- Tổng quan
- Nội dung
- Tiêu chuẩn liên quan
- Lược đồ
- Tải về
Tiêu chuẩn TCVN 12109-1:2017 Sản phẩm thép không gỉ phẳng chịu ăn mòn
| Số hiệu: | TCVN 12109-1:2017 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Cơ quan ban hành: | Bộ Khoa học và Công nghệ | Lĩnh vực: | Công nghiệp |
|
Ngày ban hành:
Ngày ban hành là ngày, tháng, năm văn bản được thông qua hoặc ký ban hành.
|
2017 |
Hiệu lực:
|
Đã biết
|
| Người ký: | Đang cập nhật |
Tình trạng hiệu lực:
Cho biết trạng thái hiệu lực của văn bản đang tra cứu: Chưa áp dụng, Còn hiệu lực, Hết hiệu lực, Hết hiệu lực 1 phần; Đã sửa đổi, Đính chính hay Không còn phù hợp,...
|
Đã biết
|
TÓM TẮT TIÊU CHUẨN VIỆT NAM TCVN 12109-1:2017
Nội dung tóm tắt đang được cập nhật, Quý khách vui lòng quay lại sau!
Tải tiêu chuẩn Việt Nam TCVN 12109-1:2017
 Tiêu chuẩn Việt Nam TCVN 12109-1:2017 PDF (Bản có dấu đỏ)
Tiêu chuẩn Việt Nam TCVN 12109-1:2017 PDF (Bản có dấu đỏ) Tiêu chuẩn Việt Nam TCVN 12109-1:2017 DOC (Bản Word)
Tiêu chuẩn Việt Nam TCVN 12109-1:2017 DOC (Bản Word)TIÊU CHUẨN QUỐC GIA
TCVN 12109-1:2017
ISO 16143-1:2014
THÉP KHÔNG GỈ THÔNG DỤNG - PHẦN 1: SẢN PHẨM PHẲNG CHỊU ĂN MÒN
Stainless steels for general purposes - Part 1: Corrosion-resistant flat products
Lời nói đầu
TCVN 12109-1:2017 tương đương có sửa đổi so với ISO 16143-1:2014.
TCVN 12109-1:2017 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 17, Thép biên soạn trên cơ sở ISO 16143-1:2014 và dự thảo đề nghị của Công ty TNHH Posco VST, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
ISO 16143, Stainless steels for general purpose (Thép không gỉ thông dụng) còn có các phần sau:
- Part 2: Corrosion-resistant semi-finished products, bars, rods and sections (Bán thành phẩm, thanh, thanh cuộn và hình chịu ăn mòn).
- Part 3: Wire (Dây).
THÉP KHÔNG GỈ THÔNG DỤNG - PHẦN 1: SẢN PHẨM PHẲNG CHỊU ĂN MÒN
Stainless steels for general purposes - Part 1: Corrosion-resistant flat products
1 Phạm vi áp dụng
Tiêu chuẩn này quy định các điều kiện kỹ thuật khi cung cấp thép lá/tấm và thép dải cán phẳng cán nóng hoặc cán nguội thông dụng được chế tạo từ các mác thép không gỉ chịu ăn mòn quan trọng nhất.
CHÚ THÍCH 1: Trong tiêu chuẩn này, thuật ngữ “thông dụng” chỉ các sản phẩm thép cán phẳng chịu ăn mòn khác với các sản phẩm được nêu trong các tài liệu tham khảo [1] đến [4].
CHÚ THÍCH 2: Các mác thép chịu nhiệt được cho trong TCVN 8997 (ISO 4955) và có thể được sử dụng cho mục đích chịu ăn mòn.
Ngoài tiêu chuẩn này, có thể áp dụng các yêu cầu kỹ thuật chung khi cung cấp quy định trong TCVN 4399 (ISO 404).
Tiêu chuẩn này không áp dụng cho các chi tiết được chế tạo bằng quá trình gia công khác của các dạng sản phẩm đã nêu trên trong đó các đặc tính chất lượng thay đổi được do quá trình gia công này.
2 Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 197-1 (ISO 6892-1), Vật liệu kim loại - Thử kéo - Phần 1: Phương pháp thử ở nhiệt độ phòng.
TCVN 256-1 (ISO 6506-1), Vật liệu kim loại - Thử độ cứng Brinell - Phần 1: Phương pháp thử.
TCVN 257-1 (ISO 6508-1), Vật liệu kim loại - Thử độ cứng Rockwell - Phần 1: Phương pháp thử (thang A, B, C, D, E, F, G, H, K, N, T).
TCVN 258-1 (ISO 6507-1), Vật liệu kim loại - Thử độ cứng Vickers - Phần 1: Phương pháp thử.
TCVN 312-1 (ISO 148-1), Vật liệu kim loại - Thử va đập kiểu con lắc Charpy - Phần 1: Phương pháp thử.
TCVN 1811 (ISO 14284), Thép và gang - Lấy mẫu và chuẩn bị mẫu thử để xác định thành phần hóa học.
TCVN 4398 (ISO 377), Thép và sản phẩm thép - Vị trí lấy mẫu, chuẩn bị phôi mẫu và mẫu thử cơ tính.
TCVN 4399 (ISO 404), Thép và sản phẩm thép - Yêu cầu kỹ thuật chung khi cung cấp.
TCVN 10356 (ISO 15510), Thép không gỉ - Thành phần hóa học.
TCVN 11236 (ISO 10474), Thép và sản phẩm thép - Tài liệu kiểm tra.
TCVN 11371 (ISO 6929), Sản phẩm thép - Từ vựng.
ISO 3651-2, Determination of resistance to intergranular cerrosion of stainless steels - Part 2: Ferritic, austenitic and ferritic - austenitic (duplex) stainless steels - Cerrosion test in media containing sulfuric acid. (Xác định độ bền chịu ăn mòn tinh giới của thép không gỉ - Phần 2: Thép không gỉ ferit, austenit và ferit - austenit (thép duplex) - Thử ăn mòn trong môi trường chứa axit sunfuric).
ISO/TS 4949, Steel names based on letter symbols (Mác thép dựa trên các ký hiệu chữ cái).
ISO 6892-2 1), Metallic materials - Tensile testing - Part 2: Method of test at elevated temperature. (Vật liệu kim loại - Thử kéo - Phần 2: Phương pháp thử ở nhiệt độ nâng cao).
ISO/TR 9769, Steel and iron - Review of available methods of analysis (Thép và gang - Xem xét lại các phương pháp phân tích sẵn có).
3 Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa được cho trong TCVN 11371 (ISO 6929) và thuật ngữ, định nghĩa sau:
3.1
Thép không gỉ chịu ăn mòn (corrosion resistant stainless steel)
Thép có thành phần (theo khối lượng) của Crom tối thiểu là 10,5 % và thành phần (theo khối lượng) của Cacbon tối đa là 1,2 % và có tính chất quan trọng là khả năng chịu ăn mòn.
3.2
Dạng sản phẩm (product form)
Hình dạng của sản phẩm.
CHÚ THÍCH: Các dạng khác nhau của sản phẩm được cho trong TCVN 11371 (ISO 6929).
4 Ký hiệu
Đối với các mác thép được đề cập trong tiêu chuẩn này, mác thép đã cho trong các bảng được phân phù hợp với ISO/TS 4949.
Đối với các mác thép được đề cập trong tiêu chuẩn này, số hiệu của thép đã cho trong các bảng được phân phù hợp với TCVN 10356 (ISO 15510).
5 Thông tin do khách hàng cung cấp
Khách hàng phải có trách nhiệm quy định tất cả các yêu cầu cần thiết cho các sản phẩm được đề cập trong tiêu chuẩn này. Các yêu cầu cần cung cấp bao gồm, nhưng không bị hạn chế, các nội dung sau:
a) Số lượng yêu cầu;
b) Dạng sản phẩm (dải hoặc lá/ tấm);
c) Số hiệu của tiêu chuẩn kích thước thích hợp, ví dụ TCVN 10357-1 (ISO 9444-1), TCVN 10357-2 (ISO 9444-2), TCVN 8594-1 (ISO 9445-1), TCVN 8594-2 (ISO 9445-2) và ISO 18286 (xem Phụ lục D), kích thước danh nghĩa cùng với mọi yêu cầu được lựa chọn;
d) Loại vật liệu (thép);
e) Số hiệu của tiêu chuẩn này [nghĩa là TCVN 12109-1 (ISO 16143-1)];
f) Mác thép hoặc số hiệu của thép;
g) Nếu đối với thép có liên quan trong các Bảng 4 đến 8, cần có nhiều hơn một điều kiện nhiệt luyện, ký hiệu cho điều kiện nhiệt luyện hoặc gia công nguội được yêu cầu;
h) Quá trình gia công / gia công tinh bề mặt yêu cầu (xem Bảng 3);
i) Nếu có yêu cầu kiểm tra xác nhận chất lượng bên trong của các sản phẩm thép cán phẳng có chiều dày ≥ 6 mm thì các yêu cầu này có thể được thỏa thuận tại thời điểm tìm hiểu và đặt hàng (xem 7.7);
f) Bất cứ thử nghiệm, kiểm tra nào khác được thỏa thuận giữa nhà sản xuất và khách hàng tại thời điểm tìm hiểu và đặt hàng (xem 8.2.3b);
k) Loại tài liệu kiểm tra và tên gọi của tài liệu phù hợp với TCVN 11236 (ISO 10474) (xem 8.2.1).
VÍ DỤ: 5t thép dải hẹp cán nguội phù hợp với TCVN 8594-1 (ISO 9445-1) có chiều dày quy định 0,25 mm, dung sai chiều dày theo cấp chính xác (P), chiều rộng quy định 250 mm, dung sai chiều rộng theo cấp chính xác (P) với dung sai hạn chế cho độ vồng của cạnh (R), được chế tạo từ mác thép X5CrNi18-10 và số hiệu 4301-304-00-1 như đã quy định trong TCVN 12109-1 (ISO 16143-1) theo quá trình gia công 2D và chứng chỉ kiểm tra 3.1 như đã quy định trong TCVN 11236 (ISO 10474) được ký hiệu như sau:
5t thép dải hẹp cán nguội TCVN 8594-1 (ISO 9445-1) - 0,25P x 250P-R
Thép TCVN 12109-1 (ISO 16143-1) - X5CrNi18-10 + 2D
TCVN 11236 (ISO 10474) - 3.1.
hoặc
5t thép dải hẹp cán nguội TCVN 8594-1 (ISO 9445-1)- 0,25P x 250P-R
Thép TCVN 12109-1 (ISO 16143-1)-4301-304-00-1 + 2D
TCVN 11236 (ISO 10474) - 3.1.
6 Phân loại các mác thép
Các loại thép không gỉ chịu ăn mòn đã đề cập trong tiêu chuẩn này được phân loại theo tổ chức của chúng thành
- thép austenit,
- thép austenit - ferit,
- thép ferit,
- thép mactenxit, hoặc
- Thép hóa bền tiết pha.
7 Yêu cầu
7.1 Quá trình sản xuất
Trừ khi có thỏa thuận về quá trình luyện thép đặc biệt tại thời điểm đặt hàng, quá trình luyện thép phải do nhà sản xuất quyết định. Khi có yêu cầu, khách hàng phải được thông báo về quá trình luyện thép đã được sử dụng.
7.2 Trạng thái cung cấp
Sản phẩm phải được cung cấp ở trạng thái đã được thỏa thuận trong đơn đặt hàng, có viện dẫn quá trình gia công cho trong Bảng 3 và khi có các lựa chọn khác nhau, cần có các viện dẫn về các trạng thái nhiệt luyện cho trong các Bảng 4 đến 8, 14 và 16 (cũng xem Phụ lục A).
7.3 Thành phần hóa học
7.3.1 Các yêu cầu về thành phần hóa học cho trong Bảng 1 áp dụng cho thành phần hóa học của phân tích mẻ nấu.
7.3.2 Phân tích sản phẩm có thể sai lệch so với giá trị giới hạn của phân tích mẻ nấu cho trong Bảng 1 theo các sai lệch cho phép cho trong Bảng 2.
7.4 Tính nhạy cảm với ăn mòn tinh giới
Về độ bền chịu ăn mòn tinh giới như đã quy định trong ISO 3651-2, đối với các loại thép ferit, austenit và austenit - ferit, áp dụng các điều kiện kỹ thuật trong các Bảng 4, 5 và 6.
Tính nhạy cảm của các loại thép không gỉ đối với ăn mòn tinh giới phụ thuộc vào các loại môi trường và vì thế khó xác nhận rõ ràng thông qua các phép thử tiêu chuẩn trong phòng thí nghiệm.
Việc lựa chọn phép thử hoặc các phép thử theo thỏa thuận nên dựa trên kinh nghiệm sử dụng mác thép đã lựa chọn trong môi trường sử dụng theo dự định.
7.5 Cơ tính
Cơ tính ở nhiệt độ phòng như đã quy định trong các Bảng 4 đến 8 áp dụng cho trạng thái nhiệt luyện quy định. Trạng thái này khi áp dụng cho quá trình gia công 1U (cán nóng, không nhiệt luyện và không tẩy gỉ). Nếu theo thỏa thuận tại thời điểm đặt hàng, các sản phẩm sẽ được cung cấp ở trạng thái không nhiệt luyện thì phải có khả năng đạt được cơ tính quy định trong các Bảng 4 đến 8 từ các mẫu thử chuẩn đã được nhiệt luyện thích hợp (nhiệt luyện theo mô hình).
Các giá trị trong các Bảng 9 đến 13 áp dụng cho giới hạn chảy quy ước 0,2% và 1% ở các nhiệt độ cao.
Đối với sản phẩm được gia công nguội, áp dụng các mức giới hạn chảy quy ước 0,2% ở nhiệt độ môi trường như đã quy định trong Bảng 14. Các mức giới hạn chảy quy ước 0,2% sẵn có ở điều kiện gia công nguội được chỉ dẫn trong Bảng 15.
Theo cách khác, sản phẩm được gia công nguội có thể được đặt hàng theo các mức giới hạn bền kéo như đã cho trong các Bảng 16 và 17.
CHÚ THÍCH: Các loại thép austenit không nhạy cảm với phá hủy giòn trong điều kiện ủ hoàn toàn vì chúng không có nhiệt độ chuyển tiếp được công bố. Vì vậy các mác thép này có thể ứng dụng trong điều kiện nhiệt độ lạnh sâu.
7.6 Chất lượng bề mặt
Về chất lượng và gia công tinh bề mặt, dạng bên ngoài thông thường của bề mặt phải phù hợp với quy trình kỹ thuật sản xuất thích hợp đối với mác thép và chất lượng được đặt hàng khi được kiểm tra bằng mắt. Khi sản phẩm được cung cấp ở dạng cuộn, mức độ và phạm vi của các khuyết tật có thể sẽ lớn hơn do không có khả năng loại bỏ các khuyết tật ở các đoạn ngắn của cuộn sản phẩm.
Trừ khi có thỏa thuận khác, sản phẩm cung cấp có gia công tinh bề mặt bằng cán nóng hoặc cán nguội (xem Bảng 3) phải được cung cấp với chỉ một bề mặt được kiểm tra theo công nghệ gia công tinh yêu cầu (bề mặt quan trọng nhất). Trong trường hợp này, nhà sản xuất nên chỉ ra bề mặt quan trọng nhất này bằng cách ghi nhãn trên vật liệu hoặc bao gói hoặc bằng phương pháp khác đã được thỏa thuận. Phương pháp mặc định là đánh dấu bề mặt quan trọng nhất là bề mặt bên trên của các sản phẩm dạng tấm, lá và các đoạn cắt ra hoặc bề mặt ngoài của các sản phẩm dạng cuộn.
Khi cần thiết, các yêu cầu chính xác về chất lượng bề mặt có thể được thỏa thuận tại thời điểm tìm hiểu và đặt hàng.
7.7 Chất lượng bên trong
Về chất lượng bên trong, khi thích hợp, các yêu cầu cùng với các điều kiện cho kiểm tra xác nhận có thể được thỏa thuận tại thời điểm tìm hiểu và đặt hàng.
7.8 Kích thước, dung sai kích thước và hình dạng
Kích thước, dung sai kích thước và hình dạng được thỏa thuận tại thời điểm tìm hiểu và đặt hàng, khi có thể thực hiện được cùng với viện dẫn các tiêu chuẩn về kích thước TCVN 10357-1 (ISO 9444-1), TCVN 10357-2 (ISO 9444-2), TCVN 8594-1 (ISO 9445-1), TCVN 8594-2 (ISO 9445-2) và TCVN 10358 (ISO 18286) (xem Phụ lục D).
7.9 Tính toán khối lượng và dung sai khối lượng
7.9.1 Khối lượng riêng của các mác thép tương ứng dùng cho tính toán khối lượng danh nghĩa của các sản phẩm phải được lấy từ Phụ lục D của TCVN 10356 (ISO 15510).
7.9.2 Nếu các dung sai về khối lượng không được quy định trong các tiêu chuẩn kích thước đã nêu trong 7.8, thì phải được thỏa thuận tại thời điểm tìm hiểu và đặt hàng.
8 Kiểm tra, thử nghiệm và sự phù hợp của sản phẩm
8.1 Quy trình chung
Nhà sản xuất phải thực hiện việc kiểm soát, kiểm tra quá trình sản xuất và thử nghiệm một cách thích hợp để bảo đảm rằng việc cung cấp sản phẩm tuân theo các yêu cầu của đơn đặt hàng.
Quá trình kiểm tra, thử nghiệm này bao gồm:
- Tần suất thích hợp cho kiểm tra xác nhận các kích thước của sản phẩm;
- Mức độ thích hợp cho kiểm tra bằng mắt chất lượng bề mặt của các sản phẩm;
- Tần suất thử nghiệm và loại thử nghiệm thích hợp để đảm bảo rằng mác thép được cung cấp là chính xác.
Tính chất và tần suất kiểm tra, xem xét và thử nghiệm này do nhà sản xuất xác định dựa trên cơ sở mức độ phù hợp đã được xác định với hệ thống chất lượng của nhà sản xuất. Do đó, không cần thiết phải có các kiểm tra xác nhận bằng các thử nghiệm riêng đối với các yêu cầu này trừ khi có thỏa thuận khác.
8.2 Quy trình kiểm tra và thử nghiệm và loại tài liệu kiểm tra
8.2.1 Các sản phẩm tuân theo tiêu chuẩn này phải được đặt hàng và cung cấp có kèm theo một trong các tài liệu kiểm tra như đã quy định trong TCVN 11236 (ISO 10474). Loại tài liệu kiểm tra phải được thỏa thuận tại thời điểm tìm hiểu và đặt hàng. Nếu đơn đặt hàng không đề cập đến bất cứ bản ghi chi tiết kỹ thuật nào thuộc loại này thì phải phát hành báo cáo thử 2.2.
8.2.2 Nếu theo thỏa thuận tại thời điểm tìm hiểu và đặt hàng phải cung cấp một báo cáo thử 2.2 của TCVN 11236 (ISO 10474) thì báo cáo thử này phải bao gồm các nội dung
a) Công bố rằng vật liệu tuân theo các yêu cầu của đơn đặt hàng và
b) Các kết quả của phân tích mẻ nấu đối với tất cả các nguyên tố được quy định cho loại thép đã cung cấp.
8.2.3 Nếu theo thỏa thuận trong đơn đặt hàng phải cung cấp một tài liệu kiểm tra 3.1 hoặc 3.2 của TCVN 11236 (ISO 10474) thì phải thực hiện các kiểm tra và thử nghiệm riêng mô tả trong 8.3 và các kết quả của kiểm tra và thử nghiệm này phải được chứng nhận trong tài liệu.
Ngoài các yêu cầu của 8.2.2 a) và b), tài liệu phải bao gồm
a) Các kết quả của các thử nghiệm bắt buộc được ghi trong cột thứ hai của Bảng 18 bằng chữ “m” và
b) Các kết quả của bất cứ phép thử hoặc kiểm tra tùy chọn nào được thỏa thuận khi đặt hàng được ghi trong cột thứ hai của Bảng 18 bằng chữ “o”.
8.3 Kiểm tra và thử nghiệm riêng
8.3.1 Nội dung thử nghiệm
Đối với các phép thử bắt buộc (m) hoặc theo thỏa thuận (o) cần được thực hiện, thành phần và cỡ kích thước của các đơn vị thử, số lượng các sản phẩm mẫu, các phôi mẫu thử và mẫu thử được lấy theo Bảng 18.
8.3.2 Lựa chọn và chuẩn bị các phôi mẫu thử và mẫu thử
8.3.2.1 Các điều kiện chung cho lựa chọn và chuẩn bị phôi mẫu thử và mẫu thử phải phù hợp với TCVN 4398 (ISO 377) và TCVN 1811 (ISO 14284).
8.3.2.2 Các phôi mẫu thử để thử kéo phải được lấy phù hợp với Bảng 19 sao cho chúng có vị trí ở giữa khoảng cách giữa tâm và một cạnh dọc của sản phẩm được thử.
Các phôi mẫu thử phải được lấy từ các sản phẩm ở trạng thái cung cấp. Nếu được thỏa thuận, có thể lấy phôi mẫu thử trước khi cán phẳng. Đối với phôi mẫu thử được cung cấp cho nhiệt luyện mô phỏng thì phải thỏa thuận về các điều kiện ủ.
8.3.2.3 Các phôi mẫu thử để thử độ cứng và thử độ bền chịu ăn mòn tinh giới, khi có yêu cầu, phải được lấy từ cùng vị trí như vị trí lấy các mẫu thử cho phép thử cơ tính. Về chiều uốn cong mẫu thử trong phép thử độ bền chịu ăn mòn tinh giới, xem Hình 1.
8.4 Phương pháp thử
8.4.1 Trừ khi có thỏa thuận khác khi đặt hàng, việc lựa chọn một phương pháp vật lý hoặc phân tích hóa học thích hợp cho phân tích sản phẩm do nhà sản xuất quyết định. Trong trường hợp có sự tranh chấp, phép phân tích phải được thực hiện với một phòng thí nghiệm đã được cả hai bên chấp thuận. Trong các trường hợp này phải có sự thỏa thuận về phương pháp chuẩn, khi có thể thực hiện được, với sự tham khảo ISO/TR 9769.
8.4.2 Phải thực hiện thử kéo phù hợp với TCVN 197-1 (ISO 6892-1), có tính đến các điều kiện bổ sung hoặc các điều kiện có sai lệch đã quy định trong Chú thích cuối trang a của Bảng 1. Phải thực hiện phép thử này trong các điều kiện có kiểm soát phù hợp với Điều 5 của ISO 6892-2 : 2009.
Trừ khi có thỏa thuận khác, phải xác định giới hạn bền kéo và độ giãn dài sau đứt và thêm vào đó, đối với thép ferit và thép austenit - ferit phải xác định giới hạn chảy quy ước 0,2%, và đối với thép austenit phải xác định các giới hạn chảy quy ước 0,2% và 1%.
Nếu phép thử kéo ở nhiệt độ nâng cao đã được đặt hàng thì phép thử này phải được thực hiện phù hợp với ISO 6892-2. Nếu cần kiểm tra xác nhận giới hạn chảy quy ước, phải xác định giới hạn chảy quy ước 0,2% cho các thép ferit, mactenxit, Thép hóa bền tiết pha và thép austenit - ferit. Trong trường hợp thép austenit, phải xác định các giới hạn chảy quy ước 0,2% và 1%.
8.4.3 Nếu phép thử va đập đã được đặt hàng thì phép thử này phải được thực hiện phù hợp với TCVN 312-1 (ISO 148-1) trên các mẫu thử có rãnh V sâu 2 mm. Giá trị trung bình thu được từ ba mẫu thử được xem là kết quả thử (được quy định trong TCVN 4399 (ISO 404)).
8.4.4 Phải thực hiện phép thử độ cứng Brinell phù hợp với TCVN 256-1 (ISO 6506-1). Phép thử độ cứng Vickers phải được thực hiện phù hợp với TCVN 258-1 (ISO 6507-1). Phải thực hiện phép thử độ cứng Rockwell phù hợp với TCVN 257-1 (ISO 6508-1).
8.4.5 Phải thử độ bền chịu ăn mòn tinh giới phù hợp với ISO 3651-2, trừ khi có sự thỏa thuận khác.
8.4.6 Phải kiểm tra các kích thước và dung sai kích thước phù hợp với các yêu cầu của các tiêu chuẩn về kích thước có liên quan.
8.5 Thử lại
Sử dụng TCVN 4399 (ISO 404).
9 Ghi nhãn
9.1 Các sản phẩm phải được ghi nhãn với nhãn hiệu hoặc biểu tượng của nhà sản xuất và mác thép hoặc số hiệu của thép. Sản phẩm cũng phải được ghi nhãn với số hiệu mẻ nấu, chiều dày, hoặc kích thước, cũng như một số ký hiệu có liên quan đến chứng chỉ kiểm tra thích hợp.
9.2 Trừ khi có thỏa thuận khác, phương pháp ghi nhãn và vật liệu cho ghi nhãn phải do nhà sản xuất lựa chọn. Chất lượng của ghi nhãn phải đảm bảo độ bền lâu của nhãn trong thời gian ít nhất là một năm, có thể chịu được sự nâng hạ, vận chuyển bình thường và có thể được bảo quản trong kho có/dưới mái che và không bị nung nóng. Độ bền chịu ăn mòn của sản phẩm không bị suy giảm bởi ghi nhãn.
9.3 Mỗi đơn vị sản phẩm phải được ghi nhãn. Theo cách khác, đối với các sản phẩm được bao gói, được bó lại thành bó hoặc được đóng trong hộp hoặc khi bề mặt của sản phẩm được mài hoặc đánh bóng thì có thể ghi nhãn trên bao gói hoặc trên một nhãn treo được gắn chặt cẩn thận vào bao gói.
Bảng 1 - Thành phần hóa học (phân tích mẻ nấu)
| Ký hiệu của thép | Thành phần theo khối lượng, % | ||||||||||
| Mác thép | Số ISO | C | Si | Mn | P | S | Cr | Mo | Ni | N | Nguyên tố khác |
| Thép austenit | |||||||||||
| X5CrNi17-7 | 4319-301-00-I | 0,07 | 1,00 | 2,00 | 0,045 | 0,030b | 16,0 đến 18,0 | - | 6,0 đến 8,0 | 0,10 | - |
| X12CrNi17-7 | 4310-301-09- X | 0,15 | 1,00 | 2,00 | 0,045 | 0,030 | 16,0 đến 18,0 | - | 6,0 đến 8,0 | - | - |
| X2CrNiN18-7 | 4313-301-53-I | 0,030 | 1,00 | 2,00 | 0,045 | 0,015 | 16,0 đến 18,5 | - | 6,0 đến 8,0 | 0,10 đến 0,20 | - |
| X6CrNiCu17-8-2 | 4567-304-76-I | 0,08 | 1,70 | 3,00 | 0,045 | 0,030 | 15,0 đến 18,0 | - | 6,0 đến 9,0 | - | Cu: 1,00 đến 3,00 |
| X10CrNi18-8 | 4310-301-00-I | 0,05 đến 0,15 | 2,00 | 2,00 | 0,045 | 0,030b | 16,0 đến 19,0 | 0,80 | 6,0 đến 9,5 | 0,10 | - |
| X2CrNi18-9 | 4307-304-03-I | 0,030 | 1,00 | 2,00 | 0,045 | 0,030b | 17,5 đến 19,5 | - | 8,0 đến 10,0 | 0,10 | - |
| X12CrNiSi18-9-3 | 4326-302-15-I | 0,15 | 2,00 đến 3,00 | 2,00 | 0,045 | 0,030 | 17,0 đến 19,0 | - | 8,0 đến 10,0 | - | - |
| X2CrNiN18-9 | 4311-304-53-I | 0,030 | 1,00 | 2,00 | 0,045 | 0,030b | 17,5 đến 19,5 | - | 8,0 đến 10,0 | 0,12 đến 0,22 | - |
| X5CrNi18-10 | 4301-304-00-I | 0,07 | 1,00 | 2,00 | 0,045 | 0,030b | 17,5 đến 19,5 | - | 8,0 đến 10,5 | 0,10 | - |
| X8CrNiCuWNb18-10-2 | - | 0,080 | 1,0 đến 2,0 | 2,00 | 0,045 | 0,030 | 17,5 đến 19,5 | - | 8,5 đến 10,5 | 0,10 | Cu: 1,5 đến 2,5 W: 0,2 đến 0,8 Nb: 01 đến 0,5 |
| X6CrNiTi18-10 | 4541-321-00-I | 0,08 | 1,00 | 2,00 | 0,045 | 0,030b | 17,0 đến 19,0 | - | 9,0 đến 12,0 | - | Ti: 5 x C đến 0,70 |
| X6CrNiNb18-10 | 4550-347-00-I | 0,08 | 1,00 | 2,00 | 0,045 | 0,030b | 17,0 đến 19,0 | - | 9,0 đến 12,0 | - | Nb: 10 x C đến 1,00 |
| X2CrNi19-11 | 4306-304-03-I | 0,030 | 1,00 | 2,00 | 0,045 | 0,030b | 18,0 đến 20,0 | - | 10,0 đến 12,0 | 0,10 | - |
| X6CrNi18-12 | 4303-305-00-I | 0,08 | 1,00 | 2,00 | 0,045 | 0,030b | 17,0 đến 19,0 | - | 10,5 đến 13,0 | 0,10 | - |
| X8CrMnCuK17-8-3 | 4597-204-76-I | 0,10 | 2,00 | 6,5 đến 9,0 | 0,040 | 0,030 | 15,0 đến 18,0 | 1,00 | 3,00 | 0,10 đến 0,30 | Cu: 2,00 đến 3,5 |
| X12CrMnNiN17-7-5 | 4372-201-00-I | 0,15 | 1,00 | 5,5 đến 7,5 | 0,045 | 0,030b | 16,0 đến 18,0 | - | 3,5 đến 5,5 | 0,05 đến 0,25 | - |
| X2CrMnNiN17-7-5 | 4371-201-53-I | 0,030 | 1,00 | 6,0 đến 8,0 | 0,045 | 0,015 | 16,0 đến 17,5 | - | 3,5 đến 5,5 | 0,15 đến 0,25 | Cu: 1,00 |
| X9CrMnNiCu17-8-5- 2 | 4618-201-76- E | 0,10 | 1,00 | 5,5 đến 9,5 | 0,070 | 0,010 | 16,5 đến 18,5 | - | 4,5 đến 5,5 | 0,15 | Cu: 1,00 đến 2,50 |
| X11CrNiMnN19-8-6 | 4339-202-91-I | 0,07 đến 0,15 | 0,50 đến 1,00 | 5,0 đến 7,5 | 0,030 | 0,015 | 17,5 đến 19,5 | - | 6,5 đến 8,5 | 0,20 đến 0,30 | - |
| X1CrNi25-21 | 4335-310-02-I | 0,020 | 0,25 | 2,00 | 0,025 | 0,010 | 24,0 đến 26,0 | 0,20 | 20,0 đến 22,0 | 0,10 | - |
| Thép austenit có Mo | |||||||||||
| X2CrNiMo17-12-2 | 4404-316-03-I | 0,030 | 1,00 | 2,00 | 0,045 | 0,030b | 16,5 đến 18,5 | 2,00 đến 3,00 | 10,0 đến 13,0 | 0,10 | - |
| X5CrNiMo17-12-2 | 4401-316-00-I | 0,08 | 1,00 | 2,00 | 0,045 | 0,030b | 16,0 đến 18,0 | 2,00 đến 3,00 | 10,0 đến 13,0 | 0,10 | - |
| X6CrNiMoTi17-12-2 | 4571-316-35-I | 0,08 | 1,00 | 2,00 | 0,045 | 0,030b | 16,5 đến 18,5 | 2,00 đến 2,50 | 10,5 đến 13,5 | - | Ti: 5 x C đến 0,70 |
| X2CrNiMo17-12-3 | 4432-316-03-I | 0,030 | 1,00 | 2,00 | 0,045 | 0,030b | 16,5 đến 18,5 | 2,50 đến 3,00 | 10,5 đến 13,0 | 0,10 | - |
| X3CrNiMo17-12-3 | 4436-316-00-I | 0,05 | 1,00 | 2,00 | 0,045 | 0,030b | 16,5 đến 18,5 | 2,50 đến 3,00 | 10,5 đến 13,0 | 0,10 | - |
| X2CrNiMoN17-12-3 | 4429-316-53-I | 0,030 | 1,00 | 2,00 | 0,045 | 0,030b | 16,5 đến 18,5 | 2,50 đến 3,00 | 10,5 đến 13,0 | 0,12 đến 0,22 | - |
| X2CrNiMo17-14-3 | 4435-316-03-X | 0,030 | 1,00 | 2,00 | 0,045 | 0,030 | 16,0 đến 18,0 | 2,0 đến 3,0 | 12,0 đến 15,0 | - | - |
| X2CrNiMo18-14-3 | 4435-316-91-I | 0,030 | 1,00 | 2,00 | 0,045 | 0,015 | 17,0 đến 19,0 | 2,50 đến 3,00 | 12,5 đến 15,0 | 0,10 | - |
| X2CrNiMoN17-13-5 | 4439-317-26- E | 0,030 | 1,00 | 2,00 | 0,045 | 0,015 | 16,5 đến 18,5 | 4,0 đến 5,0 | 12,5 đến 14,6 | 0,12 đến 0,22 | - |
| X2CrNiMo19-14-4 | 4438-317-03-I | 0,030 | 1,00 | 2,00 | 0,045 | 0,030b | 17,5 đến 20,0 | 3,0 đến 4,0 | 12,0 đến 15,0 | 0,10 | - |
| X1CrNiMoCuN20-18-7 | 4547-312-54-I | 0,020 | 0,70 | 1,00 | 0,035 | 0,015 | 19,5 đến 20,5 | 6,0 đến 7,0 | 17,5 đến 18,5 | 0,18 đến 0,25 | Cu: 0,50 đến 1,00 |
| X1CrNiMoN25-22-2 | 4466-310-50-E | 0,020 | 0,70 | 2,00 | 0,025 | 0,010 | 24,0 đến 26,0 | 2,00 đến 2,50 | 21,0 đến 23,0 | 0,10 đến 0,16 | - |
| X1CrNiMoCuNW24-22-6 | 4659-312-66-I | 0,020 | 0,70 | 2,0 đến 4,0 | 0,030 | 0,010 | 23,0 đến 25,0 | 5,5 đến 6,5 | 21,0 đến 23,0 | 0,35 đến 0,50 | Cu: 1,00 đến 2,00 W: 1,50 đến 2,50 |
| X1CrNiMoCuN24-22-8 | 4652-326-54-I | 0,020 | 0,50 | 2,0 đến 4,0 | 0,030 | 0,005 | 23,0 đến 25,0 | 7,0 đến 8,0 | 21,0 đến 23,0 | 0,45 đến 0,55 | Cu: 0,30 đến 0,60 |
| X2CrNiMnMoN25-18-6-5 | 4565-345-65-I | 0,030 | 1,00 | 5,0 đến 7,0 | 0,030 | 0,015 | 24,0 đến 26,0 | 4,0 đến 5,0 | 16,0 đến 19,0 | 0,30 đến 0,60 | Nb: 0,15 |
| Thép austenit có các nguyên tố hợp kim hóa chính Ni/Co | |||||||||||
| X1NiCrMoCu25-20-5 | 4539-089-04-I | 0,020 | 0,75 | 2,00 | 0,035 | 0,015 | 19,0 đến 22,0 | 4,0 đến 5,0 | 23,5 đến 26,0 | 0,15 | Cu: 1,20 đến 2,00 |
| X1NiCrMoCuN25- 20-7 | 4529-089-26-I | 0,020 | 0,75 | 2,00 | 0,035 | 0,015 | 19,0 đến 21,0 | 6,0 đến 7,0 | 24,0 đến 26,0 | 0,15 đến 0,25 | Cu: 0,50 đến 1,50 |
| X2NiCrMoN25-21-7 | 4478-083-67-U | 0,030 | 1,00 | 2,00 | 0,040 | 0,330 | 20,0 đến 22,0 | 6,0 đến 7,0 | 23,5 đến 25,5 | 0,18 đến 0,25 | Cu: 0,75 |
| X1NiCrMoCu31-27-4 | 4563-080-28-I | 0,020 | 0,70 | 2,00 | 0,030 | 0,010 | 26,0 đến 28,0 | 3,0 đến 4,0 | 30,0 đến 32,0 | 0,10 | Cu: 0,70 đến 1,50 |
| Thép austenit - ferit | |||||||||||
| X2CrNiN22-2f | 4062-322-02-Uf | 0,030 | 1,00 | 2,00 | 0,040 | 0,010 | 21,5 đến 24,0 | 0,45 | 1,00 đến 2,90 | 0,16 đến 0,28 | - |
| X2CrMnNiN21-5-1f | 4162-321-01-Ef | 0,040 | 1,00 | 4,0 đến 6,0 | 0,040 | 0,015 | 21,0 đến 22,0 | 0,10 đến 0,80 | 1,35 đến 1,90 | 0,20 đến 0,25 | Cu: 0,10 đến 0,80 |
| X2CrNiN23-4 | 4362-323-04-I | 0,030 | 1,00 | 2,00 | 0,035 | 0,015 | 22,0 đến 24,5 | 0,10 đến 0,60 | 3,5 đến 5,5 | 0,05 đến 0,20 | Cu: 0,10 đến 0,60 |
| X2CrNiMoN22-5-3 | 4462-318-03-I | 0,030 | 1,00 | 2,00 | 0,035 | 0,015 | 21,0 đến 23,0 | 2,5 đến 3,5 | 4,5 đến 6,5 | 0,10 đến 0,22 | - |
| X2CrNiMnMoCuN24-4-3-2f | 4662-824-41-Xf | 0,030 | 0,70 | 2,50 đến 4,0 | 0,035 | 0,005 | 23,0 đến 25,0 | 1,00 đến 2,00 | 3,0 đến 4,5 | 0,20 đến 0,30 | Cu: 0,10 đến 0,80 |
| X2CrNiMoCuN25-6-3 | 4507-325-20-I | 0,030 | 0,70 | 2,00 | 0,035 | 0,015 | 24,0 đến 26,0 | 2,5 đến 4,0 | 5,0 đến 7,5 | 0,15 đến 0,30 | Cu: 1,00 đến 2,50 |
| X2CrNiMoN25-7-3 | 4481-312-60-J | 0,030 | 1,00 | 1,50 | 0,040 | 0,030 | 24,0 đến 26,0 | 2,50 đến 3,5 | 5,5 đến 7,5 | 0,08 đến 0,30 | - |
| X2CrNiMoN25-7-4 | 4410-327-50-E | 0,030 | 1,00 | 2,00 | 0,035 | 0,015 | 24,0 đến 26,0 | 3,0 đến 4,5 | 6,0 đến 8,0 | 0,24 đến 0,35 | - |
| X3CrNiMo19-16-5 | - | 0,030 | 1,00 | 2,00 đến 4,00 | 0,040 | 0,030 | 19,0 đến 22,0 | 1,0 đến 2,0 | 2,0 đến 4,0 | 0,14 đến 0,2 | - |
| X8CrNi 16-6 | - | 0,080 | 1,70 | 3,00 | 0,045 | 0,030 | 15,0 đến 18,0 | - | 6,0 đến 9,0 | - | Cu: 1,00 đến 3,00 |
| X6CrNi19-1 | - | 0,060 | 0,90 | 2,50 đến 3,50 | 0,040 | 0,030 | 19,0 đến 21,0 | - | 0,5 đến 1,5 | 0,2 đến 0,3 | Cu: 0,20 đến 1,20 |
| X2CrNiMoCuWN25-7-4 | 4501-327-60-I | 0,030 | 1,00 | 1,00 | 0,035 | 0,015 | 24,0 đến 26,0 | 3,0 đến 4,0 | 6,0 đến 8,0 | 0,20 đến 0,30 | Cu: 0,50 đến 1,00 W: 0,50 đến 1,00 |
| Thép ferit | |||||||||||
| X2CrTi12 | 4512-409-10-I | 0,030 | 1,00 | 1,00 | 0,040 | 0,030b | 10,5 đến 12,5 | - | 0,50 | - | Ti: 6 x (C+N) đến 0,65 |
| X2CrNi12 | 4003-410-77-I | 0,030 | 1,00 | 2,00 | 0,040 | 0,015 | 10,5 đến 12,5 | - | 0,30 đến 1,10 | 0,030 | - |
| X6Cr13 | 4000-410-08-I | 0,08d | 1,00 | 1,00 | 0,040 | 0,030b | 11,5 đến 14,0 | - | 0,75 | - | - |
| X6Cr17 | 4016-430-00-I | 0,08d | 1,00 | 1,00 | 0,040 | 0,030b | 16,0 đến 18,0 | - | - | - | - |
| X1CrTi16 | - | 0,030 | 0,75 | 1,00 | 0,040 | 0,030 | 16,0 đến 19,0 | - | - | - | Ti hoặc Nb: 0,1 đến 1,0 |
| X1CrCuNb20 | - | 0,015 | 1,00 | 1,00 | 0,040 | 0,030 | 20,0 đến 23,0 | - | - | 0,015 | Ti, Nb: 8 x (C+N) đến 0,80 |
| X2CrNb17 | 4510-430-36-X | 0,030 | 0,75 | 1,00 | 0,040 | 0,030 | 16,0 đến 19,0 | - | - | - | Nb hoặc Ti: 0,10 đến 1,00 |
| X3CrTi17 | 4510-430-35-I | 0,05 | 1,00 | 1,00 | 0,040 | 0,030b | 16,0 đến 19,0 | - | - | - | Ti: 0,15 đến 0,75c |
| X3CrNb17 | 4511-430-71-I | 0,05 | 1,00 | 1,00 | 0,040 | 0,015 | 16,0 đến 18,0 | - | - | - | Nb: 12 x C đến 1,00 |
| X6CrNi17-1 | 4017-430-91-E | 0,08 | 1,00 | 1,00 | 0,040 | 0,015 | 16,0 đến 18,0 | - | 1,20 đến 1,60 | - | - |
| X2CrCuTi18 | 4664-430-75-J | 0,025 | 1,00 | 1,00 | 0,040 | 0,030 | 16,0 đến 20,0 | - | - | 0,025 | Ti: 8 x (C+N) đến 8,80c Cu: 0,30 đến 0,80 |
| X2CrTiNb18 | 4509-439-40-X | 0,030 | 1,00 | 1,00 | 0,040 | 0,015 | 17,5 đến 18,5 | - | - | - | Ti: 0,10 đến 0,60 Nb: 0,30 + 3 x C đến 1,00 |
| X2CrNbCu21 | 4621-445-00-E | 0,030 | 1,00 | 1,00 | 0,040 | 0,015 | 20,0 đến 21,5 | - | - | 0,030 | Nb: 0,20 đến 1,00 Cu: 0,10 đến 1,00 |
| X2CrNbCu22 | 4621-443-30-J | 0,025 | 1,00 | 1,00 | 0,040 | 0,030 | 20,0 đến 23,0 | - | - | 0,025 | Cu: 0,30 đến 0,80 Ti: 8 x (C+N) đến 0,80c |
| X6CrMoNb17-1 | 4528-436-00-I | 0,08 | 1,00 | 1,00 | 0,040 | 0,015 | 16,0 đến 18,0 | 0,80 đến 1,40 | - | 0,040 | Nb: 5 x C đến 1,00 |
| X2CrMo19 | 4609-436-77-J | 0,025 | 1,00 | 1,00 | 0,040 | 0,030 | 17,0 đến 20,0 | 0,40 đến 0,80 | - | 0,025 | Ti+Nb+Zr: 8 x (C+N) đến 0,80 |
| X2CrMoMbTi18-1 | 4513-436-00-J | 0,025 | 1,00 | 1,00 | 0,040 | 0,030 | 16,0 đến 19,0 | 0,75 đến 1,50 | - | 0,025 | Ti+Nb+Zr: 8 x (C+N) đến 0,80 |
| X2CrMoTi18-2 | 4521-444-00-I | 0,025 | 1,00 | 1,00 | 0,040 | 0,015 | 17,0 đến 20,0 | 1,75 đến 2,50 | - | 0,030 | Ti: 4 x (C+N) +0,15 đến 0,80c |
| X2CrMo23-1 | 4128-445-92-J | 0,025 | 1,00 | 1,00 | 0,040 | 0,030 | 21,0 đến 24,0 | 0,70 đến 1,50 | - | 0,025 | - |
| X1CrMo30-2 | 4135-447-92-C | 0,010 | 0,40 | 0,40 | 0,030 | 0,020 | 28,5 đến 32,0 | 1,50 đến 2,50 | - | 0,015 | - |
| Thép Mactenxit | |||||||||||
| X12Cr13 | 4006-410-00-I | 0,08 đến 0,15 | 1,00 | 1,50 | 0,040 | 0,030b | 11,5 đến 13,5 | - | 0,75 | - | - |
| X20Cr13 | 4021-420-00-I | 0,16 đến 0,25 | 1,00 | 1,50 | 0,040 | 0,030b | 12,0 đến 14,0 | - | - | - | - |
| X30Cr13 | 4028-420-00-I | 0,26 đến 0,35 | 1,00 | 1,50 | 0,040 | 0,030b | 12,0 đến 14,0 | - | - | - | - |
| X39Cr13 | 4031-420-00-I | 0,36 đến 0,42 | 1,00 | 1,00 | 0,040 | 0,030b | 12,5 đến 14,5 | - | - | - | - |
| X46Cr13 | 4034-420-00-I | 0,43 đến 0,50 | 1,00 | 1,00 | 0,040 | 0,030b | 12,5 đến 14,5 | - | - | - | - |
| X38CrMo14 | 4419-420-97- E | 0,36 đến 0,42 | 1,00 | 1,00 | 0,040 | 0,015 | 13,0 đến 14,5 | 0,60 đến 1,00 | - | - | - |
| X50CrMoV15 | 4116-420-77- E | 0,45 đến 0,55 | 1,00 | 1,00 | 0,040 | 0,015 | 14,0 đến 15,0 | 0,50 đến 0,80 | - | - | V: 0,10 đến 0,20 |
| X3CrNiMo13-4 | 4313-415-00-I | 0,05 | 0,70 | 0,50 đến 1,00 | 0,040 | 0,015 | 12,0 đến 14,0 | 0,30 đến 1,00 | 3,5 đến 4,5 | - | - |
| X4CrNiMo16-5-1 | 4418-431-77-E | 0,06 | 0,70 | 1,50 | 0,040 | 0,015 | 15,0 đến 17,0 | 0,80 đến 1,50 | 4,0 đến 6,0 | ≥0,020 | - |
| Thép hóa bền tiết pha | |||||||||||
| X5CrNiCuNb16-4 | 4542-174-00-I | 0,07 | 1,00 | 1,50 | 0,040 | 0,030b | 15,0 đến 17,0 | 0,60 | 3,0 đến 5,0 | - | Cu: 3,0 đến 5,0 Nb: 0,15 đến 0,46 |
| X7CrNiAl17-7 | 4068-177-00-I | 0,09 | 0,70 | 1,00 | 0,040 | 0,015 | 16,0 đến 18,0 | - | 6,5 đến 7,8e | - | Al: 0,70 đến 1,50 |
| CHÚ THÍCH: Các nguyên tố không được nêu ra trong Bảng này không được cố ý đưa vào thép nếu không có sự thỏa thuận của khách hàng ngoại trừ các nguyên tố cho hoàn thiện mẻ nấu. Phải có mọi sự đề phòng thích hợp để tránh đưa vào thép các nguyên tố từ phế liệu và các vật liệu khác dùng trong sản xuất có thể làm suy giảm cơ tính và tính thích hợp của thép. a Các giá trị lớn nhất trừ khi có quy định khác. b Các phạm vi của hàm lượng lưu huỳnh có thể cải thiện các tính chất của thép. Đối với khả năng gia công trên máy, nên sử dụng hàm lượng lưu huỳnh có kiểm soát 0,015% đến 0,030%. Đối với tính hàn, hàm lượng lưu huỳnh có kiểm soát 0,008% đến 0,020% có thể số có lợi. Đối với khả năng đánh bóng, nên sử dụng hàm lượng lưu huỳnh có kiểm soát tối đa là 0,015%. c Tính ổn định có thể đạt được do sử dụng titan và/hoặc niobi và/hoặc zirconi. Theo khối lượng nguyên tử của các nguyên tố này và hàm lượng của cacbon và nitơ, đương lượng phải như sau: Nb (% theo khối lượng) ≡ Zr (% theo khối lượng) ≡ 7/4 Ti (% theo khối lượng), d Đối với một số ứng dụng, ví dụ, tính hàn hoặc dây thép có độ bền cao, có thể thỏa thuận về hàm lượng tối đa của cacbon là 0,12%. e Theo thỏa thuận đặc biệt, thép được dự định sử dụng cho gia công biến dạng nguội cũng có thể được đặt hàng với hàm lượng niken 7,0% đến 8,3%. f Các mác thép được cấp bằng sáng chế. | |||||||||||
Bảng 2 - Sai lệch cho phép giữa phân tích sản phẩm và các giá trị giới hạn cho trong Bảng 1 đối với phân tích mẻ nấu
| Nguyên tố | Các giới hạn quy định, phân tích mẻ nấu | Sai lệch cho phép a | |
| Cacbon |
| ≤0,030 | +0,005 |
| >0,030 | ≤0,20 | ±0,01 | |
| >0,20 | ≤0,60 | ±0,02 | |
| >0,60 | ≤1,20 | ±0,03 | |
| Silic |
| ≤1,00 | +0,05 |
| >1,00 | ≤3,00 | ±0,10 | |
| >3,00 | ≤6,00 | ±0,15 | |
| Mangan |
| ≤1,00 | +0,03 |
| >1,00 | ≤2,00 | ±0,04 | |
| >2,00 | ≤15,0 | ±0,10 | |
| Phốt pho |
| ≤0,045 | +0,005 |
| >0,045 | 0,070 | ±0,010 | |
| Lưu huỳnh |
| ≤0,015 | +0,003 |
| >0,015 | ≤0,030 | ±0,005 | |
| ≥0,10 | ≤0,50 | ±0,02 | |
| Crôm | ≥10,5 | ≤15,0 | ±0,15 |
| >15,0 | ≤20,0 | ±0,20 | |
| >20,0 | ≤35,0 | ±0,25 | |
| Molipden |
| ≤0,60 | +0,03 |
| >0,60 | ≤1,75 | +0,05 | |
| >1,75 | ≤8,0 | ±0,10 | |
| Niken |
| ≤1,00 | +0,03 |
| >1,00 | ≤5,0 | ±0,07 | |
| >5,0 | ≤10,0 | ±0,10 | |
| >10,0 | ≤20,0 | ±0,15 | |
| >20,0 | ≤38,0 | ±0,20 | |
| Nitơ |
| ≤0,10 | +0,01 |
| ≥0,10 | ≤0,60 | ±0,02 | |
| Nhôm | ≥0,05 | ≤0,30 | ±0,05 |
| >0,30 | ≤1,50 | ±0,10 | |
| Bo |
| ≤0,010 | +0,000 5 |
| Đồng |
| ≤1,00 | +0,04 |
| >1,00 | ≤5,0 | ±0,10 | |
| Niobi |
| ≤1,00 | +0,05 |
| Titan |
| ≤1,00 | +0,05 |
| >1,00 | ≤3,0 | ±0,07 | |
| Vonfram |
| ≤3,00 | +0,05 |
| Vanadi |
| ≤0,50 | +0,03 |
| a ± nghĩa là trong một mẻ nấu, sai lệch có thể xảy ra trên giá trị giới hạn trên hoặc dưới giá trị giới hạn dưới của phạm vi quy định trong Bảng 1, nhưng không xảy ra cả hai cùng một lúc. | |||
Bảng 3 - Loại quá trình gia công và gia công tinh bề mặt của các sản phẩm phẳng a
|
| Chữ viết tắt b | Loại quá trình gia công | Đặc trưng bề mặt | Ghi chú |
| Cán nóng | 1U | Cán nóng, không nhiệt luyện, không tẩy gỉ | Có vảy cán | Thích hợp cho các sản phẩm được gia công thêm nữa, ví dụ thép dải dùng cho cán lại. |
| 1C | Cán nóng, được nhiệt luyện, không tẩy gỉ | Có vảy cán | Thích hợp cho các chi tiết sẽ được tẩy gỉ hoặc gia công trên máy trong sản xuất tiếp sau hoặc cho một số ứng dụng chịu nhiệt. | |
| 1E | Cán nóng, được nhiệt luyện, được tẩy gỉ bằng cơ học | Không có vảy cán | Loại tẩy gỉ bằng cơ học, ví dụ, mài thô hoặc phun bi, tùy theo mác thép và sản phẩm, việc tẩy gỉ này do nhà sản xuất quyết định, trừ khi có thỏa thuận khác. | |
| 1D | Cán nóng, được nhiệt luyện, ngâm tẩy gỉ | Không có vảy cán | Tiêu chuẩn thông thường cho hầu hết các loại thép để đảm bảo độ bền chịu ăn mòn cao, cũng phổ biến cho gia công tinh tiếp sau. Cho phép mài các dấu vết xuất hiện. Không trơn nhẵn như 2D hoặc 2B. | |
| Cán nguội | 2H | Biến cứng khi gia công nguội | Sáng bóng | Gia công nguội để đạt mức độ bền cao hơn. |
| 2C | Cán nguội, được nhiệt luyện, không tẩy gỉ | Trơn nhẵn có lớp bẩn do nhiệt luyện | Thích hợp cho các chi tiết sẽ được tẩy gỉ hoặc gia công trên máy trong sản xuất tiếp sau hoặc cho một số ứng dụng chịu nhiệt. | |
| 2E | Cán nguội, được nhiệt luyện, tẩy gỉ bằng cơ học | Không có vảy cán f | Thường được áp dụng cho các loại thép có vảy cán rất khó tẩy sạch bằng dung dịch. Có thể được tẩy gỉ tiếp sau | |
| 2D | Cán nguội, được nhiệt luyện, ngâm tẩy gỉ | Trơn nhẵn | Gia công tinh đối với vật liệu có tính dẻo cao, nhưng không trơn nhẵn như 2B hoặc 2R | |
| 2B | Cán nguội, được nhiệt luyện, ngâm tẩy gỉ, được cán là | Trơn nhẵn hơn 2D | Phổ biến nhất cho gia công tinh đối với hầu hết các loại thép để đảm bảo độ bền chịu ăn mòn cao, độ trơn nhẵn và độ phẳng. Cũng phổ biến cho gia công tinh tiếp sau. Sự kéo nắn cũng có thể được sử dụng như một phương án lựa chọn khác của cán là. | |
| 2A | Cán nguội, được nhiệt luyện, ngâm tẩy gỉ sáng bóng, được cán là | Trơn nhẵn hơn và có tính phản chiếu tốt hơn so với 2B | Gia công tinh điển hình đối với các mác thép ferit khi cần có hệ số phản chiếu cao | |
| 2Q | Cán nguội, được tôi và ram, tẩy gỉ sau nhiệt luyện | Sạch gỉ bề mặt nhiệt luyện | Được tôi và ram trong môi trường có (khi) bảo vệ hoặc được tẩy gỉ sau nhiệt luyện. | |
| 2R | Cán nguội, được ủ sáng c | Trơn nhẵn, sáng bóng, có tính phản chiếu | Trơn nhẵn hơn và sáng bóng hơn so với 2B. Cũng sử dụng phổ biến cho gia công tinh tiếp sau. | |
| Gia công tinh đặc biệt | 1G hoặc 2G | Mài d | e | Có thể quy định loại (cấp) hạt mài hoặc độ nhám bề mặt. Cấu trúc vô hướng, tính phản chiếu không cao. |
| 1J hoặc 2J | Đánh bóng bằng bàn chải hoặc đánh bóng mờ d | Trơn nhẵn hơn được mài e | Có thể quy định loại (cấp) bàn chải hoặc đui đánh bóng hoặc độ nhám bề mặt. Cấu trúc vô hướng, tính phản chiếu không cao. | |
| 1K hoặc 2K | Đánh bóng bằng vải sa tanh d | e | Các yêu cầu bổ sung riêng cho gia công tinh kiểu “J” để đạt được độ bền chịu ăn mòn thích hợp cho các ứng dụng trong ngành hàng hải và kiến trúc bên ngoài, Ra < 0,5 μm theo phương ngang, cho gia công tinh làm sạch bề mặt cắt. | |
| 1N hoặc 2N | Đánh bóng vết rạn | e |
| |
| 1P hoặc 2P | Đánh bóng sáng bóng d | e | Đánh bóng bằng cơ học. Có thể quy định quá trình gia công hoặc độ nhám bề mặt. Gia công tinh không định hướng, phản chiếu với mức độ rõ cao của hình ảnh. | |
| 2F | Cán nguội, được nhiệt luyện, cán là trên các trục cán thô | Bề mặt mờ không có độ phản chiếu đồng đều | Nhiệt luyện bằng ủ sáng hoặc bằng ủ và tẩy gỉ. | |
| 1M | Theo mẫu | Thiết kế được thỏa thuận: cán phẳng bề mặt lần thứ hai | Các tấm trang trí kiểu bàn cờ dùng cho các sàn nhà | |
| 2M | Gia công tinh với cấu trúc mịn được sử dụng chủ yếu cho các ứng dụng kiến trúc | |||
| 2W | Làm gợn sóng | Thiết kế được thỏa thuận | Được sử dụng để tăng độ bền và/hoặc hiệu quả mỹ thuật | |
| 2L | Nhuộm màu d | Theo màu được thỏa thuận |
| |
| 1S hoặc 2S | Bề mặt được mạ phủ d |
| Được mạ, phủ ví dụ, thiếc, nhôm, titan | |
| a Không sẵn có tất cả các quá trình gia công và gia công tinh bề mặt cho mọi loại thép. b Chữ số thứ nhất: 1 = cán nóng, 2 = cán nguội. c Có thể được cán là. d Chỉ một bề mặt, trừ khi có quy định riêng biệt tại thời điểm tìm hiểu và đặt hàng. e Trong phạm vi của mỗi quá trình gia công tinh, các đặc trưng bề mặt có thể thay đổi và có thể thỏa thuận về nhiều yêu cầu riêng giữa nhà sản xuất và khách hàng (ví dụ, cấp hạt mài hoặc độ nhám bề mặt). f Có thể sử dụng các phương pháp tẩy gỉ bằng cơ học khác nhau. Phun bi sẽ dẫn đến bề mặt được gia công có độ nhám và mờ trong khi làm sạch bằng bàn chải có thể tạo ra bề mặt được gia công trơn nhẵn. | ||||
Bảng 4 - Cơ tính ở nhiệt độ phòng cho các thép austenit ở trạng thái ủ hoàn toàn (xem Bảng A.1)
| Ký hiệu của thép | Dạng sản phẩm a | Chiều dày t | Giới hạn chảy quy ước | Giới hạn bền kéo | Độ giãn dài sau đứt | Độ dai va đập e | Độ bền chịu ăn mòn tinh giới f | ||||
| Mác thép | Số ISO | (Loại) | mm lớn nhất | Rp0,2 | Rp1,0 | Rm | A80d | KV2 | Ở trạng thái cung cấp | Ở trạng thái nhạy cảm g | |
| MPa nhỏ nhất (ngang)bc | MPa | % nhỏ nhất (ngang) | J nhỏ nhất (dọc) | J nhỏ nhất (ngang) | |||||||
| Thép austenit | |||||||||||
| X5CrNi17-7 | 4319-301-00-I | C | 6 | 205 | 235 | nhỏ nhất 520 | 40 | - | - | Có | không |
| H | 9 | 205 | 235 | nhỏ nhất 520 | 40 | - | - | ||||
| P | 75 | 205 | 235 | nhỏ nhất 520 | 40 | - | - | ||||
| X12CrNi17-7 | 4310-301-09-X | C | 6 | 205 | - | nhỏ nhất 520 | 40 | - | - | có | không |
| H | 9 | 205 | - | nhỏ nhất 520 | 40 | - | - | ||||
| P | 75 | 205 | - | nhỏ nhất 520 | 40 | - | - | ||||
| X2CrNiN18-7 | 4318-301-53-I | C | 8 | 350 | 380 | 650 đến 850 | 40 | - | - | có | có |
| H | 13,5 | 350 | 370 | 650 đến 850 | 40 | 90 | 60 | ||||
| P | 75 | 330 | 370 | 630 đến 830 | 45 | 90 | 60 | ||||
| X6Cr-NiCu17-8-2 | 4567-304-76-I | C | 8 | 155 | - | nhỏ nhất 450 | 40 | - | - | không | không |
| H | 13,5 | 155 | - | nhỏ nhất 450 | 40 | - | - | ||||
| P | 75i | 155 | - | nhỏ nhất 450 | 40 | - | - | ||||
| X10CrNi18-8 | 4310-301-00-I | C | 8 | 250 | 280 | 600 đến 800 | 40 | - | - | không | không |
| H | 13,5 | 230 | 270 | 600 đến 800 | 40 | - | - | ||||
| X2CrNi18-9 | 4307-304-03-I | C (+AT1) | 8 | 220 | 250 | 520 đến 720 | 45 | - | - | có | có |
| C (+AT2)h | 175 | - | 480 đến 680 | - | - | ||||||
| H | 13,5 | 200 | 240 | 520 đến 720 | 45 | 100 | 60 | ||||
| P | 75i | 200 | 240 | 500 đến 700 | 45 | 100 | 60 | ||||
| X12CrNiSi18-9-3 | 4326-302-15-I | C | 8 | 205 | - | nhỏ nhất 520 | 40 | - | - | không | không |
| H | 13,5 | 205 | - | nhỏ nhất 520 | 40 | - | - | ||||
| P | 75i | 205 | - | nhỏ nhất 520 | 40 | - | - | ||||
| X2CrNiN18-9 | 4311-304-53-I | C | 8 | 290 | 320 | 550 đến 750 | 40 | - | - | có | có |
| H | 13,5 | 270 | 310 | 550 đến 750 | 40 | 100 | 60 | ||||
| P | 75i | 270 | 310 | 530 đến 730 | 40 | 100 | 60 | ||||
| X5CrNi18-10 | 4301-304-00-I | C | 8 | 230 | 260 | 540 đến 740 | 45 j | - | - | có | không |
| H | 13,5 | 210 | 250 | 540 đến 740 | 45 j | 100 | 60 | ||||
| P | 75i | 210 | 250 | 520 đến 720 | 45 | 100 | 60 | ||||
| X8CrNiCuWNb18-10-2 | - | C | 6 | 230 | 240 | 650 | 40 | 100 | 60 | có | có |
| H | 13,5 | 230 | 240 | 650 | 40 | ||||||
| X6CrNiTi18-10 | 4541-321-00-I | C | 8 | 220 | 250 | 520 đến 720 | 40 | - | - | có | có |
| H | 13,5 | 200 | 240 | 520 đến 720 | 40 | 100 | 60 | ||||
| P | 75 i | 200 | 240 | 500 đến 700 | 40 | 100 | 60 | ||||
| X6CrNiNb18-10 | 4550-347-00-I | C | 8 | 220 | 250 | 520 đến 720 | 40 | - | - | có | có |
| H | 13,5 | 200 | 240 | 520 đến 720 | 40 | 100 | 60 | ||||
| P | 75 i | 200 | 240 | 500 đến 700 | 40 | 100 | 60 | ||||
| X2CrNi19-11 | 4306-304-03-I | C | 8 | 220 | 250 | 520 đến 720 | 45 | - | - | có | có |
| H | 13,5 | 200 | 240 | 520 đến 720 | 45 | 100 | 60 | ||||
| P | 75 i | 200 | 240 | 500 đến 700 | 45 | 100 | 60 | ||||
| X6CrNi18-12 | 4303-305-00-I | C | 6 | 175 | 205 | nhỏ nhất 480 | 40 | - | - | có | không |
| H | 9 | 175 | 205 | nhỏ nhất 480 | 40 | - | - | ||||
| P | 75 | 175 | 205 | nhỏ nhất 480 | 40 | - | - | ||||
| X8CrMnCuN17-8-3 | 4597-204-76-I | C | 8 | 300 | 330 | 580 đến 780 | 40 | - | - | có | không |
| H | 13,5 | 300 | 330 | 580 đến 780 | 40 | 100 | 60 | ||||
| X12CrMnNIN17-7-5 | 4372-201-00-I | C | 8 | 350 | 380 | 680 đến 880 | 45 | - | - | có | không |
| H | 13,5 | 330 | 370 | 680 đến 880 | 45 | 100 | 60 | ||||
| P | 75 | 330 | 370 | 680 đến 880 | 40 | 100 | 60 | ||||
| X2CrMnNiN17-7-5 | 4371-201-53-I | C | 8 | 300 | 330 | 650 đến 850 | 45 | - | - | có | có |
| H | 13,5 | 280 | 320 | 650 đến 850 | 45 | 100 | 60 | ||||
| P | 75 | 280 | 320 | 630 đến 830 | 35 | 100 | 60 | ||||
| X9CrMn-NiCu17-8-5-2 | 4618-201-76-E | C | 8 | 230 | 250 | 540 đến 850 | 45 | 100 | 60 | có | có |
| H | 13,5 | 230 | 250 | 520 đến 830 | 45 | 100 | 60 | ||||
| P | 75 | 210 | 240 | 520 đến 830 | 45 | 100 | 60 | ||||
| X11CrNiMnN19-5-6 | 4369-202-91-I | C | 4 | 340 | 370 | 750 đến 950 | 35 | - | - | có | không |
| X1CrNi25-21 | 4335-310-02-I | P | 75i | 200 | 240 | 470 đến 670 | 40 | 100 | 60 | có | có |
| Thép austenit có Mo | |||||||||||
| X2CrNiMo17-12-2 | 4404-316-03-I | C (+AT1) | 8 | 240 | 270 | 530 đến 730 | 40 | - | - | có | có |
| C (+AT2)h | 8 | 175 | - | 480 đến 680 | 40 | - | - | ||||
| H | 13,5 | 220 | 260 | 530 đến 730 | 40 | 100 | 60 | ||||
| P | 75i | 220 | 260 | 510 đến 710 | 40 | 100 | 60 | ||||
| X5CrNiMo17-12-2 | 4401-316-00-I | C(+AT1) | 8 | 240 | 270 | 530 đến 730 | 40 | - | - | có | không k |
| C (+A12)h | 8 | 205 | - | 520 đến 720 | 40 | - | - | ||||
| H | 13,5 | 220 | 260 | 530 đến 730 | 40 | 100 | 60 | ||||
| P | 75i | 220 | 260 | 510 đến 710 | 40 | 100 | 60 | ||||
| X6CrNiMoTi17-12-2 | 4571-316-35-I | C | 8 | 240 | 270 | 530 đến 730 | 40 | - | - | có | có |
| H | 13,5 | 220 | 260 | 530 đến 730 | 40 | 100 | 60 | ||||
| P | 75 i | 220 | 260 | 510 đến 710 | 40 | 100 | 60 | ||||
| X2CrNiMo17-12-3 | 4432-316-03-I | C | 8 | 240 | 270 | 530 đến 730 | 40 | - | - | có | có |
| H | 13,5 | 220 | 260 | 530 đến 730 | 40 | 100 | 60 | ||||
| P | 75i | 220 | 260 | 510 đến 710 | 40 | 100 | 60 | ||||
| X3CrNiMo17-12-3 | 4436-316-00-I | C | 8 | 240 | 270 | 530 đến 730 | 40 | - | - | có | khôngk |
| H | 13,5 | 220 | 260 | 530 đến 730 | 40 | 100 | 60 | ||||
| P | 75i | 220 | 260 | 510 đến 710 | 40 | 100 | 60 | ||||
| X2CrNiMoN17-12-3 | 4429-316-53-I | C | 8 | 300 | 330 | 580 đến 780 | 35 | - | - | có | có |
| H | 13,5 | 280 | 320 | 580 đến 780 | 35 | 100 | 60 | ||||
| P | 75i | 280 | 320 | 580 đến 780 | 40 | 100 | 60 | ||||
| X2CrNiMo17-14-3 | 4435-316-03-X | C | 8 | 175 | - | nhỏ nhất 480 | 40 | - | - | có | có |
| H | 13,5 | 175 | - | nhỏ nhất 480 | 40 | - | - | ||||
| P | 75 | 175 | - | nhỏ nhất 480 | 40 | - | - | ||||
| X2CrNiMo18-14-3 | 4435-316-91-I | C | 6 | 240 | 270 | 550 đến 750 | 40 | - | - | có | có |
| H | 12 | 220 | 260 | 550 đến 750 | 40 | 100 | 60 | ||||
| P | 75h | 220 | 260 | 520 đến 720 | 45 | 100 | 60 | ||||
| X2CrNiMoN17-13-5 | 4439-317-26-E | C | 8 | 290 | 320 | 580 đến 780 | 35 | - | - | có | có |
| H | 13,5 | 270 | 310 | 580 đến 780 | 35 | 100 | 60 | ||||
| P | 75i | 270 | 310 | 580 đến 780 | 40 | 100 | 60 | ||||
| X2CrNiMo19-14-4 | 4438-317-03-I | C | 8 | 240 | 270 | 550 đến 700 | 35 | - | - | có | có |
| H | 13,5 | 220 | 260 | 550 đến 700 | 35 | 100 | 60 | ||||
| P | 75 | 220 | 260 | 550 đến 700 | 40 | 100 | 60 | ||||
| X1CrNiMo-CuN20-18-7 | 4547-312-54-I | C | 8 | 320 | 350 | 650 đến 850 | 35 | - | - | có | có |
| H | 13,5 | 300 | 340 | 650 đến 850 | 35 | 100 | 60 | ||||
| P | 75 | 300 | 340 | 650 đến 850 | 40 | 100 | 60 | ||||
| X1CrNiMoN25-22-2 | 4466-310-50-E | P | 75i | 250 | 290 | 540 đến 740 | 40 | 100 | 60 | có | có |
| X1CrNiMo-CuNW24-22-6 | 4659-312-66-I | P | 75i | 420 | 460 | 800 đến 1 000 | 40 | 100 | 60 | có | có |
| X1CrNiMo-CuN24-22-8 | 4652-326-54-I | C | 8 | 430 | 470 | 750 đến 950 | 40 | - | - | có | có |
| H | 13,5 | 430 | 470 | 750 đến 950 | 40 | 100 | 60 | ||||
| P | 15 | 430 | 470 | 750 đến 950 | 40 | 100 | 60 | ||||
| X2CrNiMn-MoN25-18-6-5 | 4565-345-65-I | C | 6 | 420 | 460 | 800 đến 1 000 | 35 | 120 | 90 | có | có |
| H | 10 | 420 | 460 | 800 đến 1 000 | 35 | 120 | 90 | ||||
| P | 40 | 420 | 460 | 800 đến 1 000 | 35 | 120 | 90 | ||||
| Thép austenit có các nguyên tố hợp kim hóa chính Ni/Co | |||||||||||
| X1NiCrMoCu25-20-5 | 4533-089-04-I | C | 6 | 240 | 270 | 530 đến 730 | 35 | - | - | có | có |
| H | 12 | 220 | 260 | 530 đến 730 | 35 | 100 | 60 | ||||
| P | 75i | 220 | 260 | 510 đến 710 | 35 | 100 | 60 | ||||
| X1NiCrMo-CuN25-20-7 | 4529-089-26-I | P | 75 | 300 | 340 | 650 đến 850 | 40 | 100 | 60 | có | có |
| X1NiCrMoCu25-20-5 | 4539-089-04-I | C | 6 | 240 | 270 | 530 đến 730 | 35 | - | - | có | có |
| H | 12 | 220 | 260 | 530 đến 730 | 35 | 100 | 60 | ||||
| P | 75i | 220 | 260 | 510 đến 710 | 35 | 100 | 60 | ||||
| X2NiCrMoN25-21-7 | 4478-083-67-U | C | 6 | 275 | 305 | nhỏ nhất 640 | 40 | - | - | có | có |
| H | 9 | 275 | 305 | nhỏ nhất 640 | 40 | - | - | ||||
| P | 75 | 275 | 305 | nhỏ nhất 640 | 40 | - | - | ||||
| X1NiCrMo-CuN25-20-7 | 4529-080-26-I | P | 75 | 300 | 340 | 650 đến 850 | 40 | 100 | 60 | có | có |
| X1NiCrMoCu31-27-4 | 4563-080-28-I | P | 7i | 220 | 260 | 500 đến 700 | 40 | 100 | 60 | có | có |
| CHÚ THÍCH: 1 MPa = 1 N/mm2 a C = thép dải cán nguội, H = thép dải cán nóng, P = thép tấm cán nóng b Nếu trong trường hợp thép dải có chiều rộng cán < 300 mm, lấy các mẫu thử dọc, các giá trị nhỏ nhất được giảm đi như sau: ứng suất thử: giảm 15 MPa ; độ giãn dài cho chiều dài đo không đổi: giảm 5% ; độ giãn dài cho chiều dài đo có tỷ lệ: giảm 2% ; c Đối với các sản phẩm cán nóng liên tục, các giá trị nhỏ nhất lớn hơn 20 MPa của Rp0,2 và các giá trị nhỏ nhất lớn hơn 10 MPa của Rp0,1 có thể được thỏa thuận tại thời điểm tìm hiểu và đặt hàng. d Đối với chiều dày t < 3 mm, có thể sử dụng các giá trị áp dụng cho các mẫu thử có chiều dài đo 80 mm và chiều rộng 20 mm; các mẫu thử có chiều dài đo 50 mm và chiều rộng 12,5 mm. Đối với chiều dày t ≥ 3 mm, các giá trị áp dụng cho các mẫu thử có chiều dài đo e Chỉ thử va đập cho chiều dày lớn hơn 10 mm. f Khi được thử phù hợp với ISO 3651-2. g Xem Chú thích cho 7.4 h Trạng thái này chỉ được cung cấp nếu có thỏa thuận riêng biệt tại thời điểm tìm hiểu và đặt hàng. Nếu không, trạng thái “+AT1” sẽ được cung cấp. i Đối với các chiều dày lớn hơn 75 mm, có thể có thỏa thuận về cơ tính. j Đối với vật liệu có mức giãn dài hơn, giá trị nhỏ nhất sẽ thấp hơn 5%. k Xử lý làm nhạy cảm trong 15 min ở 700°C được kèm theo sau là làm nguội trong không khí. | |||||||||||
Bảng 5 - Cơ tính ở nhiệt độ phòng dùng cho các thép austenit - ferit ở trạng thái ủ hoàn toàn (xem Bảng A.2)
| Ký hiệu của thép | Dạng sản phẩm a | Chiều dày, t | Giới hạn chảy quy ước 0,2% | Giới hạn bền kéo | Độ giãn dài sau đứt | Độ dai va đập KV2 f | Độ bền chịu ăn mòn tinh giới e | |||
| Mác thép | Số ISO | mm lớn nhất | Rp0,2 MPa nhỏ nhất (ngang)bc | Rm MPa nhỏ nhất | A80d % nhỏ nhất (dọc. + ngang) | J | J | Ở trạng thái cung cấp | Ở trạng thái nhạy cảm g | |
| X2CrNiN22-2 | 4062-322-02-U | C | 6,4 | 530 | 700 đến 900 | 20 | 80 | 80 | có | có |
| H | 10 | 480 | 680 đến 900 | 30 | 80 | 80 | ||||
| P | 75 | 400 | 650 đến 850 | 30 | 80 | 60 | ||||
| X2CrMnNIN21-5-1 | 4162-321-01-E | C | 6,4 | 530 | 700 đến 900 | 20 | 80 | 80 | có | có |
| H | 10 | 480 | 680 đến 900 | 30 | 80 | 80 | ||||
| P | 75 | 450 | 650 đến 850 | 30 | 60 | 60 | ||||
| X2CrNiN23-4 | 4362-323-04-I | C | 6 | 420 | 600 | 20 | - | - | có | có |
| H | 12 | 400 | 600 | 20 | 100 | 60 | ||||
| P | 75h | 400 | 630 | 25 | 100 | 60 | ||||
| X2CrNiMoN22-5-3 | 4462-318-03-I | C | 6 | 480 | 660 | 20 | - | - | có | có |
| H | 12 | 460 | 660 | 20 | 100 | 60 | ||||
| P | 75h | 460 | 640 | 20 | 100 | 60 | ||||
| X2CrNiMnMo- CuN24-4-3-2 | 4662-824-41-X | C | 6,4 | 550 | 750 đến 900 | 20 | 80 | 80 | có | có |
| H | 13 | 550 | 750 đến 900 | 20 | 80 | 80 | ||||
| P | 75 | 480 | 680 đến 900 | 20 | 60 | 60 | ||||
| X3CrNiMo19-2-2 | - | C | 8 | 450 | 620 | 22 | 100 | 60 | có | có |
| H | 13,5 | 450 | 620 | 22 | 100 | 60 | ||||
| X8CrNi 16-6 | - | C | 6 | 170 | 450 | 40 | 100 | 60 | có | có |
| H | 13,5 | 170 | 450 | 40 | 100 | 60 | ||||
| X6CrNi19-1 | - | C | 6 | 350 | 550 | 40 | 100 | 60 | có | có |
| H | 13,5 | 350 | 550 | 40 | 100 | 60 | ||||
| X2CrNiMoCuN25-6-3 | 4507-325-20-I | C | 8 | 550 | 750 | 17 | - | - | có | có |
| H | 13,5 | 530 | 750 | 17 | 100 | 60 | ||||
| P | 75h | 530 | 730 | 25 | 100 | 60 | ||||
| X2CrNiMoN25-7-3 | 4481-312-60-J | C | 6 | 450 | 620 | 18 | - | - | có | có |
| H | 9 | 450 | 620 | 18 | - | - | ||||
| P | 75 | 450 | 620 | 18 | - | - | ||||
| X2CrNiMoN25-7-4 | 4410-327-50-E | C | 6 | 550 | 750 | 15 | - | - | có | có |
| H | 12 | 530 | 750 | 15 | 100 | 60 | ||||
| P | 75h | 530 | 730 | 20 | 100 | 60 | ||||
| X2CrNi- MoCuWN25-7-4 | 4501-327-60-I | P | 75h | 530 | 730 | 25 | 100 | 60 | có | có |
| CHÚ THÍCH: 1 MPa = 1 N/mm2 a C = thép dải cán nguội, H = thép dải cán nóng, P = thép tám cán nóng b Nếu trong trường hợp thép dài có chiều rộng cán < 300 mm, lấy các mẫu thử dọc, các giá trị nhỏ nhất của ứng suất thử được giảm đi 15 MPa. c Đối với các sản phẩm cán nóng liên tục, các giá trị nhỏ nhất lớn hơn 20 MPa của Rp0,2 có thể được thỏa thuận tại thời điểm tìm hiểu và đặt hàng. d Đối với chiều dày t < 3 mm, cũng có thể sử dụng các giá trị áp dụng cho các mẫu thử có chiều dài đo 80 mm và chiều rộng 20 mm; các mẫu thử có chiều dài đo 50 mm và chiều rộng 12,5 mm. Đối với các chiều dày t ≥ 3 mm, các giá trị áp dụng cho các mẫu thử có chiều dài đo e Khi được thử phù hợp với ISO 3651-2. f Chỉ thử va đập cho các chiều dày lớn hơn 10 mm. g Xem Chú thích cho 7.4 h Đối với các chiều dày lớn hơn 75 mm, có thể thỏa thuận về cơ tính. | ||||||||||
Bảng 6 - Cơ tính ở nhiệt độ phòng cho các thép ferit ở trạng thái ủ hoàn toàn (xem Bảng A.3)
| Ký hiệu của thép | Dạng sản phẩm a | Chiều dày t, mm | Giới hạn chảy quy ước b 0,2% | Giới hạn bền kéo Rm | Độ giãn dài sau đứt A80 c | Độ bền chịu ăn mòn tinh giới d | ||
| Mác thép | Số ISO | (Loại) | Ở trạng thái cung cấp | Ở trạng thái hàn | ||||
| X2CrTi12 | 4512-409-10-I | C (+A1) | 6 | 220 | 380 | 25 | không | không |
| C (+A2)f | 175 | 360 | ||||||
| H (+A1) | 12 | 200 | 380 | 25 | ||||
| H (+A2)f | 175 | 360 | ||||||
| X2CrNi12 | 4003-409-77-I | C | 6 | 320 | 450 | 20 | không | không |
| H | 12 | 320 | 450 | 20 | ||||
| P | 25e | 280 | 430 | 20 | ||||
| X6Cr13 | 4000-410-08-I | C | 8 | 240 | 400 | 19 | không | không |
| H | 13,5 | 220 | 400 | |||||
| P | 25e | 220 | 400 | |||||
| X6Cr17 | 4016-430-00-I | C (+A1) | 6 | 250 | 450 | 20 | có | không |
| C (+A2)f | 205 | 420 | ||||||
| H (+A1) | 12 | 230 | 450 | 20 | ||||
| H (+A2)f | 205 | 420 | ||||||
| P | 25e | 230 | 430 | 20 | ||||
| X2CrNb17 | 4510-430-36X | C | 6 | 175 | 360 | 22 | có | có |
| H | 12 | 175 | 360 | |||||
| P | 25e | 175 | 360 | |||||
| X3CrTi17 | 4510-430-35-I | C (+A1) | 6 | 240 | 420 | 23 | có | có |
| C (+A2)f | 175 | 360 | ||||||
| H (+A1) | 12 | 220 | 420 | 23 | ||||
| H (+A2)f | 175 | 360 | ||||||
| X3CrNb17 | 4511-430-71-I | C | 6 | 230 | 420 | 23 | có | có |
| X6CrNi17-1 | 4017-430-91-E | C | 8 | 330 | 500 | 12 | có | không |
| X2CrCuTi18 | 4664-430-75-J | C | 6 | 205 | 390 | 22 | có | có |
| X2CrTiNb18 | 4509-439-40-X | C | 8 | 230 | 430 | 18 | có | có |
| X1CrTi16 | - | C | 8 | 175 | 360 | 22 | có | có |
| H | 13,5 | 175 | 360 | 22 | ||||
| X1CrCuNb20 | - | C | 6 | 245 | 410 | 22 | có | có |
| H | 13,5 | 245 | 410 | 22 | ||||
| X2CrNbCu21 | 4621-445-00-E | C | 6 | 230 | 400 | 22 | có | có |
| H | 13 | 230 | 400 | 22 | ||||
| X2CrNbCu22 | 4621-443-30-J | C | 6 | 205 | 390 | 22 | có | có |
| H | 12 | 205 | 390 | 22 | ||||
| X6CrMoNb17-1 | 4526-436-001-I | C | 8 | 280 | 480 | 25 | có | có |
| X2CrMo19 | 4609-436-77-J | C | 8 | 245 | 410 | 20 | có | có |
| X2CrMoN-bTi18-1 | 4513-436-00-J | C | 8 | 245 | 410 | 20 | có | có |
| X2CrMoTi18-2 | 4521-444-00-I | C | 8 | 300 | 420 | 20 | có | có |
| H | 13,5 | 300 | 420 | 20 | ||||
| P | 12 | 280 | 420 | 20 | ||||
| X2CrMo23-1 | 4128-445-92-J | C | 8 | 245 | 410 | 20 | có | có |
| X1CrMo30-2 | 4135-447-92-C | C | 8 | 295 | 450 | 22 | có | có |
| CHÚ THÍCH: 1 MPa = 1 N/mm2 a C = thép dải cán nguội, H = thép dải cán nóng, P = thép tấm cán nóng. b Nếu trong trường hợp thép dải có chiều rộng cán < 300 mm, lấy các mẫu thử dọc, các giá trị ứng suất thử nhỏ nhất được giảm đi 20 MPa. c Đối với chiều dày t < 3 mm, các giá trị áp dụng cho các mẫu thử có chiều dài đo 80 mm và chiều rộng 20 mm. Cũng có thể sử dụng các mẫu thử có chiều dài đo 50 mm và chiều rộng 12,5 mm. Đối với chiều dày t ≥ 3 mm, các giá trị áp dụng cho các mẫu thử có chiều dài đo d Khi được thử phù hợp với ISO 3651-2. e Đối với các chiều dày lớn hơn 25 mm, có thể thỏa thuận về cơ tính. f Trạng thái này chỉ được cung cấp nếu có thỏa thuận riêng biệt tại thời điểm tìm hiểu và đặt hàng. Nếu không, trạng thái “+AT1” sẽ được cung cấp. | ||||||||
Bảng 7 - Cơ tính ở nhiệt độ phòng cho các thép mactenxit ở trạng thái nhiệt luyện (xem Bảng A.4)
| Ký hiệu của thép | Dạng sản phẩm a | Chiều dày t | Nhiệt luyện b | Độ cứng HBW | Giới hạn chảy quy ước 0,2% | Giới hạn bền kéo | Độ giãn dài sau đứt | Độ dai va đập e KV2 | Độ cứng | |||
| Mác thép | Số ISO | mm lớn nhất | lớn nhất | MPa nhỏ nhất | nhỏ nhất | lớn nhất | nhỏ nhất | nhỏ nhất | HRC | HV | ||
| X12Cr13 | 4006-410-00-l | C | 8 | +A | 200 | - | 440 | 600 | 20 | - | - | - |
| H | 13,5 | +A | 200 | - | 440 | 600 | 20 | - | - | - | ||
| P | 75 f | +QT1 | - | 400 | 550 | 750 | 15 | - | - | - | ||
| P | 75 e | +QT2 | - | 450 | 650 | 850 | 12 | - | - | - | ||
| X20Cr13 | 4021-420-00-l | C | 3 | +QT | - | - | - | - | - | - | 44 đến 50 | 440 đến 530 |
| C | 8 | +A | 225 | - | 520 | 700 | 15 | - | - | - | ||
| H | 13,5 | +A | 225 | - | 520 | 700 | 15 | - | - | - | ||
| P | 75f | +QT1 | - | 450 | 650 | 850 | 12 | - | - | - | ||
| +QT2 | 550 | 750 | 950 | 10 | - | - | - | |||||
| X30Cr13 | 4028-420-00-l | C | 3 | +QT | - | - | - | - | - | - | 45 đến 51 | 450 đến 550 |
| C | 8 | +A | 235 | - | 540 | 740 | 15 | - | - | - | ||
| H | 13,5 | +A | 235 | - | 540 | 740 | 15 | - | - | - | ||
| P | 75f | +QT1 | - | 600 | 800 | 1 000 | 10 | - | - | - | ||
| X39Cr13 | 4031-420-00-I | C | 3 | +QT | - | - | - | - | - | - | 47 đến 53 | 480 đến 580 |
| C | 8 | +A | 240 | - | - | 760 | 12 | - | - | - | ||
| H | 13,5 | +A | 240 | - | - | 760 | 12 | - | - | - | ||
| X46Cr13 | 4034-420-00-I | C | 8 | +A | 245 | - | - | 780 | 12 | - | - | - |
| H | 13,5 | +A | 245 | - | - | 780 | 12 | - | - | - | ||
| X38CrMo14 | 4419-420- 97-E | C | 3 | +QT | - | - | - | - | - | - | 46 đến 52 | 450 đến 560 |
| C | 4 | +A | 235 | - | - | 760 | 15 | - | - | - | ||
| H | 6,5 | +A | 235 | - | - | 760 | 15 | - | - | - | ||
| X50CrMoV15 | 4116-420-77-E | C | 8 | +A | 280 | - | - | 850 | 12 | - | - | - |
| H | 13,5 | +A | 280 | - | - | 850 | 12 | - | - | - | ||
| X3CrNiMo13-4 | 4313-415-00-l | P | 75 | +QT1 | - | 630 | 780 | 930 | 15 | 70 | - | - |
| P | 75 | +QT2 | - | 800 | 900 | 1 100 | 11 | 70 | - | - | ||
| X4CrNiMo16-5-1 | 4418-431-77-E | P | 75 | +QT1 | - | 660 | 840 | 1 100 | 14 | 55 | - | - |
| CHÚ THÍCH; 1 MPa = 1 N/mm2 a C = thép dải cán nguội, H = thép dải cán nóng, P = thép tấm cán nóng b +A: ủ mềm ; QT: tôi và ram c Nếu trong trường hợp thép dải có chiều rộng cán < 300 mm, lấy các mẫu thử dọc, các giá trị ứng suất thử nhỏ nhất được giảm đi 20 MPa. d Đối với chiều dày t < 3 mm, các giá trị áp dụng cho các mẫu thử có chiều dài đo 80 mm và chiều rộng 20 mm. Cũng có thể sử dụng các mẫu thử có chiều dài đo 50 mm và chiều rộng 12,5 mm. Đối với các chiều dày t ≥ 3 mm, các giá trị áp dụng cho các mẫu thử có chiều dài đo e Chỉ thử va đập cho các chiều dày lớn hơn 10 mm. f Đối với các chiều dày lớn hơn 75 mm, có thể thỏa thuận về cơ tính. | ||||||||||||
Bảng 8 - Cơ tính ở nhiệt độ phòng cho thép biến cứng phân tán ở trạng thái nhiệt luyện (xem Bảng A.5)
| Ký hiệu của thép | Dạng sản phẩm a | Chiều dày | Nhiệt luyệnb | Giới hạn chảy quy ước 0,2% | Giới hạn bền keo Rm, MPa | Độ giãn dài sau đứt, | ||
| Mác thép | Số ISO | mm lớn nhất | Rp0,2 MPa nhỏ nhất | nhỏ nhất | lớn nhất | % nhỏ nhất | ||
| X5CrNi- CuNb16-4 | 4542-174-00-I | C | 8 | +ATd | - | - | 1 275 | 5 |
| +P1300e | 1 150 | 1 300 | - | 3 | ||||
| +P900e | 700 | 900 | - | 6 | ||||
| P | 50 | +P1070f | 1 000 | 1 070 | 1 270 | 8 | ||
| +P950f | 800 | 950 | 1 150 | 10 | ||||
| +P850f | 600 | 850 | 1 050 | 12 | ||||
| +SR630g | - | 1 050 | - | - | ||||
| X7CrNiAl17-7 | 4568-177-00-I | C | 8 | +AT | - | - | 1 030 | 19 |
| +P1300 | 1 200 | 1 300 | - | - | ||||
| +P1450 | 1 310 | 1 450 | - | 2 | ||||
| CHÚ THÍCH: 1 MPa = 1 N/mm2 a C = thép dải cán nguội. b +AT = ủ hoàn toàn; +P = hóa bền tiết pha; +SR = độ bền giảm nhẹ. c Đối với chiều dày t < 3 mm, các giá trị áp dụng cho các mẫu thử có chiều dài đo 80 mm và chiều rộng 20 mm. Cũng có thể sử dụng các mẫu thử có chiều dài đo 50 mm và chiều rộng 12,5 mm. Đối với các chiều dày t ≥ 3 mm, các giá trị áp dụng cho các mẫu thử có chiều dài đo d Trạng thái cung cấp. e Trạng thái của ứng dụng; có thể thỏa thuận về nhiệt độ khác của hóa bền tiết pha. f Nếu được đặt hàng ở trạng thái nhiệt luyện lần cuối. g Trạng thái cung cấp cho các quá trình gia công khác: nhiệt luyện lần cuối theo Bảng A.5 | ||||||||
Bảng 9 - Các giá trị nhỏ nhất cho giới hạn chảy quy ước 0,2% và 1,0% của thép austenit ở các nhiệt độ nâng cao
| Ký hiệu của thép | Trạng thái nhiệt luyện a | Giới hạn chảy quy ước 0,2% nhỏ nhất, MPab | Giới hạn chảy quy ước 1,0% nhỏ nhất, MPab | |||||||||||||||||||
| Mác thép | Số ISO | Ở nhiệt độ (tính theo °C) | ||||||||||||||||||||
| 100 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 100 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | |||
| X5CrNi17-7 | 4319-301-00-I | +AT | 157 | 142 | 127 | 118 | 110 | 104 | 98 | 95 | 92 | 90 | 191 | 172 | 157 | 145 | 135 | 129 | 125 | 122 | 120 | 120 |
| X2CrNiN18-7 | 4318-301-53-I | +AT | 265 | 200 | 185 | 180 | 170 | 165 | - | - | - | - | 300 | 235 | 215 | 210 | 200 | 195 | - | - | - | - |
| X10CrNi18-8 | 4310-301-00-I | +AT | 210 | 200 | 190 | 185 | 180 | 180 | - | - | - | - | 230 | 215 | 205 | 200 | 195 | 195 | - | - | - | - |
| X2CrNi18-9 | 4307-304-03-I | +AT | 147 | 132 | 118 | 108 | 100 | 94 | 89 | 85 | 81 | 80 | 181 | 162 | 147 | 137 | 127 | 121 | 116 | 112 | 109 | 108 |
| X2CrNiN18-9 | 4311-304-53-I | +AT | 205 | 175 | 157 | 145 | 136 | 130 | 125 | 121 | 119 | 118 | 240 | 210 | 187 | 175 | 167 | 161 | 156 | 152 | 149 | 147 |
| X5CrNi18-10 | 4301-304-00-I | +AT | 157 | 142 | 127 | 118 | 110 | 104 | 98 | 95 | 92 | 90 | 191 | 172 | 157 | 145 | 135 | 129 | 125 | 122 | 120 | 120 |
| X6CrNiTi18-10 | 4541-321-00-I | +AT | 176 | 167 | 157 | 147 | 136 | 130 | 125 | 121 | 119 | 118 | 208 | 196 | 186 | 177 | 167 | 161 | 156 | 152 | 149 | 147 |
| X6CrNiNb18-10 | 4550-347-00-I | +AT | 177 | 167 | 157 | 147 | 136 | 130 | 125 | 121 | 119 | 118 | 211 | 196 | 186 | 177 | 167 | 161 | 156 | 152 | 149 | 147 |
| X2CrNi19-11 | 4306-304-03-I | +AT | 147 | 132 | 118 | 108 | 100 | 94 | 89 | 85 | 81 | 80 | 181 | 162 | 147 | 137 | 127 | 121 | 116 | 112 | 109 | 108 |
| X6CrNi18-12 | 4303-305-00-I | +AT | 155 | 142 | 127 | 118 | 110 | 104 | 98 | 95 | 92 | 90 | 188 | 172 | 157 | 145 | 135 | 129 | 125 | 122 | 120 | 120 |
| X8CrMnCuNB17-8-3 | 4597-204-76-I | +AT | 225 | 205 | 190 | 177 | 165 | 152 | 145 | 140 | 137 | 135 | 260 | 235 | 218 | 204 | 190 | 180 | 175 | 168 | 165 | 165 |
| X12CrMnNiN17-7-5 | 4372-201-00-I | +AT | 295 | 260 | 230 | 220 | 205 | 185 | - | - | - | - | 325 | 295 | 265 | 250 | 230 | 205 | - | - | - | - |
| X2CrMnNiN17-7-5 | 4371-201-53-I | +AT | 275 | 235 | 190 | 180 | 165 | 145 | - | - | - | - | 305 | 265 | 220 | 205 | 180 | 165 | - | - | - | - |
| X9CrMnNICu17-8-5-2 | 4618-201-76-E | +AT | 160 | 150 | 125 | 120 | 110 | 104 | 100 | 95 | 92 | 90 | 200 | 180 | 157 | 145 | 135 | 129 | 125 | 122 | 120 | 120 |
| X11CrNiMnN19-8-6 | 4369-202-91-I | +AT | 295 | 260 | 230 | 220 | 205 | 185 | - | - | - | - | 325 | 295 | 265 | 250 | 230 | 205 | - | - | - | - |
| X1CrNi25-21 | 4335-310-02-I | +AT | 150 | 140 | 130 | 120 | 115 | 110 | 105 | - | - | - | 180 | 170 | 160 | 150 | 140 | 135 | 130 | - | - | - |
| X2CrNiMo17-12-2 | 4404-316-03-I | +AT | 166 | 152 | 137 | 127 | 118 | 113 | 108 | 103 | 100 | 98 | 199 | 181 | 167 | 157 | 145 | 139 | 135 | 130 | 128 | 127 |
| X5CrNiMo17-12-2 | 4401-316-00-I | +AT | 177 | 162 | 147 | 137 | 127 | 120 | 115 | 112 | 110 | 108 | 211 | 191 | 177 | 167 | 156 | 150 | 144 | 141 | 139 | 137 |
| X6CrNiMoTi17-12-2 | 4571-316-35-I | +AT | 185 | 177 | 167 | 157 | 145 | 140 | 135 | 131 | 129 | 127 | 218 | 206 | 196 | 186 | 175 | 169 | 164 | 160 | 158 | 157 |
| X2CrNiMo17-12-3 | 4432-316-03-I | +AT | 166 | 152 | 137 | 127 | 118 | 113 | 108 | 103 | 100 | 98 | 199 | 181 | 167 | 157 | 145 | 139 | 135 | 130 | 128 | 127 |
| X3CrNiMo17-13-3 | 4436-316-00-I | +AT | 177 | 162 | 147 | 137 | 127 | 120 | 115 | 112 | 110 | 108 | 211 | 191 | 177 | 167 | 156 | 150 | 144 | 141 | 139 | 137 |
| X2CrNiMoN17-12-3 | 4429-316-53-I | +AT | 211 | 185 | 167 | 155 | 145 | 140 | 135 | 131 | 129 | 127 | 246 | 218 | 198 | 183 | 175 | 169 | 164 | 160 | 158 | 157 |
| X2CrNiMo18-14-3 | 4435-316-91-I | +AT | 165 | 150 | 137 | 127 | 119 | 113 | 108 | 103 | 100 | 98 | 200 | 180 | 165 | 153 | 145 | 139 | 135 | 130 | 128 | 127 |
| X2CrNiMoN17-13-5 | 4439-317-26-E | +AT | 225 | 200 | 185 | 175 | 165 | 155 | 150 | - | - | - | 255 | 230 | 210 | 200 | 190 | 180 | 175 | - | - | - |
| X2CrNiMo19-14-4 | 4438-317-03-I | +AT | 172 | 157 | 147 | 137 | 127 | 120 | 115 | 112 | 110 | 108 | 206 | 188 | 177 | 167 | 156 | 148 | 144 | 140 | 138 | 136 |
| X1CrNiMoCuN20-18-7 | 4547-312-54-I | +AT | 230 | 205 | 190 | 180 | 170 | 165 | 160 | 153 | 148 | - | 270 | 245 | 225 | 212 | 200 | 195 | 190 | 184 | 180 | - |
| X1CrNiMoN25-22-2 | 4466-310-50-E | +AT | 195 | 170 | 160 | 150 | 140 | 135 | - | - | - | - | 225 | 205 | 190 | 180 | 170 | 165 | - | - | - | - |
| X1CrNiMo- CuNW24-22-6 | 4659-312-66-I | +AT | 350 | 330 | 315 | 307 | 300 | 298 | 295 | 288 | 280 | 270 | 390 | 365 | 350 | 342 | 335 | 328 | 325 | 318 | 310 | 300 |
| X1CrNiMoCuN24-22-8 | 4652-326-54-I | +AT | 350 | 320 | 315 | 310 | 300 | 295 | 295 | 285 | 280 | 275 | 390 | 370 | 355 | 345 | 335 | 330 | 330 | 320 | 310 | 305 |
| X2CrNiMn- MoN25-18-6-5 | 4565-345-65-I | +AT | 350 | 310 | 270 | 255 | 240 | 225 | 210 | 210 | 210 | 200 | 400 | 355 | 310 | 290 | 270 | 255 | 240 | 240 | 240 | 230 |
| X1NiCrMoCu25-20-5 | 4539-089-04-I | +AT | 205 | 190 | 175 | 160 | 145 | 135 | 125 | 115 | 110 | 105 | 235 | 220 | 205 | 190 | 175 | 165 | 155 | 145 | 140 | 135 |
| X1CrNiMoCuN25-20-7 | 4529-089-26-I | +AT | 230 | 210 | 190 | 180 | 170 | 165 | 160 | - | - | - | 270 | 245 | 225 | 215 | 205 | 195 | 190 | - | - | - |
| X1NiCrMoCu31-27-4 | 4563-080-28-I | +AT | 190 | 175 | 160 | 155 | 150 | 145 | 135 | 125 | 120 | 115 | 220 | 205 | 190 | 185 | 180 | 175 | 165 | 155 | 150 | 145 |
| a +AT = ủ hoàn toàn. b 1 MPa = 1 N/mm2. | ||||||||||||||||||||||
Bảng 10 - Các giá trị nhỏ nhất cho giới hạn chảy quy ước 0,2% của thép austenit - ferit ở nhiệt độ nâng cao
| Ký hiệu của thép | Trạng thái nhiệt luyện a | Giới hạn chảy quy ước 0,2% nhỏ nhất, | ||||
| Mác thép | Số ISO | 100 | 150 | 200 | 250 | |
| X2CrNi22-2 | 4062-322-02-U | +AT | 380 | 350 | 330 | 315 |
| X2CrMnNiN21-5-1 | 4162-321-01-E | +AT | 365 | 325 | 295 | 275 |
| X2CrNiN23-4 | 4362-323-04-I | +AT | 330 | 300 | 280 | 265 |
| X2CrNiMoN22-5-3 | 4462-318-03-I | +AT | 360 | 335 | 315 | 300 |
| X2CrNiMnMo- CuN24-4-3-2 | 4662-824-41-X | +AT | 385 | 345 | 325 | 315 |
| X2CrNiMoCuN25-6-3 | 4507-325-20-I | +AT | 450 | 420 | 400 | 380 |
| X2CrNiMoN25-7-4 | 4410-327-50-E | +AT | 450 | 420 | 400 | 380 |
| X2CrNiMoCuWN25-7-4 | 4501-327-60-1 | +AT | 450 | 420 | 400 | 380 |
| a +AT = ủ hoàn toàn. b 1 MPa = 1 N/mm2. | ||||||
Bảng 11 - Các giới hạn nhỏ nhất cho giới hạn chảy quy ước 0,2% của thép ferit ở nhiệt độ nâng cao
| Ký hiệu của thép | Trạng thái nhiệt luyện a | Giới hạn chảy quy ước 0,2% nhỏ nhất, | |||||||
| Mác thép | Số ISO | 100 | 150 | 200 | 250 | 300 | 350 | 400 | |
| Mác tiêu chuẩn | |||||||||
| X2CrTi12 | 4512-409-10-I | +A | 200 | 195 | 190 | 185 | 180 | 160 | - |
| X2CrNi12 | 4003-409-77-I | +A | 240 | 235 | 230 | 220 | 215 | - | - |
| X6Cr13 | 4000-410-08-I | +A | 220 | 215 | 210 | 205 | 200 | 195 | 190 |
| X6Cr17 | 4016-430-00-I | +A | 220 | 215 | 210 | 205 | 200 | 195 | 190 |
| X3CrTi17 | 4510-430-35-I | +A | 195 | 190 | 185 | 175 | 165 | 155 | - |
| X3CrNb17 | 4511-430-71-I | +A | 230 | 220 | 205 | 190 | 180 | 165 | - |
| X2CrTiNb18 | 4509-439-40-X | +A | 230 | 220 | 210 | 205 | 200 | 180 | - |
| X2CrNbCu21 | 4621-445-00-E | +A | 240 | 230 | 220 | 210 | 205 | 200 | - |
| X6CrMoNb17-1 | 4526-436-00-I | +A | 270 | 265 | 250 | 235 | 215 | 205 | - |
| X2CrMoTi18-2 | 4521-444-00-I | +A | 250 | 240 | 230 | 220 | 210 | 205 | 200 |
| a +A = Ủ. b 1 MPa = 1 N/mm2. | |||||||||
Bảng 12 - Các giới hạn nhỏ nhất cho giới hạn chảy quy ước 0,2% của thép mactenxit ở nhiệt độ nâng cao
| Ký hiệu của thép | Trạng thái nhiệt luyện a | Giới hạn chảy quy ước 0,2% nhỏ nhất, MPab ở nhiệt độ (tính theo °C) | |||||||
| Mác thép | Số ISO |
| 100 | 150 | 200 | 250 | 300 | 350 | 400 |
| Mác tiêu chuẩn | |||||||||
| X12Cr13 | 4006-410-00-1 | +QT650 | 420 | 410 | 400 | 385 | 365 | 335 | 305 |
| X20Cr13 | 4021-420-00-1 | +QT650 | 420 | 410 | 400 | 385 | 365 | 335 | 305 |
| X3CrNiMo13-4 | 4313-415-00-1 | +QT780 | 590 | 575 | 560 | 545 | 530 | 515 | - |
| +QT900 | 720 | 690 | 665 | 640 | 620 | - | - | ||
| X4CrNiMo16-5-1 | 4418-431-77-E | +QT840 | 660 | 640 | 620 | 600 | 580 | - | - |
| a +QT = tôi và ram. b 1 MPa = 1 N/mm2. | |||||||||
Bảng 13 - Các giá trị nhỏ nhất cho giới hạn chảy quy ước 0,2% của Thép hóa bền tiết pha ở nhiệt độ nâng cao
| Ký hiệu của thép | Trạng thái nhiệt luyện a | Giới hạn chảy quy ước 0,2% nhỏ nhất, MPab ở nhiệt độ (tính theo °C) | |||||
| Mác thép | Số ISO | 100 | 150 | 200 | 250 | 300 | |
| Mác đặc biệt | |||||||
| X5CrNiCuNb16-4 | 4542-174-00-I | +P1070 | 880 | 830 | 800 | 770 | 750 |
| +P950 | 730 | 710 | 690 | 670 | 650 | ||
| +P850 | 680 | 660 | 640 | 620 | 600 | ||
| a +P = Hóa bền tiết pha. b 1 MPa = 1 N/mm2. | |||||||
Bảng 14 - Các mức giới hạn chảy quy ước 0,2% ở trạng thái gia công nguội (quá trình gia công 2H)
| Ký hiệu | Giới hạn chảy quy ước 0,2% a,b, MPac |
| +CP350 | 350 đến 500 |
| +CP500 | 500 đến 700 |
| +CP700 | 700 đến 900 |
| +CP900 | 900 đến 1 100 |
| +CP1100 | 1 100 đến 1 300 |
| a Có thể thỏa thuận về các giá trị giới hạn chảy quy ước 0,2% trung gian. b Chiều dày lớn nhất của sản phẩm đối với mỗi mức giới hạn chảy quy ước sẽ giảm đi cùng với giới hạn chảy quy ước. c 1 MPa = 1 N/mm2. | |
Bảng 15 - Các mức giới hạn chảy quy ước 0,2% sẵn có của các loại thép ở trạng thái gia công nguội (quá trình gia công 2H)
| Ký hiệu của thép | Mức giới hạn chảy quy ước 0,2% sẵn có | |||||
| Mác thép | Số ISO | +CP 350 | +CP 500 | +CP 700 | +CP 900 | +CP 1100 |
| X2CrNiN18-7 | 4318-301-53-I | - | X | X | - | - |
| X10CrNi18-8 | 4310-310-00-I | - | X | X | X | Xa |
| X5CrNi18-10 | 4301-304-00-I | X | X | X | X | X |
| X6CrNiTi18-10 | 4541-321-00-I | X | X | - | - | - |
| X6CrNiNb18-10 | 4550-347-00-I | X | X | - | - | - |
| X8CrMnCuNB17-8-3 | 4597-204-76-I | X | X | X | - | - |
| X12CrMnNiN17-7-5 | 4372-201-00-I | - | X | X | X | Xb |
| X2CrMnNiN17-7-5 | 4371-201-53-I | - | X | X | - | - |
| X9CrMnNiCu17-8-5-2 | 4618-201-76-I | X | X | X | X | - |
| X12CrMnNiN18-9-5 | 4373-202-00-I | - | X | X | - | - |
| X11CrNiMn19-8-6 | 4369-202-91-I | - | X | X | X | X |
| X5CrNiMo17-12-2 | 4401-316-00-I | X | Xa | - | - | - |
| X6CrNiMoTi17-12-2 | 4571-316-35-I | X | X | - | - | - |
| X6Cr17 | 4016-430-00-I | X | X | - | - | - |
| a Đối với các giá trị Rp0,2 lớn hơn, xem EN 10151; b Có thể thỏa thuận về các giá trị lớn hơn đến mức giới hạn chảy quy ước +CP 1300. | ||||||
Bảng 16 - Các mức giới hạn bền kéo ở trạng thái gia công nguội (quá trình gia công 2H)
| Ký hiệu | Giới hạn bền kéo a,b |
| +C700 | 700 đến 850 |
| +C850 | 850 đến 1 000 |
| +C1000 | 1 000 đến 1 150 |
| +C1150 | 1 150 đến 1 300 |
| +C1300 | 1 300 đến 1 500 |
| a Có thể thỏa thuận về các giá trị giới hạn bền kéo trung gian, Theo cách khác, các loại thép có thể được quy định ở dạng giới hạn chảy quy ước 0,2% nhỏ nhất (xem Bảng 18) hoặc độ cứng nhưng chỉ quy định một thống số trong đơn đặt hàng. b Chiều dày lớn nhất của sản phẩm cho mỗi mức giới hạn bền kéo sẽ giảm đi cùng với giới hạn bền kéo. Chiều dày lớn nhất của sản phẩm và độ giãn dài dư cũng phụ thuộc vào trạng thái biến cứng khi gia công nguội của thép và các điều kiện gia công nguội. Do đó có thể yêu cầu thông tin chính xác hơn từ nhà sản xuất. c 1 MPa = 1 N/mm2 | |
Bảng 17 - Các mức giới hạn bền kéo sẵn có của các loại thép ở trạng thái gia công nguội (quá trình gia công 2H)
| Ký hiệu của thép | Mức giới hạn bền kéo sẵn có | |||||
| Mác thép | Số ISO | +C700 | +C850 | +C1000 | +C1150 | +C1300 |
| X2CrNiN18-7 | 4318-301-53-I | - | X | X | - | - |
| X10CrNi18-8 | 4310-310-00-I | X | X | X | X | X a |
| X5CrNi18-10 | 4301-304-00-I | X | X | X | X | X |
| X6CrNiTi18-10 | 4541-321-00-I | X | X | - | - | - |
| X6CrNiNb18-10 | 4550-347-00-I | X | X | - | - | - |
| X8CrMnCuNB17-8-3 | 4597-204-76-I | X | X | X | - | - |
| X12CrMnNiN17-7-5 | 4372-201-00-I | - | X | X | X | X b |
| X2CrMnNiN17-7-5 | 4371-201-53-I | X | X | - | - | - |
| X9CrMnNiCu17-8-5-2 | 4618-201-76-I | X | X | X | X | - |
| X12CrMnNiN18-9-5 | 4373-202-00-I | X | X | - | - | - |
| X11CrNiMnN19-8-6 | 4369-202-91-I | - | X | X | X | X b |
| X5CrNiMo17-12-2 | 4401-316-00-I | X | Xa | - | - | - |
| X6CrNiMoTi17-12-2 | 4571-316-35-I | X | X | - | - | - |
| X6Cr17 | 4016-430-00-I | X | X | - | - | - |
| a Đối với các giá trị Rm lớn hơn, xem EN 10151; b Có thể thỏa thuận về các giá trị lớn hơn đến mức giới hạn bền kéo +C1500. | ||||||
Bảng 18 - Các phép thử được thực hiện, các đơn vị thử và mức độ thử nghiệm trong thử nghiệm riêng
| Phép thử | Loại thử a | Đơn vị thử | Dạng sản phẩm | Số mẫu thử trên một phôi mẫu thử | |||
| Thép dải và thép lá được cắt từ thép dải (C.H) ở chiều rộng cán | Thép tấm cán (P) | ||||||
| < 600 mm | ≥ 600 mm | ||||||
| Phân tích hóa học | m | Mẻ nấu | Phân tích mẻ nấu do nhà sản xuất đưa ra b |
| |||
| Thử kéo ở nhiệt độ phòng hoặc thử độ cứng ở nhiệt độ phòng | m | Cùng một mẻ nấu, cùng một chiều dày danh nghĩa ± 10%, cùng một trạng thái nhiệt luyện lần cuối (nghĩa là cùng một nhiệt luyện và/hoặc cùng mức độ gia công biến dạng nguội) | Mức độ thử phải được thỏa thuận tại thời điểm tìm hiểu và đặt hàng | Một phôi mẫu thử từ mỗi cuộn | a) Các thép tấm được gia công trong các điều kiện giống nhau có thể được tập hợp thành lô với khối lượng tổng lớn nhất là 30 000 kg và không bao gồm quá 40 tấm. Phải lấy một phôi mẫu thử trên một lò từ các tấm đã nhiệt luyện có chiều dài đến 15m. Phải lấy một phôi mẫu thử từ mỗi đầu mút của tấm dài nhất trong lô khi các tấm đã nhiệt luyện dài hơn 15m. b) Nếu không thể thử thép tấm trong lô, phải lấy một phôi mẫu thử tại một đầu từ các tấm đã nhiệt luyện có chiều dài đến 15m và một phôi mẫu thử từ mỗi đầu mút của các tấm đã nhiệt luyện dài hơn 15m. | 1 | |
| Thử kéo ở nhiệt độ nâng cao | 0 |
| Được thỏa thuận tại thời điểm đặt hàng (xem các Bảng 9 đến 13) | 1 | |||
| Thử va đập ở nhiệt độ phòng | 0 |
| Được thỏa thuận tại thời điểm đặt hàng (xem các Bảng 4,5 và 7) | 3 | |||
| Độ bền chịu ăn mòn tinh giới | 0 c |
| Được thỏa thuận tại thời điểm đặt hàng nếu ăn mòn tinh giới là một mối nguy hiểm | 1 | |||
| a Các phép thử được ghi dấu bằng chữ “m” (bắt buộc) phải được thực hiện như các phép thử riêng. Trong tất cả các trường hợp các phép thử được ghi dấu bằng chữ “o” (tùy chọn) phải được thực hiện như các phép thử riêng chỉ khi có thỏa thuận tại thời điểm đặt hàng. b Có thể thỏa thuận về phân tích sản phẩm tại thời điểm đặt hàng; mức độ thử phải được quy định tại cùng thời điểm này. c Phép thử độ bền chịu ăn mòn tinh giới thường không được thực hiện. | |||||||
Bảng 19 - Vị trí lấy các mẫu thử đối với các sản phẩm cán phẳng
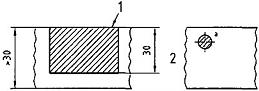
| Loại mẫu thử | Chiều dày sản phẩm mm | Chiều đường trục dọc của mẫu thử so với chiều cán chính ở chiều rộng sản phẩm | Khoảng cách của mẫu thử tính từ bề mặt được cán | |
| < 3 mm | ≥ 300 mm | |||
| Kéo a | ≤ 30 | Dọc | Ngang |
|
| CHÚ DẪN: 1 Bề mặt được cán 2 Mẫu thử dẹt hoặc tròn có thể được sử dụng | ||||
| >30 |
| |||
| CHÚ DẪN: 1 Bề mặt được cán 2 Mẫu thử dẹt hoặc tròn có thể được sử dụng | ||||
| Va đập b,c | > 10 | Dọc | Ngang |
|
| a Trong trường hợp có nghi ngờ hoặc tranh chấp, chiều dài đo phải là Đối với các sản phẩm có chiều dày < 3 mm, phải sử dụng các mẫu thử không tỷ lệ có chiều dài đo 80 mm và chiều rộng 20 mm, nhưng cũng có thể áp dụng các mẫu thử có chiều dài đo 50 mm và chiều rộng 12,5 mm. Đối với các sản phẩm có chiều dày 3 mm đến 10 mm, phải sử dụng các mẫu thử dẹt, tỷ lệ có hai bề mặt được cán và chiều rộng lớn nhất là 30 mm. Đối với các sản phẩm có chiều dày >10 mm có thể sử dụng các mẫu thử tỷ lệ sau: - Một mẫu thử dẹt có chiều dày lớn nhát 30 mm; có thể giảm chiều dày tới 10 mm bằng gia công trên máy, nhưng phải giữ lại một bề mặt được cán: - Một mẫu thử tròn có đường kính ≥ 5 mm, đường trục của mẫu thử phải được định vị gần nhất tới mức có thể thực hiện được với một mặt phẳng ở một phần ba phía ngoài của một nửa chiều dày sản phẩm. b Đường trục dọc của rãnh thử va đập phải luôn luôn thẳng góc với bề mặt được cán của sản phẩm. c Trong trường hợp chiều dày sản phẩm lớn hơn 30 mm, có thể lấy mẫu thử va đập ở một phần tư chiều dày sản phẩm. | ||||
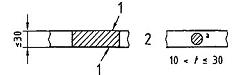

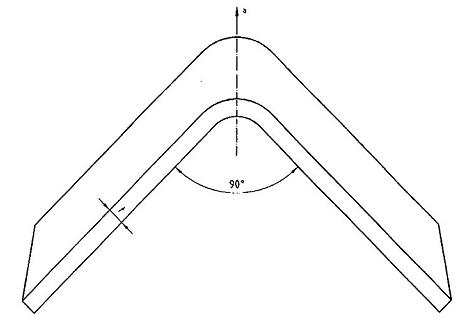
CHÚ DẪN:
a Hướng cán
Hình 1 - Chiều uốn cong mẫu thử so với hướng cán trong phép thử độ bền chịu ăn mòn tinh giới
Phụ lục A
(Tham khảo)
Hướng dẫn về xử lý thêm (bao gồm cả nhiệt luyện) trong chế tạo
Hướng dẫn cho trong các Bảng A.1 đến A.5 được dự định sử dụng cho tạo hình nóng và nhiệt luyện.
Cắt bằng ngọn lửa có thể ảnh hưởng xấu đến các vùng cạnh của sản phẩm; khi cần thiết các vùng cạnh này nên được gia công cắt gọt.
Vì độ bền chịu ăn mòn của các loại thép không gỉ chỉ được đảm bảo với bề mặt được làm sạch như kim loại, các lớp gỉ, cáu bẩn và màu sắc khi ủ được tạo ra trong quá trình tạo hình nóng, nhiệt luyện hoặc hàn nên được loại bỏ tới mức có thể thực hiện được trước khi sử dụng. Độ bền chịu ăn mòn của các chi tiết bằng thép đã tinh chế với hàm lượng Crom xấp xỉ 13% được tăng lên do bề mặt được làm sạch trơn nhẵn hơn.
Bảng A.1 - Hướng dẫn về các nhiệt độ cho tạo hình nóng và nhiệt luyệna của các thép không gỉ austenit chịu ăn mòn
| Ký hiệu của thép | Tạo hình nóng | Ký hiệu kiểu nhiệt luyện | Ủ dung dịch | |||
| Mác thép | Số ISO | Nhiệt độ oC | Kiểu làm nguội | Nhiệt độb,c | Kiểu làm nguội | |
| X5CrNi17-7 | 4319-301-00-I | 1 150 đến 850 | Không khí | +AT | 1 000 đến 1 100 | Nước, không khí e |
| X12CrNi17-7 | 4310-301-09-X | 1 150 đến 850 | Không khí | +AT | 1 000 đến 1 100 | Nước, không khí e |
| X2CrNiN18-7 | 4318-301-53-I | 1 150 đến 850 | Không khí | +AT | 1 020 đến 1 100 | Nước, không khí e |
| X6CrNiCu17-8-2 | 4567-304-76-I | 1 150 đến 850 | Không khí | +AT | 1 010 đến 1 150 | Nước, không khí e |
| X10CrNi18-8 | 4310-301-00-I | 1 150 đến 850 | Không khí | +AT | 1 010 đến 1 090 | Nước, không khí e |
| X2CrNi18-9d | 4307-304-03-I | 1 150 đến 850 | Không khí | +AT | 1 000 đến 1 100 | Nước, không khí e |
| X12CrNiSi18-9-3 | 4326-302-15-I | 1 150 đến 850 | Không khí | +AT | 1 010 đến 1 150 | Nước, không khí e |
| X2CrNiN18-9 | 4311-304-53-I | 1 150 đến 850 | Không khí | +AT | 1 000 đến 1 100 | Nước, không khí e |
| X5CrNi18-10 | 4301-304-00-I | 1 150 đến 850 | Không khí | +AT | 1 000 đến 1 100 | Nước, không khí e |
| X6CrNiTi18-10 | 4541-321-00-I | 1 150 đến 850 | Không khí | +AT | 1 000 đến 1 100 | Nước, không khí e |
| X6CrNiNb18-10 | 4550-347-00-I | 1 150 đến 850 | Không khí | +AT | 1 020 đến 1 120 | Nước, không khí e |
| X2CrNi19-11 | 4306-304-03-I | 1 150 đến 850 | Không khí | +AT | 1 000 đến 1 100 | Nước, không khí e |
| X6CrNi18-12 | 4303-305-00-I | 1 150 đến 850 | Không khí | +AT | 1 000 đến 1 100 | Nước, không khí e |
| X8CrMnCuN17-8-3 | 4597-204-76-I | 1 150 đến 850 | Không khí | +AT | 1 000 đến 1 100 | Nước, không khí e |
| X12CrMnNiN17-7-5 | 4372-201-00-I | 1 150 đến 850 | Không khí | +AT | 1 000 đến 1 100 | Nước, không khí e |
| X2CrMnNiN17-7-5 | 4371-201-53-I | 1 150 đến 850 | Không khí | +AT | 1 000 đến 1 100 | Nước, không khí e |
| X9CrMnNiCu17-8-5-2 | 4618-201-76-E | 1 150 đến 850 | Không khí | +AT | 1 000 đến 1 100 | Nước, không khí e |
| X11CrNiMnN19-8-6 | 4369-202-91-I | 1 150 đến 850 | Không khí | +AT | 1 000 đến 1 100 | Nước, không khí e |
| X1CrNi25-21 | 4335-310-02-I | 1 150 đến 850 | Không khí | +AT | 1 030 đến 1 110 | Nước, không khí e |
| X2CrNiMo17-12-2 d | 4404-316-03-I | 1 150 đến 850 | Không khí | +AT | 1 030 đến 1 110 | Nước, không khí e |
| X5CrNiMo17-12-2 d | 4401-316-00-I | 1 150 đến 850 | Không khí | +AT | 1 030 đến 1 110 | Nước, không khí e |
| X6CrNiMoTi17-12-2 | 4571-316-35-I | 1 150 đến 850 | Không khí | +AT | 1 030 đến 1 110 | Nước, không khí e |
| X2CrNiMo17-12-3 | 4432-316-03-I | 1 150 đến 850 | Không khí | +AT | 1 030 đến 1 110 | Nước, không khí e |
| X3CrNiMo17-13-3 | 4436-316-00-I | 1 150 đến 850 | Không khí | +AT | 1 030 đến 1 110 | Nước, không khí e |
| X2CrNiMoN17-12-3 | 4429-316-53-I | 1 150 đến 850 | Không khí | +AT | 1 030 đến 1 110 | Nước, không khí e |
| X2CrNiMo17-14-3 | 4435-316-03-X | 1 150 đến 850 | Không khí | +AT | 1 030 đến 1 110 | Nước, không khí e |
| X2CrNiMo18-14-3 | 4435-316-91-I | 1 150 đến 850 | Không khí | +AT | 1 030 đến 1 110 | Nước, không khí e |
| X2CrNiMoN17-13-5 | 4439-317-26-E | 1 150 đến 850 | Không khí | +AT | 1 060 đến 1 140 | Nước, không khí e |
| X2CrNiMo19-14-4 | 4438-317-03-I | 1 150 đến 850 | Không khí | +AT | 1 070 đến 1 150 | Nước, không khí e |
| X1CrNiMoCuN20-18-7 | 4547-312-54-I | 1200 đến 1000 | Không khí | +AT | 1 150 đến 1 200 | Nước, không khí e |
| X1CrNiMoN25-22-2 | 4466-310-50-E | 1 150 đến 850 | Không khí | +AT | 1 070 đến 1 150 | Nước, không khí e |
| X1CrNiMo- CuN24-22-6 | 4659-312-66-I | 1 150 đến 850 | Không khí | +AT | 1 040 đến 1 200 | Nước, không khí e |
| X1CrNiMoCuN24-22-8 | 4652-326-54-I | 1 200 đến 1000 | Không khí | +AT | 1 150 đến 1 200 | Nước, không khí e |
| X2CrNiMn- MoN25-18-6-5 | 4565-345-65-I | 1 200 đến 950 | Không khí | +AT | 1 120 đến 1 170 | Nước, không khí e |
| X1NiCrMoCu25-20-5 | 4539-089-04-I | 1 150 đến 850 | Không khí | +AT | 1 060 đến 1 140 | Nước, không khí e |
| X1NiCrMoCuN25-20-7 | 4529-089-26-I | 1 150 đến 850 | Không khí | +AT |
| Nước, không khí e |
| X2NiCrMoN25-21-7 | 4478-083-67-U | 1 150 đến 850 | Không khí | +AT |
| Nước, không khí e |
| X1NiCrMoCu31-27-4 | 4563-080-28-I | 1 150 đến 850 | Không khí | +AT | 1 070 đến 1 150 | Nước, không khí e |
| a Nhiệt độ ủ phải được thỏa thuận đối với các mẫu thử được nhiệt luyện mô phỏng (mô hình). b Nếu thực hiện việc nhiệt luyện trong lò liên tục, phần giới hạn trên của phạm vi nhiệt độ quy định thường được ưu tiên, hoặc thậm chí được phép vượt quá. c Giới hạn dưới của phạm vi nhiệt độ quy định cho ủ hoàn toàn nên được duy trì cho nhiệt luyện, đó là phần xử lý thêm, nếu không các cơ tính có thể bị ảnh hưởng. Nếu nhiệt độ của tạo hình nóng không giảm xuống dưới nhiệt độ giới hạn dưới cho ủ hoàn toàn thì nhiệt độ 980 °C là nhiệt độ giới hạn dưới thích hợp cho các loại thép không chứa Mo, nhiệt độ 1000 °C là nhiệt độ giới hạn dưới thích hợp cho các loại thép có hàm lượng Mo đến 3% và nhiệt độ 1020 °C là nhiệt độ giới hạn dưới thích hợp cho các loại thép có hàm lượng Mo vượt quá 3%. d Quy trình này áp dụng cho cả hai loại dạng sản phẩm cho trong Bảng 4. e Làm nguội nhanh. | ||||||
Bảng A.2 - Hướng dẫn về nhiệt độ cho tạo hình nóng và nhiệt luyện 3 của các thép không gỉ austenit - ferrit chịu ăn mòn
| Ký hiệu của thép | Tạo hình nóng | Ký hiệu của nhiệt luyện | Ủ dung dịch | |||
| Mác thép | Số ISO | Nhiệt độ °C | Kiểu làm nguội | Nhiệt độ b oC | Kiểu làm nguội | |
| X2CrNiN22-2 | 4062-322-02-U | 1 100 đến 950 | Không khí | +AT | 980 đến 1 100 | Nước, không khíc |
| X2CrMnNiN21-5-1 | 4162-321-01-E | 1 100 đến 900 | 1 020 đến 1 080 | |||
| X2CrNiN23-4 | 4362-323-04-I | 1 150 đến 950 | 950 đến 1 050 | |||
| X2CrNiMoN22-5-3 | 4462-318-03-I | 1 020 đến 1 100 | ||||
| X2CrNiMnMo- CuN24-4-3-2 | 4662-824-41-X | 1 150 đến 900 | 1 000 đến 1 150 | |||
| X2CrNiMoCuN25-6-3 | 4507-325-20-I | 1 150 đến 1 000 | 1 040 đến 1 120 | |||
| X2CrNiMoN25-7-3 | 4481-312-60-J | |||||
| X2CrNiMoN25-7-4 | 4410-327-50-E | |||||
| X2CrNi- MoCuWN25-7-4 | 4501-327-60-I | |||||
| a Nhiệt độ ủ phải được thỏa thuận đối với các mẫu thử được nhiệt luyện mô phỏng (mô hình) b Nếu thực hiện việc nhiệt luyện trong lò liên tục thì giới hạn trên của phạm vi nhiệt độ quy định thường được ưu tiên, hoặc thậm chí được phép vượt quá. c Làm nguội nhanh. | ||||||
Bảng A.3 - Hướng dẫn về nhiệt độ cho tạo hình nóng và nhiệt luyệna của các thép không gỉ ferit chịu ăn mòn
| Ký hiệu của thép | Tạo hình nóng | Ký hiệu của nhiệt luyện | Ủ | |||
| Mác thép | Số ISO | Nhiệt độ 0C | Kiểu làm nguội | Nhiệt độ b oC | Kiểu làm nguội | |
| X2CrTi12 | 4512-409-10-I | 1 100 đến 800 | Không khí | +A | Cấp A1: 770 đến 830 Cấp A2: 830 đến 950 | Không khí, nước |
| X2CrNi12 | 4003-409-77-I | 680 đến 740 | ||||
| X6Cr13 | 4000-410-08-I | 750 đến 810 | ||||
| X6Cr17 c | 4016-430-00-I | Cấp A1: 770 đến 830 Cấp A2: 780 đến 850 | ||||
| X2CrNb17 | 4510-430-36-X | 800 đến 1 050 | ||||
| X3CrTi17 | 4510-430-35-I | Cấp A1: 770 đến 830 Cấp A2: 830 đến 950 | ||||
| X3CrNb17 | 4511-430-71-I | 790 đến 850 | ||||
| X6CrNi17-1 | 4017-430-91-E | 750 đến 810 | ||||
| X2CrCuTi18 | 4664-430-75-J | 800 đến 1 050 | ||||
| X2CrTiNb18 | 4509-439-40-X | 870 đến 930 | ||||
| X2CrNbCu21 | 4621-445-00-E | 850 đến 950 | ||||
| X2CrNbCu22 | 4621-443-30-J | 850 đến 950 | ||||
| X6CrMoNb17-1 | 4526-436-00-I | 800 đến 860 | ||||
| X2CrMo19 | 4609-436-77-J | 800 đến 1 050 | ||||
| X2CrMoNbTi18-1 | 4513-436-00-J | 800 đến 1 050 | ||||
| X2CrMoTi18-2 | 4521-444-00-I | 820 đến 880 | ||||
| X2CrMo23-1 | 4128-445-92-J | 850 đến 1 050 | ||||
| X1CrMo30-2 | 4135-447-92-C | 900 đến 1 050 | ||||
| a Nhiệt độ ủ phải được thỏa thuận đối với các mẫu thử được nhiệt luyện mô phỏng (mô hình). b Nếu thực hiện việc nhiệt luyện trong lò liên tục thì giới hạn trên của phạm vi nhiệt độ quy định thường được ưu tiên, hoặc thậm chí được phép vượt quá. c Quy trình này áp dụng cho cả hai loại dạng sản phẩm cho trong Bảng 6. | ||||||
Bảng A.4 - Hướng dẫn về nhiệt độ cho tạo hình nóng và nhiệt luyện a của thép không gỉ mactenxit chịu ăn mòn
| Ký hiệu của thép | Tao hình nóng | Ký hiệu của nhiệt luyện | Ủ | Tôi | Ram | ||||
| Mác thép | Số ISO | Nhiệt độ °C | Kiểu làm nguội | Nhiệt độ b °C | Kiểu làm nguội | Nhiệt độ b °C | Kiểu làm nguội | Nhiệt độ oC | |
| X12Cr13 | 4006-410-00-I | 1 100 đến 800 | Không khí | +A | 750 đến 810 | - | - | - | - |
| +QT1 | - | - | 950 đến 1010 | Dầu, không khí | 700 đến 780 | ||||
| +QT2 | - | - | 950 đến 1010 | Dầu, không khí | 620 đến 700 | ||||
| X20Cr13 | 4021-420-00-I | Nguội chậm | +QTc | - | - | 950 đến 1050 | Dầu, không khí | 200 đến 350 | |
| +A | 730 đến 790 | - | - | - | - | ||||
| +QT1 | - | - | 950 đến 1010 | Dầu, không khí | 700 đến 780 | ||||
| +QT2 | - | - | 950 đến 1010 | Dầu, không khí | 620 đến 700 | ||||
| X30Cr13 | 4028-420-00-I | +QT c | - | - | 950 đến 1050 | Dầu, không khí | 200 đến 350 | ||
| +A | 730 đến 790 | - | - | - | - | ||||
| +QT1 | - | - | 950 đến 1010 | Dầu, không khí | 650 đến 730 | ||||
| X39Cr13 | 4031-420-00-I | +QT c | - | - | 1000 đến 1100 | Dầu, không khí | 200 đến 350 | ||
| +A | 730 đến 790 | - | - | - | - | ||||
| X46Cr13 | 4034-420-00-I | +A | 730 đến 790 | - | - | - | - | ||
| X38CrMo14 | 4419-420-97-E | +QT1 | - | - | 1000 đến 1100 | Dầu, không khí | 200 đến 350 | ||
| +A | 750 đến 830 | - | - | - | - | ||||
| X50CrMoV15 | 4116-420-77-E | +A | 770 đến 830 | - | - | - | - | ||
| X3CrNiMo13-4 | 4313-415-00-I | +QT1 | - | - | 950 đến 1050 | Dầu, không khí | 560 đến 640 | ||
| +QT2 | - | - | 950 đến 1050 | Dầu, không khí | 510 đến 590 | ||||
| X4CrNiMo16-5-1 | 4418-431-77-E | +QT1 | - | - | 900 đến 1000 | - | 570 đến 650 | ||
| a Các nhiệt độ cho ủ, tôi và ram phải được thỏa thuận đối với các mẫu thử được nhiệt luyện mô phỏng (mô hình). b Nếu thực hiện việc nhiệt luyện trong lò liên tục thì giới hạn trên của phạm vi nhiệt độ quy định thường được ưu tiên, hoặc thậm chí được phép vượt quá. c Chỉ áp dụng cho thép dải cán nguội. | |||||||||
Bảng A.5 - Hướng dẫn về nhiệt độ cho tạo hình nóng và nhiệt luyệna của thép không gỉ hóa bền tiết pha chịu ăn mòn
| Ký hiệu của thép | Tạo hình nóng | Ký hiệu của nhiệt luyện | Khử ứng suất | Ủ | Hóa bền tiết pha oC | |||
| Mác thép | Số ISO | Nhiệt độ oC | Kiểu làm nguội | Nhiệt độ b °C | Kiểu làm nguội | |||
| X5CrNi-CuNb16-4 | 4542-174-00-l | 1150 đến 900 | Không khí | +ATd | - | 1025 đến 1055 | Không khí | - |
| +P1300e | - | 1 025 đến 1 055 | Không khí | 4 h (160 đến 630) | ||||
| +P900e | - | 1 h (590 đến 610) | ||||||
| +P1070f | - | 1 h (580 đến 600) | ||||||
| +P950f | - | 1 h (540 đến 560) | ||||||
| +P850f | - | 1 h (470 đến 490) | ||||||
| +SR630g | ≥4 h (600 oC đến 660 oC) | - | - | - | ||||
| X7CrNiAl17-7 | 4568-177-00-I | +AT | - | 1030 đến 1050 | Không khí | - | ||
| +P1300 | - | 760 (40 min) đến 820 (30 min) | c | 2 h (480) đến 1 h(550) | ||||
| +P1450 | - | 945 đến 965 (10 min) | d | 1 h (500 đến 520) | ||||
| a Các nhiệt độ cho ủ, tôi và ram phải được thỏa thuận đối với các mẫu thử được nhiệt luyện mô phỏng (mô hình) b Nếu thực hiện việc nhiệt luyện trong lò liên tục thì giới hạn trên của phạm vi nhiệt độ quy định nên được ưu tiên hoặc thậm chí được phép vượt quá. c Làm nguội nhanh tới ≤ 20°C, làm nguội trong phạm vi 1h ở 12°C ; nung nóng lại trong không khí đến + 20°C. d Làm nguội nhanh tới ≤ 20°C, làm nguội trong phạm vi 1h ở -70°C ; thời gian duy trì 8h ; nung nóng lại trong không khí đến + 20°C. | ||||||||
Phụ lục B
(Tham Khảo)
Ký hiệu của các loại thép cho trong Bảng 1 và các loại so sánh được trong các tiêu chuẩn ASTM, EN, JIS và GB
Bảng B.1 - Ký hiệu của các loại thép cho trong Bảng 1 và các loại so sánh được trong các tiêu chuẩn ASTM, EN, JIS và GB
| Các ký hiệu của thép theo a | |||||||||||
| Số ISO | Mác thép theo ISO | Dòng | ASTM A959/ UNSb | EN 10088-I:2005 Số c | JISd | GB/T 20878/ | |||||
|
| I/N/Wf |
| I/N/Wf |
| I/N/Wf |
| I/N/Wf | ||||
| a) Thép autenit | |||||||||||
| 4319-301-00-l | X5CrNi17-7 | AP24H | S30100 | W | 1.4319 | I | SUS301 | W | S30110 | W | |
| 4310-301-09-X | X12CrNi17-7 | AP24N | S30100 | I | (1.43XX) | I | SUS301 | I | - | - | |
| 4318-301-53-I | X2CrNiN18-7 | AP25A | S30153 | W | 1.4318 | N | SUS301L | W | S30153 | W | |
| 4567-304-76-I | X6CrNiCu17-8-2 | AP25J | - | - | (1.4567) | W | SUS304J1 | I | S30480 | W | |
| 4310-301-00-I | X10CrNi18-8 | AP26L | S30100 | W | 1.4310 | N | - | - | S30110 | W | |
| 4307-304-03-I | X2CrNi18-9 | AP27B | S30403 | W | 1.4307 | N | SUS304L | W | S30403 | W | |
| 4326-302-15-I | X12CrNiSi18-9-3 | AP27P | S30215 | W | (1.4326) | I | SUS302B | I | S30240 | N | |
| 4311-304-53-I | X2CrNiN18-9 | AP27A | S30453 | W | 1.4311 | N | SUS304LN | W | S30453 | W | |
| 4301-304-00-I | X5CrNi18-10 | AP28E | S30400 | W | 1.4301 | 1 | SUS304 | W | S30408 | W | |
| 4541-321-00-I | X6CrNiTi18-10 | AP28G | S32100 | W | 1.4541 | 1 | SUS321 | W | S32168 | W | |
| 4550-347-00-I | X6CrNiNb18-10 | AP28H | S34700 | I | 1.4550 | N | SUS347 | W | S34778 | N | |
| 4306-304-03-I | X2CrNi19-11 | AP30A | S30403 | W | 1.4306 | N | SUS304L | W | S30403 | N | |
| 4303-305-00-I | X6CrNi18-12 | AP30I | S30500 | W | 1.4303 | N | SUS305 | W | S30510 | W | |
| 4597-204-76-I | X8CrMnCuN17-8-3 | AP25L | - | - | 1.4597 | N | - | - | - | - | |
| 4372-201-00-I | X12CrMnNiN17-7-5 | AP29O | S20100 | N | 1.4372 | N | SUS201 | W | S35350 | N | |
| 4371-201-53-I | X2CrMnNiN17-7-5 | AP29B | S20153 | N | 1.4371 | N | - | - | - | - | |
| 4618-201-76-E | X9CrMnNiCu17-8-5-2 | AP30L | - | - | 1.4618 | I | - | - | - | - | |
| 4369-202-91-I | X11CrNiMnN19-8-6 | AP33L | - | - | 1.4369 | I | - | - | - | - | |
| 4335-310-02-I | X1CrNi25-21 | AP46A | S31002 | W | 1.4335 | I | - | - | - | - | |
| b) Thép austenit có Mo | |||||||||||
| 4404-316-03-I | X2CrNiMo17-12-2 | AM31A | S31603 | W | 1.4404 | N | SUS316L | W | S31603 | N | |
| 4401-316-00-I | X5CrNiMo17-12-2 | AM31I | S31600 | W | 1.4401 | N | SUS316 | W | S31608 | N | |
| 4571-316-35-I | X6CrNiMoTi17-12-2 | AM31F | S31635 | W | 1.4571 | N | SUS316Ti | W | S31668 | W | |
| 4432-316-03-I | X2CrNiMo17-12-3 | AM32A | S31603 | W | 1.4432 | I | SUS316L | W | S31603 | W | |
| 4436-316-00-I | X3CrNiMo17-12-3 | AM32F | S31600 | W | 1.4436 | I | SUS316 | W | S31608 | W | |
| 4429-316-53-I | X2CrNiMoN17-12-3 | AM32B | S31653 | W | 1.4429 | N | SUS316LN | W | S31653 | N | |
| 4435-316-03-X | X2CrNiMo17-14-3 | AM34C | - | - | (1.44xx) | I | SUS316L | I | - | - | |
| 4435-316-91-I | X2CrNiMo18-14-3 | AM35A | - | - | 1.4435 | N | SUS316L | W | S31603 | W | |
| 4439-317-26-E | X2CrNiMoN17-13-5 | AM35B | S31726 | N | 1.4439 | 1 | - | - | S31723 | W | |
| 4438-317-03-I | X2CrNiMo19-14-4 | AM37A | S31703 | W | 1.4438 | W | SUS317L | W | S31703 | W | |
| 4547-312-54-I | XICrNiMo-CuN20- 18-7 | AM45A | S31254 | W | 1.4547 | N | SUS312L | W | S31252 | N | |
| 4466-310-50-E | X1CrNiMoN25-22-2 | AM49A | S31050 | W | 1.4466 | I | - | - | S31053 | W | |
| 4659-312-66-I | X1CrNiMo- CuNW24-22-6 | AM52B | S31266 | W | 1.4659 | I | - | - | - | - | |
| 4652-326-54-I | X1CrNiMo- CuN24- 22-8 | AM54A | S32654 | N | 1.4652 | I | - | - | S32652 | N | |
| 4565-345-65-I | X2CrNiMn- MoN25- 18-6-5 | AM54B | S34565 | W | 1.4565 | I | - | - | S34553 | N | |
| c) Thép austenit có các nguyên tố hợp kim hóa chủ yếu là Ni/Co | |||||||||||
| 4539-089-04-I | X1NiCrMoCu25-20-5 | AN50A | N08904 | W | 1.4539 | N | SUS890L | W | S39042 | N | |
| 4529-089-26-I | X1NiCrMo- CuN25- 20-7 | AN52A | N08926 | W | 1.4529 | N | - | - | - | - | |
| 4478-083-67-U | X2NiCrMoN25-21-7 | AN53A | N08367 | I | 1.4478 | I | SUS836L | W | - | - | |
| 4563-080-28-I | X1NiCrMoCu31 -27-4 | AN62A | N08028 | W | 1.4563 | I | - | - | - | - | |
| d) Thép austenit - ferit (duplex) | |||||||||||
| 4062-322-02-U | X2CrNiN22-2 | DP24A | S32202 | N | 1.4062 | I | - | - | - | - | |
| 4162-321-01-E | X2CrMnNiN21-5-1 | DP27F | S32101 | N | 1.4162 | I | - | - | - | - | |
| 4362-323-04-I | X2CrNiN23-4 | DP27B | S32304 | W | 1.4362 | I | - | - | S23043 | W | |
| 4462-318-03-I | X2CrNiMoN22-5-3 | DM30A | S32205 | N | 1.4462 | I | SUS329J3L | W | S22053 | N | |
| 4662-824-41-X | X2CrNiMnMo- CuN24-4-3-2 | DM33A | - | - | 1.4662 | I | - | - | - | - | |
| 4507-325-20-I | X2CrNiMo- CuN25- 6-3 | DM34A | S32520 | W | 1.4507 | I | - | - | S25554 | - | |
| 4481-312-60-J | X2CrNiMoN25-7-3 | DM35A | S31260 | W | (1.4481) | I | SUS329J4L | I | S22583 | W | |
| 4410-327-50-E | X2CrNiMoN25-7-4 | DM36A | S32750 | W | 1.4410 | I | - | - | S25073 | W | |
| 4501-327-60-I | X2CrNi- MoCuWN25-7-4 | DM368 | S32760 | I | 1.4501 | N | - | - | S27603 | N | |
| e) Thép ferrit | |||||||||||
| 4512-409-10-I | X2CrTi12 | FP12B | S40900 | W | 1.4512 | N | SUH409L | W | S11163 | - | |
| 4003-410-77-I | X2CrNi12 | FP12C | S41003 | N | 1.4003 | N | - | - | S11213 | N | |
| 4000-410-08-I | X6Cr13 | FP13G | S41008 | W | 1.4000 | N | SUS410S | N | S41008 | N | |
| 4016-430-00-I | X6Cr17 | FP17I | S43000 | W | 1.4016 | I | SUS430 | W | S11710 | W | |
| 4510-430-36-X | X2CrNb17 | FP17B | - | - | 1.4510 | N | SUS430LX | I | S11863 | I | |
| 4510-430-35-I | X3CrTi17 | FP17F | S43035 | W | 1.4510 | N | SUS430LX | W | S11863 | W | |
| 4511-430-71-I | X3CrNb17 | FP17G | - | - | 1.4511 | N | SUS430LX | W | - | - | |
| 4017-430-91-E | X6CrNi17-1 | FP17H | - | - | 1.4017 | I | - | - | - | - | |
| 4664-430-75-J | X2CrCuTi18 | FP18A | - | - | (1.4664) | I | SUS430J1L | I | - | - | |
| 4509-439-40-X | X2CrTiNb18 | FP18B | S43940 | I | 1.4509 | N | SUS430LX | W | S11873 | I | |
| 4621-445-00-E | X2CrNbCu21 | FP21B | S44500 | W | (1.4621) | I | - | - | - | - | |
| 4621-443-30-J | X2CrNbCu22 | FP22A | - | - | (1.4621) | N | SUS443J1 | I | - | - | |
| 4526-436-00-I | X6CrMoNb17-1 | FM18J | S43600 | W | 1.4526 | N | - | - | S11770 | W | |
| 4609-436-77-J | X2CrMo19 | FM19B | - | - | (1.4609) | I | SUS436J1L | - | - | - | |
| 4513-436-00-J | X2CrMoNbTi18-1 | FM19A | S43600 | W | (1.4513) | N | SUS436L | I | S11862 | W | |
| 4521-444-00-I | X2CrMoTi18-2 | FM20B | S44400 | W | 1.4521 | N | SUS444 | W | S11972 | W | |
| 4128-445-92-J | X2CrMo23-1 | FM24B | - | - | (1.4128) | I | SUS445J1 | I | - | - | |
| 4135-447-92-C | X1CrMo30-2 | FM32A | S44700 | N | (1.4135) | I | SUS447J1 | N | S13091 | I | |
| f) Thép mactenxit | |||||||||||
| 4006-410-00-I | X12Cr13 | MP13B | S41000 | W | 1.4006 | I | SUS410 | W | S41010 | W | |
| 4021-420-00-I | X20Cr13 | MP13I | S42000 | W | 1.4021 | I | SUS420J1 | N | S42020 | N | |
| 4028-420-00-I | X30Cr13 | MP13M | S42000 | W | 1.4028 | I | SUS420J2 | W | S42030 | N | |
| 4031-420-00-I | X39Cr13 | MP13P | S42000 | W | 1.4031 | I | - | - | S42040 | W | |
| 4034-420-00-I | X46Cr13 | MP13Q | S42000 | W | 1.4034 | I | - | - | S42040 | W | |
| 4419-420-97-E | X38CrMo14 | MM14P | - | - | 1.4419 | I | - | - | S45830 | W | |
| 4313-415-00-I | X3CrNiMo13-4 | MM14A | S41500 | W | 1.4313 | N | SUSP6NM | W | S41595 | W | |
| 4116-420-77-E | X50Cr MoV15 | MM15U | - | - | 1.4116 | - | - | - | - | - | |
| 4418-431-77-E | X4CrNi M016-5-1 | MM17A | - | - | 1.4418 | I | - | - | - | - | |
| g) Thép hóa bền tiết pha | |||||||||||
| 4542-174-00-I | X5CrNi CuNb16-4 | PP20I | S17400 | W | 1.4542 | N | SUS630 | W | S51740 | W | |
| 4568-177-00-I | X7CrNiAl17-7 | PP24L | S17700 | N | 1.4568 | N | SUS631 | W | S51770 | N | |
| CHÚ THÍCH: Các loại thép cho trong bảng này có thể so sánh được với các loại thép cho trong Bảng 1. Tuy nhiên, để so sánh các loại thép tương tự cần kiểm tra mỗi nguyên tố trước khi ghi một nhãn thay thế. a Xem các nguồn trong Thư mục tài liệu tham khảo. b Thép US được liệt kê trong ASTM A959 và trong UNS. Nếu số hiệu của thép được cho trong các ngoặc đơn thì thép này chỉ có một số hiệu UNS. c Thép của châu Âu được liệt kê trong EN 10088-1 : 2005 và trong “Stahl-Eisen-Liste”; nếu số liệu của thép được cho trong các dấu ngoặc đơn thì thép này chỉ được liệt kê trong “Stahl-Eisen-Liste”. d Tiêu chuẩn công nghiệp Nhật Bản e Thép Trung Quốc có số hiệu ISC được liệt kê trong GB/T20878. f i = thép giống như loại thép ISO; N = loại thép có thành phần phù hợp hơn, nhưng không giống nhau; W = loại thép phù hợp rộng rãi hơn. | |||||||||||
Phụ lục C
(Tham khảo)
Bảng kê so sánh các chữ viết tắt cho quá trình gia công/gia công tinh bề mặt của các sản phẩm cán phẳng cho trong Bảng 3 được nêu trong các tiêu chuẩn ASTM và JIS
Bảng C.1
| Dạng sản phẩm a | Gia công tinh thông thường | Các chữ viết tắt cho quá trình gia công / gia công tinh bề mặt theo | |||
| Loại quá trình gia công | Gia công tinh bề mặt | Bảng 3 b,c | ASTM d | JIS | |
| H, P | Cán nóng, không nhiệt luyện, không tẩy gỉ | Có vảy cán | 1U |
|
|
| H, P | Cán nóng, được nhiệt luyện, không tẩy gỉ | Có vảy cán | 1C |
|
|
| H, P | Cán nóng, được nhiệt luyện, tẩy gỉ bằng cơ học | Không có vảy cán | 1E | 1 | 1 |
| H, P | Cán nóng, được nhiệt luyện, ngâm tẩy gỉ | Không có vảy cán | 1D e | 1 | 1 |
| C | Biến cứng khi gia công nguội | Sáng bóng | 2H | TR |
|
| C | Cán nguội, được nhiệt luyện, không tẩy gỉ | Trơn nhẵn có lớp cáu bẩn do nhiệt luyện | 2C |
|
|
| C | Cán nguội, được nhiệt luyện, tẩy gỉ bằng cơ học | Không có vảy cán | 2E |
|
|
| C | Cán nguội, được nhiệt luyện, ngâm tẩy gỉ | Trơn nhẵn | 2D e | 2D | 2D |
| C | Cán nguội, được nhiệt luyện, ngâm tẩy gỉ, cán là | Trơn nhẵn hơn so với 2D | 2Be | 2B | 2B |
| C | Cán nguội, được nhiệt luyện, ngâm tẩy gỉ sáng bóng, cán là | Trơn nhẵn hơn và có tính phản chiếu tốt hơn so với 2B | 2A |
|
|
| C | Cán nguội, được tôi và ram, không có vẩy cán | Không có vảy cán | 2Q |
|
|
| C | Cán nguội, được ủ sáng | Trơn nhẵn, sáng bóng, có tính phản chiếu | 2R | BA | BA |
| C, H, P | Mài |
| 1G hoặc 2G |
|
|
| C, H, P | Chải bằng bàn chải hoặc đánh bóng mờ | Trơn nhẵn hơn so với mài | 1J hoặc 2J | 6 |
|
| C, H, P | Đánh bóng bằng vải sa tanh |
| 1K hoặc 2I | 3,4 | 3,4# 240 #320 #400 |
| C, H, P | Đánh bóng vết rạn |
| 1N/ 2N |
| HL |
| C, H, P | Đánh bóng sáng bóng |
| 1P hoặc 2P | 7,8 |
|
| C | Cán nguội, được nhiệt luyện, cán là trên trục cán thô | Bề mặt mờ không có sự phản chiếu đồng đều | 2F |
| 2D |
| C, H, P | Theo mẫu | Thiết kế đã thỏa thuận; cán phẳng bề mặt thứ hai | 1M |
|
|
| 2M |
|
| |||
| C | Làm gợn sóng | Thiết kế đã thỏa thuận | 2W |
|
|
| C | Nhuộm màu | Theo màu được thỏa thuận | 2L |
|
|
| C, H | Bề mặt được mạ, phủ |
| 1S hoặc 2S |
|
|
| a C = thép dải cán nguội; H = thép dải cán nóng; P = thép tấm cán nóng (quarto). b Các quá trình gia công / gia công tinh bề mặt tương tự được cho trong EN 10088-2. c Chữ số thứ nhất: 1 = cán nóng, 2 = cán nguội, d ASTM A480. e Các chữ viết tắt được gạch dưới biểu thị các quá trình gia công tinh phổ biến nhất. | |||||
Phụ lục D
(Tham khảo)
Các tiêu chuẩn kích thước áp dụng
TCVN 10357-1 (ISO 9444-1), Thép không gỉ cán nóng liên tục - Dung sai kích thước và hình dạng - Phần 1: Thép dải hẹp và các đoạn cắt.
TCVN 10357-2 (ISO 9444-2), Thép không gỉ cán nóng liên tục - Dung sai kích thước và hình dạng - Phần 2: Thép dải rộng và thép tấm/lá.
TCVN 8594-1 (ISO 9445-1), Thép không gỉ cán nguội liên tục - Dung sai kích thước và hình dạng - Phần 1: Băng hẹp và tấm cắt.
TCVN 8594-2 (ISO 9445-2), Thép không gỉ cán nguội liên tục - Dung sai kích thước và hình dạng - Phần 2: Băng rộng và tấm/lá.
TCVN 10358 (ISO 18286), Thép tấm không gỉ cán nóng - Dung sai kích thước và hình dạng.
Phụ lục E
(Tham khảo)
Những mác thép bổ sung so với tiêu chuẩn ISO 16143-1:2014
Bảng E.1 - Những mác thép bổ sung so với tiêu chuẩn ISO 16143-1:2014
| Mác thép | Tiêu chuẩn quy định | Điều tham chiếu của tiêu chuẩn này | |||
| ASTM A240/A240M- 15a | ASTM A240/A240M- 15b | JIS G 4305:2012 | KS D 3698:2015 | ||
| X3CrNiMo19-2-2 | S81921 | - | - | - | 7.3 |
| X1CrTi16 | - | - | SUS430LX | - | 7.3 |
| X8CrNi16-6 |
| - | SUS304J1 | KS304J1 | 7.3 |
| X1CrCuNb20 | - | - | - | STS445NF | 7.3 |
| X6CrNi19-1 | - | S82013 | - | - | 7.3 |
| X8CrNiCuWNb18- 10-2 | S30441 | - | - | - | 7.3 |
Thư mục tài liệu tham khảo
[1] TCVN 8997 (ISO 4955), Thép chịu nhiệt.
[2] TCVN 6367-2 (ISO 6931-2), Thép không gỉ làm lò xo - Phần 2: Băng hẹp.
[3] TCVN 9985-1 (ISO 9328-1), Thép dạng phẳng chịu áp lực - Điều kiện kỹ thuật khi cung cấp - Phần 1: Yêu cầu chung.
[4] TCVN 9985-7 (ISO 9328-7), Thép dạng phẳng chịu áp lực - Điều kiện kỹ thuật khi cung cấp - Phần 7: Thép không gỉ.
[5] EN 10088-2 : 1995, Stainless steels - Part 2: Technical delivery conditions for sheet/plate and strip for general purpose.
[6] ASTM A 480-03: Standard specification for general requirements for flat-rolled stainless and heat resisting steel plate, sheet and strip.
[7] JIS G 4304, Hot-rolled stainless steel plate, sheet and strip.
[8] JIS G 4305, Cold-rolled stainless steel plate, sheet and strip.
[9] EN 10151, Stainless steel strip for springs - Technical delivery conditions
[10] TCVN 10357-1 (ISO 9444-1), Thép không gỉ cán nóng liên tục - Dung sai kích thước và hình dạng - Phần 1: Thép dải hẹp và các đoạn cắt.
[11] TCVN 10357-2 (ISO 9444-2), Thép không gỉ cán nóng liên tục - Dung sai kích thước và hình dạng - Phần 2: Thép dải rộng và thép tấm/lá.
[12] TCVN 8594-1 (ISO 9445-1), Thép không gỉ cán nguội liên tục - Dung sai kích thước và hình dạng - Phần 1: Băng hẹp và tấm cắt.
[13] TCVN 8594-2 (ISO 9445-2), Thép không gỉ cán nguội liên tục - Dung sai kích thước và hình dạng - Phần 2: Băng rộng và tấm/lá.
[14] TCVN 10358 (ISO 18286), Thép tấm không gỉ cán nóng - Dung sai kích thước và hình dạng.
1) Trong hệ thống tiêu chuẩn quốc gia hiện có TCVN 5886:2006 (ISO 783:1999), Vật liệu kim loại - Thử kéo ở nhiệt độ cao, là phiên bản trước của ISO 6892-2:2011.
Bạn chưa Đăng nhập thành viên.
Đây là tiện ích dành cho tài khoản thành viên. Vui lòng Đăng nhập để xem chi tiết. Nếu chưa có tài khoản, vui lòng Đăng ký tại đây!
