cáo thử nghiệm phải bao gồm các thông tin sau:
a) viện dẫn tiêu chuẩn này;
b) tất cả các chi tiết cần thiết để nhận biết mẫu thử;
c) thang đo sử dụng;
d) điều hòa hoặc xử lý sơ bộ mẫu thử;
e) các kết quả riêng lẻ nhận được đối với mỗi mẫu trong mười mẫu thử;
f) các giá trị trung bình theo hướng dọc và hướng ngang;
g) bất kỳ vết xé không theo hướng quy định hoặc vết xé chưa hoàn chỉnh và các sai khác bất kỳ so với qui trình quy định.
PHỤ LỤC A
(quy định)
Điều chỉnh và hiệu chuẩn
A.1. Điều chỉnh thiết bị
A.1.1. Nguyên tắc chung
Nếu cần thiết, điều chỉnh các bộ phận làm việc của thiết bị phù hợp với các yêu cầu của Điều 4 và theo hướng dẫn của nhà sản xuất.
A.1.2. Đo mức
Điều quan trọng là thiết bị phải nằm ngang. Kiểm tra thiết bị theo một mức và điều chỉnh nếu cần thiết, thường sử dụng vít cố định mức. Không được thay đổi mức của thiết bị để điều chỉnh số đọc “0”.
A.1.3. Lưỡi dao cắt
Với con lắc treo tự do, kiểm tra bằng mắt thường xem dao cắt có được đặt chính giữa các ngàm kẹp và điều chỉnh vị trí của nó nếu cần thiết.
Chiều cao của dao cắt phải sao cho chiều dài bị xé trong mẫu thử được tạo rãnh là 43 mm ± 0,5 mm. Điều này có thể được kiểm tra dễ dàng bằng cách sử dụng khuôn dập hoặc dưỡng (4.2) cắt mẫu thử từ giấy tọa độ được chia theo milimét. Điều chỉnh độ cao này nếu cần thiết.
Lưỡi dao cùn sẽ ảnh hưởng không tốt đến kết quả. Nếu cần thiết, mài hoặc thay lưỡi dao mới. Trong cả hai trường hợp, kiểm tra lại chiều cao.
4.1.4. Ma sát trong ổ đỡ
Kiểm tra ma sát có trong ổ đỡ bằng cách vận hành thiết bị không có mẫu thử và giữ yên sao cho con lắc dao động tự do. Ma sát được xem là không đáng kể nếu hoàn thành ít nhất 20 dao động trước khi biên độ giảm xuống bằng một nửa giá trị ban đầu.
A.1.5. Điều chỉnh về “0”
Sau khi kiểm tra mức của thiết bị, vận hành thiết bị không có mẫu thử trong các ngàm kẹp. Kiểm tra thiết bị đo thực chỉ “0”, trong phạm vi dung sai ± 1 % của toàn bộ thang đo. Điều chỉnh thiết bị đo, nếu cần thiết theo hướng dẫn của nhà sản xuất. Thiết bị được xem là được điều chỉnh đúng khi nhận được ba lần liên tiếp số đọc “0”.
A.2. Hiệu chuẩn
Sau khi điều chỉnh thiết bị, hiệu chuẩn thiết bị bằng cách sử dụng các khối lượng hiệu chuẩn nhận được từ nhà sản xuất. Gắn và sử dụng các khối lượng hiệu chuẩn theo quy định bởi nhà sản xuất thiết bị đối với loại thiết bị được sử dụng. Số đọc phải chính xác trong phạm vi ± 1 % khối lượng hiệu chuẩn.
Bạn chưa Đăng nhập thành viên.
Đây là tiện ích dành cho tài khoản thành viên. Vui lòng Đăng nhập để xem chi tiết. Nếu chưa có tài khoản, vui lòng Đăng ký tại đây!
