- Tổng quan
- Nội dung
- Tiêu chuẩn liên quan
- Lược đồ
- Tải về
Tiêu chuẩn TCVN 9815:2013 Xác định độ trương nở của than đá dùng giãn nở kế
| Số hiệu: | TCVN 9815:2013 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Cơ quan ban hành: | Bộ Khoa học và Công nghệ | Lĩnh vực: | Tài nguyên-Môi trường , Công nghiệp |
|
Ngày ban hành:
Ngày ban hành là ngày, tháng, năm văn bản được thông qua hoặc ký ban hành.
|
2013 |
Hiệu lực:
|
Đã biết
|
| Người ký: | Đang cập nhật |
Tình trạng hiệu lực:
Cho biết trạng thái hiệu lực của văn bản đang tra cứu: Chưa áp dụng, Còn hiệu lực, Hết hiệu lực, Hết hiệu lực 1 phần; Đã sửa đổi, Đính chính hay Không còn phù hợp,...
|
Đã biết
|
TÓM TẮT TIÊU CHUẨN VIỆT NAM TCVN 9815:2013
Nội dung tóm tắt đang được cập nhật, Quý khách vui lòng quay lại sau!
Tải tiêu chuẩn Việt Nam TCVN 9815:2013
 Tiêu chuẩn Việt Nam TCVN 9815:2013 PDF (Bản có dấu đỏ)
Tiêu chuẩn Việt Nam TCVN 9815:2013 PDF (Bản có dấu đỏ) Tiêu chuẩn Việt Nam TCVN 9815:2013 DOC (Bản Word)
Tiêu chuẩn Việt Nam TCVN 9815:2013 DOC (Bản Word)TIÊU CHUẨN QUỐC GIA
TCVN 9815:2013
ISO 23873:2010
THAN ĐÁ - PHƯƠNG PHÁP XÁC ĐỊNH ĐỘ TRƯƠNG NỞ CỬA THAN ĐÁ SỬ DỤNG GIÃN NỞ KẾ
Hard coal - Method for the measurement of the swelling of hard coal using a dilatometer
Lời nói đầu
TCVN 9815:2013 hoàn toàn tương đương với ISO 23873:2010.
TCVN 9815:2013 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC27 Nhiên liệu khoáng rắn biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Lời giới thiệu
Độ giãn của than đầu tiên được xác định bằng hai quy trình chuẩn khác nhau: giãn nở kế Ruhr và dãn nở kế Audibert-Arnu. Cả hai phương pháp rất giống nhau, có cùng thiết bị chính và tốc độ nung nhưng sử dụng khối lượng than ban đầu khác nhau do phương pháp chuẩn bị mẫu hình bút chì.
Tiêu chuẩn này kết hợp hai quy trình trước đây bằng cách điều chỉnh đặc tính kỹ thuật của thiết bị để quy định thành một phương pháp duy nhất có thể chấp nhận được.
THAN ĐÁ - PHƯƠNG PHÁP XÁC ĐỊNH ĐỘ TRƯƠNG NỞ CỬA THAN ĐÁ SỬ DỤNG GIÃN NỞ KẾ
Hard coal - Method for the measurement of the swelling of hard coal using a dilatometer
1. Phạm vi áp dụng
Tiêu chuẩn này mô tả phương pháp sử dụng giãn nở kế để xác định độ trương nở của than đá.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau đây là cần thiết khi áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các bản sửa đổi, bổ sung (nếu có).
ISO 1213-2, Solid mineral fuels - Vocabulary - Part 2: Terms relating to sampling, testing and analysis (Nhiên liệu khoáng rắn - Từ vựng - Phần 2: Thuật ngữ liên quan đến lấy mẫu, thử nghiệm và phân tích)
ISO 13909-4, Hard coal and coke - Mechanical sampling - Part 4 : Coal - Preparation of test sample (Than đá và cốc - Lấy mẫu cơ giới - Phần 4 : Than - Chuẩn bị mẫu thử).
3. Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ định nghĩa nêu trong ISO 1213-2 và các thuật ngữ định nghĩa sau.
3.1. Nhiệt độ hóa mềm (softening temperature)
Nhiệt độ co ban đầu (temperature of initial contraction)
Nhiệt độ tại đó pittong của giãn nở kế chuyển động đi xuống 0,5 mm.
CHÚ THÍCH: Xem nhiệt độ q1, trong Hình 3.
3.2. Nhiệt độ co lớn nhất (temperature of maximum contraction)
Nhiệt độ tại đó pittong của giãn nở kế đạt tới điểm thấp nhất.
CHÚ THÍCH: Xem nhiệt độ q2 trong Hình 3.
3.3. Nhiệt độ giãn lớn nhất (temperature of maximum dilatation)
Nhiệt độ tại đó pittong của giãn nở kế đạt tới điểm cao nhất.
CHÚ THÍCH: Xem nhiệt độ q3 trong Hình 3.
3.4. Độ co lớn nhất (maximum contraction)
Chuyển động đi xuống lớn nhất của pittong giãn nở kế xác định được từ điểm zero.
CHÚ THÍCH 1: Độ co lớn nhất được biểu thị bằng phần trăm của chiều dài mẫu thử ban đầu.
CHÚ THÍCH 2: Xem c trong Hình 3 và 4.
3.5. Độ giãn lớn nhất (maximum dilatation)
Chuyển động đi lên lớn nhất của pittong giãn nở kế sau khi co, xác định được từ điểm zero.
CHÚ THÍCH 1: Độ giãn lớn nhất được biểu thị bằng phần trăm của chiều dài mẫu thử ban đầu.
CHÚ THÍCH 2: Xem d trong Hình 3 và 4. Giá trị có thể là số dương hoặc số âm
3.6. Độ lặp lại (repeatability)
Chênh lệch lớn nhất có thể chấp nhận giữa hai phép xác định được tiến hành trong cùng phòng thí nghiệm, do cùng nhân viên thực hiện với cùng thiết bị trên cùng những phần mẫu thử được chuẩn bị từ cùng mẫu thử và được thử đồng thời trong hai bình chưng khác nhau trong cùng chu trình gia nhiệt hoặc riêng biệt trong cùng một bình chưng trong các chu trình nung khác nhau.
3.7. Độ tái lập (reproducibility)
Chênh lệch lớn nhất có thể chấp nhận giữa giá trị trung bình của hai phép xác định được tiến hành ở hai phòng thí nghiệm, trên những phần đại diện được lấy từ cùng mẫu tổng, sau giai đoạn chuẩn bị mẫu cuối cùng.
4. Nguyên tắc
Phần mẫu thử có hình bút chì được chuẩn bị từ than đã nghiền thành bột được nung với tốc độ không đổi trong bình chưng bằng thép đặt trong lò nung, hệ thống theo dõi nhiệt độ được hiệu chuẩn trước do sử dụng hai kim loại chuẩn đã biết điểm nung chảy. Sự thay đổi mức của pittong đặt trên mẫu thử được quan sát liên tục, ghi lại quá trình và đặc tính trương nở của than.
5. Vật liệu
Yêu cầu những vật liệu sau đây để hiệu chuẩn nhiệt độ (7.1)
5.1. Bút chì graphit, chiều dài 30 mm, đường kính đáy 7,4 mm, đường kính đỉnh 6,8 mm có một hố chứa hình trụ nhỏ được khoan ở đầu hẹp của mỗi bút chì.
5.2. Bi kim loại, làm bằng những kim loại chuẩn sau:
a) chì, cấp thuốc thử phân tích, hàm lượng (Pb) tối thiểu 99,98 %, điểm nung chảy 327,0 °C;
b) kẽm, hàm lượng (Zn) tối thiểu 99,87 %, điểm nung chảy 419,3 °C.
5.3. Xi dạng nước
6. Thiết bị, dụng cụ
6.1. Khuôn đúc và phụ kiện
6.1.1. Khuôn đúc (xem Hình 1), làm bằng thép, được tôi cứng sau khi gia công cơ khí. Lỗ khoan được đánh bóng sau khi tôi cứng và lỗ khoan phải làm thon đều (tức là 1 trong 50) phải phù hợp với các kích thước nêu trong Bảng 1.
6.1.2. Búa, đầu bằng nhựa, khối lượng khoảng 200 g.
6.1.3. Búa nện, (xem Hình 1).
6.1.4. Máy ép, (xem Hình 1).
6.1.5. Khối tải, (xem Hình 1), có khả năng điều chỉnh tải từ 0 đến 15 kN.
6.1.6. Định cỡ bút chì, (xem Hình 1).
Bảng 1 - Kích thước khuôn đúc
| Khoảng cách từ đầu rộng | Lỗ khoan, dung sai -0,00, +0,005 |
| 0 | 7,4 |
| 10 | 7,2 |
| 20 | 7,0 |
| 30 | 6,8 |
| 40 | 6,6 |
| 50 | 6,4 |
| 60 | 6,2 |
| 70 | 6,0 |
6.2. Giãn nở kế
Bố trí chung của thiết bị giãn nở kế phù hợp có nêu các kích thước lớn nhất được nêu trong Hình 2
6.3. Lò nung giãn nở kế
Sử dụng lò nung có khả năng nung hai hoặc nhiều bình chưng (6.6) đến nhiệt độ 550 °C với tốc độ 3 °C/min.
Lò nung phù hợp (để nung ba bình chưng) được minh họa trên Hình 2 và bao gồm một vỏ bọc được lắp với đáy và nắp ở trên. Nắp đỡ cho hộp hình trụ bằng hợp kim đồng nhôm CA 104 có đường kính 65 mm và chiều dài 460 mm. Hộp hình trụ có ba lỗ sâu tối thiểu là 380 mm và đường kính 15,0 mm ± 0,1 mm, được khoan như chỉ ra trong Hình 2. Bề mặt trên có thể được cách ly bằng tấm bìa cứng có hình dạng thích hợp. Hộp hình trụ được nung bằng điện đo cuộn dây điện trở đã cách ly có khả năng nâng nhiệt độ của hộp hình trụ đến 550 °C với tốc độ 3 °C/min. Khoảng trống giữa hộp hình trụ và vỏ bọc được nhồi vật liệu cách nhiệt. Cảm biến nhiệt độ phù hợp được định vị trên bình chưng thứ ba theo cách sao cho đỉnh cảm biến nằm cao hơn tâm đáy bên trong của bình chưng là 30 mm. Khoảng cách 30 mm được thiết lập bằng cách sử dụng một bút chì graphit (5.1) làm thiết bị đo lường.
Lò nung phải phù hợp với các điều kiện vận hành sau.
Nung lò nung đến 400 °C đo nhiệt độ tại điểm cảm biến chuẩn, tức là tại vị trí tương đương với vị trí của tâm mẫu thử ở 30 mm phía trên đáy bên trong của bình chưng. Đặt dụng cụ đo nhiệt độ thứ hai (ví dụ một cực dò), có cùng độ chính xác, trong một bình chưng khác tại cùng một độ cao trên đáy của nó. Nếu hai dụng cụ khác nhau thì phải hiệu chỉnh. Nung lò nung với tốc độ 3 °C/min và khi nhiệt độ đã đạt tới 450 °C, sử dụng cực dò để đo nhiệt độ ở phía trên và phía dưới thấp hơn 250 mm của bình chưng. Chênh lệch giữa nhiệt độ cực dò đã điều chỉnh và nhiệt độ trung bình đã chỉ ra tại vị trí đặt cảm biến nhiệt độ chuẩn không được lớn hơn:
- 2 °C ở vị trí thấp hơn 120 mm;
- 5 °C ở vị trí từ 120 mm đến 180 mm;
- 10 °C ở vị trí từ 180 mm đến 250 mm.
Dụng cụ sử dụng để đo nhiệt độ có thể là bộ ghi nhiệt độ đã mô tả trong 6.5 hoặc bộ ghi khác ít nhất là có cùng độ chính xác.
6.4. Bộ điều khiển nhiệt độ
Bộ điều khiển nhiệt độ phải là một dụng cụ riêng biệt với dụng cụ sử dụng để ghi sự tăng nhiệt độ trong quá trình thử. Phải là dụng cụ tự động, loại đã lập trình có khả năng duy trì tốc độ tăng nhiệt độ trung bình là 3 oC/min ± 0,05 °C/min từ 250 °C đến 550 °C với sự thay đổi không lớn hơn ± 1 °C trên 30 °C đã tăng trong mọi chu kỳ 10 min với độ chính xác ± 1 °C.
6.5. Bộ ghi nhiệt độ
Thiết bị phù hợp dùng để ghi toàn bộ sự biến thiên nhiệt độ trong quá trình thử.
6.6. Bình chưng và pittong
Bình chưng hình trụ làm bằng ống thép đúc có một chốt ren kín khí ở đáy bình và một vòng đai ở đỉnh bình. Khi được chèn vào chỗ sâu trong lò nung, bình chưng chỉ được đỡ bằng vòng đai với chốt ren trống ở đáy.
Khi còn mới, đường kính trong của bình chưng là 8,00 mm ± 0,05 mm và đường kính ngoài là 14,5 mm ± 0,1 mm. Khi còn mới kiểm tra đường kính trong bằng bi đo phù hợp, và được kiểm tra lại sau 100, 150 và 200, ... phép thử. Nếu có ba vị trí bất kỳ tại điểm nào mà đường kính trong của bình chưng tăng lớn hơn 8,075 mm thì loại bỏ bình chưng.
Pittong được làm từ thanh thép. Điều chỉnh khối lượng kết hợp của pittong và bút đến 150 g ± 5 g bằng cách cắt từng phần khỏi pittong. Sự chênh lệch giữa đường kính của pittong và đường kính trong của bình chưng là 0,2 mm ± 0,05 mm khi chế tạo. Trong sử dụng, nếu sự chênh lệch này vượt quá 0,275 mm thì phải thay pittong. Pittong được trượt tự do trong bình chưng.
Phải trang bị khung để bình chưng và pittong được làm nguội ở vị trí thẳng đứng sau khi lấy ra khỏi lò nung.
6.7. Thiết bị ghi chuyển động của pittong
Phải sử dụng thiết bị phù hợp để ghi chuyển động của pittong đối với thời gian trên đồ thị. Thang chia độ nằm ngang (thời gian) phải sao cho khi chuyển đổi đến nhiệt độ (xem 7.3.3), một khoảng 180 °C chiều dài sẽ đạt ít nhất là 150 mm. Trên thang chia độ thẳng đứng, 5 % độ giãn nở hoặc co ngót sẽ đạt ít nhất là 3 mm. Điều này có thể đạt được bằng hệ thống cơ cấu bút/hệ thống đồ thị hoặc bộ ghi tín hiệu chuyển đổi điện.
Hệ thống cơ cấu đơn giản được minh họa trong Hình 2. Trong các ví dụ này, hai phép thử được ghi đồng thời trên các phía đối diện của đồ thị bằng các bút đã gọt và gắn chặt vào đỉnh của pittong. Đồ thị được gắn cố định vào hình trụ và được quay tròn với tốc độ đều bằng máy đồng hồ hoặc động cơ đồng bộ và được ghép trên khung rồi kẹp vào đỉnh của vỏ bên ngoài giãn nở kế.
6.8. Dụng cụ làm sạch
6.8.1. Mũi khoan, đường kính khoảng 7,6 mm và chiều dài thân là 400 mm.
6.8.2. Bàn chải kim loại, đường kính 8 mm và chiều dài thân là 400 mm.
CHÚ THÍCH: Có thể sử dụng mũi dao thép chịu mòn, đường kính 7,95 mm và chiều dài thân là 400 mm.
7. Cách tiến hành
7.1. Hiệu chuẩn nhiệt độ
Kiểm tra để xác nhận cảm biến nhiệt độ chuẩn là chính xác bằng quy trình sau đây. Tiến hành các thao tác đối với từng bình chưng trong lò nung, khác với bình chưng đã sử dụng đối với cảm biến nhiệt độ chuẩn.
a) Phủ lớp mỏng xi (5.3) vào phần dưới 30 mm thành trong của bình chưng chốt ren và làm kín khí cũng như bề mặt phía dưới của pittong (6.6), trước khi thử nghiệm để ngăn ngừa kim loại chuẩn bị nung chảy bám dính vào vật liệu cấu trúc bằng thép. Chú ý nhẹ nhàng khi làm khô. Đặt một bi chì [5.2 a)] trong hốc lõm tại đầu hẹp của bút chì graphit (5.1). Đặt bút chì trong bình chưng, thay thế chốt ren rồi lắp ghép pittong và cơ cấu ghi. Đặt bộ lắp ghép bình chưng vào lò nung tại nhiệt độ khoảng 280 °C rồi xác định điểm nung chảy của chì theo quy trình đã mô tả trong 7.3.3, thay mẫu thử nghiệm (7.2.2) bằng một bút chì graphit đã chuẩn bị. Lặp lại quy trình này với việc sử dụng bi kẽm [5.2 b)]. Trước khi sử dụng lại bút chì graphit, nung đầu hẹp của mỗi bút chì trong ngọn lửa Bunsen trong ít giây và rung lắc kim loại đã nấu chảy khỏi hố chứa.
b) Đặt một dụng cụ đo nhiệt độ chuẩn đã hiệu chuẩn độc lập vào bình chưng, có điểm đo 30 mm cách đáy bên trong bình chưng. Bắt đầu tại 300 °C, tăng nhiệt độ của lò nung đến 550 °C có sử dụng cơ cấu thông thường. Ghi lại nhiệt độ trong cả hai bình chưng cảm biến chuẩn và bình chưng đưa thử tại các khoảng 50 oC.
Nếu chênh lệch giữa nhiệt độ chuẩn và nhiệt độ đã chỉ thị nhỏ hơn 7 °C, thiết lập hệ số để hiệu chính nhiệt độ chỉ thị. Nêu sự chênh lệch lớn hơn 7 °C thì kiểm tra hệ thống cảm biến/chỉ thị bằng cách, ví dụ, hiệu chuẩn thiết bị đo điện áp trực tiếp bằng lực điện động chuẩn (e.m.f).
Lặp lại hiệu chuẩn sau 200 phép thử hoặc sau 3 tháng sử dụng, theo điều nào xảy ra trước hoặc nếu thành phần nào đó bị thay thế.
7.2. Chuẩn bị mẫu thử và mẫu thử nghiệm
7.2.1. Mẫu thử
7.2.1.1. Quy định chung
Hai phương pháp thay thế nhau để chuẩn bị mẫu thử đã được mô tả. Nếu tiến hành phép xác định ngay sau khi chuẩn bị mẫu thử thì có thể sử dụng giản lược kích cỡ trực tiếp (7.2.1.2). Nếu có sự chậm trễ giữa giản lược kích cỡ và thử nghiệm, hoặc nếu mẫu phòng thí nghiệm có yêu cầu kích cỡ hạt trên 600 mm đối với các phép thử khác thì sử dụng phương pháp mô tả trong (7.2.1.3). Trong mọi trường hợp, cần tránh tạo ra lượng lớn các hạt mịn.
Kiểm tra định kỳ thiết bị giản lược để đảm bảo rằng phân bố cỡ hạt của mẫu thử phù hợp với quy định trong 7.2.1.2. Mỗi loại than khác nhau được phân tích trong phòng thí nghiệm phải được kiểm tra theo cách này. Phần đã sử dụng để kiểm tra phân bố cỡ hạt không được hoàn nguyên lại để thử nghiệm giãn nở.
CHÚ THÍCH: Máy nghiền đĩa tốc độ thấp là phù hợp để tiến hành việc giản lược này.
7.2.1.2. Giản lược kích cỡ trực tiếp
Sấy khô mẫu than rồi giản lược đến cỡ hạt dưới 212 mm, mẫu thử đến 225 g, như đã mô tả trong ISO 13909-4, tránh oxy hóa. Phân bố cỡ hạt của mẫu thử phải phù hợp với yêu cầu sau:
- lọt qua sàng thí nghiệm 212 mm: 100 %;
- lọt qua sàng thí nghiệm 125 mm: 70 % đến 60 %;
- lọt qua sàng thí nghiệm 63 mm: 40 % đến 30 %.
Bắt đầu phép xác định sớm nhất có thể sau khi chuẩn bị mẫu thử
7.2.1.3. Giản lược kích cỡ mẫu phòng thí nghiệm đến 600 mm
Nếu yêu cầu kích cỡ hạt lớn nhất của mẫu than là 600 mm cho các phân tích khác, sấy khô mẫu rồi giản lược đến kích cỡ hạt dưới 600 mm, tránh tạo ra số lượng lớn hạt mịn, mẫu phòng thí nghiệm đến 225 g. Để chuẩn bị ép mẫu thử nghiệm giãn nở kế, lấy 20 g từ mẫu thử có kích cỡ hạt lớn nhất là 212 mm và phân bố cỡ hạt như trong 7.2.1.2.
Bắt đầu giản lược lần cuối sớm nhất có thể sau khi giản lược đến 600 mm và xác định sớm nhất có thể sau khi giản lược đến 212 mm.
7.2.1.4. Bảo quản mẫu
Nếu cần, bảo quản mẫu thử trong môi trường khí trơ trong lọ thủy tinh kín.
7.2.2. Mẫu thử nghiệm
Đặt 10,0 g mẫu thử (7.2.1) trong cốc thủy tinh nhỏ, thêm 1,0 ml nước rồi trộn kỹ trong khoảng 2 min đến 5 min bằng que khuấy thủy tinh hoặc dao kim loại.
Phải xác định lượng nước vừa đủ để than nén lại với nhau khi bị ép giữa các vật có hình ngón tay. Nếu khó đạt được hỗn hợp đồng nhất, quy trình này có thể được thay đổi bằng cách thêm từng lượng than, trộn đều sau mỗi lần thêm, hoặc bằng cách thêm một vài giọt chất tẩy vào nước hoặc thêm một ít nước.
Phủ lên khuôn đúc (6.1.1), cùng chốt của nó trong pittong và đặt trên vòng kẹp đáy, trên một bề mặt cứng. Đặt khoảng 0,5 g mẫu đã tẩm ướt vào trong khuôn rồi đặt búa nện (6.1.3) lên đỉnh của than. Hợp nhất mẫu bởi ba hoặc bốn nhát búa (6.1.2). Bổ sung ít nhất năm lượng nhỏ vào khuôn rồi hợp nhất để nhồi đầy phần trống của khuôn. Sau khi phần cuối cùng đã được thêm vào và được hợp nhất, ép mẫu thử nghiệm trong máy ép vít chặt (6.1.4) có sử dụng khối tải (6.1.5) như một bệ đỡ. Tác động liên tục một tải tối đa là 15 kN. Ngắt tải ngay khi đã đạt đến 15 kN.
Chuyển bệ và chốt khỏi tang khuôn. Cắt đầu rộng của mẫu thử nghiệm không theo quy tắc nào. Để tiến hành thuận tiện cạo một đầu mẫu thử nghiệm bằng cách sử dụng thước kim loại thẳng có chiều rộng thích hợp để lắp vào hốc lõm ở đáy của tang khuôn. Cưa kim loại phù hợp gắn với lưỡi sắt sẽ đáp ứng mục đích này.
Lấy mẫu thử nghiệm đã tạo hình bằng cách treo khuôn trên giá đỡ của máy ép, rồi vít chặt pittong xuống bề mặt mẫu đã bị ép. Giảm chiều dài của mẫu thử nghiệm đến 60 mm ± 0,5 mm bằng cách lấy bớt vật liệu từ đầu hẹp, sử dụng, ví dụ, dao nhọn, sao cho mẫu thử nghiệm phù hợp có chiều dài định cỡ dài 60 mm (6.1.6). Yêu cầu có hai viên thử.
Ghi lại khối lượng của mẫu than hình bút chì đã chuẩn bị. Sử dụng khối lượng này để kiểm tra giám sát các hệ số ảnh hưởng đến việc chuẩn bị mẫu hình bút chì bao gồm bổ sung nước, kích thước bên trong khuôn, phân bố cỡ hạt mẫu thử, quá trình ép mẫu hình bút chì và cắt hình bút chì.
7.3. Xác định
7.3.1. Số phép thử
Tiến hành phép xác định song song sử dụng các mẫu thử nghiệm đã chuẩn bị từ cùng một mẫu thử và thử trong hai bình chưng trong cùng lò nung trong một chu kỳ nung đơn giản hoặc trong cùng một bình chưng trong các chu kỳ nung của lò nung độc lập.
7.3.2. Kiểm tra thiết bị
Phép thử cần được tiến hành với các bình chưng treo tự do trong lò nung với pittong giãn nở kế và bình chưng được làm sạch cẩn thận. Sau mỗi phép thử làm sạch như mô tả trong 7.3.4.
7.3.3. Xác định giãn nở
Đặt mẫu thử nghiệm (7.2.2) đầu hẹp hướng lên trên trong bình chưng giãn nở kế rồi đặt pittong vào trong bình chưng sao cho nó tựa trên mẫu thử nghiệm
Ổn định nhiệt độ lò nung ở 300 °C hoặc thấp hơn nhiệt độ hóa mềm 30 °C nếu đã biết.
Đặt bình chưng đã có mẫu thử nghiệm và pittong vào lỗ phù hợp trong hộp lò nung và để 10 min cho hệ thống đạt được nhiệt độ nạp liệu ổn định. Gắn cơ cấu ghi vào pittong trong thời gian này và điều chỉnh về vị trí zero.
Bù lượng nhỏ từ điểm "không" đã quy định để thuận tiện cho việc đọc tiếp theo trên đồ thị.
Bắt đầu chương trình nung và sau thời gian hơn 10 min, khởi động bộ ghi và chỉ số nhiệt độ của lò nung, như đã hiển thị ở bộ ghi nhiệt độ, trên đồ thị.
Kết thúc phép thử khi không xảy ra giãn nở trong 5 min hoặc khi không còn giãn nở ở 500 °C. Hoàn thành quá trình giãn nở trong khoảng thời gian 5 min tiếp theo hoặc khi không xảy ra giãn nở nữa ở 500 °C, lập bản chú dẫn thứ hai của nhiệt độ lò nung từ bộ ghi nhiệt độ trên giấy đồ thị độ giãn nở. Nếu trong thời kỳ giữa các nhiệt độ đã chú dẫn, bộ ghi nhiệt độ chỉ ra rằng tốc độ tăng nhiệt độ khác với 3 °C/min, tức là 30 °C ± 1 °C trong bất kỳ khoảng 10 min nào, thì phép thử không có giá trị.
Kết thúc phép thử, tháo cơ cấu ghi và lấy bình chưng và bộ lắp ráp pittong khỏi lò nung. Có thể tháo pittong từ bình chưng và làm nguội độc lập bằng cách treo trên khung thích hợp ngoài không khí.
7.3.4. Làm sạch lò nung, bình chưng và pittong
7.3.4.1. Lò nung
Kiểm tra thấy mỗi bình chưng có thể được treo tự do từ vòng đai. Nếu không, làm sạch các lỗ khoan của vỏ lò nung
7.3.4.2. Bình chưng và chốt
Tháo chốt, đập nửa cốc và loại bỏ càng nhiều càng tốt bằng mũi khoan (6.8.1). Nếu cần, sử dụng bàn chải dây (6.8.2) và mũi dao để làm sạch hoàn toàn bình chưng. Làm sạch đầu chốt bằng giấy nhám loại rất mịn, thực hiện cẩn thận nhất có thể để không bị mài mòn kim loại. Có thể sử dụng các dung môi như pyridin hoặc dimetylformamide cho mục đích này, tuân theo tất cả các yêu cầu cần thiết của các quy chuẩn quốc gia về an toàn và sức khỏe đã được quan sát.
7.3.4.3. Pittong
Làm sạch pittong, bao gồm đáy của nó bằng bùi nhùi dây sắt và giấy nhám rất mịn, thực hiện cẩn thận không để làm tròn các cạnh. Kiểm tra để thấy pittong trượt tự do trong bình chưng đã làm sạch; dung sai yêu cầu giữa pittong và bình chưng nêu tại 6.6.
8. Biểu thị kết quả
Sau khi hoàn thành phép thử báo cáo năm thông số cơ bản sau khi nhận được từ đồ thị (xem Hình 3 và 4):
- nhiệt độ hóa mềm, q1 (3.1), tính bằng °C;
- nhiệt độ giãn nở tối đa, q2 (3.2), tính bằng °C; đóng rắn trở lại;
- co ngót tối đa, c (3.4), tính bằng phần trăm;
- giãn nở tối đa, d (3.5), tính bằng phần trăm.
Giãn nở là dương nếu đường cuối của giãn nở cực đại nằm trên đường zero [xem Hình 4 a)] và là âm nếu nó ở dưới [xem Hình 4 b)]. Nếu đường cong giãn nở kế không tăng sau co ngót ban đầu, giãn nở được ghi nhận là "chỉ có co ngót" [xem Hình 4c)]. Nếu dấu hiệu cuối cùng của đường cong không thật sự nằm ngang nhưng đi xuống [xem Hình 4 d)] thì báo cáo co ngót là giá trị quan sát được ở 500 °C.
Nếu độ giãn nở tối đa, d, lớn hơn 300 % thì báo cáo là d > 300.
Giá trị trung bình của các kết quả phép xác định song song có thể được chấp nhận (xem 9.1) và được làm tròn đến số nguyên gần nhất đối với nhiệt độ, co ngót và giãn nở.
9. Độ chụm
Khi phương pháp đã quy định trong tiêu chuẩn này được thực hiện đầy đủ, các giá trị số về độ lặp lại (3.6) và độ tái lập (3.7) không được vượt quá những giá trị nêu trong Bảng 2.
Dung sai giãn nở phân đoạn được làm tròn đến số nguyên lớn hơn kế tiếp.
9.1. Độ lặp lại
Kết quả phép xác định song song, tiến hành trong cùng phòng thí nghiệm, do cùng một người thực hiện sử dụng cùng giãn nở kế trên những mẫu thử nghiệm được chuẩn bị từ cùng một mẫu thử, không được chênh lệch lớn hơn các giá trị nêu trong Bảng 2.
9.2. Độ tái lập
Giá trị trung bình của các phép xác định song song có thể chấp nhận được tiến hành ở hai phòng thí nghiệm, trên những mẫu thử nghiệm được chuẩn bị từ mẫu đại diện lấy từ cùng mẫu tổng sau khi giản lược đến cỡ hạt than lớn nhất là 2,8 mm không được chênh lệch lớn hơn các giá trị nêu trong Bảng 2. Nếu sự chênh lệch liên tục lớn hơn các giới hạn đã được quan sát, cần nghiên cứu thêm theo các phương pháp lấy mẫu và thử nghiệm đã chỉ dẫn.
Bảng 2 - Độ chụm
| Đặc tính | Độ lặp lại | Độ tái lập |
| Nhiệt độ | 7 oC | 15 °C |
| Các thông số |
|
|
| co ngót, c | 5 đơn vị | 8 đơn vị |
| giãn nở âm, d | 5 đơn vị | 8 đơn vị |
| giãn nở dương, d |
|
|
10. Báo cáo thử nghiệm
Báo cáo thử nghiệm gồm các thông tin sau
a) viện dẫn tiêu chuẩn này;
b) phương pháp đã sử dụng;
c) ngày thử;
d) các kết quả và phương pháp biểu thị đã sử dụng.
Kích thước tính bằng milimét
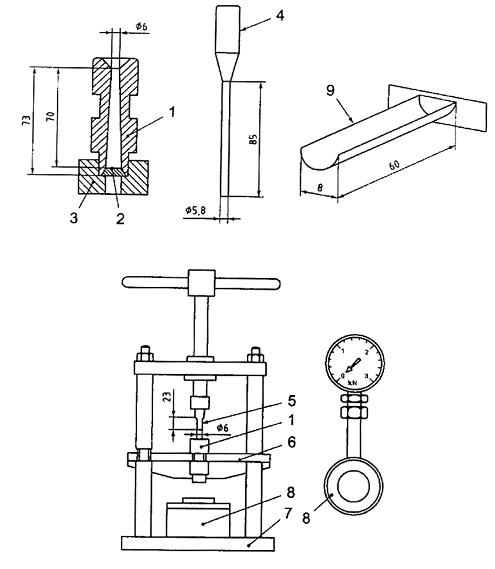
CHÚ DẪN
| 1 khuôn đúc hình trụ | 4 búa | 7 tấm đáy máy ép |
| 2 chốt khuôn | 5 pittong máy ép | 8 khối tải |
| 3 đáy khuôn | 6 bệ đỡ khuôn máy ép | 9 định cỡ hình bút chì |
Hình 1 - Khuôn, máy ép và các phụ kiện
Kích thước tính bằng milimét
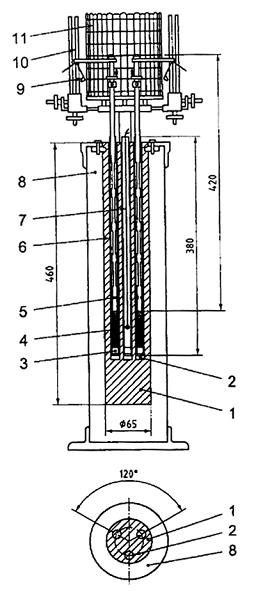
CHÚ DẪN
| 1 khối gia nhiệt | 5 pittong | 9 cơ cấu ghi |
| 2 lỗ bình chưng (F15,0 ± 0,1) | 6 bình chưng | 10 khung tang bộ ghi |
| 3 chốt ren của bình chưng | 7 cặp nhiệt | 11 tang bộ ghi và đồ thị |
| 4 mẫu thử nghiệm | 8 lớp cách nhiệt |
|
Hình 2 - Giãn nở kế điển hình
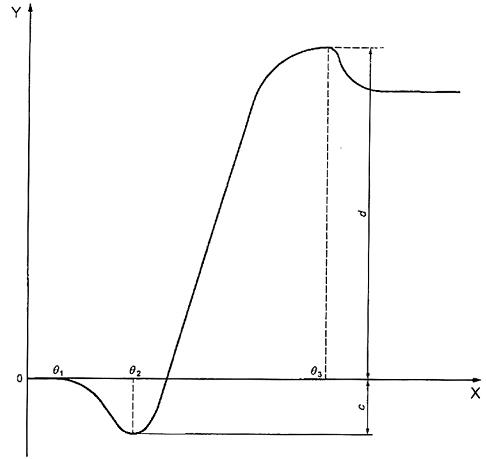
CHÚ DẪN
X nhiệt độ
Y độ dịch chuyển (%)
Hình 3 - Đường cong đặc tính giãn nở
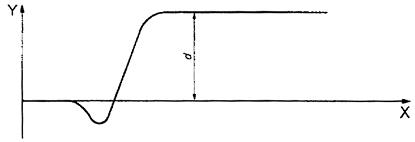
a) giãn nở dương
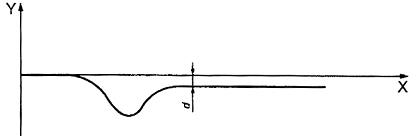
b) giãn nở âm
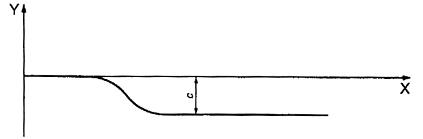
c) co ngót
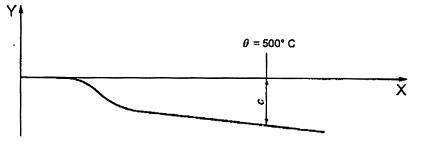
d) co ngót ghi được tại 500 oC
CHỦ DẪN
X nhiệt độ
Y độ dịch chuyển (%)
Hình 4 - Các dạng đường cong giãn nở
Bạn chưa Đăng nhập thành viên.
Đây là tiện ích dành cho tài khoản thành viên. Vui lòng Đăng nhập để xem chi tiết. Nếu chưa có tài khoản, vui lòng Đăng ký tại đây!
