 Pháp lý doanh nghiệp
Pháp lý doanh nghiệp Thông tư 10/2017/TT-BCT kiểm định thiết bị vật tư có yêu cầu nghiêm ngặt về an toàn lao động
- Tổng hợp lại tất cả các quy định pháp luật còn hiệu lực áp dụng từ văn bản gốc và các văn bản sửa đổi, bổ sung, đính chính…
- Khách hàng chỉ cần xem Nội dung MIX, có thể nắm bắt toàn bộ quy định pháp luật hiện hành còn áp dụng, cho dù văn bản gốc đã qua nhiều lần chỉnh sửa, bổ sung.
thuộc tính Thông tư 10/2017/TT-BCT
| Cơ quan ban hành: | Bộ Công Thương |
| Số công báo: | Đã biết Vui lòng đăng nhập tài khoản gói Tiêu chuẩn hoặc Nâng cao để xem Số công báo. Nếu chưa có tài khoản Quý khách đăng ký tại đây! |
| Số hiệu: | 10/2017/TT-BCT |
| Ngày đăng công báo: | Đã biết Vui lòng đăng nhập tài khoản gói Tiêu chuẩn hoặc Nâng cao để xem Ngày đăng công báo. Nếu chưa có tài khoản Quý khách đăng ký tại đây! |
| Loại văn bản: | Thông tư |
| Người ký: | Trần Tuấn Anh |
| Ngày ban hành: | 26/07/2017 |
| Ngày hết hiệu lực: | Đang cập nhật |
| Áp dụng: | |
| Tình trạng hiệu lực: | Đã biết Vui lòng đăng nhập tài khoản gói Tiêu chuẩn hoặc Nâng cao để xem Tình trạng hiệu lực. Nếu chưa có tài khoản Quý khách đăng ký tại đây! |
| Lĩnh vực: | Lao động-Tiền lương, Công nghiệp |
TÓM TẮT VĂN BẢN
Ngày 26/07/2017, Bộ Công Thương ban hành Thông tư số 10/2017/TT-BCT về Quy trình kiểm định kỹ thuật an toàn lao động đối với máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
Ban hành theo Thông tư này là 18 Quy trình kiểm định kỹ thuật an toàn lao động, trong đó có Quy trình đối với nồi hơi có áp suất trên 16 bar, ký hiệu QTKĐ:01-2017/BCT.
Quy trình này được quy định như sau: Tiến hành kiểm định lần đầu sau khi lắp đặt và trước khi đưa vào sử dụng. Kiểm định định kỳ bao gồm: Khám xét bên trong và bên ngoài, thử thủy lực (khám nghiệm kỹ thuật) thực hiện 06 năm/lần; Khám xét bên trong và bên ngoài thực hiện 02 năm/lần. Trường hợp nhà chế tạo quy định hoặc cơ sở yêu cầu thời hạn kiểm định ngắn hơn thì thực hiện theo quy định của nhà chế tạo hoặc yêu cầu của cơ sở. Khi rút ngắn thời hạn kiểm định, kiểm định viên phải nêu rõ lý do trong biên bản kiểm định. Khi thời hạn kiểm định được quy định trong quy chuẩn kỹ thuật quốc gia thì thực hiện theo quy định của quy chuẩn đó.
Ngoài quy định về Quy trình kiểm định kỹ thuật an toàn lao động đối với nồi hơi, Thông tư còn quy định về Quy trình kiểm định của nhiều máy, thiết bị, vật tư khác như: Bình chịu áp lực; Bồn chứa khí dầu mỏ hóa lỏng (LPG); Đường ống dẫn hơi và nước nóng; Đường ống dẫn khí đốt cố định bằng kim loại…
Thông tư này có hiệu lực từ ngày 15/09/2017.
Xem chi tiết Thông tư10/2017/TT-BCT tại đây
tải Thông tư 10/2017/TT-BCT
|
BỘ CÔNG THƯƠNG Số: 10/2017/TT-BCT |
CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM Hà Nội, ngày 26 tháng 7 năm 2017 |
THÔNG TƯ
BAN HÀNH QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG ĐỐI VỚI MÁY, THIẾT BỊ, VẬT TƯ CÓ YÊU CẦU NGHIÊM NGẶT VỀ AN TOÀN LAO ĐỘNG THUỘC THẨM QUYỀN QUẢN LÝ CỦA BỘ CÔNG THƯƠNG
Căn cứ Luật An toàn, vệ sinh lao động ngày 25 tháng 6 năm 2015;
Căn cứ Nghị định số 44/2016/NĐ-CP ngày 15 tháng 5 năm 2016 của Chính phủ quy định chi tiết một số điều của Luật An toàn, vệ sinh lao động về hoạt động kiểm định kỹ thuật an toàn lao động, huấn luyện an toàn, vệ sinh lao động và quan trắc môi trường lao động;
Căn cứ Nghị định số 95/2012/NĐ-CP ngày 12 tháng 11 năm 2012 của Chính phủ quy định chức năng, nhiệm vụ, quyền hạn và cơ cấu tổ chức của Bộ Công Thương;
Theo đề nghị của Cục trưởng Cục Kỹ thuật an toàn và Môi trường công nghiệp,
Bộ trưởng Bộ Công Thương ban hành Thông tư ban hành 18 quy trình kiểm định kỹ thuật an toàn đối với máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
|
Nơi nhận: |
BỘ TRƯỞNG |
PHỤ LỤC
TÊN VÀ KÝ HIỆU CỦA CÁC QUY TRÌNH KIỂM ĐỊNH
(Kèm theo Thông tư số 10/2017/TT-BCT ngày 26 tháng 7 năm 2017 của Bộ Công Thương)
|
TT |
Tên quy trình |
Ký hiệu |
|
1 |
Quy trình kiểm định kỹ thuật an toàn lao động nồi hơi có áp suất trên 16 bar |
QTKĐ:01-2017/BCT |
|
2 |
Quy trình kiểm định kỹ thuật an toàn lao động bình chịu áp lực |
QTKĐ:02-2017/BCT |
|
3 |
Quy trình kiểm định kỹ thuật an toàn lao động bồn chứa khí dầu mỏ hóa lỏng (LPG) |
QTKĐ:03-2017/BCT |
|
4 |
Quy trình kiểm định kỹ thuật an toàn lao động hệ thống đường ống dẫn hơi và nước nóng |
QTKĐ:04-2017/BCT |
|
5 |
Quy trình kiểm định kỹ thuật an toàn lao động đường ống dẫn khí đốt cố định bằng kim loại |
QTKĐ:05-2017/BCT |
|
6 |
Quy trình kiểm định kỹ thuật an toàn lao động hệ thống nạp khí dầu mỏ hóa lỏng (LPG) |
QTKĐ:06-2017/BCT |
|
7 |
Quy trình kiểm định kỹ thuật an toàn lao động hệ thống cung cấp khí dầu mỏ hóa lỏng (LPG) |
QTKĐ:07-2017/BCT |
|
8 |
Quy trình kiểm định kỹ thuật an toàn lao động chai thép hàn nạp lại được dùng cho khí dầu mỏ hóa lỏng (LPG) |
QTKĐ:08-2017/BCT |
|
9 |
Quy trình kiểm định kỹ thuật an toàn lao động cột chống thủy lực đơn, giá khung di động và dàn chống tự hành cấu tạo từ các cột chống thủy lực đơn sử dụng trong việc chống giữ lò trong khai thác hầm lò |
QTKĐ:09-2017/BCT |
|
10 |
Quy trình kiểm định kỹ thuật an toàn lao động tời, trục tải có tải trọng từ 10.000N trở lên sử dụng trong khai thác hầm lò |
QTKĐ:10-2017/BCT |
|
11 |
Quy trình kiểm định kỹ thuật an toàn lao động máy biến áp phòng nổ |
QTKĐ:11-2017/BCT |
|
12 |
Quy trình kiểm định kỹ thuật an toàn lao động động cơ điện phòng nổ |
QTKĐ:12-2017/BCT |
|
13 |
Quy trình kiểm định kỹ thuật an toàn lao động thiết bị phân phối, đóng cắt phòng nổ |
QTKĐ:13-2017/BCT |
|
14 |
Quy trình kiểm định kỹ thuật an toàn lao động thiết bị điều khiển phòng nổ |
QTKĐ:14-2017/BCT |
|
15 |
Quy trình kiểm định kỹ thuật an toàn lao động máy phát điện phòng nổ |
QTKĐ:15-2017/BCT |
|
16 |
Quy trình kiểm định kỹ thuật an toàn lao động cáp điện sử dụng trong môi trường có khí cháy và bụi nổ (cáp điện phòng nổ) |
QTKĐ:16-2017/BCT |
|
17 |
Quy trình kiểm định kỹ thuật an toàn lao động thiết bị chiếu sáng phòng nổ |
QTKĐ:17-2017/BCT |
|
18 |
Quy trình kiểm định kỹ thuật an toàn lao động máy nổ mìn điện |
QTKĐ:18-2017/BCT |
BỘ CÔNG THƯƠNG
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
NỒI HƠI CÓ ÁP SUẤT TRÊN 16 BAR
QTKĐ: 01-2017/BCT
HÀ NỘI - 2017
Lời nói đầu
Quy trình kiểm định kỹ thuật an toàn lao động nồi hơi có áp suất trên 16 bar do Cục Kỹ thuật an toàn và Môi trường công nghiệp chủ trì biên soạn và được ban hành kèm theo Thông tư số 10/2017/TT-BCT ngày 26 tháng 7 năm 2017 của Bộ Công Thương ban hành Quy trình kiểm định kỹ thuật an toàn lao động máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
NỒI HƠI CÓ ÁP SUẤT TRÊN 16 BAR
1. Phạm vi áp dụng
Quy trình kiểm định kỹ thuật an toàn lao động nồi hơi có áp suất trên 16 bar (sau đây gọi chung là nồi hơi) trong Danh mục máy, thiết bị có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
Quy trình này không áp dụng cho:
- Nồi hơi có áp suất thấp hơn hoặc bằng 16 bar.
- Nồi hơi có áp suất lớn hơn 16 bar nhưng dung tích chứa hơi và nước không quá 25 lít và tích số giữa dung tích (tính bằng lít) và áp suất (tính bằng bar) không quá 200.
- Nồi hơi đốt bằng năng lượng hạt nhân.
- Bình bốc hơi mà nguồn nhiệt là hơi nước từ nơi khác đưa tới.
- Nồi hơi đốt bằng năng lượng mặt trời.
- Nồi hơi đốt bằng năng lượng điện.
- Nồi hơi lắp trên các phương tiện giao thông vận tải và phương tiện thăm dò khai thác dầu khí trên biển.
Căn cứ vào quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng, các tổ chức kiểm định kỹ thuật an toàn lao động xây dựng quy trình chi tiết cho từng dạng, loại thiết bị cụ thể nhưng không được trái với quy định của quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng.
2. Đối tượng áp dụng
- Các doanh nghiệp, cơ quan, tổ chức, cá nhân sở hữu, quản lý, sử dụng nồi hơi nêu tại Mục 1 của Quy trình này (sau đây gọi tắt là cơ sở).
- Các tổ chức hoạt động kiểm định kỹ thuật an toàn lao động (sau đây gọi là tổ chức kiểm định) và kiểm định viên được cấp chứng chỉ kiểm định viên theo quy định của Bộ Công Thương.
3. Quy chuẩn, tiêu chuẩn áp dụng
- QCVN: 01-2008/BLĐTBXH, Quy chuẩn kỹ thuật Quốc gia về an toàn lao động nồi hơi và bình chịu áp lực.
- TCVN 7704:2007, Nồi hơi - Yêu cầu kỹ thuật về thiết kế, kết cấu, chế tạo, lắp đặt, sử dụng và sửa chữa.
- TCVN 6413:1998, Nồi hơi cố định ống lò ống lửa cấu tạo hàn (trừ nồi hơi ống nước).
- TCVN 5346-91, Kỹ thuật an toàn nồi hơi và nước nóng - Yêu cầu chung đối với việc tính độ bền.
- TCVN 6008:2010, Thiết bị áp lực - Mối hàn - Yêu cầu kỹ thuật và phương pháp thử.
- TCVN 9385:2012, Chống sét cho công trình xây dựng - Hướng dẫn thiết kế, kiểm tra và bảo trì hệ thống.
- TCVN 9358:2012, Lắp đặt hệ thống nối đất thiết bị cho các công trình công nghiệp - Yêu cầu chung.
Trường hợp các quy chuẩn kỹ thuật quốc gia và tiêu chuẩn quốc gia viện dẫn tại quy trình kiểm định này có bổ sung, sửa đổi hoặc thay thế thì áp dụng theo quy định tại văn bản mới nhất.
Việc kiểm định các chỉ tiêu về kỹ thuật an toàn có thể áp dụng theo tiêu chuẩn khác khi có đề nghị của cơ sở sử dụng, chế tạo với điều kiện tiêu chuẩn đó phải có các chỉ tiêu kỹ thuật về an toàn bằng hoặc cao hơn so với các chỉ tiêu quy định trong các quy chuẩn, tiêu chuẩn quốc gia được viện dẫn trong quy trình này.
4. Thuật ngữ, định nghĩa
Quy trình này sử dụng các thuật ngữ, định nghĩa trong các tài liệu viện dẫn nêu trên và một số thuật ngữ, định nghĩa trong quy trình này được hiểu như sau:
4.1. Nồi hơi
Thiết bị để sản xuất hơi từ nước bằng nguồn nhiệt do sự đốt cháy nhiên liệu hữu cơ, do nhiệt của các khí thải và bao gồm tất cả các bộ phận có liên quan đến sản xuất hơi của nồi hơi.
4.2. Kiểm định kỹ thuật an toàn lao động (gọi tắt là kiểm định)
Là hoạt động kỹ thuật theo một quy trình kiểm định nhằm đánh giá và xác nhận sự phù hợp của tình trạng kỹ thuật an toàn của đối tượng được kiểm định với các quy định trong các quy chuẩn kỹ thuật, tiêu chuẩn kỹ thuật tương ứng đối với đối tượng được kiểm định.
5. Hình thức kiểm định và thời hạn kiểm định
5.1. Kiểm định lần đầu: Sau khi lắp đặt, trước khi đưa vào sử dụng lần đầu.
5.2. Kiểm định định kỳ
- Khám xét bên trong và bên ngoài, thử thủy lực (khám nghiệm kỹ thuật): 6 năm/lần.
Trường hợp đối với nồi hơi nhà máy điện, thời hạn khám nghiệm kỹ thuật định kỳ theo thời gian đại tu của nhà máy điện, nhưng không quá 6 năm/lần.
- Khám xét bên trong và bên ngoài: 2 năm/lần.
- Trường hợp nhà chế tạo quy định hoặc cơ sở yêu cầu thời hạn kiểm định ngắn hơn thì thực hiện theo quy định của nhà chế tạo hoặc yêu cầu của cơ sở.
- Khi rút ngắn thời hạn kiểm định, kiểm định viên phải nêu rõ lý do trong biên bản kiểm định.
- Khi thời hạn kiểm định được quy định trong quy chuẩn kỹ thuật quốc gia thì thực hiện theo quy định của quy chuẩn đó.
Trường hợp nồi hơi thuộc dây chuyền đang vận hành không thể tách rời kiểm định riêng thì thời hạn kiểm định định kỳ theo chu kỳ bảo dưỡng, sửa chữa của dây chuyền nhưng không quá thời hạn quy định của nhà sản xuất hoặc quy chuẩn kỹ thuật quốc gia tương ứng. Các tổ chức, cá nhân quản lý, sử dụng phải duy trì và chịu trách nhiệm về điều kiện làm việc an toàn cho máy, thiết bị.
5.3. Kiểm định bất thường
Những trường hợp phải kiểm định bất thường: Theo quy định tại Mục 11.2.5 TCVN 7704:2007.
6. Tổ chức thực hiện
Việc thực hiện công tác kiểm định nồi hơi do các kiểm định viên đã được cấp chứng chỉ kiểm định viên thực hiện.
6.1. Đối với cơ sở sử dụng nồi hơi:
- Thực hiện kiểm định đúng thời hạn quy định.
- Cung cấp các hồ sơ, tài liệu kỹ thuật có liên quan đến nồi hơi được kiểm định.
- Chuẩn bị đầy đủ các điều kiện để kiểm định, người phục vụ, công nhân vận hành, điện, vệ sinh, bảo dưỡng, sửa chữa thiết bị và các biện pháp an toàn cần thiết.
- Cử người đại diện trực tiếp chứng kiến, phối hợp khi tiến hành kiểm định.
6.2. Đối với tổ chức kiểm định:
- Kiểm định theo đề nghị của cơ sở sử dụng. Trường hợp không thực hiện được thì phải trả lời bằng văn bản nêu rõ lý do với cơ sở.
- Tiến hành kiểm định phải tuân thủ các tiêu chuẩn, quy chuẩn kỹ thuật quốc gia về an toàn có liên quan.
- Tiến hành kiểm định phù hợp theo các bước quy định của quy trình này để đảm bảo có kết luận chính xác về tình trạng của nồi hơi.
- Trong quá trình kiểm định, nếu phát hiện có nguy cơ dẫn đến sự cố thì phải kiến nghị cơ sở có biện pháp khắc phục. Sau khi cơ sở khắc phục xong thì tiếp tục tiến hành kiểm định.
- Khi có nghi ngờ, kiểm định viên có quyền yêu cầu cơ sở áp dụng các biện pháp kiểm tra, đánh giá bổ sung phục vụ việc đánh giá kết quả kiểm định.
- Lập biên bản kiểm định và cấp Giấy chứng nhận kết quả kiểm định theo quy định.
7. Thiết bị phục vụ kiểm định
Các thiết bị, dụng cụ phục vụ kiểm định phải phù hợp với đối tượng kiểm định và phải được kiểm định, hiệu chuẩn theo quy định, bao gồm:
7.1. Thiết bị, dụng cụ phục vụ khám xét
- Thiết bị chiếu sáng có điện áp của nguồn không quá 12V.
- Búa kiểm tra có khối lượng từ 0,3kg đến 1,5kg tuỳ thuộc vào chiều dày của thành nồi hơi.
- Kính lúp có độ phóng đại phù hợp.
- Dụng cụ đo khoảng cách, độ dài: Thước cặp, thước dây, thước đo kích thước hình học mối hàn.
7.2. Thiết bị, dụng cụ phục vụ thử thủy lực
- Thiết bị tạo áp suất có đặc tính kỹ thuật (áp suất, lưu lượng) phù hợp với đối tượng thử.
- Phương tiện, thiết bị kiểm tra độ kín.
7.3. Thiết bị, dụng cụ đo lường
- Áp kế có cấp chính xác và thang đo phù hợp với áp suất thử.
- Nhiệt kế có cấp chính xác và thang đo phù hợp với nhiệt độ thử.
7.4. Thiết bị, dụng cụ đo, kiểm tra chuyên dùng khác (trường hợp cần thiết)
- Thiết bị kiểm tra chiều dày bằng siêu âm.
- Thiết bị kiểm tra chất lượng mối hàn bằng các phương pháp không phá hủy.
- Thiết bị kiểm tra bề mặt kim loại.
- Thiết bị kiểm tra được bên trong ống: Thiết bị nội soi.
8. Điều kiện kiểm định
Khi tiến hành kiểm định nồi hơi phải đảm bảo các điều kiện sau đây:
8.1. Nồi hơi phải ở trạng thái sẵn sàng đưa vào kiểm định.
8.2. Hồ sơ, tài liệu của nồi hơi phải đầy đủ.
8.3. Các yếu tố môi trường, thời tiết không làm ảnh hưởng tới kết quả kiểm định.
8.4. Các điều kiện về an toàn, vệ sinh lao động, phòng cháy chữa cháy phải đáp ứng để kiểm định nồi hơi.
9. Các bước kiểm định
Khi kiểm định nồi hơi, tổ chức kiểm định phải thực hiện lần lượt theo các bước sau:
- Công tác chuẩn bị trước khi tiến hành kiểm định.
- Kiểm tra hồ sơ, lý lịch nồi hơi.
- Kiểm tra kỹ thuật bên ngoài, bên trong.
- Thử thủy lực.
- Kiểm tra vận hành.
- Xử lý kết quả kiểm định.
Lưu ý: Các bước kiểm tra tiếp theo chỉ được tiến hành khi kết quả kiểm tra ở bước trước đó đạt yêu cầu. Tất cả các kết quả kiểm tra của từng bước phải được ghi chép đầy đủ vào bản ghi chép hiện trường theo mẫu quy định tại Phụ lục 1 và lưu lại đầy đủ tại tổ chức kiểm định.
10. Tiến hành kiểm định
10.1. Công tác chuẩn bị trước khi tiến hành kiểm định
10.1.1. Thống nhất kế hoạch kiểm định, công việc chuẩn bị và phối hợp giữa tổ chức kiểm định với cơ sở, bao gồm cả những nội dung sau:
- Chuẩn bị hồ sơ tài liệu kỹ thuật của nồi hơi.
- Chuẩn bị điều kiện về nhân lực, vật tư phục vụ kiểm định; cử người tham gia và chứng kiến kiểm định.
10.1.2. Trang bị an toàn cho người kiểm tra
Người kiểm tra phải chuẩn bị các trang bị bảo hộ lao động cá nhân như quần áo, mũ, kính, khẩu trang, giày, dây an toàn v.v... khi tiến hành kiểm tra tại hiện trường.
10.1.3. Phương tiện, dụng cụ kiểm tra
Chuẩn bị các phương tiện, dụng cụ kiểm tra cụ thể đối với nồi hơi được kiểm định theo Mục 7 của Quy trình này.
10.1.4. Xây dựng và thống nhất thực hiện các biện pháp đảm bảo an toàn với cơ sở trước khi kiểm định
Việc kiểm định nồi hơi chỉ được tiến hành sau khi cơ sở sử dụng chuẩn bị và thực hiện các biện pháp bảo đảm an toàn, bao gồm:
- Ngừng nồi hơi.
- Cách ly chắc chắn với các nồi hơi và các hệ thống chung khác.
- Làm vệ sinh toàn bộ nồi hơi.
- Chuẩn bị các điều kiện: Giàn giáo, ánh sáng, điện, nước, thông gió, cầu thang, lối đi lại, vệ sinh sạch sẽ tại các vị trí cần kiểm tra.
10.2. Kiểm tra hồ sơ, lý lịch nồi hơi
Căn cứ vào hình thức kiểm định để kiểm tra, xem xét hồ sơ, tài liệu kỹ thuật của nồi hơi:
10.2.1. Trường hợp kiểm định lần đầu
10.2.1.1. Kiểm tra hồ sơ
Hồ sơ xuất xưởng của đơn vị chế tạo theo quy định tại Mục 11.2.6.1 TCVN 7704:2007.
Lưu ý kiểm tra các hồ sơ:
+ Lý lịch nồi hơi (bao gồm cả tính kiểm tra bền);
+ Bản vẽ cấu tạo nồi hơi và các bộ phận;
+ Các chứng chỉ kiểm tra chất lượng và biên bản khám nghiệm xuất xưởng;
+ Các bản hướng dẫn lắp đặt và sử dụng.
10.2.1.2. Kiểm tra thiết kế lắp đặt:
- Bản thiết kế lắp đặt phải được phê duyệt. Thiết kế lắp đặt phải phù hợp với các yêu cầu tại các tiêu chuẩn kỹ thuật an toàn nồi hơi và tiêu chuẩn kỹ thuật an toàn liên quan.
- Kiểm tra nhà đặt nồi hơi và vị trí lắp đặt: Phải thỏa mãn yêu cầu tại Mục 8.1 TCVN 7704:2007.
Vị trí nhà đặt nồi hơi trong mặt bằng của cơ sở sử dụng, khoảng cách của nhà đặt nồi hơi với các công trình sinh hoạt công cộng, kho tàng và các khu vực sản xuất khác phù hợp với các quy định của tiêu chuẩn hiện hành.
- Các dung sai cho phép khi lắp đặt.
10.2.1.3. Kiểm tra các hồ sơ lắp đặt
- Hồ sơ của đơn vị lắp đặt.
- Biên bản nghiệm thu từng bộ phận của nồi hơi (ba lông, ống góp, các dàn ống chịu áp lực, các thiết bị phụ, nền móng, khung chịu lực...) và biên bản nghiệm thu lắp đặt toàn bộ nồi hơi.
- Biên bản thông bi hệ thống ống (nếu có).
- Kiểm tra hồ sơ hàn cho các mối hàn chịu áp lực trong lắp đặt:
+ Hồ sơ thợ hàn (chứng chỉ, ký hiệu, kết quả kiểm tra theo mẫu hàn);
+ Quy trình hàn;
+ Chứng chỉ vật liệu hàn;
+ Sơ đồ hàn (sơ đồ vị trí các mối hàn và bố trí thợ hàn);
+ Kết quả kiểm tra mối hàn bằng mắt, bằng phương pháp không phá hủy (siêu âm, chụp tia xuyên qua, thẩm thấu), các biên bản kiểm tra và phim chụp tia xuyên qua;
+ Khối lượng mối hàn kiểm tra bằng siêu âm hoặc chiếu tia xuyên qua phải theo quy định tại Mục 5.4 TCVN 6008:2010 hoặc theo nhà chế tạo (nếu yêu cầu của nhà chế tạo cao hơn);
+ Chứng chỉ của người tiến hành các công việc kiểm tra không phá hủy các mối hàn;
+ Trường hợp yêu cầu nhiệt luyện mối hàn phải tuân thủ theo quy định tại Mục 4.12 TCVN 6008:2010.
- Hồ sơ vật liệu khi lắp đặt.
- Các bản vẽ: Bố trí thiết bị kiểm tra đo lường, tự động; hệ thống cung cấp nhiên liệu, phòng nổ; chiếu sáng, thông gió...
- Biên bản đo điện trở tiếp đất chống sét của ống khói, nhà đặt nồi hơi; điện trở tiếp đất các thiết bị điện của nồi hơi.
- Các sửa đổi thực tế đã tiến hành khi lắp đặt nồi hơi, trường hợp sửa đổi có ảnh hưởng đến độ bền, trao đổi nhiệt, khí động, thủy động của nồi hơi thì yêu cầu có tính toán kèm theo.
10.2.2. Trường hợp kiểm định định kỳ
10.2.2.1. Kiểm tra thời gian đã làm việc của nồi hơi, Biên bản khám nghiệm mới nhất, Giấy chứng nhận kiểm định mới nhất.
10.2.2.2. Những nhận xét và kết luận về khả năng làm việc của nồi hơi, các kiến nghị và việc thực hiện kiến nghị tại các biên bản kiểm tra lần trước.
10.2.2.3. Kiểm tra các kết quả kiểm định định kỳ các thiết bị đo lường, bảo vệ, an toàn, chống sét cũng như việc thay thế, sửa chữa các thiết bị này.
10.2.2.4. Xem xét các số liệu đo độ dày các bộ phận của nồi hơi thực hiện lần trước (nếu có).
10.2.2.5. Kiểm tra hồ sơ theo dõi, sửa chữa, thay thế các bộ phận, thiết bị của nồi hơi.
10.2.2.6. Kiểm tra lý lịch nồi hơi, việc cập nhật bổ sung lý lịch nồi hơi.
10.2.2.7. Xem xét quy trình vận hành và xử lý sự cố, nhật ký vận hành, các chế độ nước cấp, nước lò và nhiên liệu sử dụng.
10.2.2.8. Việc ghi chép, theo dõi mức độ cáu cặn, đóng xỉ và tích bụi qua các kỳ bảo dưỡng.
10.2.3. Trường hợp kiểm định bất thường
10.2.3.1. Trường hợp nồi hơi được tiến hành sửa chữa, cải tạo, nâng cấp:
- Kiểm tra lý do tiến hành sửa chữa, cải tạo, nâng cấp.
- Kiểm tra hồ sơ thiết kế sửa chữa, cải tạo, nâng cấp.
- Nội dung phương án cải tạo, sửa chữa. Các tính toán nhiệt, khí động, thủy động, sức bền của nồi hơi khi cải tạo, nâng cấp (nếu có).
- Sự phù hợp của các thiết bị phụ, thiết bị đo kiểm và cơ cấu an toàn sau cải tạo với nồi hơi.
- Các chứng chỉ kiểm tra chất lượng và khám nghiệm xuất xưởng của các bộ phận thay thế. Các vật liệu thay thế, sửa chữa không kém hơn vật liệu chế tạo ban đầu.
- Biên bản nghiệm thu sau sửa chữa, cải tạo, nâng cấp.
- Hồ sơ hàn trong quá trình sửa chữa, cải tạo: Tương tự như kiểm tra hồ sơ hàn tại Mục 10.2.1.3 của Quy trình này.
- Thực hiện các hạng mục kiểm tra định kỳ tại Mục 10.2.2 của Quy trình này.
10.2.3.2 Trường hợp thay đổi vị trí lắp đặt nồi hơi:
- Lý do thay đổi vị trí lắp đặt.
- Kiểm tra hồ sơ lắp đặt.
- Nội dung kiểm tra định kỳ quy định tại Mục 10.2.2 của Quy trình này.
10.2.3.3 Trường hợp nồi hơi không làm việc từ 12 tháng trở lên:
- Lý do nồi hơi ngừng làm việc trên 12 tháng.
- Nội dung kiểm tra định kỳ quy định tại Mục 10.2.2 của Quy trình này.
10.3. Kiểm tra kỹ thuật bên ngoài và bên trong
10.3.1. Kiểm tra sự phù hợp giữa hồ sơ đã kiểm tra ở Mục 10.2 của Quy trình này với thực tế lắp đặt tại hiện trường:
- Bố trí mặt bằng, vị trí nồi hơi và các thiết bị phụ trợ.
- Các số liệu chủ yếu trên biển tên hoặc dấu chìm của nồi hơi và các thiết bị phụ.
- Số lượng và tình trạng của các thiết bị phụ như: Bơm nước cấp, quạt, thiết bị xử lý nước, thiết bị chỉ mức nước, van chặn, van an toàn, các thiết bị kiểm tra đo lường, thiết bị tự động...
10.3.2. Kiểm tra nhà đặt nồi hơi, vị trí nồi hơi và các thiết bị phụ trợ, sàn thao tác và cầu thang thao tác.
- Khoảng cách giữa các thiết bị trong nhà đặt nồi hơi.
- Khoảng cách giữa nhà đặt nồi hơi với các công trình công cộng, sinh hoạt và sản xuất khác.
- Bố trí các cửa ra vào: Số lượng, tình trạng kỹ thuật, chú ý chiều mở cửa.
- Bố trí sàn thao tác: Số lượng và kết cấu.
- Bố trí các buồng phục vụ trong nhà đặt nồi hơi, cũng như các phương tiện, dụng cụ, trang bị trong các phòng đó.
Nhà đặt nồi hơi và vị trí lắp đặt phải bảo đảm theo quy định tại Mục 8.1 TCVN 7704:2007.
Vị trí nồi hơi và các thiết bị phụ trợ phải bảo đảm theo quy định tại Mục 8.3 TCVN 7704:2007.
Sàn thao tác, cầu thang thao tác phải bảo đảm theo quy định tại Mục 8.4 TCVN 7704:2007.
10.3.3. Kiểm tra tình trạng của nền móng nồi hơi, nền móng thiết bị phụ và các cơ cấu chịu lực như khung của nồi hơi.
10.3.4. Kiểm tra ánh sáng trong nhà đặt nồi hơi: Hệ thống chiếu sáng làm việc và dự phòng.
Yêu cầu về ánh sáng trong nhà đặt nồi hơi phải đảm bảo theo quy định tại Mục 8.2 TCVN 7704:2007.
10.3.5. Kiểm tra việc lắp đặt các thiết bị phụ của nồi hơi như: Thiết bị cấp nước, hệ thống cung cấp nhiên liệu - thải tro xỉ... nhằm xác định chính xác tình trạng của các thiết bị đó.
Thiết bị cấp nước cho nồi hơi phải bảo đảm theo quy định tại Mục 9 TCVN 7704:2007.
Hệ thống cung cấp nhiên liệu - thải tro xỉ phải bảo đảm theo quy định tại Mục 8.5 TCVN 7704:2007.
Kiểm tra các thiết bị đo lường, bảo vệ và các cơ cấu an toàn:
- Số lượng và chủng loại của các thiết bị đo lường, kiểm tra, các cơ cấu an toàn, các thiết bị tự động, các thiết bị bảo vệ đã lắp đầy đủ theo đúng thiết kế.
- Sự phù hợp của các chỗ đặt cũng như vị trí các đường trích xung ra các thiết bị đó so với thiết kế.
- Chất lượng các mối hàn nối các ống dẫn xung ra các thiết bị đó.
Các trang bị đo kiểm và an toàn phải đảm bảo theo quy định tại Mục 5.13 TCVN 7704:2007.
Yêu cầu kỹ thuật đối với các áp kế phải đảm bảo theo quy định tại Mục 5.13.2 TCVN 7704:2007.
Các thiết bị đo mức nước phải đảm bảo theo quy định tại Mục 5.13.3 TCVN 7704:2007.
Van an toàn phải đảm bảo theo quy định tại Mục 5.13.4 TCVN 7704:2007.
10.3.6. Kiểm tra lắp đặt, đấu nối các đường ống: Nhằm xác định sự phù hợp về vị trí, các góc uốn, độ nghiêng, các thông số kỹ thuật của ống, bố trí các van so với thiết kế, tình trạng các ống cũng như mối hàn nối ống.
Các hạng mục kiểm tra lắp đặt, đấu nối các đường ống là:
- Ống dẫn hơi, ống dẫn nước, ống nước xuống.
- Ống cấp nhiên liệu (dầu, khí).
- Ống xả định kỳ và xả liên tục.
10.3.7. Kiểm tra bản thể nồi hơi
10.3.7.1. Kiểm tra tình trạng lắp đặt ba lông hoặc thân nồi hơi.
10.3.7.2. Kiểm tra tình trạng lắp đặt ba lông, ống góp. Chú ý đến các dung sai lắp ráp theo quy định của thiết kế.
10.3.7.3. Kiểm tra các mối hàn của các thiết bị đặt bên trong ba lông.
10.3.7.4. Kiểm tra các mối núc ống. Khả năng bị cắt ống, các nứt rạn có thể xảy ra khi núc hoặc viền mép ống.
10.3.7.5. Kiểm tra bề mặt ba lông hoặc thân nồi hơi, đặc biệt ở các vị trí sát mối hàn, uốn cong, các lỗ ống, lỗ người chui để phát hiện các khuyết tật như rỗ, xước, nhăn, bóp méo, rạn nứt do vận chuyển, lắp ráp hoặc các hư hỏng khác.
Trên bề mặt ba lông hoặc thân nồi hơi không được có những khuyết tật như vết xước, vết nhăn, rỗ quá mức quy định của nhà chế tạo.
10.3.7.6. Kiểm tra ống lò cần chú ý đến chỗ nối ống lò với thân nồi, các chỗ bù dãn nở, mức độ biến dạng của ống lò bằng cách đo kích thước 2 đường kính vuông góc trong một tiết diện.
10.3.7.7. Kiểm tra mặt sàng để phát hiện các khuyết tật rỗ, xước, nhăn, nứt rạn, độ lồi lõm mặt sàng.
10.3.7.8. Kiểm tra các mối hàn lắp ráp. Kiểm tra, đối chiếu tỷ lệ kiểm tra không phá hủy các mối hàn chịu áp lực của nồi hơi giữa hồ sơ hàn với tổng các mối hàn thực tế tại hiện trường.
10.3.7.9. Kiểm tra tình trạng lắp đặt các dàn ống sinh hơi:
- Độ thẳng, phẳng của các ống và dàn ống.
- Mức độ sai lệch của bước ống và khe hở của ống với tường nồi hơi.
- Các ống không có hiện tượng lõm vào do va chạm mà phải tròn đều.
- Các chỗ uốn ống ở cửa người chui, cửa vòi phun, cửa quan sát phải đúng với kích thước ghi trong bản vẽ.
10.3.7.10. Kiểm tra tình trạng đinh chì (nếu có).
10.3.7.11. Kiểm tra toàn bộ hệ thống ống của bộ quá nhiệt, bộ hâm nước cũng như các móc treo, giá đỡ, vách ngăn giữa các hàng hoặc dãy ống. Khi kiểm tra các ống này cần chú ý đến độ phẳng của các hàng, dãy ống theo chiều ngang, chiều thẳng đứng, chiều chéo, cũng như độ cong của từng ống theo cả chiều dài của nó.
10.3.7.12. Trường hợp nồi hơi kiểm định định kỳ cần kiểm tra thêm theo nội dung các mục sau đây:
a) Kiểm tra các mối hàn, các khuyết tật xuất hiện sau chu kỳ vừa vận hành như: Ăn mòn, rỗ, nứt rạn bề mặt...
b) Kiểm tra tình trạng biến dạng, ăn mòn và mài mòn của hệ thống ống tiếp nhiệt.
Chú ý những khu vực có khả năng bị mài mòn cao như cửa ra buồng lửa, các vị trí đổi hướng của đường khói.
Kiểm tra phát hiện hiện tượng ăn mòn do đọng sương tại khu vực cửa ra đường khói.
Trường hợp cần thiết, phải tiến hành đo chiều dày các bộ phận chịu áp lực để xác định độ bền và đánh giá khả năng làm việc của thiết bị.
Khi kiểm tra tình trạng hệ thống ống của bộ quá nhiệt, bộ hâm nước, kiểm tra đồng thời các móc treo, giá đỡ, vách ngăn giữa các hàng hoặc dãy ống. Khi kiểm tra các ống này cần chú ý đến độ phẳng của các hàng, dãy ống theo chiều ngang, chiều thẳng đứng, độ cong của ống theo toàn bộ chiều dài của nó.
Trường hợp nồi hơi đã qua sử dụng lâu năm, khi có hiện tượng ăn mòn hoặc khuyết tật nghi ngờ cần thực hiện các phương pháp khảo sát cần thiết, đồng thời tính toán đánh giá thực trạng an toàn của nồi hơi.
c) Kiểm tra tình trạng các mối núc ống, phát hiện các dấu hiệu ăn mòn, nứt rạn, rò rỉ...
d) Kiểm tra tình trạng đai đốt và tường nồi hơi.
đ) Kiểm tra tình trạng cáu cặn và ăn mòn của nồi hơi.
e) Kiểm tra tình trạng đóng xỉ, tích bụi trong lò.
g) Kiểm tra, đối chiếu việc thực hiện các kiến nghị tại các biên bản đã kiểm tra lần trước với thực tế tại hiện trường.
h) Kiểm tra tình hình vệ sinh công nghiệp tại nền, sàn thao tác và cầu thang, hệ thống ánh sáng trong nhà đặt nồi hơi.
Nền, sàn thao tác, cầu thang phải đảm bảo gọn gàng, chắc chắn, không làm cản trở việc đi lại và đảm bảo vệ sinh công nghiệp.
i) Kiểm tra tình trạng ăn mòn, biến dạng khung lò.
k) Các sự cố đối với nồi hơi và thiết bị phụ trong chu kỳ vừa vận hành.
l) Kiểm tra tình trạng các đường ống, mức độ cong vênh, biến dạng, nứt rạn, ăn mòn, rò rỉ, các mối hàn đấu nối v.v...
- Ống dẫn hơi, ống dẫn nước, ống nước xuống.
- Ống cấp nhiên liệu (dầu, khí).
- Ống xả định kỳ và xả liên tục...
Khi cần thiết phải dùng phương pháp kiểm tra phá hủy và không phá hủy để kiểm tra chất lượng hệ thống ống.
10.3.7.13. Trường hợp nồi hơi sau cải tạo hoặc sửa chữa lớn cần kiểm tra thêm việc cải tạo hoặc sửa chữa theo thiết kế cải tạo.
10.4. Thử thủy lực
10.4.1. Các trường hợp bắt buộc thử thủy lực nồi hơi:
- Sau khi chế tạo xong nồi hơi.
- Sau khi lắp đặt xong tại nơi sử dụng nếu nồi hơi này chưa được chế tạo hoàn chỉnh tại nơi chế tạo.
- Trong các đợt khám nghiệm kỹ thuật định kỳ bình thường 6 năm/lần.
- Sau khi sửa chữa lớn, liên quan đến việc phải núc, hàn lại các mối nối của dàn ống, của mặt sàng ống, của thân nồi hơi.
- Sau khi để nồi hơi nghỉ không làm việc quá 2 năm mà không có điều kiện phòng mòn nào.
Trường hợp nồi hơi không phải thử thủy lực khi khám nghiệm kỹ thuật: Nồi hơi được chế tạo trọn bộ, đã được bọc bảo ôn trong quá trình vận chuyển, bảo quản và lắp đặt không có biểu hiện bị va đập, ăn mòn và thời gian thử thủy lực kể từ khi xuất xưởng chưa quá 2 năm thì không cần thiết thử thủy lực sau lắp đặt.
Thử thuỷ lực chỉ được tiến hành sau khi công tác chuẩn bị, kiểm tra, khám xét trong ngoài tại Mục 10.1, 10.2 và 10.3 của Quy trình này đạt yêu cầu.
10.4.2. Sơ đồ cấp nước vào để thử phải đảm bảo cho các bộ phận nồi hơi chịu tác dụng áp suất theo đúng hướng như khi làm việc, đặc biệt đối với các nồi hơi hai vỏ.
10.4.3. Thực hiện các biện pháp an toàn: Rào chắn, biển báo, bố trí lực lượng bảo vệ không cho người không có trách nhiệm vào khu vực thử.
10.4.4. Cách ly nồi hơi chuẩn bị thử với các nồi hơi đang làm việc và các hệ thống chung khác, chèn hãm van an toàn.
10.4.5. Áp suất thử thủy lực theo quy định tại Mục 11.3 TCVN 7704:2007.
Mọi việc khám nghiệm xem xét phải tiến hành ở áp suất làm việc.
10.4.6. Thời gian duy trì ở áp suất thử thủy lực sau lắp đặt là 20 phút, định kỳ là 5 phút. Trường hợp nhà chế tạo quy định thời gian thử thủy lực cao hơn, thực hiện theo quy định của nhà chế tạo.
10.4.7. Môi chất thử: Nước có nhiệt độ nhỏ hơn 50oC và không thấp hơn nhiệt độ xung quanh quá 5oC.
10.4.8. Bơm thử thủy lực phải đảm bảo nâng được áp lực tới áp lực thử. Trường hợp vị trí bơm và vị trí theo dõi áp suất thử cách xa nhau thì phải có biện pháp thông tin liên lạc để người vận hành bơm biết áp lực trong nồi hơi.
10.4.9. Áp lực thử phải được theo dõi bằng áp kế trong thời hạn kiểm định, có cấp chính xác, thang đo phù hợp.
10.4.10. Tiến hành kiểm tra các bộ phận chịu áp lực của nồi hơi. Thử thủy lực nồi hơi được xác nhận là đạt yêu cầu nếu thoả mãn các quy định tại Mục 10.4.1 TCVN 7704:2007.
10.4.11. Ghi kết quả thử thủy lực vào biên bản kiểm định, nêu rõ các tồn tại cần khắc phục (nếu có).
10.5. Kiểm tra vận hành (kiểm tra nóng)
10.5.1. Nồi hơi được khởi động để kiểm tra nóng sau khi các nội dung cơ bản sau đạt yêu cầu:
- Thử thủy lực và các tồn tại (nếu có) đã được khắc phục.
- Chạy thử các thiết bị phụ.
- Kiểm nghiệm và hiệu chỉnh các dụng cụ kiểm tra, đo lường, các thiết bị tự động, bảo vệ v.v... theo quy định.
- Hệ thống chiếu sáng của nhà đặt nồi hơi, hệ thống chiếu sáng dự phòng đầy đủ theo quy định.
- Hệ thống thông gió, vệ sinh công nghiệp trong nhà đặt nồi hơi, tình trạng bảo ôn cách nhiệt đảm bảo điều kiện làm việc bình thường cho công nhân vận hành.
- Đầy đủ các quy trình vận hành và xử lý sự cố, quy trình an toàn.
- Công nhân vận hành đã được huấn luyện đào tạo về chuyên môn và an toàn.
- Hệ thống biển báo, việc đánh số ký hiệu các van, các nút điều khiển, liên động trên sơ đồ và tại chỗ.
- Hệ thống thông tin liên lạc và phòng cháy chữa cháy theo quy định.
10.5.2. Nội dung kiểm tra vận hành
- Khởi động nồi hơi theo quy trình vận hành.
- Kiểm tra tình trạng làm việc tất cả các bộ phận của nồi hơi đảm bảo đúng thiết kế.
- Kiểm tra xì hở của hệ thống đường ống bên ngoài nồi hơi.
- Kiểm tra các thông số như: Độ dãn nở, nhiệt độ thành ống, cũng như nhiệt độ môi chất, độ chênh lệch nhiệt độ ở các bộ phận và điều kiện làm việc cho công nhân vận hành.
- Kiểm tra độ tin cậy, độ chính xác của các thiết bị đo lường, tự động và bảo vệ.
- Hiệu chỉnh van an toàn.
Việc hiệu chỉnh các van an toàn và áp suất tác động của các van an toàn theo quy định tại Mục 5.13.4 TCVN 7704:2007.
- Kẹp chì các van an toàn.
10.6. Xử lý kết quả kiểm định
10.6.1. Lập biên bản kiểm định theo mẫu Phụ lục 2 của Quy trình này.
10.6.2. Thông qua biên bản kiểm định
Thành phần tham gia thông qua biên bản kiểm định bắt buộc tối thiểu phải có các thành viên sau:
- Đại diện cơ sở hoặc người được cơ sở ủy quyền.
- Người tham gia và chứng kiến kiểm định.
- Kiểm định viên thực hiện việc kiểm định.
Khi biên bản được thông qua, kiểm định viên, người tham gia và chứng kiến kiểm định, đại diện cơ sở hoặc người được cơ sở ủy quyền cùng ký và đóng dấu (nếu có) vào biên bản. Biên bản kiểm định được lập thành 02 bản, mỗi bên có trách nhiệm lưu giữ 01 bản.
10.6.3. Ghi tóm tắt kết quả kiểm định vào lý lịch của thiết bị (ghi rõ họ tên kiểm định viên, ngày tháng năm kiểm định).
10.6.4. Dán tem kiểm định: Khi thiết bị đạt yêu cầu kỹ thuật an toàn, kiểm định viên dán tem kiểm định cho thiết bị. Tem kiểm định được dán ở vị trí dễ quan sát.
10.6.5. Cấp Giấy chứng nhận kết quả kiểm định.
10.6.5.1. Khi thiết bị có kết quả kiểm định đạt yêu cầu kỹ thuật an toàn, tổ chức kiểm định cấp giấy chứng nhận kết quả kiểm định cho thiết bị trong thời hạn 05 ngày làm việc kể từ ngày thông qua biên bản kiểm định tại cơ sở.
10.6.5.2. Khi thiết bị có kết quả kiểm định không đạt các yêu cầu thì chỉ thực hiện các bước nêu tại Mục 10.6.1 và Mục 10.6.2 của Quy trình này và chỉ cấp cho cơ sở biên bản kiểm định, trong đó phải ghi rõ lý do thiết bị không đạt yêu cầu kiểm định, thông báo cho cơ sở biết để có biện pháp khắc phục.
PHỤ LỤC 1
BẢN GHI CHÉP TẠI HIỆN TRƯỜNG
|
(Cơ quan quản lý cấp trên) (Tên tổ chức KĐ) |
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập - Tự do - Hạnh phúc |
![]()
![]()
……,ngày…..…tháng…..…năm 20…
BẢN GHI CHÉP TẠI HIỆN TRƯỜNG
KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG NỒI HƠI
(Ghi đầy đủ thông số kiểm tra, thử nghiệm theo đúng quy trình kiểm định)
I. Thông tin chung
Tên thiết bị:......................................................................................................
Tên tổ chức, cá nhân đề nghị:..........................................................................
Địa chỉ (trụ sở chính của cơ sở):......................................................................
Địa chỉ (Vị trí) lắp đặt:.......................................................................................
Nội dung buổi làm việc với cơ sở:
- Làm việc với ai: (thông tin) ............................................................................
- Người chứng kiến:.........................................................................................
II. Thông số kỹ thuật
Loại, mã hiệu:.................................. Áp suất thiết kế:................................. bar
Số chế tạo: ..................................... Áp suất làm việc:................................ bar
Năm chế tạo:................................... Công suất: ........................................ T/h
Nhà chế tạo:.................................... Nhiên liệu sử dụng:.................................
Nhiệt độ thiết kế hơi bão hòa:.... oC. Nhiệt độ thiết kế hơi quá nhiệt ............ oC
Công dụng:......................................................................................................
Ngày kiểm định lần trước:............ Do:..............................................................
III. Hình thức kiểm định:................................................... IV. Kiểm tra hồ sơ
1. Kiểm định lần đầu:
a) Hồ sơ xuất xưởng.
- Lý lịch của nồi hơi.
- Bản vẽ cấu tạo nồi hơi.
- Hướng dẫn vận hành, bảo dưỡng.
- Các chứng chỉ kiểm tra chất lượng kim loại chế tạo, kim loại hàn, mối hàn.
b) Hồ sơ lắp đặt:
- Thiết kế lắp đặt.
- Biên bản nghiệm thu.
c) Các chứng chỉ kiểm tra về đo lường:
- Giấy chứng nhận kiểm định áp kế.
- Biên bản kiểm tra tiếp địa, chống sét.
- Biên bản kiểm tra thiết bị bảo vệ.
2. Kiểm định định kỳ và bất thường:
a) Lý lịch, biên bản kiểm định và Giấy chứng nhận kết quả kiểm định lần trước.
b) Nhật ký vận hành.
c) Sổ theo dõi sửa chữa và bảo dưỡng; biên bản thanh tra, kiểm tra (nếu có).
d) Hồ sơ về sửa chữa; biên bản kiểm tra về chất lượng sửa chữa, thay đổi.V. Kiểm tra kỹ thuật bên ngoài, bên trong
1. Vị trí lắp đặt (Khoảng cách với tường, giữa các thiết bị).
2. Ánh sáng vận hành.
3. Thông số kỹ thuật so với lý lịch.
- Mã hiệu:
- Số chế tạo
- Nước chế tạo
- Tháng năm chế tạo
- Áp suất thiết kế
- Áp suất làm việc
- Nhiệt độ làm việc
- Dung tích
- Môi chất làm việc
4. Tình trạng han gỉ, rạn, nứt, phồng, dộp thành kim loại
5. Tình trạng sơn, bảo ôn
6. Tình trạng bên trong:
- Thiết bị sử dụng khi kiểm tra
- Tình trạng cặn bẩn
- Bề mặt kim loại, mối hàn:
+ Móp méo
+ Phồng
+ Han gỉ
+ Rạn nứt
7. Tình trạng của thiết bị kiểm tra, an toàn, dụng cụ đo kiểm:
- Van an toàn (Số lượng, Loại, DN,PN, Áp suất đặt)
- Áp kế (Số lượng, thang đo, đơn vị đo, cấp chính xác, số tem, thời hạn hiệu chuẩn)
- Đo mức (Số lượng, loại)
VI. Thử bền, thử kín
- Môi chất thử
- Áp suất thử
- Thời gian thử
- Áp kế (Thang đo, đơn vị đo, cấp chính xác, số tem, thời hạn hiệu chuẩn)
- Thiết bị cấp môi chất (Loại, số hiệu, thông số kỹ thuật)
- Kết quả:
+ Tình trạng rò rỉ
+ Tình trạng biến dạng
+ Độ tụt áp
VII. Thử vận hành
- Tình trạng làm việc của nồi hơi.
- Tình trạng làm việc của van an toàn.
- Tình trạng làm việc của thiết bị đo lường.
- Tình trạng làm việc của thiết bị phụ trợ.
NGƯỜI CHỨNG KIẾN(Ký, ghi rõ họ, tên) |
KIỂM ĐỊNH VIÊN(Ký, ghi rõ họ, tên) |
PHỤ LỤC 2
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG NỒI HƠI
|
(Cơ quan quản lý cấp trên) (Tên tổ chức KĐ) |
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập - Tự do - Hạnh phúc |
![]()
![]()
……,ngày…..…tháng…..…năm 20…
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG NỒI HƠI
|
Số: |
……………………………. |
Chúng tôi gồm:
1. ........................................................... Số hiệu kiểm định viên :...................
2. ........................................................... Số hiệu kiểm định viên:....................
Thuộc: ............................................................................................................
Số Giấy chứng nhận đủ điều kiện của tổ chức kiểm định:.................................
Đã tiến hành kiểm định:....................................................................................
Đơn vị sử dụng:...............................................................................................
Địa chỉ (trụ sở chính):.......................................................................................
Địa chỉ (vị trí) lắp đặt:.......................................................................................
Quy trình kiểm định áp dụng:...........................................................................
Chứng kiến kiểm định và thông qua biên bản:
1. ........................................................... Chức vụ:..........................................
2. ........................................................... Chức vụ:..........................................
I. THÔNG SỐ CƠ BẢN CỦA NỒI HƠI
Loại, mã hiệu:.................................. Áp suất thiết kế:................................. bar
Số chế tạo: ..................................... Áp suất làm việc:................................ bar
Năm chế tạo:................................... Công suất: ........................................ T/h
Nhà chế tạo:.................................... Nhiên liệu sử dụng:.................................
Nhiệt độ thiết kế hơi bão hòa:.... oC. Nhiệt độ thiết kế hơi quá nhiệt ............ oC
Công dụng:......................................................................................................
Ngày kiểm định lần trước:............ Do:..............................................................
II. HÌNH THỨC KIỂM ĐỊNH
+ Lần đầu: + Định kỳ: KNKT KX + Bất thường:
Lý do kiểm định bất thường: ............................................................................
III. NỘI DUNG KIỂM ĐỊNH
1. Kiểm tra hồ sơ:
- Nhận xét:.......................................................................................................
- Đánh giá kết quả: Đạt: Không đạt:
2. Khám xét bên ngoài, bên trong:
|
Hạng mục kiểm tra |
Đạt |
Không đạt |
Ghi chú |
|---|---|---|---|
|
1. Sự phù hợp giữa hồ sơ kỹ thuật và thực tế lắp đặt tại hiện trường |
|
|
|
|
2. Vị trí, tình trạng lắp đặt |
|
|
|
|
- Nhà đặt nồi hơi và vị trí lắp đặt |
|
|
|
|
- Vị trí nồi hơi và thiết bị phụ trợ |
|
|
|
|
- Sàn thao tác, cầu thang thao tác |
|
|
|
|
- Ánh sáng nhà đặt nồi hơi |
|
|
|
|
3. Các thiết bị phụ trợ |
|
|
|
|
Hệ thống cấp nước |
|
|
|
|
Hệ thống xử lý nước |
|
|
|
|
Hệ thống cấp nhiên liệu |
|
|
|
|
Thiết bị thải tro xỉ |
|
|
|
|
Các thiết bị phụ trợ khác |
|
|
|
|
4. Các trang bị đo kiểm và an toàn |
|
|
|
|
Áp kế |
|
|
|
|
Nhiệt kế |
|
|
|
|
Thiết bị đo mức nước |
|
|
|
|
Van an toàn |
|
|
|
|
Các thiết bị đo kiểm và an toàn khác |
|
|
|
|
5. Kiểm tra bản thể nồi hơi |
|
|
|
|
Các mối hàn lắp ráp |
|
|
|
|
Tình trạng lắp đặt ba lông hoặc thân nồi hơi |
|
|
|
|
Tình trạng lắp đặt các dàn ống sinh hơi, quá nhiệt, hâm nước… |
|
|
|
|
Kiểm tra tình trạng biến dạng, ăn mòn và mài mòn của hệ thống ống tiếp nhiệt |
|
|
|
|
Kiểm tra tình trạng đai đốt và tường nồi hơi |
|
|
|
|
Kiểm tra tình trạng cáu cặn và ăn mòn của nồi hơi |
|
|
|
|
Kiểm tra tình trạng đóng xỉ, tích bụi trong lò |
|
|
|
|
Kiểm tra việc cải tạo hoặc sửa chữa theo thiết kế cải tạo (trường hợp cải tạo hoặc sửa chữa lớn) |
|
|
|
- Nhận xét:.......................................................................................................
- Đánh giá kết quả: Đạt: £ Không đạt: £
3. Thử thủy lực
|
Nội dung |
Áp suất thử (bar) |
Thời gian thử (min) |
|
Thử thủy lực |
|
|
- Nhận xét:.......................................................................................................
- Đánh giá kết quả: Đạt: Không đạt:
4. Kiểm tra nóng
Áp suất làm việc: …………………bar Nhiệt độ làm việc: ………………oC
Thời gian kiểm tra: ………………min
|
Hạng mục kiểm tra |
Đạt |
Không đạt |
Ghi chú |
|---|---|---|---|
|
Khởi động nồi hơi theo quy trình |
|
|
|
|
Tình trạng làm việc các bộ phận của nồi hơi |
|
|
|
|
Kiểm tra xì hở của hệ thống đường ống bên ngoài nồi hơi |
|
|
|
|
Tình trạng dãn nở, nhiệt độ thành ống… |
|
|
|
|
Điều kiện làm việc cho công nhân vận hành. |
|
|
|
|
Tình trạng thiết bị đo lường, tự động và bảo vệ. |
|
|
|
- Nhận xét:.......................................................................................................
- Đánh giá kết quả: Đạt: Không đạt:
5. Hiệu chỉnh van an toàn
|
Vị trí |
Áp suất mở (bar) |
Áp suất đóng (bar) |
|
Van hơi bão hòa |
|
|
|
Van hơi quá nhiệt |
|
|
|
Van hơi tái nhiệt |
|
|
- Nhận xét:.......................................................................................................
- Đánh giá kết quả: Đạt: Không đạt:
6. Các vấn đề an toàn khác
……………………………………………………................................................................
IV. KẾT LUẬN VÀ KIẾN NGHỊ
1. Nồi hơi được kiểm định có kết quả: Đạt: £ Không đạt: £
2. Đã được dán tem kiểm định số: ...................................................................
3. Áp suất làm việc cho phép: … bar
4. Nhiệt độ làm việc hơi bão hòa: … oC. Nhiệt độ làm việc hơi quá nhiệt:… oC
5. Kiến nghị: …………………………………………………….............................
Thời hạn thực hiện kiến nghị: ……………………………………………………
V. THỜI HẠN KIỂM ĐỊNH TIẾP THEO
- Khám xét bên ngoài, bên trong: ngày … tháng … năm …..
- Khám nghiệm kỹ thuật: ngày … tháng … năm …..
Lý do rút ngắn thời hạn: ..................................................................................
Biên bản đã được thông qua ngày ….. tháng…….. năm …………
Tại: .................................................................................................................
Biên bản được lập thành…..…bản , mỗi bên giữ …..… bản.
Chúng tôi, những kiểm định viên thực hiện kiểm định hoàn toàn chịu trách nhiệm về tính chính xác đối với kết quả kiểm định ghi trong biên bản này./.
|
CHỦ CƠ SỞ |
NGƯỜI CHỨNG KIẾN |
KIỂM ĐỊNH VIÊN |
|
|
|
|
BỘ CÔNG THƯƠNG
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
BÌNH CHỊU ÁP LỰC
QTKĐ: 02-2017/BCT
HÀ NỘI - 2017
Lời nói đầu
Quy trình kiểm định kỹ thuật an toàn lao động bình chịu áp lực do Cục Kỹ thuật an toàn và Môi trường công nghiệp chủ trì biên soạn và được ban hành kèm theo Thông tư số 10/2017/TT-BCT ngày 26 tháng 7 năm 2017 của Bộ Công Thương ban hành Quy trình kiểm định kỹ thuật an toàn lao động máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
BÌNH CHỊU ÁP LỰC
1. Phạm vi áp dụng
Quy trình kiểm định kỹ thuật an toàn lao động bình chịu áp lực có áp suất làm việc định mức cao hơn 0,7 bar (không kể áp suất thủy tĩnh) theo phân loại tại TCVN 8366:2010 và các bình chịu áp lực có áp suất làm việc định mức trên 210 bar, thuộc Danh mục các loại máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
Quy trình này không áp dụng cho bình chịu áp lực có kết cấu lắp trên phương tiện vận tải và phương tiện thăm dò khai thác dầu khí trên biển.
Căn cứ vào quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng, các tổ chức kiểm định kỹ thuật an toàn lao động xây dựng quy trình chi tiết cho từng dạng, loại thiết bị cụ thể nhưng không được trái với quy định của quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng.
2. Đối tượng áp dụng
- Các doanh nghiệp, cơ quan, tổ chức, cá nhân sở hữu, quản lý, sử dụng bình chịu áp lực nêu tại Mục 1 của Quy trình này (sau đây gọi tắt là cơ sở) trong lĩnh vực: Công nghiệp cơ khí, luyện kim; sản xuất, truyền tải, phân phối điện, năng lượng mới, năng lượng tái tạo; khai thác, chế biến, vận chuyển, phân phối tồn chứa dầu khí và sản phẩm dầu khí; hóa chất nguy hiểm; vật liệu nổ công nghiệp; công nghiệp khai thác than.
- Các tổ chức hoạt động kiểm định kỹ thuật an toàn lao động (sau đây gọi là tổ chức kiểm định) và kiểm định viên được cấp chứng chỉ kiểm định viên theo quy định của Bộ Công Thương.
3. Quy chuẩn, tiêu chuẩn áp dụng
- QCVN: 01-2008/BLĐTBXH, Quy chuẩn kỹ thuật Quốc gia về an toàn lao động nồi hơi và bình chịu áp lực.
- TCVN 8366:2010, Bình chịu áp lực - Yêu cầu về thiết kế và chế tạo.
- TCVN 6155:1996, Bình chịu áp lực - Yêu cầu kỹ thuật an toàn lắp đặt, sử dụng và sửa chữa.
- TCVN 6156:1996, Bình chịu áp lực - Yêu cầu kỹ thuật an toàn lắp đặt, sử dụng và sửa chữa - Phương pháp thử.
- TCVN 6008:2010, Thiết bị áp lực - Mối hàn - Yêu cầu kỹ thuật và phương pháp thử.
Trường hợp các quy chuẩn kỹ thuật quốc gia và tiêu chuẩn quốc gia viện dẫn tại quy trình kiểm định này có bổ sung, sửa đổi hoặc thay thế thì áp dụng theo quy định tại văn bản mới nhất.
Việc kiểm định các chỉ tiêu về kỹ thuật an toàn có thể áp dụng theo tiêu chuẩn khác khi có đề nghị của cơ sở sử dụng, chế tạo với điều kiện tiêu chuẩn đó phải có các chỉ tiêu kỹ thuật về an toàn bằng hoặc cao hơn so với các chỉ tiêu quy định trong các quy chuẩn, tiêu chuẩn quốc gia được viện dẫn trong quy trình này.
4. Thuật ngữ, định nghĩa
Quy trình này sử dụng các thuật ngữ, định nghĩa trong các tài liệu viện dẫn nêu trên và một số thuật ngữ, định nghĩa trong quy trình này được hiểu như sau:
4.1. Bình chịu áp lực
Là thiết bị dùng để tiến hành các quá trình nhiệt học hoặc hóa học, cũng như để chứa và chuyên chở môi chất có áp suất lớn hơn áp suất khí quyển.
4.2. Kiểm định kỹ thuật an toàn lao động (gọi tắt là kiểm định)
Là hoạt động kỹ thuật theo một quy trình kiểm định nhằm đánh giá và xác nhận sự phù hợp của tình trạng kỹ thuật an toàn của đối tượng được kiểm định với các quy định trong các quy chuẩn kỹ thuật, tiêu chuẩn kỹ thuật tương ứng đối với đối tượng được kiểm định.
5. Hình thức kiểm định và thời hạn kiểm định
5.1. Kiểm định lần đầu: Sau khi lắp đặt, trước khi đưa vào sử dụng lần đầu.
5.2. Kiểm định định kỳ
- Khám xét bên trong và bên ngoài, thử thủy lực (khám nghiệm kỹ thuật): 06 năm/lần.
- Khám xét bên trong và bên ngoài: 03 năm/lần; đối với các bình chứa môi chất ăn mòn kim loại, cháy nổ: 02 năm/lần.
- Trường hợp nhà chế tạo quy định hoặc cơ sở yêu cầu thời hạn kiểm định kỹ thuật an toàn ngắn hơn thì thực hiện theo quy định của nhà chế tạo hoặc yêu cầu của cơ sở.
- Khi rút ngắn thời hạn kiểm định, kiểm định viên phải nêu rõ lý do trong biên bản kiểm định.
- Khi thời hạn kiểm định được quy định trong các quy chuẩn kỹ thuật quốc gia thì thực hiện theo quy định của quy chuẩn đó.
Trường hợp bình chịu áp lực thuộc dây chuyền đang vận hành không thể tách rời kiểm định riêng thì thời hạn kiểm định định kỳ theo chu kỳ bảo dưỡng, sửa chữa của dây chuyền nhưng không quá thời hạn quy định của nhà sản xuất hoặc quy chuẩn kỹ thuật quốc gia tương ứng. Các tổ chức, cá nhân quản lý, sử dụng phải duy trì và chịu trách nhiệm về điều kiện làm việc an toàn cho máy, thiết bị.
5.3. Kiểm định bất thường
- Sau khi sửa chữa, nâng cấp, cải tạo có ảnh hưởng tới tình trạng kỹ thuật an toàn của bình chịu áp lực.
- Sau khi thay đổi vị trí lắp đặt.
- Bình ngừng hoạt động từ 12 tháng trở lên.
- Khi có yêu cầu của cơ sở hoặc cơ quan có thẩm quyền.
Khi thời hạn kiểm định được quy định trong các quy chuẩn kỹ thuật quốc gia đối với loại bình chịu áp lực cụ thể thì thực hiện theo quy định của quy chuẩn đó.
6. Tổ chức thực hiện
Việc thực hiện công tác kiểm định bình chịu áp lực do các kiểm định viên đã được cấp chứng chỉ kiểm định viên thực hiện.
6.1. Đối với cơ sở sử dụng bình chịu áp lực
- Thực hiện kiểm định đúng thời hạn quy định.
- Cung cấp các hồ sơ, tài liệu kỹ thuật có liên quan đến bình chịu áp lực được kiểm định.
- Chuẩn bị đầy đủ các điều kiện để kiểm định, người phục vụ, công nhân vận hành, điện, vệ sinh, bảo dưỡng, sửa chữa thiết bị và các biện pháp an toàn cần thiết.
- Cử người đại diện trực tiếp chứng kiến, phối hợp khi tiến hành kiểm định.
6.2. Đối với tổ chức kiểm định
- Kiểm định theo đề nghị của cơ sở sử dụng. Trường hợp không thực hiện thì phải trả lời bằng văn bản nêu rõ lý do với cơ sở.
- Tiến hành kiểm định phải tuân thủ các tiêu chuẩn, quy chuẩn kỹ thuật quốc gia về an toàn có liên quan.
- Tiến hành kiểm định phù hợp theo các bước quy định của quy trình này để đảm bảo có kết luận chính xác về tình trạng của bình chịu áp lực.
- Trong quá trình kiểm định, nếu phát hiện có nguy cơ dẫn đến sự cố thì phải kiến nghị cơ sở có biện pháp khắc phục. Sau khi cơ sở khắc phục xong thì tiếp tục tiến hành kiểm định.
- Khi có nghi ngờ, kiểm định viên có quyền yêu cầu cơ sở áp dụng các biện pháp kiểm tra, đánh giá bổ sung phục vụ việc đánh giá kết quả kiểm định.
- Lập biên bản kiểm định và cấp Giấy chứng nhận kết quả kiểm định theo quy định.
7. Thiết bị, dụng cụ phục vụ kiểm định
Các thiết bị, dụng cụ phục vụ kiểm định phải phù hợp với đối tượng kiểm định và phải được kiểm định, hiệu chuẩn theo quy định, bao gồm:
7.1. Thiết bị, dụng cụ phục vụ khám xét
- Thiết bị chiếu sáng có điện áp của nguồn không quá 12V.
- Búa kiểm tra có khối lượng từ 0,3kg đến 1,5kg tuỳ thuộc vào chiều dày của thành bình chịu áp lực.
- Kính lúp có độ phóng đại phù hợp.
- Dụng cụ đo khoảng cách, độ dài: Thước cặp, thước dây, thước đo kích thước hình học mối hàn.
7.2. Thiết bị, dụng cụ phục vụ thử thủy lực
- Thiết bị tạo áp suất có đặc tính kỹ thuật (áp suất, lưu lượng) phù hợp với đối tượng thử.
- Phương tiện, thiết bị kiểm tra độ kín.
7.3. Thiết bị, dụng cụ đo lường
- Áp kế có cấp chính xác và thang đo phù hợp với áp suất thử.
- Nhiệt kế có cấp chính xác và thang đo phù hợp với nhiệt độ thử.
7.4. Thiết bị, dụng cụ đo, kiểm tra chuyên dùng khác (trường hợp cần thiết)
- Thiết bị kiểm tra chiều dày bằng siêu âm.
- Thiết bị kiểm tra chất lượng mối hàn bằng các phương pháp không phá hủy.
- Thiết bị kiểm tra bề mặt kim loại.
- Thiết bị kiểm tra được bên trong ống: Thiết bị nội soi.
8. Điều kiện kiểm định
Khi tiến hành kiểm định bình chịu áp lực phải đảm bảo các điều kiện sau đây:
8.1. Bình chịu áp lực phải ở trạng thái sẵn sàng đưa vào kiểm định.
8.2. Hồ sơ, tài liệu của bình chịu áp lực phải đầy đủ.
8.3. Các yếu tố môi trường, thời tiết không làm ảnh hưởng tới kết quả kiểm định.
8.4. Các điều kiện về an toàn vệ sinh lao động phải đáp ứng để kiểm định bình chịu áp lực.
9. Các bước kiểm định
Khi kiểm định bình chịu áp lực, tổ chức kiểm định phải thực hiện lần lượt theo các bước sau:
- Công tác chuẩn bị trước khi tiến hành kiểm định.
- Kiểm tra hồ sơ, lý lịch bình chịu áp lực.
- Kiểm tra kỹ thuật bên ngoài, bên trong.
- Thử thủy lực.
- Thử kín.
- Kiểm tra vận hành.
- Xử lý kết quả kiểm định.
Lưu ý: Các bước kiểm tra tiếp theo chỉ được tiến hành khi kết quả kiểm tra ở bước trước đó đạt yêu cầu. Tất cả các kết quả kiểm tra của từng bước phải được ghi chép đầy đủ vào bản ghi chép hiện trường theo mẫu quy định tại Phụ lục 1 của Quy trình này và lưu lại đầy đủ tại tổ chức kiểm định.
10. Tiến hành kiểm định
10.1. Công tác chuẩn bị trước khi tiến hành kiểm định
10.1.1. Thống nhất kế hoạch kiểm định, công việc chuẩn bị và phối hợp giữa tổ chức kiểm định với cơ sở, bao gồm cả những nội dung sau:
- Chuẩn bị hồ sơ tài liệu kỹ thuật của bình chịu áp lực.
- Chuẩn bị điều kiện về nhân lực, vật tư phục vụ kiểm định; cử người tham gia và chứng kiến kiểm định.
10.1.2. Trang bị an toàn cho người kiểm tra:
Người kiểm tra phải chuẩn bị các trang bị bảo hộ lao động cá nhân như quần áo, mũ, kính, khẩu trang, giày, dây an toàn v.v... khi tiến hành kiểm tra tại hiện trường.
10.1.3. Phương tiện, dụng cụ kiểm tra:
Chuẩn bị các phương tiện, dụng cụ kiểm tra cụ thể đối với bình chịu áp lực được kiểm định, theo Mục 7 của Quy trình này.
10.1.4. Xây dựng và thống nhất thực hiện các biện pháp đảm bảo an toàn với cơ sở trước khi kiểm định.
Việc kiểm định bình chịu áp lực chỉ được tiến hành sau khi cơ sở sử dụng chuẩn bị và thực hiện các biện pháp bảo đảm an toàn, bao gồm:
- Ngừng bình chịu áp lực.
- Chuẩn bị các điều kiện: Giàn giáo, ánh sáng, điện, nước, thông gió, cầu thang, lối đi lại, vệ sinh sạch sẽ tại các vị trí cần kiểm tra.
- Cách ly chắc chắn với các thiết bị và các hệ thống chung khác.
- Tháo môi chất, làm sạch trong và ngoài bình chịu áp lực.
10.2. Kiểm tra hồ sơ, lý lịch bình chịu áp lực
Căn cứ vào các hình thức kiểm định để kiểm tra, xem xét các hồ sơ, tài liệu kỹ thuật bình chịu áp lực:
10.2.1. Trường hợp kiểm định lần đầu
10.2.1.1. Kiểm tra lý lịch của bình chịu áp lực. Lưu ý xem xét các tài liệu sau:
- Các chỉ tiêu về kim loại chế tạo, kim loại hàn.
- Tính toán sức bền các bộ phận chịu áp lực.
- Bản vẽ cấu tạo ghi đủ các kích thước chính.
- Hướng dẫn vận hành, bảo dưỡng sửa chữa.
10.2.1.2. Hồ sơ xuất xưởng của bình chịu áp lực
- Các chứng chỉ về kim loại chế tạo, kim loại hàn.
- Kết quả kiểm tra chất lượng mối hàn.
- Biên bản nghiệm thử xuất xưởng.
10.2.1.3. Các báo cáo kết quả kiểm định/hiệu chuẩn thiết bị đo lường; biên bản kiểm tra tiếp đất, chống sét, thiết bị bảo vệ (nếu có).
10.2.1.4. Hồ sơ lắp đặt: Chỉ áp dụng đối với bình cố định.
- Hồ sơ của đơn vị lắp đặt.
- Biên bản nghiệm thu từng bộ phận của bình chịu áp lực (nếu có) và biên bản nghiệm thu lắp đặt bình chịu áp lực.
- Kiểm tra hồ sơ hàn cho các mối hàn chịu áp lực trong lắp đặt:
+ Hồ sơ thợ hàn (chứng chỉ, ký hiệu, kết quả kiểm tra theo mẫu hàn);
+ Quy trình hàn;
+ Chứng chỉ vật liệu hàn;
+ Sơ đồ hàn (sơ đồ vị trí các mối hàn và bố trí thợ hàn);
+ Kết quả kiểm tra mối hàn bằng mắt, bằng phương pháp không phá hủy (siêu âm, chụp tia xuyên qua, thẩm thấu), các biên bản kiểm tra và phim chụp tia xuyên qua. Khối lượng mối hàn kiểm tra bằng siêu âm hoặc chiếu tia xuyên qua phải theo quy định tại Mục 5.4 TCVN 6008:2010 hoặc theo nhà chế tạo (nếu yêu cầu của nhà chế tạo cao hơn);
+ Chứng chỉ của người tiến hành các công việc kiểm tra không phá hủy các mối hàn;
+ Trường hợp yêu cầu nhiệt luyện mối hàn phải tuân thủ theo quy định tại Mục 4.12 TCVN 6008:2010.
- Hồ sơ vật liệu khi lắp đặt.
- Các bản vẽ: Bố trí thiết bị kiểm tra đo lường, tự động; hệ thống cung cấp nhiên liệu, phòng nổ; chiếu sáng, thông gió...
- Biên bản đo điện trở tiếp đất chống sét; điện trở tiếp đất các thiết bị điện (nếu có).
- Các sửa đổi thực tế đã tiến hành khi lắp đặt bình chịu áp lực, trường hợp sửa đổi có ảnh hưởng đến độ bền của bình chịu áp lực thì yêu cầu có tính toán kèm theo.
10.2.2. Trường hợp kiểm định định kỳ
10.2.2.1. Kiểm tra thời gian đã làm việc của bình chịu áp lực, Biên bản khám nghiệm mới nhất, Giấy chứng nhận kiểm định mới nhất.
10.2.2.2. Những nhận xét và kết luận về khả năng làm việc của bình chịu áp lực, các kiến nghị và việc thực hiện kiến nghị tại các biên bản kiểm tra lần trước.
10.2.2.3. Kiểm tra các kết quả kiểm định định kỳ các thiết bị đo lường, bảo vệ, an toàn, chống sét cũng như việc thay thế, sửa chữa các thiết bị này.
10.2.2.4. Xem xét các số liệu đo độ dày các bộ phận của bình chịu áp lực thực hiện lần trước (nếu có).
10.2.2.5. Kiểm tra hồ sơ theo dõi, sửa chữa, thay thế các bộ phận, thiết bị của bình chịu áp lực.
10.2.2.6. Kiểm tra lý lịch bình chịu áp lực, việc cập nhật bổ sung lý lịch.
10.2.2.7. Xem xét quy trình vận hành và xử lý sự cố, nhật ký vận hành.
10.2.3. Trường hợp kiểm định bất thường
10.2.3.1. Trường hợp bình chịu áp lực được tiến hành sửa chữa, cải tạo, nâng cấp
- Kiểm tra lý do tiến hành sửa chữa, cải tạo, nâng cấp.
- Kiểm tra hồ sơ thiết kế sửa chữa, cải tạo, nâng cấp.
- Nội dung phương án cải tạo, sửa chữa. Các tính toán nhiệt, khí động, sức bền của bình chịu áp lực khi cải tạo, nâng cấp (nếu có).
- Sự phù hợp của các thiết bị phụ, thiết bị đo kiểm và cơ cấu an toàn sau cải tạo với bình chịu áp lực.
- Các chứng chỉ kiểm tra chất lượng và khám nghiệm xuất xưởng của các bộ phận thay thế. Các vật liệu thay thế, sửa chữa không kém hơn vật liệu chế tạo ban đầu.
- Biên bản nghiệm thu sau sửa chữa, cải tạo, nâng cấp.
- Hồ sơ hàn trong quá trình sửa chữa, cải tạo: Tương tự như kiểm tra hồ sơ hàn tại Mục 10.2.1.4 của Quy trình này.
- Thực hiện các hạng mục kiểm tra định kỳ tại Mục 10.2.2 của Quy trình này.
10.2.3.2. Trường hợp thay đổi vị trí lắp đặt
- Lý do thay đổi vị trí lắp đặt.
- Kiểm tra hồ sơ lắp đặt.
- Nội dung kiểm tra định kỳ quy định tại Mục 10.2.2 của Quy trình này.
10.2.3.3. Trường hợp sau khi bình chịu áp lực không làm việc từ 12 tháng trở lên:
- Lý do bình chịu áp lực ngừng làm việc trên 12 tháng.
- Nội dung kiểm tra định kỳ quy định tại Mục 10.2.2 của Quy trình này.
10.3. Kiểm tra kỹ thuật bên ngoài và bên trong
10.3.1. Kiểm tra sự phù hợp giữa hồ sơ đã kiểm tra ở Mục 10.2 của Quy trình này với thực tế lắp đặt tại hiện trường:
- Bố trí mặt bằng, vị trí bình chịu áp lực và các thiết bị phụ trợ.
- Các số liệu chủ yếu trên biển tên hoặc dấu chìm của bình chịu áp lực và các thiết bị phụ.
- Số lượng và tình trạng của các thiết bị phụ như: Thiết bị chỉ mức chất lỏng, van chặn, van an toàn, các thiết bị kiểm tra đo lường, thiết bị tự động ...
10.3.2. Kiểm tra nhà đặt bình chịu áp lực, vị trí đặt bình chịu áp lực và các thiết bị phụ trợ, sàn thao tác và cầu thang thao tác.
Nhà đặt bình chịu áp lực và vị trí lắp đặt phải bảo đảm theo quy định tại Mục 3 TCVN 6155:1996.
10.3.3. Kiểm tra tình trạng của nền móng bình chịu áp lực, nền móng thiết bị phụ và các cơ cấu chịu lực như khung của bình chịu áp lực.
10.3.4. Kiểm tra ánh sáng trong nhà đặt bình chịu áp lực.
10.3.5. Kiểm tra việc lắp đặt các thiết bị phụ của bình chịu áp lực nhằm xác định chính xác tình trạng của các thiết bị đó.
Kiểm tra các thiết bị đo lường, bảo vệ và các cơ cấu an toàn: Số lượng và chủng loại của các thiết bị đo lường, kiểm tra, các cơ cấu an toàn, các thiết bị tự động, các thiết bị bảo vệ đã lắp đầy đủ theo đúng thiết kế.
Yêu cầu đối với thiết bị bảo vệ và các phụ kiện khác phải đảm bảo theo quy định tại Mục 8 TCVN 8366:2010.
Yêu cầu kỹ thuật đối với các áp kế phải đảm bảo theo quy định tại Mục 8.13 TCVN 8366:2010.
Các thiết bị đo mức chất lỏng phải đảm bảo theo quy định tại Mục 8.14 TCVN 8366:2010.
Van xả áp an toàn phải đảm bảo theo quy định tại Mục 8.4 TCVN 8366:2010.
10.3.6. Hệ thống tiếp đất an toàn điện, chống sét.
10.3.7. Kiểm tra lắp đặt, đấu nối các đường ống liên quan: Nhằm xác định sự phù hợp về vị trí, các góc uốn, độ nghiêng, các thông số kỹ thuật của ống, bố trí các van so với thiết kế, tình trạng các ống cũng như mối hàn nối ống.
10.3.8. Kiểm tra các mối hàn lắp ráp, kiểm tra, đối chiếu tỷ lệ kiểm tra không phá hủy các mối hàn chịu áp lực của bình chịu áp lực giữa hồ sơ hàn với tổng các mối hàn với thực tế tại hiện trường.
10.3.9. Kiểm tra tình trạng kỹ thuật của lớp cách nhiệt (nếu có).
10.3.10. Kiểm tra các chi tiết ghép nối.
10.3.11. Kiểm tra tình trạng bề mặt kim loại các bộ phận chịu áp lực của bình.
10.3.12. Kiểm tra tình trạng cặn bẩn, han gỉ, ăn mòn thành kim loại bên trong của bình chịu áp lực.
10.3.13. Đối với những vị trí không thể tiến hành kiểm tra bên trong khi kiểm định thì việc kiểm tra tình trạng kỹ thuật phải được thực hiện theo tài liệu kỹ thuật của nhà chế tạo.
Khi không có khả năng kiểm tra bên trong do đặc điểm kết cấu của bình chịu áp lực, cho phép thay thế việc kiểm tra bên trong bằng thử thủy lực với áp suất thử quy định và kiểm tra những bộ phận có thể khám xét được.
10.3.14. Trường hợp bình chịu áp lực có ống chùm, nếu thấy nghi ngờ về tình trạng kỹ thuật trong khu vực ống chùm thì phải yêu cầu cơ sở tháo từng phần hoặc toàn bộ ống chùm ra để kiểm tra.
10.3.15. Khi phát hiện có những khuyết tật làm giảm độ bền thành chịu áp lực (thành bị mỏng, các mối nối mòn…) cần thông báo và thống nhất với cơ sở để giảm thông số làm việc của bình chịu áp lực (nếu cần). Việc giảm thông số phải dựa trên cơ sở tính lại sức bền theo các số liệu thực tế.
10.3.16. Trường hợp bình chịu áp lực kiểm định định kỳ cần kiểm tra thêm theo nội dung các mục sau đây:
a) Kiểm tra các mối hàn, các khuyết tật xuất hiện sau chu kỳ vừa vận hành như: Ăn mòn, rỗ, nứt rạn bề mặt...
b) Kiểm tra tình trạng biến dạng, ăn mòn và mài mòn. Chú ý những khu vực có khả năng bị ăn mòn cao.
Trường hợp cần thiết, phải tiến hành đo chiều dày các bộ phận chịu áp lực để xác định độ bền và đánh giá khả năng làm việc của thiết bị.
Trường hợp bình chịu áp lực đã qua sử dụng lâu năm, khi có hiện tượng ăn mòn hoặc khuyết tật nghi ngờ cần thực hiện các phương pháp khảo sát cần thiết, đồng thời tính toán đánh giá thực trạng an toàn của bình chịu áp lực.
c) Kiểm tra, đối chiếu việc thực hiện các kiến nghị tại các biên bản đã kiểm tra lần trước với thực tế tại hiện trường.
d) Kiểm tra tình hình vệ sinh công nghiệp tại nền, sàn thao tác và cầu thang, hệ thống ánh sáng trong nhà đặt bình chịu áp lực.
Nền, sàn thao tác, cầu thang phải đảm bảo gọn gàng, chắc chắn, không làm cản trở việc đi lại và đảm bảo vệ sinh công nghiệp.
đ) Kiểm tra tình trạng khung, giá đỡ, tình trạng biến dạng và ăn mòn khung, giá đỡ.
e) Kiểm tra sự cố bình chịu áp lực, các sự cố đối với thiết bị phụ trong chu kỳ vừa vận hành.
g) Kiểm tra tình trạng hoạt động các thiết bị đo lường, bảo vệ, các cơ cấu an toàn và các ống dẫn xung.
h) Kiểm tra tình trạng các đường ống, mức độ cong vênh, biến dạng, nứt rạn, ăn mòn, rò rỉ, các mối hàn đấu nối v.v...
Khi cần thiết phải dùng phương pháp kiểm tra phá hủy và không phá hủy để kiểm tra.
10.3.17. Trường hợp bình chịu áp lực sau cải tạo cần kiểm tra thêm việc cải tạo hoặc sửa chữa theo thiết kế cải tạo.
10.4. Thử thủy lực (thử bền)
10.4.1. Các trường hợp bắt buộc thử thủy lực bình chịu áp lực:
- Sau khi chế tạo xong bình chịu áp lực.
- Sau khi lắp đặt xong tại nơi sử dụng nếu bình chịu áp lực chưa được chế tạo hoàn chỉnh tại nơi chế tạo.
- Trong các đợt khám nghiệm kỹ thuật định kỳ bình thường 6 năm/1 lần.
- Sau khi cải tạo, đổi chủ sở hữu hoặc chuyển đến lắp đặt tại vị trí mới.
- Khi nắn lại các chỗ phồng, móp hoặc sửa chữa có sử dụng phương pháp hàn các bộ phận chủ yếu của bình.
- Sau khi để bình chịu áp lực nghỉ không làm việc quá 12 tháng.
Thử thủy lực chỉ được tiến hành sau khi công tác chuẩn bị, kiểm tra, khám xét trong ngoài tại Mục 10.1, 10.2 và 10.3 của Quy trình này đạt yêu cầu.
Bình chịu áp lực được miễn thử thủy lực khi kiểm định lần đầu nếu thời gian thử xuất xưởng không quá 18 tháng, được bảo quản tốt, trong quá trình vận chuyển, lắp đặt không có biểu hiện bị va đập, biến dạng. Biên bản kiểm định phải ghi rõ lý do và đính kèm các biên bản thử xuất xưởng của cơ sở chế tạo, biên bản nghiệm thu lắp đặt (nếu có).
10.4.2. Nếu bình có kết cấu nhiều phần làm việc ở các cấp áp suất khác nhau có thể tách và thử riêng cho từng phần.
10.4.3. Khi tiến hành thử nghiệm áp suất cần kiểm tra và có biện pháp cách ly để đảm bảo các thiết bị bảo vệ tự động, đo lường không bị phá hủy ở áp suất thử (nếu cần). Trong trường hợp không đảm bảo được thì phải tháo các thiết bị này ra.
10.4.4. Môi chất thử
Môi chất thử là chất lỏng (nước, chất lỏng không ăn mòn, không cháy, độc hại), chất khí (khí trơ, không khí).
Nhiệt độ môi chất thử dưới 50oC và không thấp hơn nhiệt độ môi trường xung quanh quá 5oC.
10.4.5. Áp suất thử, thời gian duy trì áp suất thử được quy định tại Bảng 1 dưới đây.
Bảng 1. Áp suất thử, thời gian duy trì áp suất thử
|
Loại bình |
Áp suất làm việc, Plv (bar) |
Áp suất thử (bar) |
Thời gian duy trì (phút) |
|
Các bình có nhiệt độ làm việc của thành bình đến 200oC (trừ bình đúc) |
< 5 |
1,5.Plv nhưng không nhỏ hơn 2 bar |
5 |
|
≥ 5 |
1,25.Plv nhưng không nhỏ hơn Plv +3 bar |
5 |
|
|
Các bình có nhiệt độ làm việc của thành bình trên 200oC đến 400oC |
Không phụ thuộc áp suất làm việc |
Không nhỏ hơn 1,5.Plv |
5 |
|
Các bình có nhiệt độ làm việc của thành bình trên 400oC |
Không phụ thuộc áp suất làm việc |
Không nhỏ hơn 2.Plv |
5 |
|
Các bình đúc |
Không phụ thuộc áp suất làm việc |
1,5.Plv nhưng không nhỏ hơn 3 bar |
5 |
|
Bình tráng men |
Không phụ thuộc áp suất làm việc |
Theo quy định của nhà chế tạo, nhưng không nhỏ hơn Plv |
5 |
10.4.6. Trình tự thử
10.4.6.1. Nạp môi chất thử: Nạp đầy môi chất thử vào bình (lưu ý việc xả khí khi thử bằng chất lỏng).
10.4.6.2. Tăng áp suất lên đến áp suất thử (lưu ý tăng từ từ để tránh hiện tượng dãn nở đột ngột làm hỏng bình và nghiêm cấm việc gõ búa khi ở áp suất thử). Theo dõi, phát hiện các hiện tượng bất thường trong quá trình thử.
10.4.6.3. Áp lực thử phải được theo dõi bằng áp kế kiểm tra của tổ chức kiểm định. Áp kế kiểm tra phải có cấp chính xác cao hơn cấp chính xác của áp kế bình chịu áp lực.
10.4.6.4. Duy trì áp suất thử theo quy định.
Thời gian duy trì ở áp suất thử thủy lực là 5 phút. Trường hợp nhà chế tạo quy định thời gian thử thủy lực cao hơn, thực hiện theo quy định của nhà chế tạo.
10.4.6.5. Giảm áp suất từ từ về áp suất làm việc, giữ nguyên áp suất này trong suốt quá trình kiểm tra. Sau đó giảm áp suất về (0); khắc phục các tồn tại (nếu có) và kiểm tra lại kết quả đã khắc phục được.
10.4.6.6. Trường hợp không có điều kiện thử bằng chất lỏng do ứng suất trên bệ móng, trên sàn gác hoặc khó xả môi chất lỏng, do có lớp lót bên trong ngăn cản việc cho môi chất lỏng vào, do yêu cầu công nghệ cho phép thử bền bằng khí.
10.4.6.7. Việc thử nghiệm áp suất bằng chất khí chỉ cho phép khi có kết quả tốt về kiểm tra kỹ thuật bên ngoài, bên trong và phải tính toán kiểm tra bền trên cơ sở dữ liệu đo đạc trực tiếp trên bình.
10.4.6.8. Khi thử khí phải áp dụng biện pháp an toàn sau:
- Van và áp kế trên đường ống nạp khí phải đưa ra xa chỗ đặt bình hoặc để ngoài buồng đặt bình.
- Trong thời gian bình chịu áp lực thử bằng chất khí, phải xác định khu vực nguy hiểm và không cho bất cứ người nào vào trong khu vực này.
- Có biện pháp hạn chế thiệt hại trong trường hợp đối tượng thử không chịu được áp suất thử.
10.4.6.9. Kiểm tra độ kín bằng dung dịch xà phòng hoặc bằng các biện pháp khác. Nghiêm cấm gõ búa lên thành bình trong khi thử bằng áp lực khí.
10.4.6.10. Đánh giá kết quả: Kết quả thử đạt yêu cầu khi:
- Không có hiện tượng nứt.
- Không tìm ra bọt khí, bụi nước, rỉ nước qua các mối hàn, mối nối.
- Không phát hiện có biến dạng.
- Áp suất không giảm khi duy trì ở áp suất thử, nếu do xì hở ở các van, mặt bích... mà áp suất thử giảm không quá 3% trong thời gian duy trì thì cũng coi như việc thử bền đạt yêu cầu.
10.4.6.11. Trường hợp công nghệ không cho phép thử bền bằng nước hoặc khí trong kiểm định định kỳ, khi sử dụng các phương pháp kiểm tra bổ sung, phải đảm bảo kiểm tra được toàn bộ tình trạng bề mặt chịu áp và mối hàn.
10.5. Thử kín
Chỉ áp dụng khi công nghệ đòi hỏi, các bình làm việc với các môi chất độc hại, dễ cháy nổ hoặc theo yêu cầu của nhà chế tạo.
10.5.1. Áp suất, môi chất, thời gian duy trì được quy định tại Bảng 2.
Bảng 2. Áp suất, môi chất và thời gian duy trì thử kín
|
Loại bình |
Áp suất thử (bar) |
Môi chất thử |
Thời gian duy trì (phút) |
|
Các loại bình |
Plv |
Không khí hoặc khí trơ |
Duy trì trong quá trình kiểm tra nhưng không nhỏ hơn 30 phút |
10.5.2. Nạp môi chất thử vào bình và nâng đến áp suất thử.
10.5.3. Phát hiện các rò rỉ bằng dung dịch xà phòng hoặc bằng các biện pháp khác.
Đánh giá kết quả: Thử kín đạt yêu cầu khi:
- Không phát hiện được sự rò rỉ khí.
- Độ sụt áp cho phép trong thời gian duy trì áp suất thử: ≤ 0,5% áp suất thử.
10.6. Kiểm tra vận hành
10.6.1. Kiểm tra đầy đủ các điều kiện để có thể đưa bình vào vận hành.
10.6.2. Kiểm tra tình trạng làm việc của bình và các phụ kiện kèm theo; tình trạng làm việc của các thiết bị đo lường, bảo vệ.
10.6.3. Khi bình làm việc ổn định, tiến hành nâng áp suất để kiểm tra và hiệu chỉnh áp suất làm việc của van an toàn, thực hiện niêm chì van an toàn (trừ bình làm việc với môi chất độc hại, dễ cháy nổ).
10.6.4. Van an toàn có thể hiệu chỉnh và niêm chì không cùng quá trình thử vận hành.
10.6.5. Giá trị hiệu chỉnh van an toàn: Áp suất đặt của van an toàn không vượt quá giá trị dưới đây:
- Plv + 0,5 bar - Khi áp suất làm việc đến 3 bar.
- Plv +15% Plv - Khi áp suất làm việc trên 3 bar đến 60 bar.
- Plv +10% Plv - Khi áp suất làm việc trên 60 bar.
10.7. Xử lý kết quả kiểm định
10.7.1. Lập biên bản kiểm định theo mẫu Phụ lục 2 của Quy trình này.
10.7.2. Thông qua biên bản kiểm định:
Thành phần tham gia thông qua biên bản kiểm định bắt buộc tối thiểu phải có các thành viên sau:
- Đại diện cơ sở hoặc người được cơ sở ủy quyền.
- Người tham gia và chứng kiến kiểm định.
- Kiểm định viên thực hiện việc kiểm định.
Khi biên bản được thông qua, kiểm định viên, người tham gia và chứng kiến kiểm định, đại diện cơ sở hoặc người được cơ sở ủy quyền cùng ký và đóng dấu (nếu có) vào biên bản. Biên bản kiểm định được lập thành 02 bản, mỗi bên có trách nhiệm lưu giữ 01 bản.
10.7.3. Ghi tóm tắt kết quả kiểm định vào lý lịch của thiết bị (ghi rõ họ tên kiểm định viên, ngày tháng năm kiểm định).
10.7.4. Dán tem kiểm định: Khi thiết bị đạt yêu cầu kỹ thuật an toàn, kiểm định viên dán tem kiểm định cho thiết bị. Tem kiểm định được dán ở vị trí dễ quan sát.
10.7.5. Cấp Giấy Chứng nhận kết quả kiểm định
10.7.5.1. Khi thiết bị có kết quả kiểm định đạt yêu cầu kỹ thuật an toàn, tổ chức kiểm định cấp giấy chứng nhận kết quả kiểm định cho thiết bị trong thời hạn 05 ngày làm việc kể từ ngày thông qua biên bản kiểm định tại cơ sở.
10.7.5.2. Khi thiết bị có kết quả kiểm định không đạt các yêu cầu thì chỉ thực hiện các bước nêu tại Mục 10.7.1 và Mục 10.7.2 của Quy trình này và chỉ cấp cho cơ sở biên bản kiểm định, trong đó phải ghi rõ lý do thiết bị không đạt yêu cầu kiểm định, thông báo cho cơ sở biết để có biện pháp khắc phục.
PHỤ LỤC 1
BẢN GHI CHÉP TẠI HIỆN TRƯỜNG
|
(Cơ quan quản lý cấp trên) (Tên tổ chức KĐ) |
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập - Tự do - Hạnh phúc |
……,ngày…..…tháng…..…năm 20…
BẢN GHI CHÉP TẠI HIỆN TRƯỜNG
KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG BÌNH CHỊU ÁP LỰC
(Ghi đầy đủ thông số kiểm tra, thử nghiệm theo đúng quy trình kiểm định)
I. Thông tin chung
Tên thiết bị:......................................................................................................
Tên tổ chức, cá nhân đề nghị:..........................................................................
Địa chỉ (trụ sở chính của cơ sở):......................................................................
Địa chỉ (Vị trí) lắp đặt:.......................................................................................
Nội dung buổi làm việc với cơ sở:
- Làm việc với ai: (thông tin) ............................................................................
- Người chứng kiến:.........................................................................................
II. Thông số kỹ thuật
Loại, mã hiệu:.................................. Áp suất thiết kế:................................. bar
Số chế tạo: ..................................... Áp suất làm việc:................................ bar
Năm chế tạo:................................... Dung tích: ............................................ lít
Nhà chế tạo:.................................... Môi chất làm việc:..................................
Công dụng của bình:........................ Nhiệt độ làm việc:................................ oC
Ngày kiểm định lần trước:............ Do:..............................................................
III. Hình thức kiểm định:.................................................................................
IV. Kiểm tra hồ sơ
1. Kiểm định lần đầu:
a) Hồ sơ xuất xưởng:
- Lý lịch của bình.
- Bản vẽ cấu tạo của bình.
- Hướng dẫn vận hành, bảo dưỡng.
- Các chứng chỉ kiểm tra chất lượng kim loại chế tạo, kim loại hàn, mối hàn.
b) Hồ sơ lắp đặt:
- Thiết kế lắp đặt.
- Biên bản nghiệm thu.
c) Các chứng chỉ kiểm tra về đo lường:
- Giấy chứng nhận kiểm định áp kế.
- Biên bản kiểm tra tiếp địa, chống sét.
- Biên bản kiểm tra thiết bị bảo vệ .
2. Kiểm định định kỳ và bất thường:
a) Lý lịch, Biên bản kiểm định và Giấy chứng nhận kết quả kiểm định lần trước.
b) Nhật ký vận hành.
c) Sổ theo dõi sửa chữa và bảo dưỡng; biên bản thanh tra, kiểm tra (nếu có).
d) Hồ sơ về sửa chữa; biên bản kiểm tra về chất lượng sửa chữa, thay đổi.
V. Kiểm tra kỹ thuật bên ngoài, bên trong
1. Thông số kỹ thuật so với hồ sơ lý lịch.
2. Vị trí lắp đặt (Khoảng cách với tường, giữa các thiết bi).
3. Ánh sáng vận hành.
4. Tình trạng han gỉ, rạn, nứt, phồng, rộp thành kim loại bình.
5. Tình trạng sơn, bảo ôn.
6. Tình trạng bên trong của bình
- Thiết bị sử dụng khi kiểm tra.
- Tình trạng cặn bẩn.
- Bề mặt kim loại, mối hàn:
+ Móp méo;
+ Phồng;
+ Han gỉ;
+ Rạn nứt.
7. Tình trạng của thiết bị kiểm tra, an toàn, dụng cụ đo kiểm:
- Van an toàn (Số lượng, loại, DN,PN, áp suất đặt).
- Áp kế (Số lượng, thang đo, đơn vị đo, cấp chính xác, số tem, hạn kiểm định).
- Đo mức (Số lượng, loại).
VI. Thử bền, thử kín
- Môi chất thử
- Áp suất thử.
- Thời gian thử.
- Áp kế: Thang đo, đơn vị đo, cấp chính xác, số tem, thời hạn hiệu chuẩn.
- Thiết bị cấp môi chất: Loại, số hiệu, thông số kỹ thuật.
- Kết quả:
+ Tình trạng rạn nứt;
+ Tình trạng rò rỉ;
+ Tình trạng biến dạng;
+ Độ tụt áp.
VII. Thử vận hành
- Áp suất thử, thời gian thử.
- Tình trạng làm việc của bình.
- Tình trạng làm việc của van an toàn.
- Tình trạng làm việc của thiết bị đo lường.
- Tình trạng làm việc của thiết bị phụ trợ.
NGƯỜI CHỨNG KIẾN(Ký, ghi rõ họ, tên) |
KIỂM ĐỊNH VIÊN(Ký, ghi rõ họ, tên) |
PHỤ LỤC 2
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
BÌNH CHỊU ÁP LỰC
|
(Cơ quan quản lý cấp trên) (Tên tổ chức KĐ) |
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập - Tự do - Hạnh phúc |
.............., ngày … tháng … năm 20…
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG BÌNH CHỊU ÁP LỰC
|
Số: |
……………………………. |
Chúng tôi gồm :
1. ........................................................... Số hiệu kiểm định viên :...................
2. ........................................................... Số hiệu kiểm định viên:....................
Thuộc: ............................................................................................................
Số Giấy chứng nhận đủ điều kiện của tổ chức kiểm định:.................................
Đã tiến hành kiểm định:....................................................................................
Đơn vị sử dụng:...............................................................................................
Địa chỉ (trụ sở chính):.......................................................................................
Địa chỉ (vị trí) lắp đặt:.......................................................................................
Quy trình kiểm định áp dụng:...........................................................................
Chứng kiến kiểm định và thông qua biên bản:
1. ........................................................... Chức vụ:..........................................
2. ........................................................... Chức vụ:..........................................
I. THÔNG SỐ CƠ BẢN CỦA BÌNH
Loại, mã hiệu:............................... Áp suất thiết kế:..................................... bar
Số chế tạo:................................... Áp suất làm việc:.................................... bar
Năm chế tạo: .............................. Dung tích:................................................ lít
Nhà chế tạo:................................. Môi chất làm việc :......................................
Công dụng của bình:.................... Nhiệt độ làm việc:.................................... oC
Ngày kiểm định lần trước:............ Do:..............................................................
II. HÌNH THỨC KIỂM ĐỊNH
+ Lần đầu: + Định kỳ: KNKTKX+ Bất thường:
Lý do kiểm định bất thường:.............................................................................
III. NỘI DUNG KIỂM ĐỊNH
1. Kiểm tra hồ sơ :
- Nhận xét:.......................................................................................................
- Đánh giá kết quả: Đạt Không đạt
2. Kiểm tra kỹ thuật bên ngoài, bên trong:
|
Hạng mục kiểm tra |
Đạt |
Không đạt |
|
Vị trí lắp đặt |
|
|
|
Sàn, cầu thang thao tác |
|
|
|
Chiếu sáng vận hành |
|
|
|
Tiếp địa chống sét, tiếp địa an toàn |
|
|
|
Tình trạng bề mặt kim loại các bộ phận chịu áp lực |
|
|
|
Tình trạng mối hàn, các mối nối |
|
|
|
Các van, thiết bị phụ trợ |
|
|
|
Van an toàn |
|
|
|
Áp kế |
|
|
|
Đo mức |
|
|
|
Các thiết bị an toàn, đo lường, tự động khác |
|
|
- Nhận xét:.......................................................................................................
- Đánh giá kết quả: Đạt Không đạt
3. Thử nghiệm :
Nội dung |
Môi chất thử |
Áp suất thử(bar) |
Thời gian duy trì (phút) |
|
Thử bền |
|
|
|
Thử kín |
|
|
|
Thử vận hành |
|
|
|
- Nhận xét:.......................................................................................................
- Đánh giá kết quả: Đạt Không đạt
IV. KẾT LUẬN VÀ KIẾN NGHỊ
1. Bình được kiểm định có kết quả: Đạt Không đạt
2. Đã được dán tem kiểm định số: .......... Tại vị trí:...........................................
3. Áp suất làm việc:......................... bar
4. Nhiệt độ làm việc:........................ oC
5. Áp suất đặt của van an toàn:........ bar
6. Các kiến nghị:..............................................................................................
Thời gian thực hiện kiến nghị:..........................................................................
V. THỜI HẠN KIỂM ĐỊNH TIẾP THEO
- Khám xét bên ngoài, bên trong: Ngày … tháng … năm …..
- Khám nghiệm kỹ thuật: Ngày … tháng … năm …..
Lý do rút ngắn thời hạn: ..................................................................................
Biên bản đã được thông qua ngày ….. tháng…….. năm …………
Tại: .................................................................................................................
Biên bản được lập thành…..…bản , mỗi bên giữ …..… bản.
Chúng tôi, những kiểm định viên thực hiện kiểm định hoàn toàn chịu trách nhiệm về tính chính xác các nhận xét và đánh giá kết quả kiểm định ghi trong biên bản này./.
|
CHỦ CƠ SỞ |
NGƯỜI CHỨNG KIẾN |
KIỂM ĐỊNH VIÊN |
BỘ CÔNG THƯƠNG
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
BỒN CHỨA KHÍ DẦU MỎ HÓA LỎNG (LPG)
QTKĐ: 03-2017/BCT
HÀ NỘI - 2017
Lời nói đầu
Quy trình kiểm định kỹ thuật an toàn lao động bồn chứa khí dầu mỏ hóa lỏng (LPG) do Cục Kỹ thuật an toàn và Môi trường công nghiệp chủ trì biên soạn và được ban hành kèm theo Thông tư số 10/2017/TT-BCT ngày 26 tháng 7 năm 2017 của Bộ Công Thương ban hành Quy trình kiểm định máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
BỒN CHỨA KHÍ DẦU MỎ HÓA LỎNG (LPG)
1. Phạm vi áp dụng
Quy trình kiểm định kỹ thuật an toàn lao động bồn chứa khí dầu mỏ hóa lỏng (LPG) trong Danh mục máy, thiết bị có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
Quy trình này không áp dụng cho:
- Các loại chai dùng để chứa, chuyên chở khí hóa lỏng, tích số giữa dung tích (tính bằng lít) và áp suất (tính bằng bar) không quá 200.
- Bồn chứa LPG dưới dạng lạnh.
- Bồn chứa LPG trên phương tiện vận chuyển.
- Bồn chứa LPG trong quá trình chưng cất, tách khí.
Căn cứ vào quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng, các tổ chức kiểm định kỹ thuật an toàn lao động xây dựng quy trình chi tiết cho từng dạng, loại thiết bị cụ thể nhưng không được trái với quy định của quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng.
2. Đối tượng áp dụng
- Các doanh nghiệp, cơ quan, tổ chức, cá nhân sở hữu, quản lý, sử dụng bồn chứa khí dầu mỏ hóa lỏng (LPG) nêu tại Mục 1 của Quy trình này (sau đây gọi tắt là cơ sở).
- Các tổ chức hoạt động kiểm định kỹ thuật an toàn lao động (sau đây gọi là tổ chức kiểm định) và kiểm định viên được cấp chứng chỉ kiểm định viên theo quy định của Bộ Công Thương.
3. Quy chuẩn, tiêu chuẩn áp dụng
- QCVN:10-2012/BCT, Quy chuẩn kỹ thuật Quốc gia về an toàn trạm cấp khí dầu mỏ hóa lỏng.
- QCVN:01-2008/BLĐTBXH, Quy chuẩn kỹ thuật Quốc gia về an toàn lao động nồi hơi và bình chịu áp lực.
- TCVN 8366:2010, Bình chịu áp lực - Yêu cầu về thiết kế và chế tạo.
- TCVN 6155:1996, Bình chịu áp lực - Yêu cầu kỹ thuật an toàn lắp đặt, sử dụng và sửa chữa.
- TCVN 6156:1996, Bình chịu áp lực - Yêu cầu kỹ thuật an toàn lắp đặt, sử dụng và sửa chữa - Phương pháp thử.
- TCVN 7441:2004, Hệ thống cung cấp khí dầu mỏ hoá lỏng (LPG) tại nơi tiêu thụ - Yêu cầu thiết kế, lắp đặt và vận hành.
- TCVN 6486:2008, Khí đốt hóa lỏng (LPG) - Tồn chứa dưới áp suất - Yêu cầu về thiết kế và vị trí lắp đặt.
- TCVN 6008:2010, Thiết bị áp lực - Mối hàn - Yêu cầu kỹ thuật và phương pháp thử.
- TCVN 5684:2003, An toàn cháy các công trình dầu mỏ và sản phẩm dầu mỏ - Yêu cầu chung.
- TCVN 9385:2012, Chống sét cho công trình xây dựng - Hướng dẫn thiết kế, kiểm tra và bảo trì hệ thống.
- TCVN 9358:2012, Lắp đặt hệ thống nối đất thiết bị cho các công trình công nghiệp - Yêu cầu chung.
Trường hợp các quy chuẩn kỹ thuật quốc gia và Tiêu chuẩn quốc gia viện dẫn tại quy trình kiểm định này có bổ sung, sửa đổi hoặc thay thế thì áp dụng theo quy định tại văn bản mới nhất.
Việc kiểm định các chỉ tiêu về kỹ thuật an toàn có thể áp dụng theo tiêu chuẩn khác khi có đề nghị của cơ sở sử dụng, chế tạo với điều kiện tiêu chuẩn đó phải có các chỉ tiêu kỹ thuật về an toàn bằng hoặc cao hơn so với các chỉ tiêu quy định trong các quy chuẩn, tiêu chuẩn quốc gia được viện dẫn trong quy trình này.
4. Thuật ngữ, định nghĩa
Quy trình này sử dụng các thuật ngữ, định nghĩa trong các tài liệu viện dẫn nêu trên và một số thuật ngữ, định nghĩa trong quy trình này được hiểu như sau:
4.1. Khí dầu mỏ hóa lỏng (LPG)
Là sản phẩm hydrocacbon có nguồn gốc dầu mỏ với thành phần chính là Propan(C3H8) hoặc Butan (C4H10) hoặc hỗn hợp của hai loại này. Tại nhiệt độ, áp suất bình thường các hydrocacbon này ở thể khí và khi được nén đến một áp suất nhất định hoặc làm lạnh đến nhiệt độ phù hợp thì chúng chuyển sang thể lỏng.
4.2. Bồn chứa LPG
Là bồn dùng để chứa LPG có dung tích bằng hoặc lớn hơn 0,15m3.
4.3. Kiểm định kỹ thuật an toàn lao động (gọi tắt là kiểm định)
Là hoạt động kỹ thuật theo một quy trình kiểm định nhằm đánh giá và xác nhận sự phù hợp của tình trạng kỹ thuật an toàn của đối tượng được kiểm định với các quy định trong các quy chuẩn kỹ thuật, tiêu chuẩn kỹ thuật tương ứng đối với đối tượng được kiểm định.
4.4. Khoảng cách an toàn
Là khoảng cách nhỏ nhất cho phép tính từ mép ngoài cùng của bồn chứa LPG (bồn chứa đặt nổi, bồn chứa đắp đất, cụm bồn chứa) đến điểm gần nhất của các thiết bị, công trình liền kề để bảo đảm an toàn.
5. Hình thức kiểm định và thời hạn kiểm định
5.1. Kiểm định lần đầu: Sau khi lắp đặt, trước khi đưa vào sử dụng lần đầu.
5.2. Kiểm định định kỳ
- Khám xét bên trong và bên ngoài, thử thủy lực (khám nghiệm kỹ thuật): 6 năm/lần hoặc sau khi thay đổi vị trí lắp đặt.
- Khám xét bên trong và bên ngoài: 3 năm/lần.
- Trường hợp nhà chế tạo quy định hoặc cơ sở yêu cầu thời hạn kiểm định kỹ thuật an toàn ngắn hơn thì thực hiện theo quy định của nhà chế tạo hoặc yêu cầu của cơ sở.
- Khi rút ngắn thời hạn kiểm định kỹ thuật an toàn, kiểm định viên phải nêu rõ lý do trong biên bản kiểm định.
- Khi thời hạn kiểm định được quy định trong các quy chuẩn kỹ thuật quốc gia thì thực hiện theo quy định của quy chuẩn đó.
Trường hợp bồn chứa LPG thuộc dây chuyền đang vận hành không thể tách rời kiểm định riêng thì thời hạn kiểm định định kỳ theo chu kỳ bảo dưỡng, sửa chữa của dây chuyền nhưng không quá thời hạn quy định của nhà sản xuất hoặc quy chuẩn kỹ thuật quốc gia tương ứng. Các tổ chức, cá nhân quản lý, sử dụng phải duy trì và chịu trách nhiệm về điều kiện làm việc an toàn cho máy, thiết bị.
5.3. Kiểm định bất thường
- Sau khi sửa chữa, nâng cấp, cải tạo có ảnh hưởng tới tình trạng kỹ thuật an toàn của bồn chứa LPG.
- Sau khi thay đổi vị trí lắp đặt.
- Bồn chứa ngừng hoạt động từ 12 tháng trở lên.
- Khi có yêu cầu của cơ sở hoặc cơ quan có thẩm quyền.
Khi thời hạn kiểm định kỹ thuật an toàn được quy định trong các quy chuẩn kỹ thuật quốc gia đối với loại bồn chứa LPG cụ thể thì thực hiện theo quy định của quy chuẩn đó.
6. Tổ chức thực hiện
Việc thực hiện công tác kiểm định bồn chứa LPG do các kiểm định viên đã được cấp chứng chỉ kiểm định viên thực hiện.
6.1. Đối với cơ sở sử dụng bồn chứa LPG
- Xây dựng kế hoạch kiểm định hàng năm.
- Thực hiện kiểm định đúng thời hạn quy định.
- Cung cấp các hồ sơ, tài liệu kỹ thuật có liên quan đến bồn chứa LPG được kiểm định.
- Chuẩn bị đầy đủ các điều kiện để kiểm định, người phục vụ, công nhân vận hành, điện, vệ sinh, bảo dưỡng, sửa chữa thiết bị và các biện pháp an toàn cần thiết.
- Cử người đại diện chứng kiến, phối hợp khi tiến hành kiểm định.
6.2. Đối với tổ chức kiểm định
- Kiểm định theo đề nghị của cơ sở sử dụng. Trường hợp không thực hiện được thì phải trả lời bằng văn bản nêu rõ lý do với cơ sở.
- Tiến hành kiểm định phải tuân thủ các tiêu chuẩn, quy chuẩn kỹ thuật quốc gia về an toàn có liên quan.
- Tiến hành kiểm định phù hợp theo các bước quy định của quy trình này để đảm bảo có kết luận chính xác về tình trạng của bồn chứa LPG.
- Khi thấy cần thiết phải sử dụng các thiết bị kiểm tra ngoài các thiết bị kiểm định thông thường hoặc phải mời cơ quan chuyên môn khác để làm rõ, cần phải thỏa thuận với cơ sở về các phát sinh để tiến hành.
- Trong quá trình kiểm định, nếu phát hiện có nguy cơ dẫn đến sự cố thì phải kiến nghị cơ sở có biện pháp khắc phục. Sau khi cơ sở khắc phục xong thì tiếp tục tiến hành kiểm định.
- Lập biên bản kiểm định và cấp Giấy chứng nhận kết quả kiểm định theo quy định.
7. Thiết bị, dụng cụ phục vụ kiểm định
Các thiết bị, dụng cụ phục vụ kiểm định phải phù hợp với đối tượng kiểm định và phải được kiểm định, hiệu chuẩn theo quy định, bao gồm:
7.1. Thiết bị, dụng cụ phục vụ khám xét
- Thiết bị chiếu sáng có điện áp của nguồn không quá 12V hoặc dùng đèn an toàn phòng nổ.
- Búa kiểm tra (búa kiểm tra bằng kim loại màu) có khối lượng từ 0,3kg đến 0,5kg.
- Kính lúp có độ phóng đại phù hợp.
- Dụng cụ đo đạc, cơ khí: Thước cặp, thước dây.
- Thiết bị kiểm tra được bên trong: Thiết bị nội soi.
7.2. Thiết bị, dụng cụ phục vụ thử bền, thử kín
- Thiết bị tạo áp suất có đặc tính kỹ thuật (lưu lượng, áp suất) phù hợp với đối tượng thử.
- Phương tiện, dụng cụ kiểm tra độ kín.
7.3. Thiết bị, dụng cụ đo lường
Áp kế có cấp chính xác và thang đo phù hợp với áp suất thử.
7.4. Thiết bị, dụng cụ đo, kiểm tra chuyên dùng khác (nếu cần)
- Thiết bị kiểm tra siêu âm chiều dày.
- Thiết bị kiểm tra chất lượng mối hàn...
8. Điều kiện kiểm định
Khi tiến hành kiểm định phải đảm bảo các điều kiện sau đây:
8.1. Bồn chứa LPG phải ở trạng thái sẵn sàng đưa vào kiểm định.
8.2. Hồ sơ, tài liệu của thiết bị phải đầy đủ.
8.3. Các yếu tố môi trường, thời tiết không làm ảnh hưởng tới kết quả kiểm định.
8.4. Các điều kiện về an toàn vệ sinh lao động phải đáp ứng để kiểm định bồn chứa LPG.
9. Các bước kiểm định
Khi kiểm định bồn chứa LPG, tổ chức kiểm định phải thực hiện lần lượt theo các bước sau:
- Kiểm tra hồ sơ, lý lịch bồn chứa LPG.
- Kiểm tra kỹ thuật bên ngoài, bên trong.
- Thử thủy lực.
- Thử kín.
- Kiểm tra vận hành.
- Xử lý kết quả kiểm định.
Lưu ý: Các bước kiểm tra tiếp theo chỉ được tiến hành khi kết quả kiểm tra ở bước trước đó đạt yêu cầu. Tất cả các kết quả kiểm tra của từng bước phải được ghi chép đầy đủ vào bảng ghi chép hiện trường theo mẫu quy định tại Phụ lục 1 của Quy trình này và lưu lại đầy đủ tại tổ chức kiểm định.
10. Tiến hành kiểm định
10.1. Công tác chuẩn bị trước khi tiến hành kiểm định
10.1.1. Thống nhất kế hoạch kiểm định, công việc chuẩn bị và phối hợp giữa tổ chức kiểm định với cơ sở, bao gồm cả những nội dung sau:
- Chuẩn bị hồ sơ tài liệu kỹ thuật của bồn chứa LPG.
- Chuẩn bị điều kiện về nhân lực, vật tư phục vụ kiểm định; cử người tham gia và chứng kiến kiểm định.
10.1.2. Trang bị an toàn cho người kiểm tra:
Người kiểm tra phải chuẩn bị các trang bị bảo hộ lao động cá nhân như quần áo, mũ, kính, khẩu trang, giày, dây an toàn v.v... khi tiến hành kiểm tra tại hiện trường.
10.1.3. Phương tiện, dụng cụ kiểm tra:
Chuẩn bị các phương tiện, dụng cụ kiểm tra cụ thể đối với bồn chứa LPG được kiểm định, theo Mục 7 của Quy trình này.
10.1.4. Xây dựng và thống nhất thực hiện các biện pháp đảm bảo an toàn với cơ sở trước khi kiểm định.
Việc kiểm định bồn chứa LPG chỉ được tiến hành sau khi cơ sở sử dụng chuẩn bị và thực hiện các biện pháp bảo đảm an toàn, bao gồm:
- Chuẩn bị các điều kiện: Dàn giáo, ánh sáng, điện, nước, thông gió, cầu thang, lối đi lại, vệ sinh sạch sẽ tại các vị trí cần kiểm tra.
- Cách ly chắc chắn với các thiết bị và các hệ thống chung khác.
- Tháo môi chất, làm sạch trong và ngoài bồn chứa LPG (nếu cần).
10.2. Kiểm tra hồ sơ, lý lịch bồn chứa LPG
Căn cứ vào các hình thức kiểm định để kiểm tra, xem xét các hồ sơ, tài liệu kỹ thuật sau:
10.2.1. Trường hợp kiểm định lần đầu
10.2.1.1. Kiểm tra lý lịch của bồn chứa LPG: Lưu ý xem xét các tài liệu sau:
- Các chỉ tiêu về kim loại chế tạo, kim loại hàn.
- Tính toán sức bền các bộ phận chịu áp lực.
- Bản vẽ cấu tạo ghi đủ các kích thước chính.
- Hướng dẫn vận hành, bảo dưỡng sửa chữa.
10.2.1.2. Hồ sơ xuất xưởng của Bồn chứa LPG
- Các chứng chỉ về kim loại chế tạo, kim loại hàn.
- Kết quả kiểm tra chất lượng mối hàn.
- Biên bản nghiệm thử xuất xưởng.
10.2.1.3. Các báo cáo kết quả hiệu chuẩn thiết bị đo lường; biên bản kiểm tra tiếp đất, chống sét, thiết bị bảo vệ.
10.2.1.4. Hồ sơ lắp đặt: Chỉ áp dụng đối với bồn cố định.
- Tên cơ sở lắp đặt và cơ sở sử dụng.
- Đặc tính của những vật liệu bổ sung khi lắp đặt.
- Kiểm tra hồ sơ hàn cho các mối hàn chịu áp lực trong lắp đặt:
+ Hồ sơ thợ hàn (chứng chỉ, ký hiệu, kết quả kiểm tra theo mẫu hàn);
+ Quy trình hàn;
+ Chứng chỉ vật liệu hàn;
+ Sơ đồ hàn (sơ đồ vị trí các mối hàn và bố trí thợ hàn);
+ Kết quả kiểm tra mối hàn bằng mắt, bằng phương pháp không phá hủy (siêu âm, chụp tia xuyên qua, thẩm thấu), các biên bản kiểm tra và phim chụp tia xuyên qua. Khối lượng mối hàn kiểm tra bằng siêu âm hoặc chiếu tia xuyên qua phải theo quy định tại Mục 5.4 TCVN 6008:2010 hoặc theo nhà chế tạo (nếu yêu cầu của nhà chế tạo cao hơn);
+ Chứng chỉ của người tiến hành các công việc kiểm tra không phá hủy các mối hàn;
+ Trường hợp yêu cầu nhiệt luyện mối hàn phải tuân thủ theo quy định tại Mục 4.12 TCVN 6008:2010.
- Các biên bản kiểm định từng bộ phận của bồn (nếu có).
- Bản vẽ bố trí lắp đặt bồn chứa, cụm bồn chứa...
10.2.2. Trường hợp kiểm định định kỳ
10.2.2.1. Kiểm tra thời gian đã làm việc của bồn chứa LPG, Biên bản khám nghiệm mới nhất, Giấy chứng nhận kiểm định mới nhất.
10.2.2.2. Những nhận xét và kết luận về khả năng làm việc của bồn chứa LPG, các kiến nghị và việc thực hiện kiến nghị tại các biên bản kiểm tra lần trước.
10.2.2.3. Kiểm tra các kết quả kiểm định định kỳ các thiết bị đo lường, bảo vệ, an toàn, chống sét cũng như việc thay thế, sửa chữa các thiết bị này.
10.2.2.4. Xem xét các số liệu đo độ dày các bộ phận của bồn chứa LPG thực hiện lần trước (nếu có).
10.2.2.5. Kiểm tra hồ sơ theo dõi, sửa chữa, thay thế các bộ phận, thiết bị của bồn chứa LPG.
10.2.2.6. Kiểm tra lý lịch bồn chứa LPG, việc cập nhật bổ sung lý lịch.
10.2.2.7. Xem xét quy trình vận hành và xử lý sự cố, nhật ký vận hành.
10.2.3. Trường hợp kiểm định bất thường
10.2.3.1. Trường hợp bồn chứa LPG được tiến hành sửa chữa, cải tạo, nâng cấp:
- Kiểm tra lý do tiến hành sửa chữa, cải tạo, nâng cấp.
- Kiểm tra hồ sơ thiết kế sửa chữa, cải tạo, nâng cấp.
- Nội dung phương án cải tạo, sửa chữa. Tính toán sức bền của bồn chứa LPG sau khi cải tạo, nâng cấp (nếu có).
- Sự phù hợp của các thiết bị phụ, thiết bị đo kiểm và cơ cấu an toàn sau cải tạo với bồn chứa LPG.
- Các chứng chỉ kiểm tra chất lượng và khám nghiệm xuất xưởng của các bộ phận thay thế. Các vật liệu thay thế, sửa chữa không kém hơn vật liệu chế tạo ban đầu.
- Biên bản nghiệm thu sau sửa chữa, cải tạo, nâng cấp.
- Hồ sơ hàn trong quá trình sửa chữa, cải tạo: Tương tự như kiểm tra hồ sơ hàn tại Mục 10.2.1.4 của Quy trình này.
- Thực hiện các hạng mục kiểm tra định kỳ tại Mục 10.2.2 của Quy trình này.
10.2.3.2. Trường hợp thay đổi vị trí lắp đặt: Xem xét hồ sơ lắp đặt.
- Lý do thay đổi vị trí lắp đặt.
- Kiểm tra hồ sơ lắp đặt.
- Nội dung kiểm tra định kỳ quy định tại Mục 10.2.2 của Quy trình này.
10.2.3.3. Trường hợp sau khi bồn chứa LPG không làm việc từ 12 tháng trở lên:
- Lý do ngừng làm việc trên 12 tháng.
- Nội dung kiểm tra định kỳ quy định tại Mục 10.2.2 của Quy trình này.
10.3. Kiểm tra kỹ thuật bên ngoài và bên trong
10.3.1. Kiểm tra sự phù hợp giữa hồ sơ đã kiểm tra ở Mục 10.2 của Quy trình này với thực tế lắp đặt tại hiện trường:
- Bố trí mặt bằng, vị trí bồn chứa LPG và các thiết bị phụ trợ.
- Các số liệu chủ yếu trên biển tên hoặc dấu chìm của bồn chứa LPG và các thiết bị phụ.
- Số lượng và tình trạng của các thiết bị phụ như: Thiết bị chỉ mức chất lỏng, van chặn, van an toàn, các thiết bị kiểm tra đo lường, thiết bị tự động...
10.3.2. Kiểm tra vị trí đặt bồn chứa LPG và các thiết bị phụ trợ, sàn thao tác và cầu thang thao tác; số lượng bồn chứa trong cụm bồn; khoảng cách an toàn giữa các bồn chứa LPG, giữa bồn chứa LPG đến công trình, tòa nhà, văn phòng...
Kiểm tra đường xuất LPG lỏng. Lưu ý van ngắt khẩn cấp đã được lắp đặt trên đường xuất LPG lỏng.
Yêu cầu đối với lắp đặt bồn chứa LPG, khoảng cách an toàn từ bồn chứa LPG đến công trình, tòa nhà, văn phòng và khoảng cách giữa các bồn chứa được quy định tại Mục 6 TCVN 6486:2008.
Yêu cầu lắp đặt đối với bồn chứa LPG của trạm cấp LPG được quy định tại khoản 1 Điều 11 QCVN 10:2012/BCT.
10.3.3. Kiểm tra tình trạng của nền móng bồn chứa LPG, nền móng thiết bị phụ và các cơ cấu chịu lực như khung của bồn chứa LPG.
Kiểm tra các cửa vệ sinh, cửa người chui: Số lượng, bố trí cửa và kích thước cửa đảm bảo có thể khám xét bên trong bồn.
10.3.4. Kiểm tra hệ thống chiếu sáng vận hành
10.3.5. Kiểm tra việc lắp đặt các thiết bị phụ của bồn chứa LPG nhằm xác định trạng thái hoàn hảo của các thiết bị đó.
Kiểm tra các thiết bị đo lường, bảo vệ và các cơ cấu an toàn:
Số lượng và chủng loại của các thiết bị đo lường, kiểm tra, các cơ cấu an toàn, các thiết bị tự động, các thiết bị bảo vệ đã lắp đầy đủ theo đúng thiết kế.
Yêu cầu về thiết kế đối với bồn chứa LPG nổi được quy định tại Mục 5 TCVN 6486:2008.
Yêu cầu về các chi tiết đấu nối, lắp ráp và thiết bị bồn chứa LPG được quy định tại Mục 5.2 TCVN 6486:2008.
Các thiết bị đo lường phải đảm bảo theo quy định tại Mục 5.2.3.5 TCVN 6486:2010.
Van an toàn phải đảm bảo theo quy định tại Mục 5.2.3.1 TCVN 6486:2010.
10.3.6. Hệ thống tiếp đất an toàn điện, chống sét, hệ thống làm mát bồn.
Yêu cầu về nối đất đối với bồn chứa LPG nổi được quy định tại Mục 5.4 TCVN 6486:2008.
10.3.7. Kiểm tra lắp đặt, đấu nối các đường ống: Nhằm xác định sự phù hợp về vị trí, các góc uốn, độ nghiêng, các thông số kỹ thuật của ống, tình trạng các ống cũng như mối hàn nối ống.
Các loại van lắp trên Bồn chứa LPG về kiểu loại, các thông số kỹ thuật so với thiết kế và tiêu chuẩn quy định.
10.3.8. Kiểm tra các mối hàn lắp ráp. Kiểm tra, đối chiếu tỷ lệ kiểm tra không phá hủy các mối hàn chịu áp lực của bồn chứa LPG giữa hồ sơ hàn với tổng các mối hàn với thực tế tại hiện trường.
10.3.9. Kiểm tra tình trạng kỹ thuật của lớp cách nhiệt (nếu có).
10.3.10. Kiểm tra các chi tiết ghép nối.
10.3.11. Kiểm tra tình trạng bề mặt kim loại các bộ phận chịu áp lực của bồn chứa LPG.
10.3.12. Kiểm tra tình trạng cặn bẩn, han gỉ, ăn mòn thành kim loại bên trong của bồn chứa LPG.
10.3.13. Đối với những vị trí không thể tiến hành kiểm tra bên trong khi kiểm định thì việc kiểm tra tình trạng kỹ thuật phải được thực hiện theo tài liệu kỹ thuật của nhà chế tạo.
Khi không có khả năng kiểm tra bên trong do đặc điểm kết cấu của bồn chứa LPG, cho phép thay thế việc kiểm tra bên trong bằng thử thủy lực với áp suất thử quy định và kiểm tra những bộ phận có thể khám xét được.
10.3.14. Trường hợp bồn chứa LPG kiểm định định kỳ cần kiểm tra thêm theo nội dung các mục sau đây:
a) Kiểm tra các mối hàn, các khuyết tật xuất hiện sau chu kỳ vừa vận hành như: Ăn mòn, rỗ, nứt rạn bề mặt...
b) Kiểm tra tình trạng biến dạng, ăn mòn và mài mòn. Chú ý những khu vực có khả năng bị ăn mòn cao.
Trường hợp cần thiết, phải tiến hành đo chiều dày các bộ phận chịu áp lực để xác định độ bền và đánh giá khả năng làm việc của thiết bị.
Trường hợp bồn chứa LPG đã qua sử dụng lâu năm, khi có hiện tượng ăn mòn hoặc khuyết tật nghi ngờ cần thực hiện các phương pháp khảo sát cần thiết, đồng thời tính toán đánh giá thực trạng an toàn của bồn chứa LPG.
c) Kiểm tra, đối chiếu việc thực hiện các kiến nghị tại các biên bản đã kiểm tra lần trước với thực tế tại hiện trường.
d) Kiểm tra tình hình vệ sinh công nghiệp tại nền, sàn thao tác và cầu thang, hệ thống ánh sáng trong khu vực lắp đặt bồn chứa LPG.
Nền, sàn thao tác, cầu thang phải đảm bảo gọn gàng, chắc chắn, không làm cản trở việc đi lại và đảm bảo vệ sinh công nghiệp.
đ) Kiểm tra tình trạng khung, giá đỡ, tình trạng biến dạng và ăn mòn khung, giá đỡ.
e) Kiểm tra sự cố bồn chứa LPG, các sự cố đối với thiết bị phụ trong chu kỳ vừa vận hành.
g) Kiểm tra tình trạng hoạt động các thiết bị đo lường, bảo vệ, các cơ cấu an toàn và các ống dẫn xung.
h) Kiểm tra tình trạng các đường ống, mức độ cong vênh, biến dạng, nứt rạn, ăn mòn, rò rỉ, các mối hàn đấu nối v.v...
i) Kiểm tra mức độ ăn mòn của bulong đai ốc và mặt bích của mối nối bích trên bồn.
k) Kiểm tra độ lún, lệch của nền khu bồn và của móng, bệ đỡ bồn, ảnh hưởng đến thiết bị, đường ống liên kết với bồn chứa LPG.
Khi cần thiết phải dùng phương pháp kiểm tra phá hủy và không phá hủy để kiểm tra.
10.3.15. Trường hợp bồn chứa LPG sau cải tạo cần kiểm tra thêm việc cải tạo hoặc sửa chữa theo thiết kế cải tạo.
10.4. Thử thủy lực
10.4.1. Các trường hợp bắt buộc thử thủy lực
- Sau khi chế tạo xong bồn chứa LPG.
- Sau khi lắp đặt xong tại nơi sử dụng nếu bồn chứa LPG chưa được chế tạo hoàn chỉnh tại nơi chế tạo.
- Trong các đợt khám nghiệm kỹ thuật định kỳ bình thường 6 năm/1 lần.
- Sau khi cải tạo, đổi chủ sở hữu hoặc chuyển đến lắp đặt tại vị trí mới.
- Khi nắn lại các chỗ phồng, móp hoặc sửa chữa có sử dụng phương pháp hàn các bộ phận chủ yếu của bồn chứa LPG.
- Sau khi để bồn chứa LPG nghỉ không làm việc quá 12 tháng.
Thử thủy lực chỉ được tiến hành sau khi công tác chuẩn bị, kiểm tra, khám xét trong ngoài tại Mục 10.1, 10.2 và 10.3 của Quy trình này đạt yêu cầu.
Bồn chứa LPG được miễn thử thủy lực khi kiểm định lần đầu nếu thời gian thử xuất xưởng không quá 18 tháng, được bảo quản tốt, trong quá trình vận chuyển, lắp đặt không có biểu hiện bị va đập, biến dạng. Biên bản kiểm định phải ghi rõ lý do và đính kèm các biên bản thử xuất xưởng của cơ sở chế tạo, biên bản nghiệm thu lắp đặt (nếu có).
10.4.2. Khi tiến hành thử nghiệm áp suất cần kiểm tra và có biện pháp cách ly để đảm bảo các thiết bị bảo vệ tự động, đo lường không bị phá hủy ở áp suất thử (nếu cần). Trong trường hợp không đảm bảo được thì phải tháo các thiết bị này ra.
10.4.3. Trường hợp kiểm định định kỳ, nếu không có điều kiện thực hiện thử thủy lực, có thể xem xét các phương pháp kiểm tra không phá hủy (NDT) thay thế với điều kiện kiểm tra được chất lượng mối hàn, bề mặt kim loại, chiều dày bồn chứa LPG.
10.4.4. Môi chất thử
Môi chất thử là chất lỏng (nước, chất lỏng không ăn mòn, không cháy, độc hại), chất khí (khí trơ, không khí).
Nhiệt độ môi chất thử dưới 50oC và không thấp hơn nhiệt độ môi trường xung quanh quá 5oC.
10.4.5. Áp suất thử, thời gian duy trì áp suất thử được quy định tại Bảng 1 dưới đây.
Bảng 1. Áp suất thử, thời gian duy trì áp suất thử
|
Áp suất thử (bar) |
Môi chất thử |
Thời gian duy trì ( phút) |
|
1,5 Ptk hoặc 27 |
Nước |
5 |
Ptk – Áp suất thiết kế.
10.4.6. Trình tự thử
10.4.6.1. Nạp môi chất thử: Nạp đầy môi chất thử vào bồn (lưu ý việc xả khí khi thử bằng chất lỏng).
10.4.6.2. Tăng áp suất lên đến áp suất thử (lưu ý tăng từ từ để tránh hiện tượng dãn nở đột ngột làm hỏng bồn và nghiêm cấm việc gõ búa khi ở áp suất thử). Theo dõi, phát hiện các hiện tượng bất thường trong quá trình thử.
10.4.6.3. Áp lực thử phải được theo dõi bằng áp kế kiểm tra của tổ chức kiểm định. Áp kế kiểm tra phải có cấp chính xác cao hơn cấp chính xác của áp kế bồn chứa LPG.
10.4.6.4. Duy trì áp suất thử theo quy định.
Thời gian duy trì ở áp suất thử thủy lực là 5 phút. Trường hợp nhà chế tạo quy định thời gian thử thủy lực cao hơn, thực hiện theo quy định của nhà chế tạo.
10.4.6.5. Giảm áp suất từ từ về áp suất làm việc, giữ nguyên áp suất này trong suốt quá trình kiểm tra. Sau đó giảm áp suất về (0); khắc phục các tồn tại (nếu có) và kiểm tra lại kết quả đã khắc phục được.
10.4.6.6. Trường hợp không có điều kiện thử bằng chất lỏng do ứng suất trên bệ móng, trên sàn gác hoặc khó xả môi chất lỏng, do yêu cầu công nghệ cho phép thử bền bằng khí .
10.4.6.7. Việc thử nghiệm áp suất bằng chất khí chỉ cho phép khi có kết quả tốt về kiểm tra kỹ thuật bên ngoài, bên trong và phải tính toán kiểm tra bền trên cơ sở dữ liệu đo đạc trực tiếp trên bồn.
10.4.6.8. Khi thử nghiệm bằng khí, phải lên phương án cụ thể, có giải pháp đảm bảo an toàn trong quá trình thử nghiệm.
10.4.6.9. Kiểm tra độ kín bằng dung dịch xà phòng hoặc bằng các biện pháp khác. Nghiêm cấm gõ búa lên thành bồn trong khi thử bằng áp lực khí.
10.4.6.10. Đánh giá kết quả: Kết quả thử đạt yêu cầu khi
- Không có hiện tượng nứt.
- Không tìm ra bọt khí, bụi nước, rỉ nước qua các mối hàn, mối nối.
- Không phát hiện có biến dạng.
- Áp suất không giảm khi duy trì ở áp suất thử, nếu do xì hở ở các van, mặt bích... mà áp suất thử giảm không quá 3% trong thời gian duy trì thì cũng coi như việc thử bền đạt yêu cầu.
10.5. Thử kín
10.5.1. Áp suất, môi chất, thời gian duy trì được quy định tại Bảng 2.
Bảng 2. Áp suất, môi chất và thời gian duy trì thử kín.
|
Áp suất thử (bar) |
Môi chất thử |
Thời gian duy trì ( phút) |
|
7,5 |
Không khí hoặc khí trơ |
Duy trì trong quá trình kiểm tra nhưng không nhỏ hơn 30 phút |
10.5.2. Nạp môi chất thử vào bồn và nâng đến áp suất thử.
10.5.3. Phát hiện các rò rỉ bằng dung dịch xà phòng hoặc bằng các biện pháp khác.
Đánh giá kết quả: Thử kín đạt yêu cầu khi:
- Không phát hiện được sự rò rỉ khí.
- Áp suất không giảm trong thời gian duy trì áp suất thử.
10.6. Kiểm tra vận hành
10.6.1. Kiểm tra đầy đủ các điều kiện để có thể đưa bồn vào vận hành.
10.6.2. Kiểm tra tình trạng làm việc của bồn và các phụ kiện kèm theo; sự làm việc của các thiết bị đo lường, bảo vệ.
10.6.3. Van an toàn được hiệu chỉnh và niêm chì riêng không cùng quá trình thử vận hành.
10.6.4. Giá trị hiệu chỉnh van an toàn:
Áp suất đặt của van an toàn không quá 1,15 lần áp suất làm việc lớn nhất của bồn chứa. Áp suất đặt của van an toàn không quá 1,8 MPa với bồn chứa LPG, không quá 1,08 MPa với bồn chứa butan.
Đánh giá kết quả: Kết quả đạt yêu cầu khi bồn chứa LPG, các thiết bị phụ trợ và các thiết bị đo lường bảo vệ làm việc bình thường, các thông số làm việc ổn định.
10.7. Xử lý kết quả kiểm định
10.7.1. Lập biên bản kiểm định theo mẫu Phụ lục 2 của Quy trình này.
10.7.2. Thông qua biên bản kiểm định:
Thành phần tham gia thông qua biên bản kiểm định bắt buộc tối thiểu phải có các thành viên sau:
- Đại diện cơ sở hoặc người được cơ sở ủy quyền.
- Người tham gia và chứng kiến kiểm định.
- Kiểm định viên thực hiện việc kiểm định.
Khi biên bản được thông qua, kiểm định viên, người tham gia và chứng kiến kiểm định, đại diện cơ sở hoặc người được cơ sở ủy quyền cùng ký và đóng dấu (nếu có) vào biên bản. Biên bản kiểm định được lập thành 02 bản, mỗi bên có trách nhiệm lưu giữ 01 bản.
10.7.3. Ghi tóm tắt kết quả kiểm định vào lý lịch của thiết bị (ghi rõ họ tên kiểm định viên, ngày tháng năm kiểm định).
10.7.4. Dán tem kiểm định: Khi thiết bị đạt yêu cầu kỹ thuật an toàn, kiểm định viên dán tem kiểm định cho thiết bị. Tem kiểm định được dán ở vị trí dễ quan sát.
10.7.5. Cấp giấy Chứng nhận kết quả kiểm định
10.7.5.1. Khi thiết bị có kết quả kiểm định đạt yêu cầu kỹ thuật an toàn, tổ chức kiểm định cấp giấy chứng nhận kết quả kiểm định cho thiết bị trong thời hạn 05 ngày làm việc kể từ ngày thông qua biên bản kiểm định tại cơ sở.
10.7.5.2. Khi thiết bị có kết quả kiểm định không đạt các yêu cầu thì chỉ thực hiện các bước nêu tại Mục 10.7.1 và 10.7.2 của Quy trình này và chỉ cấp cho cơ sở biên bản kiểm định, trong đó phải ghi rõ lý do thiết bị không đạt yêu cầu kiểm định, thông báo cho cơ sở biết để có biện pháp khắc phục.
PHỤ LỤC 1
BẢN GHI CHÉP TẠI HIỆN TRƯỜNG
|
(Cơ quan quản lý cấp trên) (Tên tổ chức KĐ) |
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập - Tự do - Hạnh phúc |
![]()
![]()
……,ngày…..…tháng…..…năm 20…
BẢN GHI CHÉP TẠI HIỆN TRƯỜNG
KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
BỒN CHỨA KHÍ DẦU MỎ HÓA LỎNG (LPG)
(Ghi đầy đủ thông số kiểm tra, thử nghiệm theo đúng quy trình kiểm định)
I. Thông tin chung
Tên thiết bị:......................................................................................................
Tên tổ chức, cá nhân đề nghị:..........................................................................
Địa chỉ (trụ sở chính của cơ sở):......................................................................
Địa chỉ (Vị trí) lắp đặt:.......................................................................................
Nội dung buổi làm việc với cơ sở:
- Làm việc với ai: (thông tin) ............................................................................
- Người chứng kiến:.........................................................................................
II. Thông số kỹ thuật
Loại, mã hiệu:.................................. Áp suất thiết kế:................................. bar
Số chế tạo: ..................................... Áp suất làm việc:................................ bar
Năm chế tạo:................................... Dung tích: ............................................ lít
Nhà chế tạo:.................................... Môi chất làm việc:..................................
Công dụng của bồn:......................... Nhiệt độ làm việc:................................ oC
Ngày kiểm định lần trước:............ Do:..............................................................
III. Hình thức kiểm định:.................................................................................
IV. Kiểm tra hồ sơ
1. Kiểm định lần đầu
a) Hồ sơ xuất xưởng:
- Lý lịch của bình;
- Bản vẽ cấu tạo của bình;
- Hướng dẫn vận hành, bảo dưỡng;
- Các chứng chỉ kiểm tra chất lượng kim loại chế tạo, kim loại hàn, mối hàn.
b) Hồ sơ lắp đặt:
- Thiết kế lắp đặt;
- Biên bản nghiệm thu.
c) Các chứng chỉ kiểm tra về đo lường:
- Giấy chưng nhận kiểm định áp kế;
- Biên bản kiểm tra tiếp địa, chống sét;
- Biên bản kiểm tra thiết bị bảo vệ .
2. Kiểm định định kỳ và bất thường
a) Lý lịch, biên bản kiểm định và Giấy chứng nhận kết quả kiểm định lần trước.
b) Nhật ký vận hành.
c) Sổ theo dõi sửa chữa và bảo dưỡng; biên bản thanh tra, kiểm tra (nếu có).
d) Hồ sơ về sửa chữa; biên bản kiểm tra về chất lượng sửa chữa, thay đổi .
V. Kiểm tra kỹ thuật bên ngoài, bên trong
1. Vị trí lắp đặt (Khoảng cách với tường, giữa các thiết bị).
2. Ánh sáng vận hành.
3. Thông số kỹ thuật so với lý lịch.
- Mã hiệu
- Số chế tạo
- Nước chế tạo
- Tháng năm chế tạo
- Áp suất thiết kế
- Áp suất làm việc
- Nhiệt độ làm việc
- Dung tích
- Môi chất làm việc
4. Tình trạng han gỉ, rạn, nứt, phồng, dộp thành kim loại bình
5. Tình trạng sơn, bảo ôn
6. Tình trạng bên trong của bình
- Thiết bị sử dụng khi kiểm tra
- Tình trạng cặn bẩn
- Bề mặt kim loại, mối hàn
+ Móp méo
+ Phồng
+ Han gỉ
+ Rạn nứt
7. Tình trạng của thiết bị kiểm tra, an toàn, dụng cụ đo kiểm
- Van an toàn (Số lượng, loại, đường kính, áp suất thiết kế, áp suất đặt).
- Áp kế (Số lượng, thang đo, đơn vị đo, cấp chính xác, số tem, thời hạn hiệu chuẩn).
- Đo mức (Số lượng, loại).
VI. Thử bền, thử kín
- Môi chất thử
- Áp suất thử
- Thời gian thử
- Thiết bị cấp môi chất : Loại, số hiệu, thông số kỹ thuật
- Kết quả
+ Tình trạng rò rỉ
+ Tình trạng biến dạng
+ Độ tụt áp
VII. Thử vận hành
- Tình trạng làm việc của bình
- Tình trạng làm việc của van an toàn
- Tình trạng làm việc của thiết bị đo lường
- Tình trạng làm việc của thiết bị phụ trợ
NGƯỜI CHỨNG KIẾN(Ký, ghi rõ họ, tên) |
KIỂM ĐỊNH VIÊN(Ký, ghi rõ họ, tên) |
PHỤ LỤC 2
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
BỒN CHỨA KHÍ DẦU MỎ HÓA LỎNG (LPG)
|
(Cơ quan quản lý cấp trên) (Tên tổ chức KĐ) |
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập - Tự do - Hạnh phúc |
![]()
![]() .............., ngày … tháng … năm 20…
.............., ngày … tháng … năm 20…
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
BỒN CHỨA KHÍ DẦU MỎ HÓA LỎNG (LPG)
|
Số: |
……………………………. |
Chúng tôi gồm :
1. ........................................................... Số hiệu kiểm định viên :...................
2. ........................................................... Số hiệu kiểm định viên:....................
Thuộc: ............................................................................................................
Số đăng ký chứng nhận của tổ chức kiểm định:...............................................
Đã tiến hành kiểm định:....................................................................................
Đơn vị sử dụng:...............................................................................................
Địa chỉ (trụ sở chính):.......................................................................................
Địa chỉ (vị trí) lắp đặt:.......................................................................................
Quy trình kiểm định áp dụng:...........................................................................
Chứng kiến kiểm định và thông qua biên bản:
1. ........................................................... Chức vụ:..........................................
2. ........................................................... Chức vụ:..........................................
I. THÔNG SỐ CƠ BẢN CỦA BỒN
Loại, mã hiệu:............................... Áp suất thiết kế:..................................... bar
Số chế tạo:................................... Áp suất làm việc:.................................... bar
Năm chế tạo: .............................. Dung tích:................................................ lít
Nhà chế tạo:................................. Môi chất làm việc :......................................
Công dụng của bình:.................... Nhiệt độ làm việc:.................................... oC
Ngày kiểm định lần trước:............ Do:..............................................................
II. HÌNH THỨC KIỂM ĐỊNH
+ Lần đầu: + Định kỳ: KNKT KX + Bất thường:
Lý do kiểm định bất thường: ............................................................................
III. NỘI DUNG KIỂM ĐỊNH
1. Kiểm tra hồ sơ :
- Nhận xét :……………………………………………………………………....
- Đánh giá kết quả: Đạt Không đạt
2. Kiểm tra kỹ thuật bên ngoài, bên trong:
|
Hạng mục kiểm tra |
Đạt |
Không đạt |
|
Vị trí lắp đặt |
|
|
|
Sàn, cầu thang thao tác |
|
|
|
Chiếu sáng vận hành |
|
|
|
Tiếp địa chống sét, tiếp địa an toàn. |
|
|
|
Tình trạng bề mặt kim loại các bộ phận chịu áp lực |
|
|
|
Tình trạng mối hàn, các mối nối. |
|
|
|
Các van, thiết bị phụ trợ |
|
|
|
Van an toàn |
|
|
|
Áp kế |
|
|
|
Nhiệt kế |
|
|
|
Đo mức |
|
|
|
Các thiết bị an toàn, đo lường, tự động khác |
|
|
- Nhận xét :……………………………………………………………………...
- Đánh giá kết quả: Đạt Không đạt
3. Thử nghiệm
Nội dung |
Môi chất thử |
Áp suất thử(bar) |
Thời gian duy trì (phút) |
|
Thử bền |
|
|
|
Thử kín |
|
|
|
Thử vận hành |
|
|
|
- Nhận xét :……………………………………………………………………....
- Đánh giá kết quả: Đạt Không đạt
IV. KẾT LUẬN VÀ KIẾN NGHỊ
1. Thiết bị được kiểm định có kết quả: Đạt Không đạt
2. Đã được dán tem kiểm định số: ……………………Tại vị trí:………………………..…
3. Áp suất làm việc:………….. bar
4. Nhiệt độ làm việc:……….. 0C
5. Áp suất đặt của van an toàn: ………………bar
6. Các kiến nghị: ………………………………………………………………
Thời gian thực hiện kiến nghị: ………………………………………………
V. THỜI HẠN KIỂM ĐỊNH TIẾP THEO
- Khám xét bên ngoài, bên trong: ngày … tháng … năm …..
- Khám nghiệm kỹ thuật: ngày … tháng … năm …..
Lý do rút ngắn thời hạn: ..................................................................................
Biên bản đã được thông qua ngày ….. tháng…….. năm …………
Tại: .................................................................................................................
Biên bản được lập thành…..…bản , mỗi bên giữ …..… bản.
Chúng tôi, những kiểm định viên thực hiện kiểm định hoàn toàn chịu trách nhiệm về tính chính xác các nhận xét và đánh giá kết quả kiểm định ghi trong biên bản này./.
|
CHỦ CƠ SỞ |
NGƯỜI CHỨNG KIẾN |
KIỂM ĐỊNH VIÊN |
BỘ CÔNG THƯƠNG
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
HỆ THỐNG ĐƯỜNG ỐNG DẪN HƠI VÀ NƯỚC NÓNG
QTKĐ: 04-2017/BCT
HÀ NỘI - 2017
Lời nói đầu
Quy trình kiểm định kỹ thuật an toàn lao động đường ống dẫn hơi và nước nóng do Cục Kỹ thuật an toàn và Môi trường công nghiệp chủ trì biên soạn và được ban hành kèm Thông tư số 10/2017/TT-BCT ngày 26 tháng 7 năm 2017 của Bộ Công Thương ban hành Quy trình kiểm định kỹ thuật an toàn lao động máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
HỆ THỐNG ĐƯỜNG ỐNG DẪN HƠI VÀ NƯỚC NÓNG
1. Phạm vi áp dụng
Quy trình kiểm định kỹ thuật an toàn lao động hệ thống đường ống dẫn hơi và nước nóng bằng kim loại có áp suất làm việc bằng và lớn hơn 0,7 bar, nhiệt độ lớn hơn 115oC (sau đây gọi tắt là hệ thống đường ống) trong Danh mục các loại máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
Quy trình này không áp dụng cho:
- Đường ống trong nồi hơi.
- Đường ống lắp trên phương tiện vận tải.
- Đường ống dẫn hơi trong tua bin hơi.
- Hệ thống đường ống dẫn trong nhà máy điện nguyên tử và lò phản ứng hạt nhân.
- Các đường ống dẫn cấp 1 có đường kính ngoài nhỏ hơn 51mm và các đường ống dẫn cấp khác có đường kính ngoài nhỏ hơn 76mm (phân loại theo TCVN 6158:1996 - Đường ống dẫn hơi nước và nước nóng yêu cầu kỹ thuật).
Căn cứ vào quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng, các tổ chức kiểm định kỹ thuật an toàn lao động xây dựng quy trình chi tiết cho từng dạng, loại thiết bị cụ thể nhưng không được trái với quy định của quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng.
2. Đối tượng áp dụng
- Các doanh nghiệp, cơ quan, tổ chức, cá nhân sở hữu, quản lý, sử dụng hệ thống đường ống nêu tại Mục 1 của Quy trình này (sau đây gọi tắt là cơ sở) trong lĩnh vực: Công nghiệp cơ khí, luyện kim; sản xuất, truyền tải, phân phối điện, năng lượng mới, năng lượng tái tạo; khai thác, chế biến, vận chuyển, phân phối tồn chứa dầu khí và sản phẩm dầu khí; hóa chất nguy hiểm; vật liệu nổ công nghiệp; công nghiệp khai thác than.
- Các tổ chức hoạt động kiểm định kỹ thuật an toàn lao động (sau đây gọi là tổ chức kiểm định) và kiểm định viên được cấp chứng chỉ kiểm định viên theo quy định của Bộ Công Thương.
3. Quy chuẩn, tiêu chuẩn áp dụng
- QCVN 04:2014/BCT, Quy chuẩn kỹ thuật Quốc gia về an toàn đường ống dẫn hơi và nước nóng nhà máy điện.
- TCVN 6008:2010, Thiết bị áp lực - Mối hàn - Yêu cầu kỹ thuật và phương pháp thử.
- TCVN 6158:1996, Đường ống dẫn hơi và nước nóng - Yêu cầu kỹ thuật.
- TCVN 6159:1996, Đường ống dẫn hơi nước và nước nóng - Phương pháp thử.
Trường hợp các quy chuẩn kỹ thuật quốc gia và tiêu chuẩn quốc gia viện dẫn tại quy trình kiểm định này có bổ sung, sửa đổi hoặc thay thế thì áp dụng theo quy định tại văn bản mới nhất.
Việc kiểm định các chỉ tiêu về kỹ thuật an toàn có thể áp dụng theo tiêu chuẩn khác khi có đề nghị của cơ sở sử dụng, chế tạo với điều kiện tiêu chuẩn đó phải có các chỉ tiêu kỹ thuật về an toàn bằng hoặc cao hơn so với các chỉ tiêu quy định trong các quy chuẩn, tiêu chuẩn quốc gia được viện dẫn trong quy trình này.
4. Thuật ngữ, định nghĩa
Quy trình này sử dụng các thuật ngữ, định nghĩa trong các tài liệu viện dẫn nêu trên và một số thuật ngữ, định nghĩa trong quy trình này được hiểu như sau:
4.1. Hệ thống đường ống dẫn hơi và nước nóng
Là đường ống dẫn hơi và nước nóng, bao gồm đường ống, van, chi tiết đấu nối, thiết bị giảm ôn giảm áp và các phụ kiện đường ống dẫn có môi chất sử dụng là hơi nước hoặc nước nóng.
4.2. Kiểm định kỹ thuật an toàn lao động (gọi tắt là kiểm định)
Là hoạt động kỹ thuật theo một quy trình kiểm định nhằm đánh giá và xác nhận sự phù hợp của tình trạng kỹ thuật an toàn của đối tượng được kiểm định với các quy định trong các quy chuẩn kỹ thuật, tiêu chuẩn kỹ thuật tương ứng đối với đối tượng được kiểm định.
5. Hình thức kiểm định và thời hạn kiểm định
5.1. Kiểm định lần đầu: Sau khi lắp đặt, trước khi đưa vào sử dụng lần đầu.
5.2. Kiểm định định kỳ
- Khám xét bên trong và bên ngoài, thử thủy lực (khám nghiệm kỹ thuật): 6 năm/lần hoặc sau khi thay đổi vị trí lắp đặt.
- Khám xét bên trong và bên ngoài: 02 năm/lần.
- Trường hợp nhà chế tạo quy định hoặc cơ sở yêu cầu thời hạn kiểm định ngắn hơn thì thực hiện theo quy định của nhà chế tạo hoặc yêu cầu của cơ sở.
- Khi rút ngắn thời hạn kiểm định kỹ thuật an toàn, kiểm định viên phải nêu rõ lý do trong biên bản kiểm định.
- Khi thời hạn kiểm định được quy định trong quy chuẩn kỹ thuật quốc gia thì thực hiện theo quy định của quy chuẩn đó.
Trường hợp hệ thống đường ống dẫn hơi và nước nóng thuộc dây chuyền đang vận hành không thể tách rời kiểm định riêng thì thời hạn kiểm định định kỳ theo chu kỳ bảo dưỡng, sửa chữa của dây chuyền nhưng không quá thời hạn quy định của nhà sản xuất hoặc quy chuẩn kỹ thuật quốc gia tương ứng. Các tổ chức, cá nhân quản lý, sử dụng phải duy trì và chịu trách nhiệm về điều kiện làm việc an toàn cho máy, thiết bị.
5.3. Kiểm định bất thường
- Sau khi sửa chữa, nâng cấp, cải tạo có ảnh hưởng tới tình trạng kỹ thuật an toàn của hệ thống đường ống.
- Sau khi thay đổi vị trí lắp đặt.
- Đường ống dẫn dừng hoạt động từ 12 tháng trở lên.
- Khi có yêu cầu của cơ sở hoặc cơ quan có thẩm quyền.
- Khi thời hạn kiểm định được quy định trong các Quy chuẩn kỹ thuật Quốc gia đối với loại đường ống dẫn hơi nước, nước nóng cụ thể thì thực hiện theo quy định của quy chuẩn đó.
6. Tổ chức thực hiện
Việc thực hiện công tác kiểm định hệ thống đường dẫn hơi và nước nóng do các kiểm định viên đã được cấp chứng chỉ kiểm định viên thực hiện.
6.1. Đối với cơ sở sử dụng hệ thống đường ống
- Thực hiện kiểm định đúng thời hạn quy định.
- Cung cấp các hồ sơ, tài liệu kỹ thuật có liên quan đến hệ thống đường ống được kiểm định.
- Chuẩn bị đầy đủ các điều kiện để kiểm định, người phục vụ, công nhân vận hành, điện, vệ sinh, bảo dưỡng, sửa chữa thiết bị và các biện pháp an toàn cần thiết.
- Cử người đại diện trực tiếp chứng kiến, phối hợp khi tiến hành kiểm định.
6.2. Đối với tổ chức kiểm định
- Kiểm định theo đề nghị của cơ sở sử dụng. Trường hợp không thực hiện được thì phải trả lời bằng văn bản nêu rõ lý do với cơ sở.
- Tiến hành kiểm định phải tuân thủ các tiêu chuẩn, quy chuẩn kỹ thuật quốc gia về an toàn có liên quan.
- Tiến hành kiểm định phù hợp theo các bước quy định của quy trình này để đảm bảo có kết luận chính xác về tình trạng của hệ thống đường ống.
- Trong quá trình kiểm định, nếu phát hiện có nguy cơ dẫn đến sự cố thì phải kiến nghị cơ sở có biện pháp khắc phục. Sau khi cơ sở khắc phục xong thì tiếp tục tiến hành kiểm định.
- Khi có nghi ngờ, kiểm định viên có quyền yêu cầu cơ sở áp dụng các biện pháp kiểm tra, đánh giá bổ sung phục vụ việc đánh giá kết quả kiểm định.
- Lập biên bản kiểm định và cấp Giấy chứng nhận kết quả kiểm định theo quy định.
7. Thiết bị, dụng cụ phục vụ kiểm định
Các thiết bị, dụng cụ phục vụ kiểm định phải phù hợp với đối tượng kiểm định và phải được kiểm định, hiệu chuẩn theo quy định, bao gồm:
7.1. Thiết bị, dụng cụ phục vụ khám xét
- Thiết bị chiếu sáng có điện áp của nguồn không quá 12V.
- Búa kiểm tra có khối lượng từ 0,3kg đến 0,5kg.
- Kính lúp có độ phóng đại phù hợp.
- Dụng cụ đo đạc, cơ khí: Thước cặp, thước dây.
- Thiết bị kiểm tra bên trong: Thiết bị nội soi.
- Thiết bị siêu âm kiểm tra chiều dày, thiết bị kiểm tra khuyết tật bằng phương pháp không phá hủy cần thiết.
7.2. Thiết bị, dụng cụ phục vụ thử thủy lực
- Thiết bị tạo áp suất có đặc tính kỹ thuật (lưu lượng, áp suất) phù hợp với đối tượng thử.
- Phương tiện, thiết bị kiểm tra độ kín.
7.3. Thiết bị, dụng cụ đo lường
Áp kế có cấp chính xác và thang đo phù hợp với áp suất thử.
7.4. Thiết bị, dụng cụ đo, kiểm tra chuyên dùng khác (trường hợp cần thiết).
- Thiết bị kiểm tra chiều dày bằng siêu âm.
- Thiết bị kiểm tra chất lượng mối hàn bằng các phương pháp không phá hủy.
- Thiết bị kiểm tra bề mặt kim loại.
- Thiết bị kiểm tra được bên trong ống: Thiết bị nội soi.
8. Điều kiện kiểm định
Khi tiến hành kiểm định hệ thống đường ống phải đảm bảo các điều kiện sau đây:
8.1. Hệ thống đường ống phải ở trạng thái sẵn sàng đưa vào kiểm định.
8.2. Hồ sơ, tài liệu của hệ thống đường ống phải đầy đủ.
8.3. Các yếu tố môi trường, thời tiết không làm ảnh hưởng tới kết quả kiểm định.
8.4. Các điều kiện về an toàn, vệ sinh lao động, phòng cháy chữa cháy phải đáp ứng để kiểm định hệ thống đường ống.
9. Các bước kiểm định
Khi kiểm định hệ thống đường ống, tổ chức kiểm định phải thực hiện lần lượt theo các bước sau:
- Công tác chuẩn bị trước khi tiến hành kiểm định.
- Kiểm tra hồ sơ, lý lịch hệ thống đường ống.
- Kiểm tra kỹ thuật bên ngoài, bên trong.
- Thử thủy lực.
- Kiểm tra vận hành.
- Xử lý kết quả kiểm định.
Lưu ý: Các bước kiểm tra tiếp theo chỉ được tiến hành khi kết quả kiểm tra ở bước trước đó đạt yêu cầu. Tất cả các kết quả kiểm tra của từng bước phải được ghi chép đầy đủ vào bản ghi chép hiện trường theo mẫu quy định tại Phụ lục 1 và lưu lại đầy đủ tại tổ chức kiểm định.
10. Tiến hành kiểm định
10.1. Công tác chuẩn bị trước khi tiến hành kiểm định
10.1.1. Thống nhất kế hoạch kiểm định, công việc chuẩn bị và phối hợp giữa tổ chức kiểm định với cơ sở, bao gồm cả những nội dung sau:
- Chuẩn bị hồ sơ tài liệu kỹ thuật của hệ thống đường ống.
- Chuẩn bị điều kiện về nhân lực, vật tư phục vụ kiểm định; cử người tham gia và chứng kiến kiểm định.
10.1.2. Trang bị an toàn cho người kiểm tra
Người kiểm tra phải chuẩn bị các trang bị bảo hộ lao động cá nhân như quần áo, mũ, kính, khẩu trang, giày, dây an toàn v.v... khi tiến hành kiểm tra tại hiện trường.
10.1.3. Phương tiện, dụng cụ kiểm tra
Chuẩn bị các phương tiện, dụng cụ kiểm tra cụ thể đối với hệ thống đường ống được kiểm định theo Mục 7 của Quy trình này.
10.1.4. Xây dựng và thống nhất thực hiện các biện pháp đảm bảo an toàn với cơ sở trước khi kiểm định.
Việc kiểm định hệ thống đường ống chỉ được tiến hành sau khi cơ sở sử dụng chuẩn bị và thực hiện các biện pháp bảo đảm an toàn, bao gồm:
- Ngừng hệ thống đường ống.
- Chuẩn bị các điều kiện: Dàn giáo, ánh sáng, điện, nước, thông gió, cầu thang, lối đi lại, vệ sinh sạch sẽ tại các vị trí cần kiểm tra.
- Cách ly chắc chắn với các thiết bị và các hệ thống chung khác.
- Tháo môi chất, làm sạch trong và ngoài hệ thống đường ống.
10.2. Kiểm tra hồ sơ, lý lịch hệ thống đường ống
Căn cứ vào hình thức kiểm định để kiểm tra, xem xét hồ sơ, tài liệu kỹ thuật của hệ thống đường ống:
10.2.1. Trường hợp kiểm định lần đầu
10.2.1.1. Kiểm tra lý lịch của hệ thống đường ống, lưu ý xem xét các hồ sơ, tài liệu sau
- Đặc tính kỹ thuật; Sơ đồ tuyến ống.
- Tính toán bền các bộ phận chịu áp.
- Hướng dẫn vận hành, bảo dưỡng sửa chữa.
- Chứng chỉ vật liệu kim loại, vật liệu hàn.
- Kết quả kiểm tra chất lượng mối hàn.
- Quy định về hồ sơ kỹ thuật hệ thống đường ống dẫn hơi, nước nóng nhà máy điện tại Điều 11 QCVN 04:2014/BCT.
10.2.1.2. Kiểm tra thiết kế lắp đặt
- Thiết kế lắp đặt phải phù hợp với các yêu cầu tại quy chuẩn kỹ thuật quốc gia, tiêu chuẩn quốc gia về an toàn đường ống dẫn hơi và nước nóng và các quy chuẩn kỹ thuật quốc gia, tiêu chuẩn quốc gia về an toàn liên quan.
Thiết kế lắp đặt đường ống dẫn hơi nước, nước nóng nhà máy điện tuân thủ quy định tại Điều 7, 8, 9 và 10 QCVN 04:2014/BCT.
- Các dung sai cho phép khi lắp đặt.
10.2.1.3. Hồ sơ lắp đặt
- Cơ sở lắp đặt.
- Biên bản nghiệm thu từng bộ phận của hệ thống đường ống và biên bản nghiệm thu lắp đặt toàn bộ hệ thống.
- Kiểm tra hồ sơ hàn cho các mối hàn chịu áp lực trong lắp đặt:
+ Hồ sơ thợ hàn (chứng chỉ, ký hiệu, kết quả kiểm tra theo mẫu hàn);
+ Quy trình hàn;
+ Chứng chỉ vật liệu hàn;
+ Sơ đồ hàn (sơ đồ vị trí các mối hàn và bố trí thợ hàn);
+ Kết quả kiểm tra mối hàn bằng mắt, bằng phương pháp không phá hủy (siêu âm, chụp tia xuyên qua, thẩm thấu), các biên bản kiểm tra và phim chụp tia xuyên qua. Khối lượng mối hàn kiểm tra bằng siêu âm hoặc chiếu tia xuyên qua phải theo quy định tại Mục 6 TCVN 6159:1996 và Mục 5.4 TCVN 6008:2010 hoặc theo nhà chế tạo (nếu yêu cầu của nhà chế tạo cao hơn);
+ Chứng chỉ của người tiến hành các công việc kiểm tra không phá hủy các mối hàn;
+ Trường hợp yêu cầu nhiệt luyện mối hàn phải tuân thủ theo quy định tại Mục 4.12 TCVN 6008:2010.
- Hồ sơ vật liệu khi lắp đặt.
- Các bản vẽ: Bố trí thiết bị kiểm tra đo lường, tự động; hệ thống cung cấp nhiên liệu, phòng nổ; chiếu sáng, thông gió...
- Biên bản đo điện trở tiếp đất chống sét; điện trở tiếp đất các thiết bị điện; các báo cáo kết quả hiệu chuẩn thiết bị đo lường (nếu có).
- Các sửa đổi thực tế đã tiến hành khi lắp đặt, trường hợp sửa đổi có ảnh hưởng đến độ bền thì yêu cầu có tính toán kèm theo.
10.2.2. Trường hợp kiểm định định kỳ
10.2.2.1. Kiểm tra thời gian đã làm việc của hệ thống đường ống, Biên bản kiểm định mới nhất, Giấy chứng nhận kiểm định mới nhất.
10.2.2.2. Những nhận xét và kết luận về khả năng làm việc của hệ thống đường ống, các kiến nghị và việc thực hiện kiến nghị tại các biên bản kiểm tra lần trước.
10.2.2.3. Kiểm tra các kết quả kiểm định định kỳ các thiết bị đo lường, bảo vệ, an toàn, chống sét cũng như việc thay thế, sửa chữa các thiết bị này.
10.2.3. Trường hợp kiểm định bất thường
- Kiểm tra lý do dẫn đến kiểm định bất thường và các vấn đề liên quan.
- Xem xét các số liệu đo độ dày các bộ phận của hệ thống đường ống thực hiện lần trước (nếu có).
- Kiểm tra hồ sơ theo dõi, sửa chữa, thay thế các bộ phận, thiết bị của hệ thống đường ống.
- Kiểm tra lý lịch hệ thống đường ống, việc cập nhật bổ sung lý lịch hệ thống đường ống.
- Xem xét quy trình vận hành và xử lý sự cố, nhật ký vận hành.
- Việc ghi chép, theo dõi mức độ cáu cặn, ăn mòn, dãn nở của hệ thống đường ống.
- Trường hợp sửa chữa, cải tạo, nâng cấp:
+ Lý do tiến hành sửa chữa, cải tạo, nâng cấp;
+ Kiểm tra hồ sơ thiết kế sửa chữa, cải tạo, nâng cấp.
- Nội dung phương án cải tạo, sửa chữa. Các tính toán nhiệt, khí động, sức bền của hệ thống đường ống khi cải tạo, nâng cấp (nếu có).
+ Sự phù hợp của các thiết bị phụ, thiết bị đo kiểm và cơ cấu an toàn sau cải tạo với hệ thống đường ống;
+ Các chứng chỉ kiểm tra chất lượng và khám nghiệm xuất xưởng của các bộ phận thay thế. Các vật liệu thay thế, sửa chữa không kém hơn vật liệu chế tạo ban đầu;
+ Biên bản nghiệm thu sau sửa chữa, cải tạo, nâng cấp;
+ Hồ sơ hàn trong quá trình sửa chữa, cải tạo: Tương tự như kiểm tra hồ sơ hàn tại Mục 10.2.1.3 của Quy trình này.
- Trường hợp thay đổi vị trí lắp đặt:
+ Kiểm tra hồ sơ lắp đặt;
+ Nội dung kiểm tra định kỳ quy định tại Mục 10.2.2 của Quy trình này.
10.3. Kiểm tra kỹ thuật bên trong và bên ngoài:
10.3.1. Kiểm tra kỹ thuật bên ngoài:
10.3.1.1. Kiểm tra sự phù hợp giữa hồ sơ đã kiểm tra ở Mục 10.2 của Quy trình này với thực tế lắp đặt tại hiện trường:
- Bố trí mặt bằng, vị trí lắp đặt hệ thống đường ống và các thiết bị phụ trợ.
- Các số liệu chủ yếu trên biển tên hoặc dấu chìm của hệ thống đường ống và các thiết bị phụ.
- Số lượng và tình trạng của các thiết bị phụ.
10.3.1.2. Kiểm tra mặt bằng, vị trí lắp đặt
10.3.1.3. Kiểm tra tình trạng của nền móng hệ thống đường ống và các cơ cấu chịu lực như khung, giá đỡ, giá treo của hệ thống đường ống
Yêu cầu đối với bù dãn nở nhiệt hệ thống đường ống nhà máy điện tuân thủ các quy định tại khoản 6 Điều 7 QCVN 04:2014/BCT.
Yêu cầu đối với hệ thống giá đỡ, giá treo hệ thống đường ống nhà máy điện tuân thủ các quy định tại khoản 7 Điều 7 QCVN 04:2014/BCT.
Yêu cầu đối với hệ thống xả đọng và xả khí hệ thống đường ống nhà máy điện tuân thủ các quy định tại khoản 8 Điều 7 QCVN 04:2014/BCT.
10.3.1.4. Kiểm tra ánh sáng phục vụ vận hành hệ thống đường ống.
10.3.1.5. Kiểm tra việc lắp đặt các thiết bị phụ của hệ thống đường ống nhằm xác định trạng thái hoàn hảo của các thiết bị đó.
Kiểm tra các thiết bị đo lường, bảo vệ và các cơ cấu an toàn: Số lượng và chủng loại của các thiết bị đo lường, kiểm tra, các cơ cấu an toàn, các thiết bị tự động, các thiết bị bảo vệ đã lắp đầy đủ theo đúng thiết kế.
10.3.1.6. Kiểm tra tình trạng van, chi tiết đấu nối, thiết bị giảm ôn, giảm áp và các phụ kiện đường ống dẫn.
Số lượng và bố trí các van phải đáp ứng yêu cầu công nghệ, thuận tiện cho vận hành và an toàn trong sửa chữa, bảo dưỡng.
10.3.1.7. Kiểm tra sàn thao tác, cầu thang: Tình trạng ăn mòn, chắc chắn, bố trí, lắp đặt sàn thao tác, cầu thang.
10.3.1.8. Kiểm tra Hệ thống tiếp đất an toàn điện, chống sét (nếu có).
10.3.1.9. Kiểm tra tình trạng của các thiết bị phụ trợ khác kèm theo phục vụ quá trình làm việc của hệ thống đường ống.
10.3.1.10. Kiểm tra tình trạng kỹ thuật của lớp sơn, bảo ôn, cách nhiệt (nếu có).
10.3.1.11. Kiểm tra các chi tiết ghép nối.
10.3.1.12. Kiểm tra tình trạng mối hàn, bề mặt kim loại các bộ phận chịu áp lực của hệ thống đường ống.
Khi có nghi ngờ thì yêu cầu cơ sở áp dụng các biện pháp kiểm tra bổ sung phù hợp để đánh giá chính xác hơn (đo chiều dày,...).
10.3.1.13. Kiểm tra lắp đặt, đấu nối các đường ống: Nhằm xác định sự phù hợp về vị trí, các góc uốn, độ nghiêng, các thông số kỹ thuật của ống, bố trí các van so với thiết kế, tình trạng các ống cũng như mối hàn nối ống.
Lắp đặt, đấu nối hệ thống đường ống phải bảo đảm theo quy định tại Mục 5 TCVN 6158:1996.
Lắp đặt, đấu nối hệ thống đường ống nhà máy điện phải tuân thủ quy định tại khoản 3 Điều 7, Điều 8 và Điều 9 QCVN 04:2014/BCT.
10.3.2. Kiểm tra kỹ thuật bên trong:
10.3.2.1. Kiểm tra tình trạng bề mặt kim loại các bộ phận chịu áp lực.
10.3.2.2. Kiểm tra tình trạng cặn bẩn, han gỉ, ăn mòn thành kim loại bên trong của hệ thống đường ống.
10.3.2.3. Đối với những vị trí không thể tiến hành kiểm tra bên trong khi kiểm định thì việc kiểm tra tình trạng kỹ thuật phải được thực hiện theo tài liệu kỹ thuật của nhà chế tạo hoặc sử dụng phương pháp kiểm tra bổ sung (nội soi...).
10.3.2.4. Khi không có khả năng kiểm tra bên trong do đặc điểm kết cấu của hệ thống đường ống, cho phép thay thế việc kiểm tra bên trong bằng thử thủy lực với áp suất thử quy định và kiểm tra những bộ phận có thể được.
10.4. Thử thủy lực
10.4.1. Yêu cầu chung
- Thử thủy lực là yêu cầu bắt buộc khi kiểm định lần đầu và trường hợp kiểm định định kỳ đến thời hạn khám nghiệm kỹ thuật hệ thống đường ống.
Trường hợp kiểm định định kỳ hoặc bất thường mà điều kiện thực tế không thể thực hiện được việc thử thủy lực đơn vị kiểm định phải lập phương án kiểm tra và thống nhất với đơn vị sử dụng, đảm bảo kiểm tra được tình trạng vật liệu, bề mặt kim loại, chiều dày, mối hàn đường ống và khả năng chịu trọng lượng môi chất vận hành của giá đỡ, giá treo.
- Thử thủy lực được tiến hành sau khi đã hoàn thành việc lắp đặt đường ống dẫn trên các giá đỡ, giá treo. Trường hợp thiết kế đường ống dẫn hơi không tính đến khối lượng nước thử thủy lực phải xem xét lắp đặt các giá đỡ, giá treo phụ.
- Tiến hành thử thủy lực sau khi các kiểm tra khác đạt yêu cầu và trước khi bảo ôn đường ống.
- Nếu hệ thống đường ống có kết cấu nhiều phần làm việc ở cấp áp suất khác nhau có thể tách và thử riêng cho từng phần.
- Phải có biện pháp cách ly để đảm bảo các thiết bị bảo vệ tự động, đo lường không bị phá hủy ở áp suất thử. Trong trường hợp không đảm bảo được thì phải tháo các thiết bị này ra.
10.4.2. Môi chất thử
- Môi chất thử thủy lực bằng nước, nhiệt độ nhỏ hơn 50oC và không thấp hơn nhiệt độ môi trường xung quanh quá 5oC.
- Khi thử thủy lực các đường ống có áp suất làm việc bằng hoặc lớn hơn 10 MPa, nhiệt độ môi trường không được nhỏ hơn +10 oC.
10.4.3. Áp suất và thời gian thử
10.4.3.1. Áp suất thử:
Pthử = 1,5Plvmax (Plvmax: Áp suất làm việc lớn nhất cho phép).
Áp suất thử không được vượt quá áp suất thử cho phép tối đa của bất cứ bộ phận không cách ly nào như nồi hơi, bình áp lực, bơm, van.
10.4.3.2. Thời gian duy trì áp suất thử: Tối thiểu 10 phút.
10.4.3.3. Trình tự thử
- Nạp môi chất thử: Nạp đầy môi chất thử vào hệ thống đường ống (lưu ý việc xả khí khi thử bằng nước).
- Tăng áp suất lên đến áp suất thử (lưu ý tăng từ từ để tránh hiện tượng giãn nở đột ngột làm hỏng thiết bị và nghiêm cấm việc gõ búa khi ở áp suất thử). Theo dõi, phát hiện các hiện tượng bất thường trong quá trình thử.
- Duy trì áp suất thử theo quy định.
- Giảm áp suất từ từ về áp suất làm việc, giữ nguyên áp suất này trong suốt quá trình kiểm tra. Sau đó giảm áp suất về (0); khắc phục các tồn tại (nếu có) và kiểm tra lại kết quả đã khắc phục được.
- Kiểm tra độ kín bằng dung dịch xà phòng hoặc bằng các biện pháp khác.
10.4.3.4. Đánh giá kết quả:
Kết quả thử đạt yêu cầu khi:
- Áp suất không giảm quá 3% áp suất thử.
- Đường ống không có rò rỉ.
- Đường ống, giá đỡ, giá treo không bị biến dạng.
10.4.4.Trường hợp không có điều kiện thử thủy lực do ứng suất trên bệ móng, trên sàn gác hoặc khó xả nước, cho phép sử dụng không khí hay khí trơ để thử. Khi thử khí phải áp dụng biện pháp an toàn sau:
- Van và áp kế trên đường ống nạp khí phải đưa ra xa chỗ đặt đường ống hoặc để ngoài buồng đặt đường ống.
- Trong thời gian chịu áp lực thử khí, người không có trách nhiệm phải tránh ra một chỗ an toàn.
- Cấm gõ búa lên các bộ phận của hệ thống đường ống trong khi thử bằng áp lực khí.
10.5. Kiểm tra vận hành
10.5.1. Kiểm tra đầy đủ các điều kiện để có thể đưa hệ thống đường ống vào vận hành.
10.5.2. Kiểm tra tình trạng làm việc của hệ thống đường ống và các phụ kiện kèm theo, sự làm việc của các thiết bị đo lường, bảo vệ.
10.5.3. Van an toàn được hiệu chỉnh và niêm chì như sau:
Áp suất đặt của van an toàn đảm bảo phù hợp với điều kiện làm việc của hệ thống đường ống và không vượt quá 1,1 lần áp suất làm việc lớn nhất.
10.6. Xử lý kết quả kiểm định
10.6.1. Lập biên bản kiểm định theo mẫu Phụ lục 2 của Quy trình này.
10.6.2. Thông qua biên bản kiểm định:
Thành phần tham gia thông qua biên bản kiểm định bắt buộc tối thiểu phải có các thành viên sau:
- Đại diện cơ sở hoặc người được cơ sở ủy quyền;
- Người tham gia và chứng kiến kiểm định;
- Kiểm định viên thực hiện việc kiểm định.
Khi biên bản được thông qua, kiểm định viên, người tham gia và chứng kiến kiểm định, đại diện cơ sở hoặc người được cơ sở ủy quyền cùng ký và đóng dấu (nếu có) vào biên bản. Biên bản kiểm định được lập thành 02 bản, mỗi bên có trách nhiệm lưu giữ 01 bản.
10.6.3. Ghi tóm tắt kết quả kiểm định vào lý lịch của thiết bị (ghi rõ họ tên kiểm định viên, ngày tháng năm kiểm định).
10.6.4. Dán tem kiểm định: Khi thiết bị đạt yêu cầu kỹ thuật an toàn, kiểm định viên dán tem kiểm định cho thiết bị. Tem kiểm định được dán ở vị trí dễ quan sát.
10.6.5. Cấp giấy Chứng nhận kết quả kiểm định:
10.6.5.1. Khi thiết bị có kết quả kiểm định đạt yêu cầu kỹ thuật an toàn, tổ chức kiểm định cấp giấy chứng nhận kết quả kiểm định cho thiết bị trong thời hạn 05 ngày làm việc kể từ ngày thông qua biên bản kiểm định tại cơ sở.
10.6.5.2. Khi thiết bị có kết quả kiểm định không đạt các yêu cầu thì chỉ thực hiện các bước nêu tại Mục 10.6.1 và Mục 10.6.2 của Quy trình này và chỉ cấp cho cơ sở biên bản kiểm định, trong đó phải ghi rõ lý do thiết bị không đạt yêu cầu kiểm định, thông báo cho cơ sở biết để có biện pháp khắc phục.
PHỤ LỤC 1
BẢN GHI CHÉP TẠI HIỆN TRƯỜNG
|
(Cơ quan quản lý cấp trên) (Tên tổ chức KĐ) |
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập - Tự do - Hạnh phúc |
……,ngày…..…tháng…..…năm 20…
BẢN GHI CHÉP TẠI HIỆN TRƯỜNG
KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
HỆ THỐNG ĐƯỜNG ỐNG DẪN HƠI VÀ NƯỚC NÓNG
I. Thông tin chung
Tên hệ thống:...................................................................................................
Tên tổ chức, cá nhân đề nghị:..........................................................................
Địa chỉ (trụ sở chính của cơ sở):......................................................................
Địa chỉ (Vị trí) lắp đặt:.......................................................................................
Nội dung buổi làm việc với cơ sở:
- Làm việc với ai: (thông tin) ............................................................................
- Người chứng kiến:.........................................................................................
II. Thông số cơ bản của hệ thống
|
- Loại, mã hiệu: ……………………… |
- Áp suất thiết kế: ………..bar |
|
- Ký hiệu hệ thống đường ống: ………… |
- Áp suất làm việc: ………..bar |
|
- Nhiệt độ thiết kế: ………………….…oC |
Nhiệt độ làm việc:………… oC |
|
- Đơn vị lắp đặt : ………………………… |
- Đường kính trong: ……………… |
|
- Năm lắp đặt : …………………………… |
- Tổng chiều dài : ………………… |
III. Hình thức kiểm định:.................................................................................
IV. Kiểm tra hồ sơ
1. Kiểm định lần đầu
a) Hồ sơ lắp đặt:
- Thiết kế lắp đặt (nếu có).
- Biên bản nghiệm thu (nếu có).
- Các chứng chỉ kiểm tra chất lượng kim loại chế tạo, kim loại hàn, mối hàn.
b) Các chứng chỉ kiểm tra về đo lường:
- Giấy chứng nhận kiểm định thiết bị đo lường.
- Biên bản kiểm tra tiếp địa, chống sét (nếu có )
- Biên bản kiểm tra thiết bị bảo vệ (nếu có)
2. Kiểm định định kỳ
a) Lý lịch, biên bản kiểm định và Giấy chứng nhận kết quả kiểm định lần trước.
b) Nhật ký vận hành.
c) Sổ theo dõi sửa chữa và bảo dưỡng; biên bản thanh tra, kiểm tra (nếu có).
3. Kiểm định bất thường
a) Hồ sơ như kiểm định định kỳ.
b) Hồ sơ về sửa chữa; biên bản kiểm tra về chất lượng sửa chữa, thay đổi.
V. Kiểm tra kỹ thuật bên ngoài, bên trong
|
Nội dung |
Kết quả |
|
Vị trí lắp đặt, khoảng cách |
|
|
Chiếu sáng |
|
|
Sàn, cầu thang |
|
|
Hệ thống chống sét, tiếp địa |
|
|
Giá đỡ, giá treo |
|
|
Tình trạng bảo ôn |
|
|
Tình trạng bề mặt kim loại hệ thống đường ống |
|
|
Tình trạng bề mặt mối hàn, mối nối |
|
|
Van, phụ kiện đường ống |
|
|
Van an toàn |
|
|
Áp kế |
|
|
Thiết bị đo lường, bảo vệ, an toàn và tự động khác |
|
|
Nội dung khác |
|
(Các hạng mục kiểm tra bằng thiết bị đo thì phải có số liệu cụ thể)
VI. Thử nghiệm
1. Thử nghiệm: Miễn thử: Lý do:..............................................................
|
Nội dung |
Môi chất thử |
Áp suất thử (bar) |
Thời gian thử (phút) |
Kết quả |
|
Thử thủy lực |
|
|
|
|
|
Thử vận hành |
|
|
|
|
Thiết bị tạo áp: Áp kế mẫu: Tem KĐ:
2. Van an toàn
|
Van an toàn |
Áp suất mở (bar) |
Áp suất đóng (bar) |
|
|
|
|
NGƯỜI CHỨNG KIẾN(Ký, ghi rõ họ, tên) |
KIỂM ĐỊNH VIÊN(Ký, ghi rõ họ, tên) |
PHỤ LỤC 2
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
HỆ THỐNG ĐƯỜNG ỐNG DẪN HƠI VÀ NƯỚC NÓNG
|
(Cơ quan quản lý cấp trên ) (Tên tổ chức KĐ) |
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập - Tự do - Hạnh phúc |
.............., ngày … tháng … năm 20…
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
HỆ THỐNG ĐƯỜNG ỐNG DẪN HƠI VÀ NƯỚC NÓNG
|
Số: |
……………………………. |
Chúng tôi gồm:
1. ........................................................... Số hiệu kiểm định viên :...................
2. ........................................................... Số hiệu kiểm định viên:....................
Thuộc: ............................................................................................................
Số Giấy chứng nhận đủ điều kiện của tổ chức kiểm định:.................................
Đã tiến hành kiểm định:....................................................................................
Đơn vị sử dụng:...............................................................................................
Địa chỉ (trụ sở chính):.......................................................................................
Địa chỉ (vị trí) lắp đặt:.......................................................................................
Quy trình kiểm định áp dụng:...........................................................................
Chứng kiến kiểm định và thông qua biên bản:
1. ........................................................... Chức vụ:..........................................
2. ........................................................... Chức vụ:..........................................
I. THÔNG SỐ CƠ BẢN CỦA HỆ THỐNG
Mã hiệu, ký hiệu:.............................. Áp suất thiết kế:................................. bar
Đường kính ống: ............................. Áp suất làm việc:................................ bar
Nhiệt độ thiết kế:........................ oC. Nhiệt độ làm việc: ............................... oC
Tổng chiều dài:............................ m Môi chất làm việc: .................................
Nhà chế tạo (lắp đặt):....................... Năm chế tạo (lắp đặt):.............................
Công dụng:......................................................................................................
Ngày kiểm định lần trước:............ Do:..............................................................
II. HÌNH THỨC KIỂM ĐỊNH
+ Lần đầu: + Định kỳ: KNKT KX + Bất thường:
Lý do kiểm định bất thường:.............................................................................
III. NỘI DUNG KIỂM ĐỊNH
1. Kiểm tra hồ sơ :
- Nhận xét:.......................................................................................................
- Đánh giá kết quả: Đạt Không đạt
2. Kiểm tra kỹ thuật bên ngoài, bên trong :
|
Hạng mục kiểm tra |
Đạt |
Không đạt |
Ghi chú |
|
Vị trí lắp đặt, khoảng cách |
|
|
|
|
Chiếu sáng vận hành |
|
|
|
|
Sàn, cầu thang |
|
|
|
|
Hệ thống chống sét, tiếp địa |
|
|
|
|
Giá đỡ, giá treo |
|
|
|
|
Tình trạng bảo ôn |
|
|
|
|
Tình trạng kim loại ống |
|
|
|
|
Tình trạng mối hàn, mối nối |
|
|
|
|
Van, phụ kiện đường ống |
|
|
|
|
Van an toàn |
|
|
|
|
Áp kế |
|
|
|
|
Thiết bị đo lường, bảo vệ, an toàn và tự động khác |
|
|
|
- Nhận xét:.......................................................................................................
- Đánh giá kết quả: Đạt Không đạt
3. Thử nghiệm:
|
Nội dung |
Môi chất thử
|
Áp suất thử (bar) |
Thời gian duy trì (phút) |
|
Thử thủy lực |
|
|
|
|
Thử vận hành |
|
|
|
- Nhận xét:.......................................................................................................
- Đánh giá kết quả: Đạt Không đạt
IV. KẾT LUẬN VÀ KIẾN NGHỊ
1.Hệ thống đường ống được kiểm định có kết quả: Đạt Không đạt
2. Đã được dán tem kiểm định số : ………………………Tại vị trí: ……………
3. Áp suất làm việc : …………………bar Nhiệt độ làm việc: ………….oC.
4. Áp suất đặt của van an toàn:………………………………………….bar
5. Kiến nghị: ……………………………………………………................................
Thời hạn thực hiện kiến nghị: ……………………………………………………….
V. THỜI HẠN KIỂM ĐỊNH TIẾP THEO
- Khám xét bên ngoài, bên trong: ngày … tháng … năm …..
- Khám nghiệm kỹ thuật: ngày … tháng … năm …..
Lý do rút ngắn thời hạn: ..................................................................................
Biên bản đã được thông qua ngày ….. tháng…….. năm …………
Tại: .................................................................................................................
Biên bản được lập thành…..…bản , mỗi bên giữ …..… bản.
Chúng tôi, những kiểm định viên thực hiện kiểm định hoàn toàn chịu trách nhiệm về tính chính xác đối với kết quả kiểm định ghi trong biên bản này./.
|
CHỦ CƠ SỞ |
NGƯỜI CHỨNG KIẾN |
KIỂM ĐỊNH VIÊN |
BỘ CÔNG THƯƠNG
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
ĐƯỜNG ỐNG DẪN KHÍ ĐỐT CỐ ĐỊNH BẰNG KIM LOẠI
QTKĐ: 05-2017/BCT
HÀ NỘI - 2017
Lời nói đầu
Quy trình kiểm định kỹ thuật an toàn lao động đường ống dẫn khí đốt cố định bằng kim loại do Cục Kỹ thuật an toàn và Môi trường công nghiệp chủ trì biên soạn và được ban hành kèm theo Thông tư số 10/2017/TT-BCT ngày 26 tháng 7 năm 2017 của Bộ Công Thương ban hành Quy trình kiểm định kỹ thuật an toàn lao động máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
HỆ THỐNG ĐƯỜNG ỐNG DẪN KHÍ ĐỐT CỐ ĐỊNH BẰNG KIM LOẠI
1. Phạm vi áp dụng
Quy trình kiểm định kỹ thuật an toàn lao động hệ thống đường ống dẫn khí đốt cố định bằng kim loại (gọi là hệ thống đường ống) trong Danh mục các loại máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
Quy trình này không áp dụng cho:
- Đường ống dẫn khí đốt bằng vật liệu phi kim loại.
- Đường ống dẫn khí đốt thuộc các phương tiện vận chuyển khí đốt.
- Đường ống dẫn khí đốt thuộc các thiết bị công nghệ và hệ thống khí phụ trợ, nhiên liệu.
- Các đường ống phân phối khí đến các hộ tiêu thụ gia đình.
Căn cứ vào quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng, các tổ chức kiểm định kỹ thuật an toàn lao động xây dựng quy trình chi tiết cho từng dạng, loại thiết bị cụ thể nhưng không được trái với quy định của quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng.
2. Đối tượng áp dụng
- Các doanh nghiệp, cơ quan, tổ chức, cá nhân sở hữu, quản lý, sử dụng hệ thống đường ống dẫn khí đốt bằng kim loại nêu tại Mục 1 của Quy trình này (sau đây gọi tắt là cơ sở).
- Các tổ chức hoạt động kiểm định kỹ thuật an toàn lao động (sau đây gọi là tổ chức kiểm định) và kiểm định viên được cấp chứng chỉ kiểm định viên theo quy định của Bộ Công Thương.
3. Quy chuẩn, tiêu chuẩn áp dụng:
- QCVN 01:2016/BCT, Quy chuẩn kỹ thuật Quốc gia về an toàn đường ống dẫn khí đốt cố định bằng kim loại.
- TCVN 7441:2004, Hệ thống cung cấp khí dầu mỏ hóa lỏng (LPG) tại nơi tiêu thụ - Yêu cầu thiết kế, lắp đặt và vận hành.
- TCVN 6486:2008, Khí đốt hóa lỏng (LPG) - Tồn chứa dưới áp suất - Yêu cầu về thiết kế và vị trí lắp đặt.
- TCXDVN 377:2006, Hệ thống cấp khí đốt trung tâm trong nhà ở - Tiêu chuẩn thiết kế.
- TCXDVN 387:2006, Hệ thống cấp khí đốt trung tâm trong nhà ở - Tiêu chuẩn thi công và nghiệm thu.
- TCVN 6008:2010, Thiết bị áp lực - Mối hàn yêu cầu kỹ thuật và phương pháp kiểm tra.
- TCVN 9385:2012, Chống sét cho công trình xây dựng - Hướng dẫn thiết kế, kiểm tra và bảo trì hệ thống.
- TCVN 9358:2012, Lắp đặt hệ thống nối đất thiết bị cho các công trình công nghiệp - Yêu cầu chung.
- ASME 31.3:2012, Đường ống công nghệ (Process Piping).
- ASME 31.8:2012, Hệ thống đường ống vận chuyển và phân phối khí (Gas Transmission and Distribution Piping System).
Trường hợp các quy chuẩn kỹ thuật quốc gia và tiêu chuẩn quốc gia viện dẫn tại quy trình kiểm định này có bổ sung, sửa đổi hoặc thay thế thì áp dụng theo quy định tại văn bản mới nhất.
Việc kiểm định các chỉ tiêu về kỹ thuật an toàn có thể áp dụng theo tiêu chuẩn khác khi có đề nghị của cơ sở sử dụng, chế tạo với điều kiện tiêu chuẩn đó phải có các chỉ tiêu kỹ thuật về an toàn bằng hoặc cao hơn so với các chỉ tiêu quy định trong các quy chuẩn, tiêu chuẩn quốc gia được viện dẫn trong quy trình này.
4. Thuật ngữ, định nghĩa
Quy trình này sử dụng các thuật ngữ, định nghĩa trong các tài liệu viện dẫn nêu trên và một số thuật ngữ, định nghĩa trong quy trình này được hiểu như sau:
4.1. Khí đốt bao gồm khí thiên nhiên (NG, CNG), khí dầu mỏ hóa lỏng (LPG).
4.2. Đường ống dẫn khí đốt cố định bằng kim loại bao gồm đường ống vận chuyển, phân phối và đường ống công nghệ.
4.3. Đường ống vận chuyển, phân phối khí đốt (gọi tắt là đường ống dẫn khí): Là hệ thống bao gồm đường ống, van, chi tiết đấu nối và các phụ kiện đường ống dẫn để vận chuyển khí đốt ở trạng thái khí trên đất liền từ trạm tiếp bờ đến nhà máy xử lý, trạm phân phối và nơi sử dụng.
4.4. Đường ống công nghệ: Là hệ thống đường ống dẫn khí đốt trong trạm, nhà máy kết nối các thiết bị công nghệ và có áp suất lớn hơn 0,1 MPa.
4.5. Kiểm định kỹ thuật an toàn lao động (gọi tắt là kiểm định): Là hoạt động kỹ thuật theo một quy trình kiểm định nhằm đánh giá và xác nhận sự phù hợp của tình trạng kỹ thuật an toàn của đối tượng được kiểm định với các quy chuẩn kỹ thuật, tiêu chuẩn kỹ thuật tương ứng đối với đối tượng được kiểm định.
5. Hình thức kiểm định và thời hạn kiểm đinh
5.1. Kiểm định lần đầu: Sau khi lắp đặt, trước khi đưa vào sử dụng lần đầu.
5.2. Kiểm định định kỳ
- Khám xét bên trong và bên ngoài: 03 năm/lần.
- Khám xét bên trong và bên ngoài, thử thủy lực (khám nghiệm kỹ thuật): 06 năm/lần.
- Trường hợp nhà chế tạo quy định hoặc cơ sở yêu cầu thời hạn kiểm định kỹ thuật an toàn ngắn hơn thì thực hiện theo quy định của nhà chế tạo hoặc yêu cầu của cơ sở.
- Khi rút ngắn thời hạn kiểm định kỹ thuật an toàn, kiểm định viên phải nêu rõ lý do trong biên bản kiểm định.
- Khi thời hạn kiểm định được quy định trong quy chuẩn kỹ thuật quốc gia thì thực hiện theo quy định của quy chuẩn đó.
Trường hợp hệ thống đường ống dẫn khí đốt cố định bằng kim loại thuộc dây chuyền đang vận hành không thể tách rời kiểm định riêng thì thời hạn kiểm định định kỳ theo chu kỳ bảo dưỡng, sửa chữa của dây chuyền nhưng không quá thời hạn quy định của nhà sản xuất hoặc quy chuẩn kỹ thuật quốc gia tương ứng. Các tổ chức, cá nhân quản lý, sử dụng phải duy trì và chịu trách nhiệm về điều kiện làm việc an toàn cho máy, thiết bị.
5.3. Kiểm định bất thường
- Sau khi sửa chữa, nâng cấp, cải tạo có ảnh hưởng tới tình trạng kỹ thuật an toàn của hệ thống đường ống.
- Sau khi thay đổi vị trí lắp đặt.
- Đường ống dẫn dừng hoạt động từ 12 tháng trở lên.
- Khi có yêu cầu của cơ sở hoặc cơ quan có thẩm quyền.
Khi thời hạn kiểm định kỹ thuật an toàn được quy định trong các quy chuẩn kỹ thuật quốc gia đối với loại đường ống dẫn khí đốt cố định bằng kim loại cụ thể thì thực hiện theo quy định của quy chuẩn đó.
6. Tổ chức thực hiện
Việc thực hiện công tác kiểm định đường ống dẫn khí đốt cố định bằng kim loại do các kiểm định viên đã được cấp chứng chỉ kiểm định viên thực hiện.
6.1. Đối với cơ sở sử dụng hệ thống đường ống
- Xây dựng kế hoạch kiểm định hàng năm.
- Thực hiện kiểm định đúng thời hạn quy định.
- Cung cấp các hồ sơ, tài liệu kỹ thuật có liên quan đến hệ thống đường ống được kiểm định.
- Chuẩn bị đầy đủ các điều kiện để kiểm định, người phục vụ, công nhân vận hành, điện, vệ sinh, bảo dưỡng, sửa chữa thiết bị và các biện pháp an toàn cần thiết.
- Cử người đại diện trực tiếp chứng kiến, phối hợp khi tiến hành kiểm định
6.2. Đối với tổ chức kiểm định
- Kiểm định theo đề nghị của cơ sở sử dụng. Trường hợp không thực hiện được thì phải trả lời bằng văn bản nêu rõ lý do với cơ sở.
- Tiến hành kiểm định phải tuân thủ các tiêu chuẩn, quy chuẩn kỹ thuật quốc gia về an toàn có liên quan.
- Tiến hành kiểm định phù hợp theo các bước quy định của quy trình này để đảm bảo có kết luận chính xác về tình trạng của hệ thống đường ống.
- Trong quá trình kiểm định, nếu phát hiện có nguy cơ dẫn đến sự cố thì phải kiến nghị cơ sở có biện pháp khắc phục. Sau khi cơ sở khắc phục xong thì tiếp tục tiến hành kiểm định.
- Khi có nghi ngờ, kiểm định viên có quyền yêu cầu cơ sở áp dụng các biện pháp kiểm tra, đánh giá bổ sung phục vụ việc đánh giá kết quả kiểm định.
- Lập biên bản kiểm định và cấp Giấy chứng nhận kết quả kiểm định theo quy định.
7. Thiết bị, dụng cụ phục vụ kiểm định
Các thiết bị, dụng cụ phục vụ kiểm định phải phù hợp với đối tượng kiểm định và phải được kiểm định, hiệu chuẩn theo quy định, bao gồm:
7.1. Thiết bị, dụng cụ phục vụ khám xét
- Thiết bị chiếu sáng có điện áp của nguồn không quá 12V và an toàn phòng nổ.
- Búa kiểm tra có khối lượng từ 0,3kg đến 0,5kg.
- Kính lúp có độ phóng đại phù hợp.
- Dụng cụ đo đạc, cơ khí: Thước cặp, thước dây.
- Thiết bị kiểm tra được bên trong: Thiết bị nội soi, v.v...
7.2. Thiết bị, dụng cụ phục vụ thử bền, thử kín
- Thiết bị tạo áp suất có đặc tính kỹ thuật (lưu lượng, áp suất) phù hợp với đối tượng thử.
- Phương tiện, thiết bị kiểm tra độ kín.
7.3. Thiết bị, dụng cụ đo lường:
Áp kế có cấp chính xác và thang đo phù hợp với áp suất thử.
7.4. Thiết bị, dụng cụ đo, kiểm tra chuyên dùng khác (nếu cần)
- Thiết bị kiểm tra siêu âm chiều dày.
- Thiết bị kiểm tra chất lượng mối hàn.
- Thiết bị kiểm tra thẩm thấu chất lỏng.
- Máy thử độ cứng di động.
- Thiết bị xác định thành phần vật liệu không phá hủy.
8. Điều kiện kiểm định
Khi tiến hành kiểm định hệ thống đường ống phải đảm bảo các điều kiện sau đây:
8.1. Hệ thống đường ống phải ở trạng thái sẵn sàng đưa vào kiểm định.
8.2. Hồ sơ, tài liệu của hệ thống đường ống phải đầy đủ.
8.3. Các yếu tố môi trường, thời tiết không làm ảnh hưởng tới kết quả kiểm định.
8.4. Các điều kiện về an toàn, vệ sinh lao động, phòng cháy chữa cháy phải đáp ứng để kiểm định hệ thống đường ống.
9. Các bước kiểm định
Khi kiểm định hệ thống đường ống, tổ chức kiểm định phải thực hiện lần lượt theo các bước sau:
- Công tác chuẩn bị trước khi tiến hành kiểm định.
- Kiểm tra hồ sơ, lý lịch hệ thống đường ống.
- Kiểm tra kỹ thuật bên ngoài, bên trong.
- Thử nghiệm.
- Kiểm tra vận hành.
- Xử lý kết quả kiểm định.
Lưu ý: Các bước kiểm tra tiếp theo chỉ được tiến hành khi kết quả kiểm tra ở bước trước đó đạt yêu cầu. Tất cả các kết quả kiểm tra của từng bước phải được ghi chép đầy đủ vào bản ghi chép hiện trường theo mẫu quy định tại Phụ lục 1 và lưu lại đầy đủ tại tổ chức kiểm định.
10. Tiến hành kiểm định
10.1. Công tác chuẩn bị trước khi tiến hành kiểm định
10.1.1. Thống nhất kế hoạch kiểm định, công việc chuẩn bị và phối hợp giữa tổ chức kiểm định với cơ sở, bao gồm cả những nội dung sau:
- Chuẩn bị hồ sơ tài liệu kỹ thuật của hệ thống đường ống.
- Chuẩn bị điều kiện về nhân lực, vật tư phục vụ kiểm định; cử người tham gia và chứng kiến kiểm định.
10.1.2. Trang bị an toàn cho người kiểm tra
Người kiểm tra phải chuẩn bị các trang bị bảo hộ lao động cá nhân như quần áo, mũ, kính, khẩu trang, giày, dây an toàn v.v... khi tiến hành kiểm tra tại hiện trường.
10.1.3. Phương tiện, dụng cụ kiểm tra
Chuẩn bị các phương tiện, dụng cụ kiểm tra cụ thể đối với hệ thống đường ống được kiểm định theo Mục 7 của Quy trình này.
10.1.4. Xây dựng và thống nhất thực hiện các biện pháp đảm bảo an toàn với cơ sở trước khi kiểm định.
Việc kiểm định hệ thống đường ống chỉ được tiến hành sau khi cơ sở sử dụng chuẩn bị và thực hiện các biện pháp bảo đảm an toàn, bao gồm:
- Ngừng hệ thống đường ống.
- Chuẩn bị các điều kiện: Giàn giáo, ánh sáng, điện, nước, thông gió, cầu thang, lối đi lại, vệ sinh sạch sẽ tại các vị trí cần kiểm tra.
- Cách ly chắc chắn với các thiết bị và các hệ thống chung khác.
- Tháo môi chất, làm sạch trong và ngoài hệ thống đường ống.
10.2. Kiểm tra hồ sơ, lý lịch hệ thống đường ống
Căn cứ vào hình thức kiểm định để kiểm tra, xem xét hồ sơ, tài liệu kỹ thuật của hệ thống đường ống:
10.2.1. Trường hợp kiểm định lần đầu
10.2.1.1. Kiểm tra lý lịch của hệ thống đường ống, lưu ý xem xét các hồ sơ, tài liệu sau:
- Đặc tính kỹ thuật; Sơ đồ tuyến ống.
- Tính toán bền các bộ phận chịu áp.
- Hướng dẫn vận hành, bảo dưỡng sửa chữa.
- Chứng chỉ vật liệu kim loại, vật liệu hàn.
- Kết quả kiểm tra chất lượng mối hàn.
Quy định về hồ sơ thiết kế hệ thống đường ống dẫn khí đốt cố định bằng kim loại tuân thủ các quy định tại Mục 2.4.11 QCVN 01:2016/BCT.
Quy định về hồ sơ chế tạo ống và bộ phận ống tuân thủ các quy định tại Mục 2.5.3 QCVN 01:2016/BCT.
Yêu cầu về kiểm tra, thử nghiệm trong chế tạo ống tuân thủ các quy định tại Mục 2.5.2 QCVN 01:2016/BCT.
10.2.1.2. Kiểm tra thiết kế lắp đặt
- Thiết kế lắp đặt phải phù hợp với các yêu cầu tại quy chuẩn kỹ thuật quốc gia, tiêu chuẩn quốc gia về an toàn đường ống dẫn khí đốt cố định bằng kim loại và các quy chuẩn kỹ thuật quốc gia, tiêu chuẩn quốc gia về an toàn liên quan.
Quy định về thiết kế đường ống dẫn khí đốt cố định bằng kim loại tuân thủ các quy định tại Mục 2.4 QCVN 01:2016/BCT.
Quy định về lắp đặt đường ống dẫn khí đốt cố định bằng kim loại tuân thủ các quy định tại Mục 2.6 QCVN 01:2016/BCT.
Khoảng cách an toàn giữa hai đường ống dẫn khí trên hình chiếu bằng được quy định tại Mục 1 Phụ lục 4 QCVN 01:2016/BCT.
Khoảng cách an toàn giữa đường ống dẫn khí và các đối tượng tiếp giáp đường ống dẫn khí được quy định tại Mục 2 Phụ lục 4 QCVN 01:2016/BCT.
Trường hợp có quy định khác nhau về khoảng cách an toàn giữa các văn bản quy phạm pháp luật thì giá trị khoảng cách an toàn được lấy tại văn bản có hiệu lực pháp lý cao hơn.
- Các dung sai cho phép khi lắp đặt.
10.2.1.3. Hồ sơ lắp đặt
- Cơ sở lắp đặt.
- Biên bản nghiệm thu từng bộ phận của hệ thống đường ống và biên bản nghiệm thu lắp đặt toàn bộ hệ thống.
- Kiểm tra hồ sơ hàn cho các mối hàn chịu áp lực trong lắp đặt:
+ Hồ sơ thợ hàn (chứng chỉ, ký hiệu, kết quả kiểm tra theo mẫu hàn);
+ Quy trình hàn;
+ Chứng chỉ vật liệu hàn;
+ Sơ đồ hàn (sơ đồ vị trí các mối hàn và bố trí thợ hàn);
+ Kết quả kiểm tra mối hàn bằng mắt, bằng phương pháp không phá hủy (siêu âm, chụp tia xuyên qua, thẩm thấu), các biên bản kiểm tra và phim chụp tia xuyên qua;
+ Chứng chỉ của người tiến hành các công việc kiểm tra không phá hủy các mối hàn.
Yêu cầu về hàn, gia nhiệt trước khi hàn, khử ứng suất đường ống dẫn khí đốt cố định bằng kim loại tuân thủ các quy định tại Mục 2.6.4 QCVN 01:2016/BCT, TCVN 6008:2010.
- Hồ sơ vật liệu khi lắp đặt.
- Các bản vẽ: Bố trí thiết bị kiểm tra đo lường, tự động; hệ thống cung cấp nhiên liệu, phòng nổ; chiếu sáng, thông gió...
- Biên bản đo điện trở tiếp đất chống sét; điện trở tiếp đất các thiết bị điện; các báo cáo kết quả hiệu chuẩn thiết bị đo lường (nếu có).
- Các sửa đổi thực tế đã tiến hành khi lắp đặt, trường hợp sửa đổi có ảnh hưởng đến độ bền thì yêu cầu có tính toán kèm theo.
10.2.2. Khi kiểm định kỹ thuật an toàn định kỳ
10.2.2.1. Kiểm tra thời gian đã làm việc của hệ thống đường ống, Biên bản kiểm định mới nhất, Giấy chứng nhận kiểm định mới nhất.
10.2.2.2. Những nhận xét và kết luận về khả năng làm việc của hệ thống đường ống, các kiến nghị và việc thực hiện kiến nghị tại các biên bản kiểm tra lần trước.
10.2.2.3. Kiểm tra các kết quả kiểm định định kỳ các thiết bị đo lường, bảo vệ, an toàn, chống sét cũng như việc thay thế, sửa chữa các thiết bị này.
10.2.3. Trường hợp kiểm định bất thường
- Kiểm tra lý do dẫn đến kiểm định bất thường và các vấn đề liên quan.
- Xem xét các số liệu đo độ dày các bộ phận của hệ thống đường ống thực hiện lần trước (nếu có).
- Kiểm tra hồ sơ theo dõi, sửa chữa, thay thế các bộ phận, thiết bị của hệ thống đường ống.
- Kiểm tra lý lịch hệ thống đường ống, việc cập nhật bổ sung lý lịch hệ thống đường ống.
- Xem xét quy trình vận hành và xử lý sự cố, nhật ký vận hành.
- Việc ghi chép, theo dõi mức độ cáu cặn, ăn mòn, dãn nở của hệ thống đường ống.
- Trường hợp sửa chữa, cải tạo, nâng cấp:
+ Lý do tiến hành sửa chữa, cải tạo, nâng cấp;
+ Kiểm tra hồ sơ thiết kế sửa chữa, cải tạo, nâng cấp.
- Nội dung phương án cải tạo, sửa chữa. Các tính toán nhiệt, khí động, sức bền của hệ thống đường ống khi cải tạo, nâng cấp (nếu có):
+ Sự phù hợp của các thiết bị phụ, thiết bị đo kiểm và cơ cấu an toàn sau cải tạo với hệ thống đường ống;p
+ Các chứng chỉ kiểm tra chất lượng và khám nghiệm xuất xưởng của các bộ phận thay thế. Các vật liệu thay thế, sửa chữa không kém hơn vật liệu chế tạo ban đầu;
+ Biên bản nghiệm thu sau sửa chữa, cải tạo, nâng cấp;
+ Hồ sơ hàn trong quá trình sửa chữa, cải tạo: Tương tự như kiểm tra hồ sơ hàn tại Mục 10.2.1.3 của Quy trình này.
- Trường hợp thay đổi vị trí lắp đặt:
+ Kiểm tra hồ sơ lắp đặt;
+ Nội dung kiểm tra định kỳ quy định tại Mục 10.2.2 của Quy trình này.
10.3. Kiểm tra kỹ thuật bên ngoài và bên trong
10.3.1. Kiểm tra kỹ thuật bên ngoài
10.3.1.1. Kiểm tra sự phù hợp giữa hồ sơ đã kiểm tra ở Mục 10.2 của Quy trình này với thực tế lắp đặt tại hiện trường:
- Bố trí mặt bằng, vị trí lắp đặt hệ thống đường ống và các thiết bị phụ trợ.
- Các số liệu chủ yếu trên biển tên hoặc dấu chìm của hệ thống đường ống và các thiết bị phụ.
- Số lượng và tình trạng của các thiết bị phụ.
10.3.1.2. Kiểm tra mặt bằng, vị trí lắp đặt
10.3.1.3. Kiểm tra tình trạng của nền móng hệ thống đường ống và các cơ cấu chịu lực như khung, giá đỡ, giá treo của hệ thống đường ống.
Yêu cầu đối với hệ thống giá đỡ, giá treo hệ thống đường ống dẫn khí đốt cố định bằng kim loại tuân thủ các quy định tại Mục 2.4.7 QCVN 01:2016/BCT.
Yêu cầu đối với hệ thống xả đọng và xả khí hệ thống đường ống dẫn khí đốt cố định bằng kim loại tuân thủ các quy định tại Mục 2.4.8 QCVN 01:2016/BCT.
10.3.1.4. Kiểm tra ánh sáng phục vụ vận hành hệ thống đường ống.
10.3.1.5. Kiểm tra việc lắp đặt các thiết bị phụ của hệ thống đường ống nhằm xác định trạng thái hoàn hảo của các thiết bị đó.
Kiểm tra các thiết bị đo lường, bảo vệ và các cơ cấu an toàn: Số lượng và chủng loại của các thiết bị đo lường, kiểm tra, các cơ cấu an toàn, các thiết bị tự động, các thiết bị bảo vệ đã lắp đầy đủ theo đúng thiết kế.
10.3.1.6. Kiểm tra tình trạng van, chi tiết đấu nối, thiết bị giảm áp và các phụ kiện đường ống dẫn...
Số lượng và bố trí các van phải đáp ứng yêu cầu công nghệ, thuận tiện cho vận hành và an toàn trong sửa chữa, bảo dưỡng.
10.3.1.7. Kiểm tra sàn thao tác, cầu thang: Tình trạng ăn mòn, chắc chắn, bố trí, lắp đặt sàn thao tác, cầu thang.
10.3.1.8. Kiểm tra Hệ thống tiếp đất an toàn điện, chống sét (nếu có).
10.3.1.9. Kiểm tra tình trạng của các thiết bị phụ trợ khác kèm theo phục vụ quá trình làm việc của hệ thống đường ống.
10.3.1.10. Kiểm tra tình trạng kỹ thuật của lớp sơn, bảo ôn, cách nhiệt (nếu có).
10.3.1.11. Kiểm tra các chi tiết ghép nối.
10.3.1.12. Kiểm tra tình trạng mối hàn, bề mặt kim loại các bộ phận chịu áp lực của hệ thống đường ống.
Khi có nghi ngờ thì yêu cầu cơ sở áp dụng các biện pháp kiểm tra bổ sung phù hợp để đánh giá chính xác hơn (đo chiều dày,...).
10.3.1.13. Kiểm tra lắp đặt, đấu nối các đường ống: Nhằm xác định sự phù hợp về vị trí, các góc uốn, độ nghiêng, các thông số kỹ thuật của ống, bố trí các van so với thiết kế, tình trạng các ống cũng như mối hàn nối ống.
Lắp đặt, đấu nối hệ thống đường ống phải bảo đảm theo quy định tại Mục 2.4.3 QCVN 01:2016/BCT.
Bù dãn nở nhiệt hệ thống đường ống phải bảo đảm theo quy định tại Mục 2.4.5 QCVN 01:2016/BCT.
Yêu cầu đối với van phải tuân thủ quy định tại Mục 2.4.6 QCVN 01:2016/BCT.
10.3.2. Kiểm tra kỹ thuật bên trong:
Khi có thể và điều kiện thực tế cho phép, kiểm tra bên trong phải được thực hiện:
10.3.2.1. Kiểm tra tình trạng bề mặt kim loại các bộ phận chịu áp lực.
10.3.2.2. Kiểm tra tình trạng cặn bẩn, han gỉ, ăn mòn thành kim loại bên trong của hệ thống đường ống.
10.3.3.3. Trường hợp không thể tiến hành kiểm tra bên trong thì phải tiến hành các giải pháp kiểm tra để ngăn ngừa sự cố hư hỏng đường ống do ăn mòn quá mức bên trong.
10.4. Kiểm tra kỹ thuật, thử nghiệm
10.4.1. Tất cả các hệ thống đường ống dẫn khí phải được thử nghiệm sau lắp đặt đáp ứng các yêu cầu tại quy chuẩn này trừ các cụm đã được thử nghiệm khi chế tạo và mối hàn hoàn thiện cuối cùng của hệ thống không có điều kiện thử nghiệm thực tế.
10.4.2. Nếu hệ thống có kết cấu nhiều phần làm việc ở cấp áp suất khác nhau có thể tách và thử riêng cho từng phần.
10.4.3. Khi kiểm tra, phải có biện pháp cách ly, đảm bảo các thiết bị bảo vệ tự động, đo kiểm không bị phá hỏng ở áp suất thử. Trong trường hợp không đảm bảo được thì phải tháo ra.
Khi thử áp, môi chất thử là nước. Tuy nhiên trong trường hợp nhất định không thể sử dụng môi chất thử là nước có thể thử bằng không khí hoặc khí trơ.
10.4.4. Thử nghiệm đối với đường ống dẫn khí
a) Thử áp đối với hệ thống đường ống vận hành ở ứng suất tiếp tuyến bằng hoặc lớn hơn 30% giới hạn chảy tối thiểu của đường ống: Mục 1 Phụ lục 3 QCVN 01:2016/BCT.
b) Thử nghiệm đối với hệ thống đường ống vận hành ở ứng suất tiếp tuyến nhỏ hơn 30% giới hạn chảy tối thiểu của đường ống và lớn hơn 0,69 MPa tại Mục 2 Phụ lục 3 QCVN 01:2016/BCT.
c) Thử kín đối với đường ống vận hành ở 0,69 MPa hoặc lớn hơn: Theo quy định tại Mục 3 Phụ lục 3 QCVN 01:2016/BCT.
d) Thử kín đối với đường ống vận hành nhỏ hơn 0,69 MPa: Tuân thủ quy định Mục 4 Phụ lục 3 QCVN 01:2016/BCT.
10.4.5. Quy định về thử nghiệm đối với đường ống công nghệ
Hệ thống đường ống công nghệ thử áp theo yêu cầu tại Mục 6 Phụ lục 3, thử kín theo yêu cầu tại Mục 7 Phụ lục 3 QCVN 01:2016/BCT.
10.5. Kiểm tra vận hành
10.5.1. Kiểm tra đầy đủ các điều kiện để có thể đưa hệ thống vào vận hành.
10.5.2. Kiểm tra tình trạng làm việc của hệ thống và các phụ kiện kèm theo; sự làm việc của các thiết bị đo lường, bảo vệ.
10.5.3. Van an toàn được hiệu chỉnh và niêm chì như sau:
- Áp suất đặt của van an toàn không quá 1,1 lần áp suất làm việc lớn nhất cho phép.
- Đối với đường ống dẫn LPG lỏng, áp suất đặt van an toàn trong khoảng từ 1,8 MPa đến 2,4 MPa.
10.6. Xử lý kết quả kiểm định
10.6.1. Lập biên bản kiểm định theo mẫu Phụ lục 2 của Quy trình này.
10.6.2. Thông qua biên bản kiểm định:
Thành phần tham gia thông qua biên bản kiểm định bắt buộc tối thiểu phải có các thành viên sau:
- Đại diện cơ sở hoặc người được cơ sở ủy quyền;
- Người tham gia và chứng kiến kiểm định;
- Kiểm định viên thực hiện việc kiểm định.
Khi biên bản được thông qua, kiểm định viên, người tham gia và chứng kiến kiểm định, đại diện cơ sở hoặc người được cơ sở ủy quyền cùng ký và đóng dấu (nếu có) vào biên bản. Biên bản kiểm định được lập thành 02 bản, mỗi bên có trách nhiệm lưu giữ 01 bản.
10.6.3. Ghi tóm tắt kết quả kiểm định vào lý lịch của thiết bị (ghi rõ họ tên kiểm định viên, ngày tháng năm kiểm định).
10.6.4. Dán tem kiểm định: Khi thiết bị đạt yêu cầu kỹ thuật an toàn, kiểm định viên dán tem kiểm định cho thiết bị. Tem kiểm định được dán ở vị trí dễ quan sát.
10.6.5. Cấp giấy Chứng nhận kết quả kiểm định:
10.6.5.1. Khi thiết bị có kết quả kiểm định đạt yêu cầu kỹ thuật an toàn, tổ chức kiểm định cấp giấy chứng nhận kết quả kiểm định cho thiết bị trong thời hạn 05 ngày làm việc kể từ ngày thông qua biên bản kiểm định tại cơ sở.
10.6.5.2. Khi thiết bị có kết quả kiểm định không đạt các yêu cầu thì chỉ thực hiện các bước nêu tại Mục 10.6.1 và 10.6.2 của Quy trình này và chỉ cấp cho cơ sở biên bản kiểm định, trong đó phải ghi rõ lý do thiết bị không đạt yêu cầu kiểm định, thông báo cho cơ sở biết để có biện pháp khắc phục.
PHỤ LỤC 1
BẢN GHI CHÉP TẠI HIỆN TRƯỜNG
KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG HỆ THỐNG ĐƯỜNG ỐNG DẪN KHÍ ĐỐT CỐ ĐỊNH BẰNG KIM LOẠI
|
(Cơ quan quản lý cấp trên) (Tên tổ chức KĐ) |
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập - Tự do - Hạnh phúc |
![]()
![]()
……,ngày…..…tháng…..…năm 20…
BẢN GHI CHÉP TẠI HIỆN TRƯỜNG
(Ghi đầy đủ thông số kiểm tra, thử nghiệm theo đúng quy trình kiểm định)
I. Thông tin chung
Tên thiết bị:......................................................................................................
Tên tổ chức, cá nhân đề nghị:..........................................................................
Địa chỉ (trụ sở chính của cơ sở):......................................................................
Địa chỉ (Vị trí) lắp đặt:.......................................................................................
Nội dung buổi làm việc với cơ sở:
- Làm việc với ai: (thông tin) ............................................................................
- Người chứng kiến:.........................................................................................
II. Thông số kỹ thuật
Mã hiệu, Ký hiệu:............................. Áp suất thiết kế:.................................. bar
Đường kính trong:............................ Áp suất làm việc:................................ bar
Môi chất làm việc:............................ Tổng chiều dài:.......................................
Đơn vị lắp đặt:............................................................ Năm lắp đặt:.................
III. Hình thức kiểm định:.................................................................................
IV. Kiểm tra hồ sơ
1. Kiểm định lần đầu:
a) Hồ sơ lắp đặt:
- Thiết kế lắp đặt (nếu có).
- Biên bản nghiệm thu (nếu có).
- Các chứng chỉ kiểm tra chất lượng kim loại chế tạo, kim loại hàn, mối hàn.
b) Các chứng chỉ kiểm tra về đo lường:
- Giấy chứng nhận kiểm định thiết bị đo lường.
- Biên bản kiểm tra tiếp đất, chống sét (nếu có).
- Biên bản kiểm tra thiết bị bảo vệ (nếu có).
2. Kiểm định định kỳ:
a) Lý lịch, biên bản kiểm định và Giấy chứng nhận kết quả kiểm định lần trước.
b) Nhật ký vận hành.
c) Sổ theo dõi sửa chữa và bảo dưỡng; biên bản thanh tra, kiểm tra (nếu có).
3. Kiểm định bất thường:
a) Hồ sơ như kiểm định định kỳ.
b) Hồ sơ về sửa chữa; biên bản kiểm tra về chất lượng sửa chữa, thay đổi.
V. Kiểm tra kỹ thuật bên ngoài, bên trong
Vị trí lắp đặt, khoảng cách:
Chiếu sáng vận hành:
Sàn, cầu thang:
Hệ thống chống sét, tiếp đất:
Giá đỡ, dây treo:
Tình trạng kim loại ống:
Tình trạng mối hàn, mối nối
Van, phụ tùng đường ống, Van an toàn:
Áp kế:
Thiết bị đo lường, bảo vệ, an toàn và tự động khác:
VI. Thử bền, thử kín
1. Môi chất thử:
2. Áp suất thử:
3. Thời gian thử:
4. Áp kế: Thang đo, đơn vị đo, cấp chính xác, số tem kiểm định.
5. Thiết bị cấp môi chất: Loại, số hiệu.
6. Kết quả:
+ Tình trạng rò rỉ.
+ Độ tụt áp.
VII. Thử vận hành
1. Tình trạng hệ thống:
2. Tình trạng làm việc của thiết bị an toàn:
3. Tình trạng làm việc của thiết bị đo kiểm:
NGƯỜI CHỨNG KIẾN(Ký, ghi rõ họ và tên) |
KIỂM ĐỊNH VIÊN(Ký, ghi rõ họ và tên) |
PHỤ LỤC 2
MẪU BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN
HỆ THỐNG ĐƯỜNG ỐNG DẪN KHÍ ĐỐT CỐ ĐỊNH BẰNG KIM LOẠI
|
(Cơ quan quản lý cấp trên) (Tên tổ chức KĐ) |
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập - Tự do - Hạnh phúc |
![]()
![]()
……,ngày…..…tháng…..…năm 20…
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
HỆ THỐNG ĐƯỜNG ỐNG DẪN KHÍ ĐỐT CỐ ĐỊNH BẰNG KIM LOẠI
|
Số: |
……………………………. |
Chúng tôi gồm:
1. ........................................................... Số hiệu kiểm định viên :...................
2. ........................................................... Số hiệu kiểm định viên:....................
Thuộc: ............................................................................................................
Số Giấy chứng nhận đủ điều kiện của tổ chức kiểm định:.................................
Đã tiến hành kiểm định:....................................................................................
Đơn vị sử dụng:...............................................................................................
Địa chỉ (trụ sở chính):.......................................................................................
Địa chỉ (vị trí) lắp đặt:.......................................................................................
Quy trình kiểm định áp dụng:...........................................................................
Chứng kiến kiểm định và thông qua biên bản:
1. ........................................................... Chức vụ:..........................................
2. ........................................................... Chức vụ:..........................................
I. THÔNG SỐ CƠ BẢN CỦA HỆ THỐNG
Mã hiệu, Ký hiệu:............................. Áp suất thiết kế:.................................. bar
Đường kính ống:.............................. mm Áp suất làm việc:....................... bar
Tổng chiều dài:................................ m Môi chất làm việc:.............................
Nhà chế tạo (lắp đặt):....................... Năm chế tạo:..........................................
Công dụng:......................................................................................................
Ngày kiểm định gần nhất ................ Do:..........................................................
II. HÌNH THỨC KIỂM ĐỊNH
+ Lần đầu: + Định kỳ: KNKT KX + Bất thường:
Lý do kiểm định bất thường: ............................................................................
III. NỘI DUNG KIỂM ĐỊNH
1. Kiểm tra hồ sơ:
- Nhận xét:.......................................................................................................
- Đánh giá kết quả: Đạt: Không đạt:
2. Kiểm tra kỹ thuật bên ngoài, bên trong:
|
Hạng mục kiểm tra |
Đạt |
Không đạt |
|
Vị trí lắp đặt, khoảng cách |
|
|
|
Chiếu sáng vận hành |
|
|
|
Sàn, cầu thang |
|
|
|
Hệ thống chống sét, tiếp đất |
|
|
|
Giá đỡ, dây treo |
|
|
|
Tình trạng kim loại ống |
|
|
|
Tình trạng mối hàn, mối nối |
|
|
|
Van, phụ tùng đường ống |
|
|
|
Van an toàn |
|
|
|
Áp kế |
|
|
|
Thiết bị đo lường, bảo vệ, an toàn và tự động khác |
|
|
- Nhận xét:.......................................................................................................
- Đánh giá kết quả: Đạt: Không đạt:
3. Thử nghiệm:
|
Nội dung |
Môi chất thử |
Áp suất thử (bar) |
Thời gian duy trì (phút) |
|
Thử bền |
|
|
|
|
Thử kín |
|
|
|
|
Thử vận hành |
|
|
|
- Nhận xét:.......................................................................................................
- Đánh giá kết quả: Đạt: Không đạt:
IV. KẾT LUẬN VÀ KIẾN NGHỊ
1. Hệ thống được kiểm định có kết quả: Đạt c Không đạt c
2. Đã được dán tem kiểm định số:.......................... Tại vị trí: ...........................
3. Áp suất làm việc:................................................. bar
4. Áp suất đặt của van an toàn:............................... bar
5. Các kiến nghị:..............................................................................................
Thời hạn thực hiện kiến nghị:...........................................................................
V. THỜI HẠN KIỂM ĐỊNH TIẾP THEO
- Khám xét bên ngoài, bên trong: ngày … tháng … năm …..
- Khám nghiệm kỹ thuật: ngày … tháng … năm …..
Lý do rút ngắn thời hạn: ..................................................................................
Biên bản đã được thông qua ngày ….. tháng…….. năm …………
Tại: .................................................................................................................
Biên bản được lập thành…..…bản , mỗi bên giữ …..… bản.
Chúng tôi, những kiểm định viên thực hiện kiểm định hoàn toàn chịu trách nhiệm về tính chính xác đối với kết quả kiểm định ghi trong biên bản này./.
|
CHỦ CƠ SỞ |
NGƯỜI CHỨNG KIẾN |
KIỂM ĐỊNH VIÊN |
BỘ CÔNG THƯƠNG
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
HỆ THỐNG NẠP KHÍ DẦU MỎ HÓA LỎNG (LPG)
QTKĐ: 06-2017/BCT
HÀ NỘI - 2017
Lời nói đầu
Quy trình kiểm định kỹ thuật an toàn lao động hệ thống nạp khí dầu mỏ hóa lỏng (LPG) do Cục Kỹ thuật an toàn và Môi trường công nghiệp chủ trì biên soạn và được ban hành kèm theo Thông tư số 10/2017/TT-BCT ngày 26 tháng 7 năm 2017 của Bộ Công Thương ban hành Quy trình kiểm định máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
HỆ THỐNG NẠP KHÍ DẦU MỎ HÓA LỎNG (LPG)
1. Phạm vi áp dụng
Quy trình kiểm định kỹ thuật an toàn lao động hệ thống nạp khí dầu mỏ hoá lỏng (LPG) trong Danh mục các loại máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
Căn cứ vào quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng, các tổ chức kiểm định kỹ thuật an toàn lao động xây dựng quy trình chi tiết cho từng dạng, loại thiết bị cụ thể nhưng không được trái với quy định của quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng.
2. Đối tượng áp dụng
- Các doanh nghiệp, cơ quan, tổ chức, cá nhân sở hữu, quản lý, sử dụng hệ thống nạp khí dầu mỏ hoá lỏng nêu tại Mục 1 của Quy trình này (sau đây gọi tắt là cơ sở);
- Các tổ chức hoạt động kiểm định kỹ thuật an toàn lao động (sau đây gọi là tổ chức kiểm định) và kiểm định viên được cấp chứng chỉ kiểm định viên theo quy định của Bộ Công Thương.
3. Quy chuẩn, tiêu chuẩn áp dụng
- QCVN:01-2008/BLĐTBXH, Quy chuẩn kỹ thuật Quốc gia về an toàn lao động nồi hơi và bình chịu áp lực.
- QCVN 08:2012/BKHCN, Quy chuẩn kỹ thuật Quốc gia về khí dầu mỏ hóa lỏng (LPG).
- QCVN 10:2012/BCT, Quy chuẩn kỹ thuật Quốc gia về an toàn trạm cấp khí dầu mỏ hóa lỏng.
- QCVN 04:2013/BCT, Quy chuẩn kỹ thuật Quốc gia về an toàn chai chứa khí dầu mỏ hóa lỏng bằng thép.
- QCVN 01:2016/BCT - Quy chuẩn kỹ thuật Quốc gia về an toàn đường ống dẫn khí đốt cố định bằng kim loại.
- TCVN 8366:2010, Bình chịu áp lực - Yêu cầu về thiết kế và chế tạo.
- TCVN 6155:1996, Bình chịu áp lực - Yêu cầu kỹ thuật an toàn lắp đặt, sử dụng và sửa chữa.
- TCVN 6156:1996, Bình chịu áp lực - Yêu cầu kỹ thuật an toàn lắp đặt, sử dụng và sửa chữa - Phương pháp thử.
- TCVN 6008:2010, Thiết bị áp lực - Mối hàn - Yêu cầu kỹ thuật và phương pháp thử.
- TCVN 2622:1995, Phòng cháy chữa cháy cho nhà và công trình - Yêu cầu thiết kế.
- TCVN 5334:2007, Thiết bị điện kho dầu mỏ và sản phẩm dầu mỏ - Yêu cầu an toàn trong thiết kế, lắp đặt và sử dụng.
- TCVN 6484:1999, Khí đốt hóa lỏng (LPG) - Xe bồn vận chuyển - Yêu cầu an toàn về thiết kế, chế tạo và sử dụng.
- TCVN 6485:1999 Khí đốt hóa lỏng (LPG) - Nạp khí vào chai có dung tích nước đến 150 lít - Yêu cầu an toàn.
- TCVN 6486:2008, Khí dầu mỏ hóa lỏng (LPG) - Tồn chứa dưới áp suất - Yêu cầu về thiết kế và vị trí lắp đặt.
- TCVN 7441:2004, Hệ thống cung cấp khí dầu mỏ hoá lỏng (LPG) tại nơi tiêu thụ - Yêu cầu thiết kế, lắp đặt và vận hành.
- TCVN 7762:2007, Chai chứa khí - Chai thép hàn nạp lại được dùng cho khí dầu mỏ hóa lỏng (LPG) - Quy trình kiểm tra trước, trong và sau khi nạp.
- TCVN 7763:2007, Chai chứa khí - Chai thép hàn nạp lại và vận chuyển được dùng cho khí dầu mỏ hóa lỏng (LPG) - Thiết kế và kết cấu.
- TCVN 7832:2007, Chai chứa khí - Chai thép hàn nạp lại được dùng cho khí dầu mỏ hóa lỏng (LPG) - Kiểm tra định kỳ và thử nghiệm.
- TCVN 9385:2012, Chống sét cho công trình xây dựng - Hướng dẫn thiết kế, kiểm tra và bảo trì hệ thống.
- TCVN 9358:2012, Lắp đặt hệ thống nối đất thiết bị cho các công trình công nghiệp - Yêu cầu chung.
Trong trường hợp các quy chuẩn kỹ thuật quốc gia và tiêu chuẩn quốc gia viện dẫn tại quy trình kiểm định này có bổ sung, sửa đổi hoặc thay thế thì áp dụng theo quy định tại văn bản mới nhất.
Việc kiểm định các chỉ tiêu về kỹ thuật an toàn có thể áp dụng theo tiêu chuẩn khác khi có đề nghị của cơ sở sử dụng, chế tạo với điều kiện tiêu chuẩn đó phải có các chỉ tiêu kỹ thuật về an toàn bằng hoặc cao hơn so với các chỉ tiêu quy định trong các tiêu chuẩn quốc gia được viện dẫn trong quy trình này.
4. Thuật ngữ, định nghĩa
Quy trình này sử dụng các thuật ngữ, định nghĩa trong các tài liệu viện dẫn nêu trên và một số thuật ngữ, định nghĩa trong quy trình này được hiểu như sau:
4.1. Khí dầu mỏ hóa lỏng (LPG)
Là sản phẩm hydrocacbon có nguồn gốc dầu mỏ với thành phần chính là Propan (C3H8) hoặc Butan (C4H10) hoặc hỗn hợp của hai loại này, tại nhiệt độ, áp suất bình thường các hydrocacbon này ở thể khí và khi được nén đến một áp suất nhất định hoặc làm lạnh đến nhiệt độ phù hợp thì chúng chuyển sang thể lỏng.
4.2. Hệ thống nạp khí dầu mỏ hóa lỏng (LPG)
Là hệ thống sử dụng các phương tiện, thiết bị chuyên dùng để tiến hành nạp khí dầu mỏ hóa lỏng (LPG) vào chai, bình, bồn, xe bồn.
4.3. Kiểm định kỹ thuật an toàn lao động (gọi tắt là kiểm định)
Là hoạt động kỹ thuật theo một quy trình kiểm định nhằm đánh giá và xác nhận sự phù hợp của tình trạng kỹ thuật an toàn của đối tượng được kiểm định với các quy chuẩn kỹ thuật, tiêu chuẩn kỹ thuật tương ứng đối với đối tượng được kiểm định.
5. Hình thức kiểm định và thời hạn kiểm định
5.1. Kiểm định lần đầu: Sau khi lắp đặt, trước khi đưa vào sử dụng lần đầu.
5.2. Kiểm định định kỳ, bao gồm:
- Khám nghiệm kỹ thuật an toàn hệ thống nạp sau khi thay đổi vị trí lắp đặt, đến thời hạn khám nghiệm kỹ thuật định kỳ 6 năm/lần.
- Khám xét bên trong và bên ngoài được tiến hành trong trường hợp hệ thống nạp đến hạn khám xét bên ngoài và bên trong 3 năm/lần giữa các kỳ khám nghiệm kỹ thuật.
- Trường hợp nhà chế tạo quy định hoặc cơ sở yêu cầu thời hạn kiểm định kỹ thuật an toàn ngắn hơn thì thực hiện theo quy định của nhà chế tạo hoặc yêu cầu của cơ sở.
- Khi rút ngắn thời hạn kiểm định kỹ thuật an toàn, kiểm định viên phải nêu rõ lý do trong biên bản kiểm định.
5.3. Kiểm định bất thường
Khi thời hạn kiểm định kỹ thuật an toàn được quy định trong các quy chuẩn kỹ thuật quốc gia đối với hệ thống nạp khí dầu mỏ hóa lỏng cụ thể thì thực hiện theo quy định của quy chuẩn đó.
6. Tổ chức thực hiện:
Việc thực hiện công tác kiểm định do các kiểm định viên đã được cấp chứng chỉ kiểm định viên thực hiện.
6.1. Đối với cơ sở sử dụng hệ thống nạp
- Thực hiện kiểm định đúng thời hạn quy định.
- Cung cấp các hồ sơ, tài liệu kỹ thuật có liên quan đến hệ thống nạp khí dầu mỏ hóa lỏng được kiểm định.
- Chuẩn bị đầy đủ các điều kiện để kiểm định, người phục vụ, công nhân vận hành, điện, vệ sinh, bảo dưỡng, sửa chữa thiết bị và các biện pháp an toàn cần thiết.
- Cử người đại diện chứng kiến, phối hợp khi tiến hành kiểm định.
6.2. Đối với tổ chức kiểm định
- Kiểm định theo đề nghị của cơ sở sử dụng. Trường hợp không thực hiện được thì phải trả lời bằng văn bản nêu rõ lý do với cơ sở.
- Tiến hành kiểm định phải tuân thủ các tiêu chuẩn, quy chuẩn kỹ thuật quốc gia về an toàn có liên quan.
- Tiến hành kiểm định phù hợp theo các bước quy định của quy trình này để đảm bảo có kết luận chính xác về tình trạng của hệ thống nạp khí dầu mỏ hóa lỏng.
- Khi thấy cần thiết phải sử dụng các thiết bị kiểm tra ngoài các thiết bị kiểm định thông thường hoặc phải mời cơ quan chuyên môn khác để làm rõ, cần phải thoả thuận với cơ sở về các phát sinh để tiến hành.
- Trong quá trình kiểm định, nếu phát hiện có nguy cơ dẫn đến sự cố thì phải kiến nghị cơ sở có biện pháp khắc phục. Sau khi cơ sở khắc phục xong thì tiếp tục tiến hành kiểm định.
- Lập biên bản kiểm định và cấp Giấy chứng nhận kết quả kiểm định theo quy định.
7. Thiết bị phục vụ kiểm định
Các thiết bị, dụng cụ phục vụ kiểm định phải phù hợp với đối tượng kiểm định và phải được kiểm định, hiệu chuẩn theo quy định, bao gồm:
7.1. Thiết bị, dụng cụ phục vụ khám xét
- Thiết bị chiếu sáng phải là loại an toàn phòng nổ và có điện áp của nguồn không quá 12V.
- Búa kiểm tra có khối lượng từ 0,3kg đến 0,5kg.
- Kính lúp có độ phóng đại phù hợp.
- Dụng cụ đo đạc, cơ khí: Thước cặp, thước dây.
- Thiết bị kiểm tra được bên trong: Thiết bị nội soi.
7.2. Thiết bị, dụng cụ phục vụ thử bền, thử kín
- Thiết bị tạo áp suất có đặc tính kỹ thuật (lưu lượng, áp suất) phù hợp với đối tượng thử.
- Phương tiện, thiết bị kiểm tra độ kín.
7.3. Thiết bị, dụng cụ đo lường
Áp kế có cấp chính xác và thang đo phù hợp với áp suất thử.
7.4. Thiết bị, dụng cụ đo, kiểm tra chuyên dùng khác (nếu cần)
- Thiết bị kiểm tra siêu âm chiều dày.
- Thiết bị kiểm tra chất lượng mối hàn.
- Thiết bị kiểm tra chất lượng bề mặt kim loại.
8. Điều kiện kiểm định
Khi tiến hành kiểm định hệ thống nạp khí dầu mỏ hóa lỏng phải đảm bảo các điều kiện sau đây:
8.1. Hệ thống nạp khí dầu mỏ hóa lỏng phải ở trạng thái sẵn sàng đưa vào kiểm định.
8.2. Hồ sơ, tài liệu của hệ thống nạp khí dầu mỏ hóa lỏng phải đầy đủ.
8.3. Các yếu tố môi trường, thời tiết không làm ảnh hưởng tới kết quả kiểm định.
8.4. Các điều kiện về an toàn, vệ sinh lao động, phòng cháy chữa cháy phải đáp ứng để kiểm định hệ thống nạp khí dầu mỏ hóa lỏng.
9. Các bước kiểm định
Khi kiểm định hệ thống nạp khí dầu mỏ hóa lỏng, tổ chức kiểm định phải thực hiện lần lượt theo các bước sau:
- Công tác chuẩn bị trước khi tiến hành kiểm định.
- Kiểm tra hồ sơ, lý lịch hệ thống.
- Kiểm tra kỹ thuật bên ngoài, bên trong.
- Kiểm tra kỹ thuật thử nghiệm.
- Kiểm tra vận hành.
- Xử lý kết quả kiểm định.
Lưu ý: Các bước kiểm tra tiếp theo chỉ được tiến hành khi kết quả kiểm tra ở bước trước đó đạt yêu cầu. Tất cả các kết quả kiểm tra của từng bước phải được ghi chép đầy đủ vào bản ghi chép hiện trường theo mẫu quy định tại Phụ lục 1 và lưu lại đầy đủ tại tổ chức kiểm định.
10. Tiến hành kiểm định
10.1. Công tác chuẩn bị trước khi tiến hành kiểm định
10.1.1. Thống nhất kế hoạch kiểm định, công việc chuẩn bị và phối hợp giữa tổ chức kiểm định với cơ sở, bao gồm cả những nội dung sau:
- Chuẩn bị hồ sơ tài liệu của hệ thống.
- Chuẩn bị điều kiện về nhân lực, vật tư phục vụ kiểm định; cử người tham gia và chứng kiến kiểm định.
10.1.2. Trang bị an toàn cho người kiểm tra
Người kiểm tra phải chuẩn bị các trang bị bảo hộ lao động cá nhân như quần áo, mũ, kính, khẩu trang, giày, dây an toàn v.v... khi tiến hành kiểm tra tại hiện trường.
10.1.3. Phương tiện, dụng cụ kiểm tra
Chuẩn bị các phương tiện, dụng cụ kiểm tra cụ thể đối với hệ thống nạp khí dầu mỏ hóa lỏng được kiểm định theo Mục 7 của Quy trình này.
10.1.4. Xây dựng và thống nhất thực hiện các biện pháp đảm bảo an toàn với cơ sở trước khi kiểm định.
Việc kiểm định hệ thống nạp khí dầu mỏ hóa lỏng chỉ được tiến hành sau khi cơ sở sử dụng chuẩn bị và thực hiện các biện pháp bảo đảm an toàn.
10.1.5. Tháo gỡ từng phần hoặc toàn bộ lớp bọc bảo ôn, cách nhiệt (nếu có) nếu có dấu hiệu nghi ngờ kim loại thành bị hư hỏng.
10.1.6. Chuẩn bị các công trình đảm bảo cho việc xem xét tất cả các bộ phận của hệ thống.
10.1.7. Các bình, bồn đặt dưới mặt đất nếu khó xem xét thì phải áp dụng các biện pháp kiểm tra phù hợp.
10.1.8. Tiến hành khử môi chất trong hệ thống, đảm bảo không ảnh hưởng cho người khi tiến hành công việc kiểm tra.
10.2. Kiểm tra hồ sơ, lý lịch
Căn cứ vào các chế độ kiểm định để kiểm tra, xem xét các hồ sơ, tài liệu kỹ thuật của hệ thống:
10.2.1. Trường hợp kiểm định lần đầu
10.2.1.1. Kiểm tra Biên bản kiểm định, Giấy chứng nhận kết quả kiểm định, lý lịch bồn chứa LPG.
10.2.1.2. Kiểm tra hồ sơ xuất xưởng các thiết bị trong hệ thống.
10.2.1.3. Các báo cáo kết quả hiệu chuẩn thiết bị đo lường; biên bản kiểm tra tiếp địa, chống sét, thiết bị bảo vệ (nếu có).
10.2.1.4. Hồ sơ lắp đặt
- Tên cơ sở lắp đặt và cơ sở sử dụng.
- Bản vẽ sơ đồ công nghệ của hệ thống.
- Thiết kế lắp đặt.
- Đặc tính của những vật liệu bổ sung khi lắp đặt.
- Những số liệu về hàn như: Công nghệ hàn, mã hiệu que hàn, tên thợ hàn và kết quả thử nghiệm các mối hàn.
- Các biên bản kiểm định từng bộ phận của hệ thống (nếu có).
- Biên bản nghiệm thu tổng thể hệ thống.
10.2.1.5. Kiểm tra các quy trình
- Quy trình kiểm tra chai trước khi nạp.
- Quy trình nạp.
- Hồ sơ về phòng cháy chữa cháy.
10.2.2. Trường hợp kiểm định định kỳ
10.2.2.1. Kiểm tra lý lịch của hệ thống, biên bản kiểm định và Giấy chứng nhận kết quả kiểm định lần trước.
10.2.2.2. Hồ sơ về quản lý sử dụng, vận hành, bảo dưỡng; biên bản thanh tra, kiểm tra (nếu có).
10.2.3. Trường hợp kiểm định bất thường
10.2.3.1. Trường hợp sửa chữa, cải tạo, nâng cấp: Hồ sơ thiết kế sửa chữa, cải tạo, nâng cấp, biên bản nghiệm thu sau sửa chữa, cải tạo, nâng cấp.
10.2.3.2. Trường hợp thay đổi vị trí lắp đặt: Xem xét hồ sơ lắp đặt.
10.2.3.3. Trường hợp sau khi hệ thống không làm việc từ 12 tháng trở lên xem xét hồ sơ như kiểm định định kỳ.
10.3. Kiểm tra kỹ thuật bên ngoài và bên trong
10.3.1. Kiểm tra sự phù hợp giữa hồ sơ đã kiểm tra ở Mục 10.2 của Quy trình này với thực tế lắp đặt tại hiện trường:
- Mặt bằng và vị trí lắp đặt thiết bị.
- Các số liệu chủ yếu trên biển tên hoặc dấu chìm của các thiết bị.
- Số lượng và tình trạng của các thiết bị phụ…
10.3.2. Hệ thống chiếu sáng vận hành.
10.3.3. Sàn thao tác, cầu thang, giá treo, lối đi lại...
10.3.4. Hệ thống tiếp địa an toàn điện, chống sét.
10.3.5. Kiểm tra các thông số kỹ thuật trên nhãn mác của hệ thống và các bình, bồn trong hệ thống so với thiết kế và hồ sơ lý lịch.
10.3.6. Kiểm tra tình trạng của các thiết bị an toàn, đo lường và phụ trợ về số lượng, kiểu loại, các thông số kỹ thuật so với thiết kế và tiêu chuẩn quy định.
10.3.7. Kiểm tra các loại đường ống, các loại van, phụ tùng đường ống lắp trên hệ thống về số lượng, kiểu loại, các thông số kỹ thuật so với thiết kế và tiêu chuẩn quy định.
10.3.8. Kiểm tra tình trạng của các thiết bị phụ trợ khác kèm theo phục vụ quá trình làm việc của hệ thống.
10.3.9. Kiểm tra tình trạng mối hàn, bề mặt kim loại các bộ phận chịu áp lực. Khi có nghi ngờ thì yêu cầu cơ sở áp dụng các biện pháp kiểm tra bổ sung phù hợp để đánh giá chính xác hơn.
10.3.10. Tình trạng kỹ thuật của lớp bảo ôn, cách nhiệt.
10.3.11. Kiểm tra các chi tiết ghép nối.
10.3.12. Kiểm tra hệ thống thông gió cho máy nén, các kho chứa và các miệng thoát của van an toàn.
10.3.13. Kiểm tra dàn nạp và các chi tiết giữ chai trong quá trình nạp. Hệ thống kiểm tra, xác định lượng LPG nạp.
10.3.14. Kiểm tra tình trạng bề mặt kim loại các bộ phận chịu áp lực.
10.3.15. Kiểm tra tình trạng cặn bẩn, han gỉ, ăn mòn thành kim loại bên trong của các bộ phận chịu áp lực.
10.3.16. Kiểm tra tình trạng mối hàn, bề mặt kim loại các bộ phận chịu áp lực. Khi có nghi ngờ thì yêu cầu cơ sở áp dụng các biện pháp kiểm tra bổ sung phù hợp để đánh giá chính xác hơn.
10.3.17. Đối với những vị trí không thể tiến hành kiểm tra bên trong khi kiểm định thì việc kiểm tra tình trạng kỹ thuật phải được thực hiện theo tài liệu kỹ thuật của nhà chế tạo. Trong tài liệu phải ghi rõ: Hạng mục, phương pháp và trình tự kiểm tra.
10.3.18. Khi không có khả năng kiểm tra bên trong do đặc điểm kết cấu của hệ thống, cho phép thay thế việc kiểm tra bên trong bằng bền với áp suất thử quy định và kiểm tra những bộ phận có thể khám xét được.
10.4. Kiểm tra kỹ thuật, thử nghiệm
10.4.1. Nếu hệ thống có kết cấu nhiều phần làm việc ở các cấp áp suất khác nhau có thể tách và thử riêng cho từng phần.
10.4.2. Khi kiểm tra, phải có biện pháp cách ly để đảm bảo các thiết bị bảo vệ tự động, đo lường không bị phá hủy ở áp suất thử. Trong trường hợp không đảm bảo được thì phải tháo các thiết bị này ra.
10.4.3. Thử bền
Thời hạn thử bền không quá 6 năm/lần, việc thử bền được tiến hành với các yêu cầu như sau:
10.4.3.1. Môi chất thử là nước sạch, khí (khí trơ, khí nén) nhiệt độ môi chất thử dưới 50oC và không thấp hơn nhiệt độ môi trường xung quanh quá 5oC.
10.4.3.2. Áp suất, thời gian duy trì áp suất thử được quy định tại Bảng 1.
Bảng 1. Áp suất, thời gian duy trì áp suất thử bền
|
TT |
Loại thiết bị |
Áp suất thử (bar) |
Thời gian duy trì (phút) |
|
1 |
Đường ống dẫn LPG lỏng |
≥ 1,5.Ptk ≥ 1,1.Ptk (trường hợp môi chất thử là khí) |
≥ 10 |
|
2 |
Đường ống dẫn hơi LPG |
1,25.Ptk |
≥ 120 |
|
3 |
Các bình, bồn chứa khí dầu mỏ hóa lỏng (LPG) |
Theo quy trình kiểm định bình, bồn chứa LPG |
|
Ptk – Áp suất thiết kế
10.4.3.3. Trình tự thử bền
10.4.3.3.1. Nạp môi chất thử: Nạp đầy môi chất thử vào hệ thống (lưu ý việc xả khí khi thử bằng nước).
10.4.3.3.2. Tăng áp suất lên đến áp suất thử (lưu ý tăng từ từ để tránh hiện tượng dãn nở đột ngột làm hỏng thiết bị và nghiêm cấm việc gõ búa khi ở áp suất thử). Theo dõi, phát hiện các hiện tượng bất thường trong quá trình thử.
10.4.3.3.3. Duy trì áp suất thử theo quy định.
10.4.3.3.4. Giảm áp suất từ từ về áp suất làm việc, giữ nguyên áp suất này trong suốt quá trình kiểm tra. Sau đó giảm áp suất về “0”; khắc phục các tồn tại (nếu có) và kiểm tra lại kết quả đã khắc phục được.
10.4.3.4. Trường hợp không có điều kiện thử bằng nước do ứng suất trên bệ móng, trên sàn gác hoặc khó xả môi chất thử, do có lớp lót bên trong ngăn cản việc cho nước vào, cho phép thử bằng khí (không khí hay khí trơ).
10.4.3.4.1. Việc thử khí chỉ cho phép khi có kết quả tốt về kiểm tra kỹ thuật bên ngoài, bên trong và phải tính toán kiểm tra bền trên cơ sở dữ liệu đo đạc trực tiếp.
10.4.3.4.2. Khi thử nghiệm bằng khí, phải lên phương án cụ thể, có giải pháp đảm bảo an toàn trong quá trình thử nghiệm.
10.4.3.4.3. Kiểm tra độ kín bằng dung dịch xà phòng hoặc bằng các biện pháp khác. Nghiêm cấm gõ búa lên thành thiết bị trong khi thử bằng áp lực khí.
Đánh giá kết quả: Kết quả thử đạt yêu cầu khi:
- Không có hiện tượng rạn nứt.
- Không tìm ra bọt khí, bụi nước, rỉ nước qua các mối hàn, mối nối.
- Không phát hiện có biến dạng.
- Độ sụt áp cho phép trong thời gian duy trì áp suất thử: ≤ 0,5% áp suất thử.
10.4.4. Thử kín
10.4.4.1. Môi chất thử: Không khí, khí trơ hoặc khí LPG (chỉ áp dụng đối với đường ống dẫn khí LPG có áp suất làm việc tối đa cho phép nhỏ hơn 6.9 bar).
10.4.4.2. Áp suất, thời gian duy trì áp suất thử được quy định tại Bảng 2.
Bảng 2. Áp suất, thời gian duy trì thử kín
|
TT |
Tên thiết bị |
Áp suất thử (bar) |
Thời gian duy trì (phút) |
|
1 |
Đường ống công nghệ (lỏng LPG) |
≥ 1,1 Plv |
≥ 30 |
|
2 |
Đường ống dẫn khí (hơi LPG) có Plv ≥ 6,9 bar |
Plv |
≥ 120 |
|
3 |
Đường ống dẫn khí (hơi LPG) có Plv < 6,9 bar |
6,9 |
≥ 120 |
|
4 |
Các bình, bồn chứa khí dầu mỏ hóa lỏng (LPG) |
Theo quy trình kiểm định bình, bồn chứa LPG |
|
Plv – Áp suất làm việc tối đa cho phép.
Lưu ý: Thời gian duy trì thử kín đảm bảo được sự ổn định của áp suất môi chất thử và thời gian kiểm tra.
10.4.4.3. Nạp môi chất thử vào hệ thống và tăng áp suất đến áp suất thử.
10.4.4.4. Phát hiện các rò rỉ bằng dung dịch xà phòng hoặc bằng các biện pháp khác.
Đánh giá kết quả: Thử kín đạt yêu cầu khi:
- Không phát hiện rò rỉ khí.
- Độ sụt áp cho phép trong thời gian duy trì áp suất thử kín : ≤ 0,5%.
10.5. Kiểm tra vận hành
10.5.1. Kiểm tra đầy đủ các điều kiện để có thể đưa hệ thống vào vận hành.
10.5.2. Kiểm tra tình trạng làm việc của hệ thống và các phụ kiện kèm theo; sự làm việc của các thiết bị đo lường, bảo vệ.
10.5.3. Van an toàn được hiệu chỉnh, niêm chì và lắp đặt hoàn chỉnh vào hệ thống trước khi kiểm tra vận hành.
10.5.4. Van an toàn được hiệu chỉnh và niêm chì như sau:
- Đối với đường ống công nghệ: Áp suất đặt van an toàn trong khoảng từ 18 bar đến 24 bar (Mục 2.7.2.2 QCVN 01:2016/BCT).
- Đối với đường ống dẫn khí: Áp suất đặt của van an toàn không quá 1,1 lần áp suất làm việc lớn nhất (Mục 2.7.2.2 QCVN 01:2016/BCT).
10.6. Xử lý kết quả kiểm định
10.6.1. Lập biên bản kiểm định theo mẫu Phụ lục 2 của Quy trình này.
10.6.2. Thông qua biên bản kiểm định
Thành phần tham gia thông qua biên bản kiểm định bắt buộc tối thiểu phải có các thành viên sau:
- Đại diện cơ sở hoặc người được cơ sở ủy quyền.
- Người tham gia và chứng kiến kiểm định.
- Kiểm định viên thực hiện việc kiểm định.
Khi biên bản được thông qua, kiểm định viên, người tham gia và chứng kiến kiểm định, đại diện cơ sở hoặc người được cơ sở ủy quyền cùng ký và đóng dấu (nếu có) vào biên bản. Biên bản kiểm định được lập thành 02 bản, mỗi bên có trách nhiệm lưu giữ 01 bản.
10.6.3. Ghi tóm tắt kết quả kiểm định vào lý lịch của thiết bị (ghi rõ họ tên kiểm định viên, ngày tháng năm kiểm định).
10.6.4. Dán tem kiểm định: Khi thiết bị đạt yêu cầu kỹ thuật an toàn, kiểm định viên dán tem kiểm định cho thiết bị. Tem kiểm định được dán ở vị trí dễ quan sát.
10.6.5. Cấp giấy Chứng nhận kết quả kiểm định:
10.6.5.1. Khi thiết bị có kết quả kiểm định đạt yêu cầu kỹ thuật an toàn, tổ chức kiểm định cấp giấy chứng nhận kết quả kiểm định cho thiết bị trong thời hạn 05 ngày làm việc kể từ ngày thông qua biên bản kiểm định tại cơ sở.
10.6.5.2. Khi thiết bị có kết quả kiểm định không đạt các yêu cầu thì chỉ thực hiện các bước nêu tại Mục 10.6.1 và 10.6.2 của Quy trình này và chỉ cấp cho cơ sở biên bản kiểm định, trong đó phải ghi rõ lý do thiết bị không đạt yêu cầu kiểm định, thông báo cho cơ sở biết để có biện pháp khắc phục.
PHỤ LỤC 1
MẪU BẢN GHI CHÉP TẠI HIỆN TRƯỜNG
KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
HỆ THỐNG NẠP KHÍ DẦU MỎ HÓA LỎNG (LPG)
|
(Cơ quan quản lý cấp trên ) (Tên tổ chức KĐ) |
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập - Tự do - Hạnh phúc |
.............., ngày … tháng … năm 20…
BẢN GHI CHÉP TẠI HIỆN TRƯỜNG
(Ghi đầy đủ thông số kiểm tra, thử nghiệm theo đúng quy trình kiểm định)
I. Thông tin chung
Tên thiết bị: .....................................................................................................
Tên tổ chức, cá nhân đề nghị: .........................................................................
Địa chỉ (trụ sở chính của cơ sở):......................................................................
Địa chỉ (Vị trí) lắp đặt:.......................................................................................
Nội dung buổi làm việc với cơ sở:
- Làm việc với ai: (thông tin)
- Người chứng kiến:
II. Thông số cơ bản
Mã hiệu: …………… Số chế tạo:……………… Năm chế tạo:......................
Nhà chế tạo:....................................................................................................
Áp suất tồn chứa lớn nhất: .............. bar Áp suất nạp chai: ....................... bar
Dung lượng tồn chứa :..................... tấn Năng suất nạp: ………….…….kg/h
Số dàn nạp:..................................... Số miệng nạp:................................
Công dụng:......................................................................................................
Ngày kiểm định gần nhất:................. Do:..........................................................
III. Hình thức kiểm định:.................................................................................
IV. Kiểm tra hồ sơ:
1. Kiểm định lần đầu
a) Hồ sơ xuất xưởng
- Lý lịch của hệ thống.
- Bản vẽ nguyên lý làm việc của hệ thống.
- Bản vẽ cấu tạo các thiết bị áp lực trong hệ thống.
- Hướng dẫn vận hành, bảo dưỡng.
- Chứng chỉ kiểm tra chất lượng kim loại chế tạo.
- Chứng chỉ kiểm tra kim loại hàn, mối hàn.
b) Hồ sơ lắp đặt
- Thiết kế lắp đặt.
- Biên bản nghiệm thu tổng thể hệ thống.
- Quy trình kiểm tra chai trước khi nạp.
- Quy trình nạp.
- Hồ sơ về phòng cháy chữa cháy.
c) Các chứng chỉ kiểm tra về đo lường
- Giấy chứng nhận kiểm định thiết bị đo lường.
- Biên bản kiểm tra tiếp địa, chống sét.
- Biên bản kiểm tra thiết bị bảo vệ.
2. Kiểm định định kỳ và bất thường
a) Lý lịch, biên bản kiểm định và Giấy chứng nhận kết quả kiểm định lần trước.
b) Nhật ký vận hành.
c) Sổ theo dõi sửa chữa và bảo dưỡng; biên bản thanh tra, kiểm tra (nếu có).
3. Kiểm định bất thường
a) Hồ sơ như kiểm định định kỳ.
b) Hồ sơ về sửa chữa; biên bản kiểm tra về chất lượng sửa chữa, thay đổi.
V. Kiểm tra kỹ thuật bên ngoài, bên trong
Kiểm tra kỹ thuật bên ngoài:
1. Vị trí lắp đặt ( Khoảng cách với tường, giữa các thiết bi...).
2. Ánh sáng vận hành.
3. Thông số kỹ thuật so với lý lịch. ( Mã hiệu, số chế tạo, nước chế tạo, tháng năm chế tạo, áp suất thiết kế, áp suất làm việc, nhiệt độ, dung tích, môi chất..).
4. Tình trạng của các bộ phận chịu áp lực: Móp méo, phồng độp, han gỉ, rạn nứt.
5. Van an toàn (Số lượng, Loại, DN, PN, Áp suất hiệu chỉnh).
6. Áp kế (Số lượng, thang đo, đơn vị đo, cấ chính xác, số tem hiệu chuẩn).
7. Đo mức (Số lượng, loại).
8. Hệ thống thông gió cho buồng máy nén.
9. Các kho chứa.
10. Các miệng thoát của van an toàn.
11. Hệ thống làm mát cho các chai nạp (nếu có).
12. Dàn nạp và các chi tiết giữ chai trong quá trình nạp.
13. Hệ thống kiểm tra, xác định lượng nạp.
Kiểm tra kỹ thuật bên trong:
1. Tình trạng cặn bẩn.
2. Bề mặt kim loại: Móp méo, phồng rộp, han gỉ, rạn nứt..
VI. Thử bền, thử kín
1. Môi chất thử.
2. Áp suất thử.
3. Thời gian thử.
4. Áp kế: Thang đo, đơn vị đo, cấp chính xác, số tem kiểm định.
5. Thiết bị cấp môi chất: Loại, số hiệu.
6. Kết quả:
- Tình trạng rò rỉ.
- Độ tụt áp.
- Tình trạng biến dạng.
VII. Thử vận hành
1. Tình trạng hệ thống.
2. Áp suất tồn chứa.
3. Áp suất nạp.
4. Tình trạng làm việc của thiết bị an toàn.
5. Tình trạng làm việc của thiết bị đo kiểm.
6. Tình trạng làm việc của dàn nạp.
7. Tình trạng làm việc của thiết bị làm mát.
NGƯỜI CHỨNG KIẾN(Ký, ghi rõ họ và tên) |
KIỂM ĐỊNH VIÊN(Ký, ghi rõ họ và tên) |
PHỤ LỤC 2
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
HỆ THỐNG NẠP KHÍ DẦU MỎ HÓA LỎNG (LPG)
|
(Cơ quan quản lý cấp trên) (Tên tổ chức KĐ) |
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập - Tự do - Hạnh phúc |
.............., ngày … tháng … năm 20…
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
HỆ THỐNG NẠP KHÍ DẦU MỎ HÓA LỎNG (LPG)
|
Số: |
……………………………. |
Chúng tôi gồm:
1. ........................................................... Số hiệu kiểm định viên :...................
2. ........................................................... Số hiệu kiểm định viên:....................
Thuộc: ............................................................................................................
Số Giấy chứng nhận đủ điều kiện của tổ chức kiểm định:.................................
Đã tiến hành kiểm định:....................................................................................
Đơn vị sử dụng:...............................................................................................
Địa chỉ (trụ sở chính):.......................................................................................
Địa chỉ (vị trí) lắp đặt:.......................................................................................
Quy trình kiểm định áp dụng:...........................................................................
Chứng kiến kiểm định và thông qua biên bản:
1. ........................................................... Chức vụ:..........................................
2. ........................................................... Chức vụ:..........................................
I. THÔNG SỐ CƠ BẢN CỦA HỆ THỐNG
Mã hiệu: …………… Số chế tạo:……………… Năm chế tạo:......................
Nhà chế tạo:....................................................................................................
Áp suất tồn chứa lớn nhất: .............. bar Áp suất nạp chai: ....................... bar
Dung lượng tồn chứa :..................... tấn Năng suất nạp: …………….…….kg/h
Số dàn nạp:..................................... Số miệng nạp:................................
Công dụng:......................................................................................................
Ngày kiểm định gần nhất:................. Do:..........................................................
II - HÌNH THỨC KIỂM ĐỊNH
+ Lần đầu: + Định kỳ: KNKT KX + Bất thường:
Lý do kiểm định bất thường: ............................................................................
III - NỘI DUNG KIỂM ĐỊNH
1. Kiểm tra hồ sơ :
- Nhận xét:.......................................................................................................
- Đánh giá kết quả: Đạt: Không đạt:
2. Kiểm tra kỹ thuật bên ngoài, bên trong :
|
Hạng mục kiểm tra |
Đạt |
Không đạt |
|
Vị trí lắp đặt, khoảng cách |
|
|
|
Chiéu sáng vận hành |
|
|
|
Thông gió |
|
|
|
Sàn, cầu thang |
|
|
|
Hệ thống chống sét, tiếp địa |
|
|
|
Kho chứa, chai, bình, bồn, bể |
|
|
|
Tình trạng kim loại các bộ phận, chi tiết chịu áp lực |
|
|
|
Tình trạng mối hàn, mối nối các bộ phận, chi tiết chịu áp lực |
|
|
|
Máy nén, các bộ phận phụ trợ |
|
|
|
Hệ thống đường ống dẫn |
|
|
|
Hệ thống, thiết bị, phương tiện phòng chống cháy nổ |
|
|
|
Các thiết bị đo lường, bảo vệ, an toàn và tự động |
|
|
- Nhận xét:.......................................................................................................
- Đánh giá kết quả: Đạt: Không đạt:
3. Thử nghiệm:
|
Nội dung thử |
Bộ phận |
Môi chất thử |
Áp suất thử (bar) |
Thời gian duy trì (phút) |
|
Thử bền |
Bình, bồn |
|
|
|
|
Đường ống |
|
|
|
|
Thử kín |
Bình, bồn |
|
|
|
|
Đường ống |
|
|
|
|
Thử vận hành |
|
|
|
|
- Nhận xét:.......................................................................................................
- Đánh giá kết quả: Đạt: Không đạt:
IV. KẾT LUẬN VÀ KIẾN NGHỊ
1.Hệ thống được kiểm định có kết quả: Đạt Không đạt
2. Đã được dán tem kiểm định số : ………………………Tại vị trí: …………..
3. Áp suất làm việc:
+ Tồn chứa: …… bar + Nạp:……bar
4. Áp suất đặt của van an toàn :
|
Vị trí |
Áp suất mở (bar) |
Áp suất đóng (bar) |
|
|
|
|
|
|
|
|
5. Các kiến nghị:..............................................................................................
Thời gian thực hiện kiến nghị:..........................................................................
V. THỜI HẠN KIỂM ĐỊNH TIẾP THEO
- Khám xét bên ngoài, bên trong: ngày … tháng … năm …..
- Khám nghiệm kỹ thuật: ngày … tháng … năm …..
Lý do rút ngắn thời hạn: ..................................................................................
Biên bản đã được thông qua ngày ….. tháng…….. năm …………
Tại: .................................................................................................................
Biên bản được lập thành…..…bản , mỗi bên giữ …..… bản.
Chúng tôi, những kiểm định viên thực hiện kiểm định hoàn toàn chịu trách nhiệm về tính chính xác đối với kết quả kiểm định ghi trong biên bản này./.
|
CHỦ CƠ SỞ |
NGƯỜI CHỨNG KIẾN |
KIỂM ĐỊNH VIÊN |
BỘ CÔNG THƯƠNG
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
HỆ THỐNG CUNG CẤP KHÍ DẦU MỎ HÓA LỎNG (LPG)
QTKĐ: 07-2017/BCT
HÀ NỘI - 2017
Lời nói đầu
Quy trình kiểm định kỹ thuật an toàn lao động hệ thống cung cấp khí dầu mỏ hóa lỏng (LPG) do Cục Kỹ thuật an toàn và Môi trường công nghiệp chủ trì biên soạn và được ban hành kèm theo Thông tư số 10/2017/TT-BCT ngày 26 tháng 7 năm 2017 của Bộ Công Thương ban hành Quy trình kiểm định máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
HỆ THỐNG CUNG CẤP KHÍ DẦU MỎ HÓA LỎNG (LPG)
1. Phạm vi áp dụng
Quy trình kiểm định kỹ thuật an toàn lao động hệ thống cung cấp khí dầu mỏ hóa lỏng (LPG) trong Danh mục các loại máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
Quy trình này không áp dụng cho:
- Kho chứa LPG đầu mối.
- Trạm cấp LPG cho ô tô.
- Trạm chiết nạp chai chứa LPG.
Căn cứ vào quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng, các tổ chức kiểm định kỹ thuật an toàn lao động xây dựng quy trình chi tiết cho từng dạng, loại thiết bị cụ thể nhưng không được trái với quy định của quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng.
2. Đối tượng áp dụng
- Các doanh nghiệp, cơ quan, tổ chức, cá nhân sở hữu, quản lý, sử dụng hệ thống cung cấp khí dầu mỏ hóa lỏng (LPG) nêu tại Mục 1 của quy trình này (sau đây gọi tắt là cơ sở).
- Các tổ chức hoạt động kiểm định kỹ thuật an toàn lao động (sau đây gọi là tổ chức kiểm định) và kiểm định viên được cấp chứng chỉ kiểm định viên theo quy định của Bộ Công Thương.
3. Quy chuẩn, tiêu chuẩn áp dụng
- QCVN 08:2012/BKHCN, Quy chuẩn kỹ thuật Quốc gia về khí dầu mỏ hóa lỏng (LPG).
- QCVN 10:2012/BCT, Quy chuẩn kỹ thuật Quốc gia về an toàn trạm cấp khí dầu mỏ hóa lỏng.
- QCVN 04:2013/BCT, Quy chuẩn kỹ thuật Quốc gia về an toàn chai chứa khí dầu mỏ hóa lỏng bằng thép.
- QCVN 01:2016/BCT - Quy chuẩn kỹ thuật Quốc gia về an toàn đường ống dẫn khí đốt cố định bằng kim loại.
- QCVN: 01-2008/BLĐTBXH, Quy chuẩn kỹ thuật Quốc gia về an toàn lao động nồi hơi và bình chịu áp lực.
- TCVN 8366:2010, Bình chịu áp lực - Yêu cầu về thiết kế và chế tạo.
- TCVN 6155:1996, Bình chịu áp lực - Yêu cầu kỹ thuật an toàn lắp đặt, sử dụng và sửa chữa.
- TCVN 6156:1996, Bình chịu áp lực - Yêu cầu kỹ thuật an toàn lắp đặt, sử dụng và sửa chữa - Phương pháp thử.
- TCVN 6008:2010, Thiết bị áp lực - Mối hàn - Yêu cầu kỹ thuật và phương pháp thử.
- TCVN 2622:1995, Phòng cháy chữa cháy cho nhà và công trình - Yêu cầu thiết kế.
- TCVN 5334:2007, Thiết bị điện kho dầu mỏ và sản phẩm dầu mỏ - Yêu cầu an toàn trong thiết kế, lắp đặt và sử dụng.
- TCVN 6484:1999, Khí đốt hóa lỏng (LPG) - Xe bồn vận chuyển - Yêu cầu an toàn về thiết kế, chế tạo và sử dụng.
- TCVN 6485:1999, Khí đốt hóa lỏng (LPG) - Nạp khí vào chai có dung tích nước đến 150 lít - Yêu cầu an toàn.
- TCVN 6486:2008, Khí dầu mỏ hóa lỏng (LPG) - Tồn chứa dưới áp suất - Yêu cầu về thiết kế và vị trí lắp đặt.
- TCVN 7441:2004, Hệ thống cung cấp khí dầu mỏ hoá lỏng (LPG) tại nơi tiêu thụ - Yêu cầu thiết kế, lắp đặt và vận hành.
- TCVN 7762:2007, Chai chứa khí - Chai thép hàn nạp lại được dùng cho khí dầu mỏ hóa lỏng (LPG) - Quy trình kiểm tra trước, trong và sau khi nạp.
- TCVN 7763:2007, Chai chứa khí - Chai thép hàn nạp lại và vận chuyển được dùng cho khí dầu mỏ hóa lỏng (LPG) - Thiết kế và kết cấu.
- TCVN 7832:2007, Chai chứa khí - Chai thép hàn nạp lại được dùng cho khí dầu mỏ hóa lỏng (LPG) - Kiểm tra định kỳ và thử nghiệm.
- TCVN 9385:2012, Chống sét cho công trình xây dựng - Hướng dẫn thiết kế, kiểm tra và bảo trì hệ thống.
- TCVN 9358:2012, Lắp đặt hệ thống nối đất thiết bị cho các công trình công nghiệp - Yêu cầu chung.
Trong trường hợp các quy chuẩn kỹ thuật quốc gia và tiêu chuẩn quốc gia viện dẫn tại quy trình kiểm định này có bổ sung, sửa đổi hoặc thay thế thì áp dụng theo quy định tại văn bản mới nhất.
Việc kiểm định các chỉ tiêu về kỹ thuật an toàn của hệ thống cung cấp khí dầu mỏ hóa lỏng (LPG) có thể áp dụng theo tiêu chuẩn khác khi có đề nghị của cơ sở sử dụng, chế tạo với điều kiện tiêu chuẩn đó phải có các chỉ tiêu kỹ thuật về an toàn bằng hoặc cao hơn so với các chỉ tiêu quy định trong các tiêu chuẩn quốc gia được viện dẫn trong quy trình này.
4. Thuật ngữ, định nghĩa
Quy trình này sử dụng các thuật ngữ, định nghĩa trong các quy chuẩn, tiiêu chuẩn áp dụng nêu trên và một số thuật ngữ, định nghĩa trong quy trình này được hiểu như sau:
4.1. Khí dầu mỏ hóa lỏng (LPG)
Là sản phẩm hydrocacbon có nguồn gốc dầu mỏ với thành phần chính là Propan(C3H8) hoặc Butan (C4H10) hoặc hỗn hợp của hai loại này, tại nhiệt độ, áp suất bình thường các hydrocacbon này ở thể khí và khi được nén đến một áp suất nhất định hoặc làm lạnh đến nhiệt độ phù hợp thì chúng chuyển sang thể lỏng.
4.2. Hệ thống cung cấp khí dầu mỏ hóa lỏng (Trạm cấp LPG)
Là hệ thống sử dụng phương tiện, thiết bị chuyên dùng để cấp LPG từ bồn chứa cố định hoặc hệ thống dàn chai chứa LPG trực tiếp qua đường ống dẫn LPG hơi đến nơi sử dụng.
4.3. Kiểm định kỹ thuật an toàn lao động (gọi tắt là kiểm định)
Là hoạt động kỹ thuật theo một quy trình kiểm định nhằm đánh giá và xác nhận sự phù hợp của tình trạng kỹ thuật an toàn của đối tượng được kiểm định với các quy chuẩn kỹ thuật, tiêu chuẩn kỹ thuật tương ứng đối với đối tượng được kiểm định.
5. Hình thức kiểm định và thời hạn kiểm định
5.1. Kiểm định lần đầu: Sau khi lắp đặt, trước khi đưa vào sử dụng lần đầu.
5.2. Kiểm định định kỳ, bao gồm:
- Khám nghiệm kỹ thuật an toàn hệ thống cung cấp khí dầu mỏ hóa lỏng sau khi thay đổi vị trí lắp đặt, đến thời hạn khám nghiệm kỹ thuật định kỳ 6 năm/lần.
- Khám xét bên trong và bên ngoài được tiến hành trong trường hợp hệ thống cung cấp khí dầu mỏ hóa lỏng đến hạn khám xét bên ngoài và bên trong 2 năm/lần giữa các kỳ khám nghiệm kỹ thuật.
- Trường hợp nhà chế tạo quy định hoặc cơ sở yêu cầu thời hạn kiểm định kỹ thuật an toàn ngắn hơn thì thực hiện theo quy định của nhà chế tạo hoặc yêu cầu của cơ sở.
- Khi rút ngắn thời hạn kiểm định kỹ thuật an toàn, kiểm định viên phải nêu rõ lý do trong biên bản kiểm định.
5.3. Kiểm định bất thường
Khi thời hạn kiểm định kỹ thuật an toàn được quy định trong các quy chuẩn kỹ thuật quốc gia đối với hệ thống cung cấp khí dầu mỏ hóa lỏng cụ thể thì thực hiện theo quy định của quy chuẩn đó.
6. Tổ chức thực hiện
Việc thực hiện công tác kiểm định hệ thống cung cấp khí dầu mỏ hóa lỏng do các kiểm định viên đã được cấp chứng chỉ kiểm định viên thực hiện.
6.1. Đối với cơ sở sử dụng hệ thống cung cấp khí dầu mỏ hóa lỏng
- Thực hiện kiểm định đúng thời hạn quy định.
- Cung cấp các hồ sơ, tài liệu kỹ thuật có liên quan đến hệ thống cung cấp khí dầu mỏ hóa lỏng được kiểm định.
- Chuẩn bị đầy đủ các điều kiện để kiểm định, người phục vụ, công nhân vận hành, điện, vệ sinh, bảo dưỡng, sửa chữa thiết bị và các biện pháp an toàn cần thiết.
- Cử người đại diện chứng kiến, phối hợp khi tiến hành kiểm định.
6.2. Đối với tổ chức kiểm định
- Kiểm định theo đề nghị của cơ sở sử dụng. Trường hợp không thực hiện được thì phải trả lời bằng văn bản nêu rõ lý do với cơ sở.
- Tiến hành kiểm định phải tuân thủ các tiêu chuẩn, quy chuẩn kỹ thuật quốc gia về an toàn có liên quan.
- Tiến hành kiểm định phù hợp theo các bước quy định của quy trình này để đảm bảo có kết luận chính xác về tình trạng của hệ thống cung cấp khí dầu mỏ hóa lỏng.
- Khi thấy cần thiết phải sử dụng các thiết bị kiểm tra ngoài các thiết bị kiểm định thông thường hoặc phải mời cơ quan chuyên môn khác để làm rõ, cần phải thoả thuận với cơ sở về các phát sinh để tiến hành.
- Trong quá trình kiểm định, nếu phát hiện có nguy cơ dẫn đến sự cố thì phải kiến nghị cơ sở có biện pháp khắc phục. Sau khi cơ sở khắc phục xong thì tiếp tục tiến hành kiểm định.
Lập biên bản kiểm định và cấp Giấy chứng nhận kết quả kiểm định theo quy định.
7. Thiết bị phục vụ kiểm định
Các thiết bị, dụng cụ phục vụ kiểm định phải phù hợp với đối tượng kiểm định và phải được kiểm định, hiệu chuẩn theo quy định, bao gồm:
7.1. Thiết bị, dụng cụ phục vụ khám xét
- Thiết bị chiếu sáng phải là loại an toàn phòng nổ và có điện áp của nguồn không quá 12V.
- Búa kiểm tra có khối lượng từ 0,3kg đến 0,5kg.
- Kính lúp có độ phóng đại phù hợp.
- Dụng cụ đo đạc, cơ khí: Thước cặp, thước dây.
- Thiết bị kiểm tra được bên trong: Thiết bị nội soi.
7.2. Thiết bị, dụng cụ phục vụ thử bền, thử kín
- Thiết bị tạo áp suất có đặc tính kỹ thuật (lưu lượng, áp suất) phù hợp với đối tượng thử.
- Phương tiện, thiết bị kiểm tra độ kín.
7.3. Thiết bị, dụng cụ đo lường
Áp kế có cấp chính xác và thang đo phù hợp với áp suất thử.
7.4. Thiết bị, dụng cụ đo, kiểm tra chuyên dùng khác (nếu cần)
Thiết bị kiểm tra chất lượng mối hàn.
8. Điều kiện kiểm định
Khi tiến hành kiểm định hệ thống cung cấp khí dầu mỏ hóa lỏng (LPG) phải đảm bảo các điều kiện sau đây:
8.1. Hệ thống phải ở trạng thái sẵn sàng đưa vào kiểm định.
8.2. Hồ sơ, tài liệu của hệ thống phải đầy đủ.
8.3. Các yếu tố môi trường, thời tiết không làm ảnh hưởng tới kết quả kiểm định.
8.4. Các điều kiện về an toàn vệ sinh lao động phải đáp ứng để kiểm định hệ thống cung cấp khí dầu mỏ hóa lỏng (LPG).
9. Các bước kiểm định
Khi kiểm định hệ thống cung cấp khí dầu mỏ hóa lỏng (LPG), tổ chức kiểm định phải thực hiện lần lượt theo các bước sau:
- Kiểm tra hồ sơ, lý lịch hệ thống.
- Kiểm tra kỹ thuật bên ngoài, bên trong.
- Kiểm tra kỹ thuật thử nghiệm.
- Kiểm tra vận hành.
- Xử lý kết quả kiểm định.
Lưu ý: Các bước kiểm tra tiếp theo chỉ được tiến hành khi kết quả kiểm tra ở bước trước đó đạt yêu cầu. Tất cả các kết quả kiểm tra của từng bước phải được ghi chép đầy đủ vào bản ghi chép hiện trường theo mẫu quy định tại Phụ lục 1 và lưu lại đầy đủ tại tổ chức kiểm định.
10. Tiến hành kiểm định
10.1. Công tác chuẩn bị trước khi tiến hành kiểm định
Trước khi tiến hành kiểm định hệ thống cung cấp khí dầu mỏ hóa lỏng (LPG) phải thực hiện các công việc chuẩn bị sau:
10.1.1. Thống nhất kế hoạch kiểm định, công việc chuẩn bị và phối hợp giữa tổ chức kiểm định với cơ sở, bao gồm cả những nội dung sau:
- Chuẩn bị hồ sơ tài liệu của hệ thống.
- Chuẩn bị điều kiện về nhân lực, vật tư phục vụ kiểm định; cử người tham gia và chứng kiến kiểm định.
10.1.2. Trang bị an toàn cho người kiểm tra:
Người kiểm tra phải chuẩn bị các trang bị bảo hộ lao động cá nhân như quần áo, mũ, kính, khẩu trang, giày, dây an toàn v.v... khi tiến hành kiểm tra tại hiện trường.
10.1.3. Phương tiện, dụng cụ kiểm tra:
Chuẩn bị các phương tiện, dụng cụ kiểm tra cụ thể đối với hệ thống cung cấp khí dầu mỏ hóa lỏng được kiểm định theo Mục 7 của Quy trình này.
10.1.4. Xây dựng và thống nhất thực hiện các biện pháp đảm bảo an toàn với cơ sở trước khi kiểm định.
Việc kiểm định hệ thống chỉ được tiến hành sau khi cơ sở sử dụng chuẩn bị và thực hiện các biện pháp bảo đảm an toàn.
10.1.5. Tháo môi chất, tiến hành khử môi chất trong hệ thống, đảm bảo không ảnh hưởng cho người khi tiến hành công việc kiểm tra.
10.1.6. Tháo các cửa người chui, cửa vệ sinh (nếu có).
10.1.7. Vệ sinh bên trong, bên ngoài hệ thống.
10.1.8. Chuẩn bị các công trình đảm bảo cho việc xem xét tất cả các bộ phận của hệ thống.
10.1.9. Các bình, bồn đặt dưới mặt đất nếu khó xem xét thì phải áp dụng các biện pháp kiểm tra phù hợp.
10.2. Kiểm tra hồ sơ, lý lịch
Căn cứ vào các hình thức kiểm định để kiểm tra, xem xét các hồ sơ, tài liệu sau:
10.2.1. Trường hợp kiểm định lần đầu:
10.2.1.1. Kiểm tra Biên bản kiểm định, Giấy chứng nhận kết quả kiểm định, lý lịch bồn chứa LPG.
10.2.1.2. Kiểm tra hồ sơ xuất xưởng các thiết bị trong hệ thống.
10.2.1.3. Các báo cáo kết quả hiệu chuẩn thiết bị đo lường; biên bản kiểm tra tiếp đất, chống sét, thiết bị bảo vệ (nếu có).
10.2.1.4. Hồ sơ lắp đặt
- Tên cơ sở lắp đặt và cơ sở sử dụng.
- Thiết kế lắp đặt, bản vẽ hoàn công.
- Đặc tính của những vật liệu bổ sung khi lắp đặt.
- Những số liệu về hàn như: Công nghệ hàn, mã hiệu que hàn, tên thợ hàn và kết quả thử nghiệm các mối hàn.
- Các biên bản kiểm định từng bộ phận của hệ thống (nếu có).
- Biên bản nghiệm thu tổng thể hệ thống.
- Hồ sơ về phòng cháy chữa cháy.
10.2.2. Trường hợp kiểm định định kỳ
10.2.2.1. Kiểm tra lý lịch hệ thống, biên bản kiểm định và Giấy chứng nhận kết quả kiểm định lần trước.
10.2.2.2. Hồ sơ về quản lý sử dụng, vận hành, bảo dưỡng; biên bản thanh tra, kiểm tra (nếu có).
10.2.3. Trường hợp kiểm định bất thường
10.2.3.1. Trường hợp sửa chữa, cải tạo, nâng cấp: Hồ sơ thiết kế sửa chữa, cải tạo, nâng cấp, biên bản nghiệm thu sau sửa chữa, cải tạo, nâng cấp.
10.2.3.2. Trường hợp thay đổi vị trí lắp đặt: Xem xét hồ sơ lắp đặt.
10.2.3.3. Trường hợp sau khi hệ thống không làm việc từ 12 tháng trở lên xem xét hồ sơ như kiểm định định kỳ.
10.3. Kiểm tra kỹ thuật bên ngoài và bên trong
10.3.1. Kiểm tra sự phù hợp giữa hồ sơ đã kiểm tra ở Mục 10.2 của Quy trình này với thực tế lắp đặt tại hiện trường:
- Mặt bằng và vị trí lắp đặt thiết bị.
- Các số liệu chủ yếu trên biển tên hoặc dấu chìm của các thiết bị.
- Số lượng và tình trạng của các thiết bị phụ…
10.3.2. Hệ thống chiếu sáng vận hành.
10.3.3. Sàn thao tác, cầu thang, giá treo...
10.3.4. Hệ thống tiếp đất an toàn điện, chống sét.
10.3.5. Kiểm tra các thông số kỹ thuật trên nhãn mác của hệ thống và các bình trong hệ thống so với thiết kế và hồ sơ lý lịch.
10.3.6. Kiểm tra tình trạng của các thiết bị an toàn, đo lường và phụ trợ về số lượng, kiểu loại, các thông số kỹ thuật so với thiết kế và tiêu chuẩn quy định.
10.3.7. Kiểm tra các loại đường ống, các loại van, phụ tùng đường ống lắp trên hệ thống về số lượng, kiểu loại, các thông số kỹ thuật so với thiết kế và tiêu chuẩn quy định.
10.3.8. Kiểm tra tình trạng của các thiết bị phụ trợ khác kèm theo phục vụ quá trình làm việc của hệ thống cung cấp khí dầu mỏ hóa lỏng tại nơi tiêu thụ công nghiệp.
10.3.9. Kiểm tra tình trạng mối hàn, bề mặt kim loại các bộ phận chịu áp lực. Khi có nghi ngờ thì yêu cầu cơ sở áp dụng các biện pháp kiểm tra bổ sung phù hợp để đánh giá chính xác hơn.
10.3.10. Kiểm tra các chi tiết ghép nối.
10.3.11. Kiểm tra hệ thống làm mát, thiết bị kiểm tra cảnh báo rò rỉ LPG...
10.3.12. Đối với hệ thống cung cấp bằng dàn chai và ống góp chú ý kiểm tra hệ thống thông gió cho các kho chứa chai.
10.3.13. Kiểm tra tình trạng bề mặt kim loại các bộ phận chịu áp lực.
10.3.14. Kiểm tra tình trạng cặn bẩn, han gỉ, ăn mòn thành kim loại bên trong của các bộ phận chịu áp lực.
10.3.15. Kiểm tra tình trạng mối hàn, bề mặt kim loại các bộ phận chịu áp lực. Khi có nghi ngờ thì yêu cầu cơ sở áp dụng các biện pháp kiểm tra bổ sung phù hợp để đánh giá chính xác hơn.
10.3.16. Đối với những vị trí không thể tiến hành kiểm tra bên trong khi kiểm định thì việc kiểm tra tình trạng kỹ thuật phải được thực hiện theo tài liệu kỹ thuật của nhà chế tạo. Trong tài liệu phải ghi rõ: Hạng mục, phương pháp và trình tự kiểm tra.
10.3.17. Khi không có khả năng kiểm tra bên trong do đặc điểm kết cấu của hệ thống, cho phép thay thế việc kiểm tra bên trong bằng thử thủy lực với áp suất thử quy định và kiểm tra những bộ phận có thể khám xét được.
10.4. Kiểm tra kỹ thuật, thử nghiệm
10.4.1. Nếu hệ thống có kết cấu nhiều phần làm việc ở các cấp áp suất khác nhau có thể tách và thử riêng cho từng phần.
10.4.2. Khi kiểm tra, phải có biện pháp cách ly để đảm bảo các thiết bị bảo vệ tự động, đo lường không bị phá hủy ở áp suất thử. Trong trường hợp không đảm bảo được thì phải tháo các thiết bị này ra.
10.4.3. Thử bền
Thời hạn thử bền không quá 6 năm/lần, việc thử bền được tiến hành với các yêu cầu như sau:
10.4.3.1. Môi chất thử là nước sạch, khí (khí trơ, khí nén) nhiệt độ môi chất thử dưới 50oC và không thấp hơn nhiệt độ môi trường xung quanh quá 5oC.
10.4.3.2. Áp suất, thời gian duy trì áp suất thử được quy định tại Bảng 1
Bảng 1. Áp suất, thời gian duy trì áp suất thử bền
|
Loại thiết bị |
Áp suất thử (bar) |
Thời gian duy trì (phút) |
|
Bình, bồn chứa LPG |
Theo quy trình kiểm định bình, bồn chứa LPG |
|
|
Thiết bị hóa hơi |
1,5 Ptk |
05 |
|
Đường ống công nghệ (lỏng LPG) |
≥ 1,5 Ptk (môi chất thử là nước) ≥ 1,1 Ptk (môi chất thử là khí) |
≥ 10 |
|
Đường ống dẫn khí (hơi LPG) |
1,25 Ptk |
≥ 120 |
Ptk – Áp suất thiết kế.
10.4.3.3. Trình tự thử bền:
10.4.3.3.1. Nạp môi chất thử: Nạp đầy môi chất thử vào hệ thống (lưu ý việc xả khí khi thử bằng nước).
10.4.3.3.2. Tăng áp suất lên đến áp suất thử (lưu ý tăng từ từ để tránh hiện tượng dãn nở đột ngột làm hỏng thiết bị và nghiêm cấm việc gõ búa khi ở áp suất thử). Theo dõi, phát hiện các hiện tượng bất thường trong quá trình thử.
10.4.3.3.3. Duy trì áp suất thử theo quy định.
10.4.3.3.4. Giảm áp suất từ từ về áp suất làm việc, giữ nguyên áp suất này trong suốt quá trình kiểm tra. Sau đó giảm áp suất về (0); khắc phục các tồn tại (nếu có) và kiểm tra lại kết quả đã khắc phục được.
10.4.3.4. Việc thử khí chỉ cho phép khi có kết quả tốt về kiểm tra kỹ thuật bên ngoài, bên trong và phải tính toán kiểm tra bền trên cơ sở dữ liệu đo đạc trực tiếp trên hệ thống.
Khi thử nghiệm bằng khí, phải lên phương án cụ thể, có giải pháp đảm bảo an toàn trong quá trình thử nghiệm.
10.4.3.5. Kiểm tra độ kín bằng dung dịch xà phòng hoặc bằng các biện pháp khác.
10.4.4. Thử kín
10.4.4.1. Môi chất thử: Không khí, khí trơ hoặc khí LPG (chỉ áp dụng đối với đường ống dẫn khí LPG có áp suất làm việc tối đa cho phép nhỏ hơn 6.9 bar).
10.4.4.2. Áp suất, thời gian duy trì áp suất thử được quy định tại Bảng 2.
Bảng 2. Áp suất, thời gian duy trì thử kín
|
Loại thiết bị |
Áp suất thử ( bar ) |
Thời gian duy trì ( phút ) |
|
Bình, bồn chứa |
Theo quy trình kiểm định bồn chứa LPG |
|
|
Thiết bị hóa hơi |
7,5 |
≥ 30 |
|
Đường ống công nghệ (lỏng LPG) |
≥ 1,1 Plv |
≥ 30 |
|
Đường ống dẫn khí (hơi LPG) có Plv ≥ 6,9 bar |
Plv |
≥ 120 |
|
Đường ống dẫn khí (hơi LPG) có Plv < 6,9 bar |
6,9 |
≥ 120 |
Lưu ý: Thời gian duy trì thử kín đảm bảo được sự ổn định của áp suất môi chất thử và thời gian kiểm tra.
10.4.4.3. Nạp môi chất thử vào hệ thống và tăng áp suất đến áp suất thử.
10.4.4.4. Phát hiện các rò rỉ bằng dung dịch xà phòng hoặc bằng các biện pháp khác.
Đánh giá kết quả: Thử kín đạt yêu cầu khi:
- Không phát hiện rò rỉ khí.
- Độ sụt áp cho phép trong thời gian duy trì áp suất thử: ≤ 0,5% áp suất thử.
10.5. Kiểm tra vận hành
10.5.1. Kiểm tra đầy đủ các điều kiện để có thể đưa hệ thống vào vận hành.
10.5.2. Kiểm tra tình trạng làm việc của hệ thống và các phụ kiện kèm theo; sự làm việc của các thiết bị đo lường, bảo vệ.
10.5.3. Van an toàn được hiệu chỉnh và niêm chì như sau:
- Đối với đường ống công nghệ: Áp suất đặt van an toàn trong khoảng từ 18 bar đến 24 bar (Mục 2.7.2.2 QCVN 01:2016/BCT).
- Đối với đường ống dẫn khí: Áp suất đặt của van an toàn không quá 1,1 lần áp suất làm việc lớn nhất (Mục 2.7.2.2 QCVN 01:2016/BCT).
Đánh giá kết quả: Kết quả đạt yêu cầu khi hệ thống, các thiết bị phụ trợ và các thiết bị đo lường bảo vệ làm việc bình thường, các thông số làm việc ổn định.
10.6. Xử lý kết quả kiểm định
10.6.1. Lập biên bản kiểm định theo mẫu Phụ lục 2 của Quy trình này.
10.6.2. Thông qua biên bản kiểm định
Thành phần tham gia thông qua biên bản kiểm định bắt buộc tối thiểu phải có các thành viên sau:
- Đại diện cơ sở hoặc người được cơ sở ủy quyền.
- Người tham gia và chứng kiến kiểm định.
- Kiểm định viên thực hiện việc kiểm định.
Khi biên bản được thông qua, kiểm định viên, người tham gia và chứng kiến kiểm định, đại diện cơ sở hoặc người được cơ sở ủy quyền cùng ký và đóng dấu (nếu có) vào biên bản. Biên bản kiểm định được lập thành 02 bản, mỗi bên có trách nhiệm lưu giữ 01 bản.
10.6.3. Ghi tóm tắt kết quả kiểm định vào lý lịch của thiết bị (ghi rõ họ tên kiểm định viên, ngày tháng năm kiểm định).
10.6.4. Dán tem kiểm định: Khi thiết bị đạt yêu cầu kỹ thuật an toàn, kiểm định viên dán tem kiểm định cho thiết bị. Tem kiểm định được dán ở vị trí dễ quan sát.
10.6.5. Cấp giấy Chứng nhận kết quả kiểm định
10.6.5.1. Khi thiết bị có kết quả kiểm định đạt yêu cầu kỹ thuật an toàn, tổ chức kiểm định cấp giấy chứng nhận kết quả kiểm định cho thiết bị trong thời hạn 05 ngày làm việc kể từ ngày thông qua biên bản kiểm định tại cơ sở.
10.6.5.2. Khi thiết bị có kết quả kiểm định không đạt các yêu cầu thì chỉ thực hiện các bước nêu tại Mục 10.6.1 và 10.6.2 của Quy trình này và chỉ cấp cho cơ sở biên bản kiểm định, trong đó phải ghi rõ lý do thiết bị không đạt yêu cầu kiểm định, thông báo cho cơ sở biết để có biện pháp khắc phục.
PHỤ LỤC 1
BẢN GHI CHÉP TẠI HIỆN TRƯỜNG
|
(Cơ quan quản lý cấp trên) (Tên tổ chức KĐ) |
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập - Tự do - Hạnh phúc |
……,ngày…..…tháng…..…năm 20…
BẢN GHI CHÉP TẠI HIỆN TRƯỜNG
(Ghi đầy đủ thông số kiểm tra, thử nghiệm theo đúng quy trình kiểm định)
I. Thông tin chung
Tên thiết bị:......................................................................................................
Tên tổ chức, cá nhân đề nghị:..........................................................................
Địa chỉ (trụ sở chính của cơ sở):......................................................................
Địa chỉ (Vị trí) lắp đặt:.......................................................................................
Nội dung buổi làm việc với cơ sở:
- Làm việc với ai: (thông tin) ............................................................................
- Người chứng kiến:.........................................................................................
II. Thông số kỹ thuật
1. Thông số kỹ thuật của hệ thống
|
Mã hiệu: |
Áp suất thiết kế ( cao áp / hạ áp ) : (bar) |
|
Số chế tạo: |
Áp suất làm việc lớn nhất ( cao áp / hạ áp ) : (bar) |
|
Năm chế tạo: |
Đơn vị chế tạo: |
2. Thông số kỹ thuật bồn chứa LPG
|
Mã hiệu: |
Áp suất thiết kế : (bar) |
|
Số chế tạo: |
Áp suất làm việc : (bar) |
|
Năm chế tạo: |
Đơn vị chế tạo: |
3. Thông số kỹ thuật thiết bị hóa hơi
|
Mã hiệu: |
Áp suất thiết kế: bar |
|
Số chế tạo: |
Áp suất làm việc : bar |
|
Năm chế tạo: |
Đơn vị chế tạo: |
III. Hình thức kiểm định:.................................................................................
IV. Kiểm tra hồ sơ
1. Kiểm định lần đầu:
a) Hồ sơ xuất xưởng
- Lý lịch, hồ sơ của hệ thống.
- Bản vẽ sơ đồ nguyên lý làm việc của hệ thống.
- Bản vẽ cấu tạo các bộ phận chịu áp lực trong hệ thống.
- Các chứng chỉ kiểm tra chất lượng vật liệu chế tạo,vật liệu hàn.
- Các biên bản kiểm tra mối hàn...
b) Hồ sơ lắp đặt
- Thiết kế lắp đặt.
- Biên bản nghiệm thu lắp đặt.
c) Các chứng chỉ kiểm tra về đo lường
- Giấy chứng nhận kiểm định thiết bị đo lường (áp kế).
- Biên bản kiểm tra tiếp địa, chống sét.
- Biên bản kiểm tra van an toàn.
2. Kiểm định định kỳ và bất thường
- Lý lịch, biên bản kiểm định và Giấy chứng nhận kết quả kiểm định lần trước.
- Nhật ký vận hành.
- Sổ theo dõi sửa chữa, bảo dưỡng ; biên bản thanh tra, kiểm tra (nếu có).
- Hồ sơ thiết kế, sửa chữa, biên bản về chất lượng sửa chữa, thay đổi.
V. Kiểm tra kỹ thuật bên ngoài, bên trong
1. Vị trí lắp đặt (khoảng cách, cầu thang, sàn thao tác).
2. Chống sét, nối đất bảo vệ, chiếu sáng vận hành, thông gió.
3. Các bộ phận chịu áp lực (tình trạng bề mặt kim loại và mối hàn)
- Bồn chứa LPG.
- Chai chứa khí.
- Thiết bị hóa hơi.
- Đường ống.
4. Tình trạng của thiết bị kiểm tra, an toàn, dụng cụ đo kiểm
- Van an toàn (Số lượng, loại, đường kính, áp suất đặt).
- Áp kế (Số lượng, thang đo, đơn vị đo, cấp chính xác, số tem, thời hạn hiệu chuẩn).
- Đo mức (Số lượng, loại)
5. Tình trạng bề mặt kim loại, mối hàn
VI. Thử bền, thử kín
- Môi chất thử.
- Áp suất thử.
- Thời gian thử.
- Kết quả (Tình trạng rò rỉ, tình trạng biến dạng, độ tụt áp).
VII . Thử vận hành
- Tình trạng làm việc của các thiết bị chịu áp lực trong hệ thống.
- Tình trạng làm việc của thiết bị đo lường, van an toàn.
- Tình trạng làm việc của thiết bị phụ trợ.
NGƯỜI CHỨNG KIẾN(Ký, ghi rõ họ và tên) |
KIỂM ĐỊNH VIÊN(Ký, ghi rõ họ và tên) |
PHỤ LỤC 2
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
HỆ THỐNG CUNG CẤP KHÍ DẦU MỎ HÓA LỎNG (LPG)
|
(Cơ quan quản lý cấp trên ) (Tên tổ chức KĐ) |
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập - Tự do - Hạnh phúc |
.............., ngày … tháng … năm 20…
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
HỆ THỐNG CUNG CẤP KHÍ DẦU MỎ HÓA LỎNG (LPG)
|
Số: |
……………………………. |
Chúng tôi gồm:
1. ........................................................... Số hiệu kiểm định viên :...................
2. ........................................................... Số hiệu kiểm định viên:....................
Thuộc: ............................................................................................................
Số Giấy chứng nhận đủ điều kiện của tổ chức kiểm định:.................................
Đã tiến hành kiểm định:....................................................................................
Đơn vị sử dụng:...............................................................................................
Địa chỉ (trụ sở chính):.......................................................................................
Địa chỉ (vị trí) lắp đặt:.......................................................................................
Quy trình kiểm định áp dụng:...........................................................................
Chứng kiến kiểm định và thông qua biên bản:
1. ........................................................... Chức vụ:..........................................
2. ........................................................... Chức vụ:..........................................
I.THÔNG SỐ CƠ BẢN CỦA HỆ THỐNG
Mã hiệu, ký hiệu : ………… Số chế tạo : …………….Năm chế tạo (lắp đặt):...
Nhà chế tạo: ...................................................................................................
Áp suất tồn trữ lớn nhất: ............................ bar Dung lượng tồn trữ :...... tấn
Áp suất làm việc lớn nhất của đường ống: …….bar Chiều dài tổng cộng: .. m
Công dụng:......................................................................................................
Ngày kiểm định gần nhất:................. Do:........................................................ ..
II. HÌNH THỨC KIỂM ĐỊNH
+ Lần đầu: + Định kỳ: KNKT KX + Bất thường:
Lý do kiểm định bất thường: ............................................................................
III - NỘI DUNG KIỂM ĐỊNH
1. Kiểm tra hồ sơ :
- Nhận xét:.......................................................................................................
- Đánh giá kết quả: Đạt: Không đạt:
2. Kiểm tra kỹ thuật bên ngoài, bên trong :
|
Hạng mục kiểm tra |
Đạt |
Không đạt |
|
Vị trí lắp đặt, khoảng cách |
|
|
|
Chiếu sáng vận hành |
|
|
|
Thông gió |
|
|
|
Sàn, cầu thang thao tác. |
|
|
|
Hệ thống chống sét, tiếp địa an toàn |
|
|
|
Bồn chứa, dàn chai. |
|
|
|
Tình trạng kim loại các bộ phận, chi tiết chịu áp lực. |
|
|
|
Tình trạng mối hàn, mối nối các bộ phận, chi tiết chịu áp lực |
|
|
|
Hệ thống đường ống |
|
|
|
Thiết bị hóa hơi. |
|
|
|
Các thiết bị phụ trợ: |
|
|
|
Hệ thống làm mát,cảnh báo rò rỉ LPG |
|
|
|
Các thiết bị đo lường, bảo vệ, an toàn và tự động |
|
|
- Nhận xét:.......................................................................................................
- Đánh giá kết quả: Đạt: Không đạt:
3. Thử nghiệm :
|
Nội dung thử |
Bộ phận |
Môi chất thử |
Áp suất thử (bar) |
Thời gian duy trì (phút) |
|
Thử bền |
Bồn chứa (Ống góp) |
|
|
|
Bình hóa hơi |
|
|
|
|
|
Đường lỏng |
|
|
|
|
|
Đường hơi |
|
|
|
|
Thử kín |
Bồn chứa (Ống góp) |
|
|
|
Bình hóa hơi |
|
|
|
|
|
Đường lỏng |
|
|
|
|
|
Đường hơi |
|
|
|
|
Thử vận hành |
|
|
|
|
- Nhận xét:.......................................................................................................
- Đánh giá kết quả: Đạt: Không đạt:
IV. KẾT LUẬN VÀ KIẾN NGHỊ
1.Hệ thống được kiểm định có kết quả: Đạt Không đạt
2.Đã được dán tem kiểm định số : ………………………Tại vị trí: .....................
3.Áp suất làm việc lớn nhất :
+ Tồn trữ: ………… bar . + Hóa hơi: ………… bar + Đường ống:……… bar
4. Áp suất đặt của van an toàn :
|
Vị trí |
Áp suất mở (bar) |
Áp suất đóng (bar) |
|
Bồn chứa (Ống góp) |
|
|
|
Bình hóa hơi |
|
|
|
Đường lỏng |
|
|
|
Đường hơi |
|
|
5. Các kiến nghị:..............................................................................................
Thời gian thực hiện kiến nghị:..........................................................................
V. THỜI HẠN KIỂM ĐỊNH
Kiểm định định kỳ ngày ………. tháng …………….năm.....................................
Lý do rút ngắn thời hạn:....................................................................................
Biên bản đã được thông qua ngày ….. tháng…….. năm ................................
Tại:..................................................................................................................
Biên bản được lập thành……….. bản , mỗi bên giữ…………… bản.
Chúng tôi, những kiểm định viên thực hiện kiểm định hoàn toàn chịu trách nhiệm về tính chính xác các nhận xét và đánh giá kết quả kiểm định ghi trong biên bản này./.
|
CHỦ CƠ SỞ |
NGƯỜI CHỨNG KIẾN |
KIỂM ĐỊNH VIÊN |
BỘ CÔNG THƯƠNG
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
CHAI THÉP HÀN NẠP LẠI ĐƯỢC
DÙNG CHO KHÍ DẦU MỎ HÓA LỎNG (LPG)
QTKĐ: 08-2017/BCT
HÀ NỘI - 2017
Lời nói đầu
Quy trình kiểm định kỹ thuật an toàn lao động chai thép hàn nạp lại được dùng cho khí dầu mỏ hóa lỏng do Cục Kỹ thuật an toàn và Môi trường công nghiệp chủ trì biên soạn và được ban hành kèm theo Thông tư số 10/2017/TT-BCT ngày 26 tháng 7 năm 2017 của Bộ Công Thương ban hành Quy trình kiểm định máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
CHAI THÉP HÀN NẠP LẠI ĐƯỢC DÙNG CHO KHÍ DẦU MỎ HÓA LỎNG (LPG)
1. Phạm vi áp dụng:
Quy trình kiểm định kỹ thuật an toàn lao động chai thép hàn nạp lại dùng cho khí dầu mỏ hóa lỏng (LPG) có dung tích chứa không lớn hơn 150 lít (gọi tắt là chai chứa LPG hoặc chai) trong Danh mục các loại máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
Quy trình này không áp dụng cho chai chứa LPG mini sử dụng cho bếp gas xách tay và chai chứa LPG được chế tạo bằng vật liệu không phải bằng thép.
Căn cứ vào quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng, các tổ chức kiểm định kỹ thuật an toàn lao động xây dựng quy trình chi tiết cho từng dạng, loại thiết bị cụ thể nhưng không được trái với quy định của quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng.
2. Đối tượng áp dụng
- Các doanh nghiệp, cơ quan, tổ chức, cá nhân sở hữu, quản lý, sử dụng chai thép hàn nạp lại được dùng cho khí dầu mỏ hóa lỏng (LPG) nêu tại Mục 1 của Quy trình này (sau đây gọi tắt là cơ sở).
- Các tổ chức hoạt động kiểm định kỹ thuật an toàn lao động (sau đây gọi là tổ chức kiểm định) và kiểm định viên được cấp chứng chỉ kiểm định viên theo quy định của Bộ Công Thương.
3. Quy chuẩn, tiêu chuẩn áp dụng:
- QCVN 04:2013/BCT, Quy chuẩn kỹ thuật Quốc gia về an toàn chai chứa khí dầu mỏ hóa lỏng bằng thép.
- TCVN 8366:2010, Bình chịu áp lực - Yêu cầu về thiết kế và chế tạo.
- TCVN 6156:1996, Bình chịu áp lực - Yêu cầu kỹ thuật an toàn lắp đặt, sử dụng và sửa chữa - Phương pháp thử.
- TCVN 6008:2010, Thiết bị áp lực - Mối hàn - Yêu cầu kỹ thuật và phương pháp thử.
- TCVN 7762:2007, Chai chứa khí - Chai thép hàn nạp lại được dùng cho khí dầu mỏ hoá lỏng (LPG) - Quy trình kiểm tra trước, trong và sau khi nạp.
- TCVN 7763:2007, Chai chứa khí - Chai thép hàn nạp lại và vận chuyển được dùng cho khí dầu mỏ hoá lỏng (LPG) - Thiết kế và kết cấu.
- TCVN 7832:2007, Chai chứa khí - Chai thép hàn nạp lại được dùng cho khí dầu mỏ hoá lỏng (LPG) - Kiểm tra định kỳ và thử nghiệm.
- TCVN 6294:2007, Chai chứa khí - Chai chứa khí bằng thép các bon hàn - Kiểm tra và thử định kỳ.
Trong trường hợp các quy chuẩn kỹ thuật quốc gia và tiêu chuẩn quốc gia viện dẫn tại quy trình kiểm định này có bổ sung, sửa đổi hoặc thay thế thì áp dụng theo quy định tại văn bản mới nhất.
Việc kiểm định các chỉ tiêu về kỹ thuật an toàn của chai thép hàn nạp lại được dùng cho khí dầu mỏ hóa lỏng (LPG) có thể áp dụng theo tiêu chuẩn khác khi có đề nghị của cơ sở sử dụng, chế tạo với điều kiện tiêu chuẩn đó phải có các chỉ tiêu kỹ thuật về an toàn bằng hoặc cao hơn so với các chỉ tiêu quy định trong các tiêu chuẩn quốc gia được viện dẫn trong quy trình này.
4. Thuật ngữ, định nghĩa
Quy trình này sử dụng các thuật ngữ, định nghĩa trong các tài liệu viện dẫn nêu trên và một số thuật ngữ, định nghĩa trong quy trình này được hiểu như sau:
4.1. Khí dầu mỏ hóa lỏng
Là sản phẩm hydrocacbon có nguồn gốc dầu mỏ với thành phần chính là Propan (C3H8) hoặc Butan (C4H10) hoặc hỗn hợp của hai loại này. Tại nhiệt độ, áp suất bình thường các hydrocacbon này ở thể khí và khi được nén đến một áp suất nhất định hoặc làm lạnh đến nhiệt độ phù hợp thì chúng chuyển sang thể lỏng.
4.2. Chai chứa LPG bằng thép
Là chai chứa LPG, nạp lại được và vận chuyển được có dung tích không lớn hơn 150 lít được chế tạo bằng thép hàn và ghi nhãn đáp ứng các yêu cầu kỹ thuật của quy chuẩn quốc gia.
4.3. Kiểm định kỹ thuật an toàn lao động (gọi tắt là kiểm định)
Là hoạt động kỹ thuật theo một quy trình kiểm định nhằm đánh giá và xác nhận sự phù hợp của tình trạng kỹ thuật an toàn của đối tượng được kiểm định với các quy chuẩn kỹ thuật, tiêu chuẩn kỹ thuật tương ứng đối với đối tượng được kiểm định.
5. Hình thức kiểm định và thời hạn kiểm định
5.1. Kiểm định lần đầu: Trước khi đưa vào sử dụng lần đầu.
5.2. Kiểm định định kỳ
- Không quá 05 năm/lần đối với các chai sử dụng đến 20 năm.
- Không quá 02 năm/lần đối với các chai sử dụng trên 20 năm.
Trường hợp nhà chế tạo quy định hoặc cơ sở yêu cầu thời hạn kiểm định kỹ thuật an toàn ngắn hơn thì thực hiện theo quy định của nhà chế tạo hoặc yêu cầu của cơ sở.
Khi rút ngắn thời hạn kiểm định kỹ thuật an toàn, kiểm định viên phải nêu rõ lý do trong biên bản kiểm định.
5.3. Kiểm định bất thường: Khi thấy cần thiết hoặc cơ quan có thẩm quyền yêu cầu.
6. Tổ chức thực hiện
Việc thực hiện công tác kiểm định kỹ thuật an toàn chai chứa LPG bằng thép hàn nạp lại do kiểm định viên thực hiện.
6.1. Đối với cơ sở sử dụng
- Thực hiện kiểm định đúng thời hạn quy định.
- Cung cấp các hồ sơ, tài liệu kỹ thuật có liên quan đến chai chứa LPG được kiểm định.
- Cử người đại diện chứng kiến, phối hợp khi tiến hành kiểm định.
6.2. Đối với tổ chức kiểm định/trạm kiểm định chai chứa LPG
- Chỉ được kiểm định chai chứa LPG tại trạm kiểm định đã được Bộ Công Thương cấp Giấy chứng nhận đủ điều kiện.
- Tiến hành kiểm định phải tuân thủ các tiêu chuẩn, quy chuẩn về kỹ thuật an toàn có liên quan.
- Tiến hành kiểm định phù hợp theo các bước quy định của quy trình này để đảm bảo có kết luận chính xác về tình trạng chai chứa LPG.
- Lập biên bản kiểm định và cấp Giấy chứng nhận kết quả kiểm định theo quy định.
7. Thiết bị, dụng cụ phục vụ kiểm định
Các thiết bị, dụng cụ phục vụ kiểm định phải phù hợp với đối tượng kiểm định và phải được kiểm định, hiệu chuẩn theo quy định, bao gồm:
- Thiết bị tháo lắp van chai.
- Thiết bị thử thủy lực.
- Thiết bị thử dãn nở thể tích.
- Thiết bị thử kín.
- Thiết bị xử lý gas dư.
- Thiết bị hút chân không.
- Thiết bị kiểm tra van.
- Thiết bị để kiểm tra bên trong chai: Thiết bị nội soi.
- Đồng hồ đo áp suất, thời gian.
- Cân khối lượng.
- Thiết bị đóng số.
- Dụng cụ đo đạc cơ khí: Thước cặp, thước dây.
- Các thiết bị, dụng cụ đo, kiểm tra chuyên dùng cần thiết khác như:
+ Thiết bị kiểm tra chiều dày kim loại;
+ Thiết bị kiểm tra chất lượng mối hàn.
8. Điều kiện kiểm định
Khi tiến hành kiểm định phải đảm bảo các điều kiện sau đây:
8.1. Chai chứa LPG phải ở trạng thái sẵn sàng đưa vào kiểm định.
8.2. Hồ sơ, tài liệu của chai chứa LPG phải đầy đủ.
8.3. Các yếu tố môi trường, thời tiết không làm ảnh hưởng tới kết quả kiểm định.
8.4. Các điều kiện về an toàn phải đáp ứng để kiểm định chai chứa LPG.
9. Các bước kiểm định
9.1. Đối với chai kiểm định lần đầu
Khi kiểm định chai chứa LPG lần đầu, tổ chức kiểm định phải thực hiện lần lượt các bước sau:
- Kiểm tra hồ sơ chế tạo, lý lịch lô chai.
- Kiểm tra kỹ thuật bên ngoài, bên trong.
- Kiểm tra kỹ thuật khả năng chịu áp lực (thử bền).
- Kiểm tra chiều dày.
- Kiểm tra thử kín sau lắp van.
- Xả khí và hút chân không.
- Kiểm tra khối lượng bì chai.
- Xử lý kết quả kiểm định.
Lưu ý: Các bước kiểm tra tiếp theo chỉ được tiến hành khi kết quả kiểm tra ở bước trước đó đạt yêu cầu. Tất cả các kết quả kiểm tra của từng bước phải được ghi chép đầy đủ vào bản ghi chép hiện trường theo mẫu quy định tại Phụ lục 1 và lưu lại đầy đủ tại tổ chức kiểm định.
9.2. Đối với chai kiểm định định kỳ, bất thường
Khi kiểm định chai chứa LPG định kỳ, bất thường, tổ chức kiểm định phải thực hiện lần lượt các bước sau:
- Kiểm tra hồ sơ, lý lịch hoặc thông tin, tài liệu của chai.
- Kiểm tra kỹ thuật bên ngoài, bên trong.
- Kiểm tra khả năng chịu áp lực 100% số chai được kiểm định (thử bền).
- Kiểm tra dãn nở thể tích (đối với chai đã sử dụng từ 20 năm trở lên).
- Kiểm tra van an toàn và độ kín của van.
- Kiểm tra thử kín sau lắp đặt van.
- Xả khí và hút chân không.
- Kiểm tra khối lượng bì chai.
- Xử lý kết quả kiểm định.
Lưu ý: Các bước kiểm tra tiếp theo chỉ được tiến hành khi kết quả kiểm tra ở bước trước đó đạt yêu cầu. Tất cả các kết quả kiểm tra của từng bước phải được ghi chép đầy đủ vào bản ghi chép hiện trường theo mẫu quy định tại Phụ lục 01 của Quy trình này và lưu lại đầy đủ tại tổ chức kiểm định.
10. Tiến hành kiểm định
10.1. Công tác chuẩn bị trước khi tiến hành kiểm định
Khi tiến hành kiểm định phải thực hiện các công việc chuẩn bị sau:
10.1.1. Thống nhất kế hoạch kiểm định, công việc chuẩn bị và phối hợp giữa tổ chức kiểm định với cơ sở, bao gồm cả những nội dung sau:
10.1.1.1. Chuẩn bị hồ sơ, tài liệu của chai.
10.1.1.2. Xác định các chai cần kiểm định
- Kiểm định lần đầu: Chọn lựa mẫu ngẫu nhiên 5% trong lô chai kiểm định (các chai lựa chọn phải đảm bảo có đại diện của các tiểu lô chai). Nếu trong số chai kiểm định phát hiện một chai không đạt yêu cầu thì phải tiến hành kiểm định 100% số chai trong lô (Mục 4.2 TCVN 6156:1996).
- Kiểm định định kỳ, kiểm định bất thường: 100% số chai.
10.1.2. Lập biên bản giao nhận, chuẩn bị điều kiện về nhân lực, phương tiện để vận chuyển tập kết về nơi tiến hành kiểm định.
10.1.3. Kiểm tra và xử lý sơ bộ:
- Loại bỏ các chai không thuộc sở hữu của cơ sở hoặc không được (chủ sở hữu chai) ủy quyền cho cơ sở đề nghị kiểm định.
- Loại bỏ các chai không có trong danh sách, không có hoặc không rõ thông số ghi trên tay sách.
- Loại các chai có khuyết tật quá mức đánh giá loại bỏ như: Phồng, móp, rãnh cắt hoặc vết đục giao nhau, vết nứt, hư hỏng do cháy, vết cháy do hồ quang hoặc đèn hàn theo Bảng 1, 2 và 3 Mục 5.3.3 TCVN 7832:2007.
- Tiến hành hút gas dư và xả khí, đảm bảo chắc chắn chai không còn áp suất và gas dư.
- Tiến hành vệ sinh làm sạch bề mặt ngoài các chai.
10.2. Kiểm tra hồ sơ, lý lịch lô chai
Căn cứ vào các hình thức kiểm định để kiểm tra, xem xét các hồ sơ sau:
10.2.1. Trường hợp kiểm định lần đầu:
Kiểm tra hồ sơ chai theo quy định tại khoản 5 Điều 9 QCVN 04:2013/BCT.
10.2.1.1. Giấy chứng nhận của nhà sản xuất, bao gồm các nội dung cơ bản: Nhà sản xuất, khách hàng, kích thước cơ bản, vật liệu sử dụng, các kiểm tra và thử nghiệm đã tiến hành đối với lô hàng, chế độ xử lý nhiệt sau khi hàn và các biên bản kiểm tra thử nghiệm kèm theo.
10.2.1.2. Hồ sơ vật liệu
- Giấy chứng nhận về phân tích thành phần kim loại mẻ đúc và cơ tính của thép dùng cho việc chế tạo vỏ chai.
- Phiếu nhận biết nguồn gốc vật liệu, bao gồm các thông tin: Ký hiệu nhận biết vật liệu, số sê ri chai sản xuất (đảm bảo có thể truy tìm nguồn gốc của tất cả các vật liệu chế tạo chai).
10.2.1.3. Các biên bản kiểm tra thử nghiệm kèm theo bao gồm:
- Biên bản kết quả đo kiểm các chai mẫu (dung tích, khối lượng, chiều dày nhỏ nhất đo được của thành và đáy chai).
- Biên bản thử cơ tính.
- Biên bản thử thủy lực.
- Biên bản thử nổ.
- Biên bản thử kín.
- Biên bản thử áp suất theo chu trình (nếu có, chỉ yêu cầu khi thử phê duyệt kiểu).
- Biên bản kết quả kiểm tra bằng chụp ảnh bức xạ.
10.2.2. Trường hợp kiểm định định kỳ
Kiểm tra lý lịch lô chai, biên bản kiểm định và Giấy chứng nhận kiểm định lần trước hoặc thông tin, tài liệu về chai.
10.2.3. Trường hợp kiểm định bất thường
- Kiểm tra lý lịch lô chai, biên bản kiểm định và Giấy chứng nhận kiểm định lần trước hoặc thông tin, tài liệu về chai.
- Kiểm tra lý do kiểm định bất thường.
10.3. Kiểm tra kỹ thuật bên ngoài
10.3.1. Kiểm tra đối chiếu với hồ sơ chế tạo trong trường hợp kiểm định lần đầu: Các thông số kỹ thuật của chai đóng trên tay xách so sánh với hồ sơ xuất xưởng của lô chai.
10.3.2. Kiểm tra mối ghép ren cổ chai và van, kiểm tra tình trạng bề mặt, các mối hàn, chân đế, tay xách.
10.3.3. Xác định các khuyết tật vật lý, ăn mòn trên thành chai và các khuyết tật khác không lớn hơn giới hạn loại bỏ tại Bảng 1, 2 và 3 Mục 5.3.3 TCVN 7832:2007.
10.3.4. Trong trường hợp có nghi ngờ, yêu cầu cơ sở áp dụng thêm các phương pháp kiểm tra thích hợp khác như đo chiều dày v.v...
10.4. Thử thủy lực
10.4.1. Có thể thực hiện việc thử bền với từng chai hoặc một nhóm chai tùy theo thiết kế của hệ thống thử thủy lực.
10.4.2. Môi chất thử: Nước.
10.4.3. Áp suất thử bằng áp suất thử ghi nhãn trên chai, nhưng không nhỏ hơn 30 bar.
10.4.4. Thời gian duy trì tại áp suất thử: Tối thiểu là 01 phút.
10.4.5. Trình tự tiến hành thử thủy lực
- Nạp đầy nước vào chai.
- Tiến hành tăng từ từ áp suất trong chai tới khi đạt áp suất thử.
- Duy trì áp suất này trong khoảng thời gian thử. Trong khoảng thời gian này tiến hành kiểm tra toàn bộ bề mặt chai, các mối hàn, các biến dạng, vết nứt, rò rỉ. Sau đó giảm từ từ áp suất xuống và xả hết nước ra khỏi chai.
Đánh giá kết quả: Chai thử bền đạt yêu cầu khi: Áp suất không giảm khi duy trì ở áp suất thử, không có sự rò rỉ nào trên thân chai, các mối hàn.
10.5. Thử dãn nở thể tích
- Thử dãn nở thể tích phải thực hiện đối với chai đã sử dụng từ 20 năm trở lên.
- Việc thử dãn nở thể tích được coi là đạt yêu cầu khi độ dãn nở thể tích vĩnh cửu nhỏ hơn 10% độ dãn nở thể tích tổng.
10.6. Kiểm tra kỹ thuật bên trong
- Xả hết nước, làm sạch chai sau khi thử thủy lực.
- Kiểm tra bên trong bằng thiết bị nội soi để đánh giá tình trạng bề mặt kim loại, mối hàn, tình trạng ăn mòn bên trong chai; phát hiện và loại bỏ các chai bị mài bỏ chữ dập nổi trên mặt ngoài.
10.7. Kiểm tra chiều dày
10.7.1. Trường hợp kiểm định lần đầu, đơn vị kiểm định phải đo chiều dày chai để kiểm tra, đối chiếu hồ sơ chế tạo chai. Sử dụng máy siêu âm đo chiều dày tại các điểm: Đáy chai 3 điểm, đầu chai 3 điểm, thân chai 6 điểm chia đều theo chu vi.
10.7.2. Trường hợp kiểm định định kỳ, khi phát hiện chai có khuyết tật ăn mòn, rỗ gỉ cần phải đo chiều dày để xác định chiều dày còn lại của chai.
10.7.3. Chiều dày đo được không nhỏ hơn chiều dày tối thiểu của thân chai và đáy chai theo khoản 2 Điều 6 của QCVN 04:2013/BCT. Trường hợp giảm chiều dày do ăn mòn trên thành chai, loại bỏ các chai có độ giảm chiều dày lớn hơn giới hạn loại bỏ quy định tại Bảng 2 Mục 5.3 TCVN 7832:2007.
10.8. Lắp van chai, kiểm tra khối lượng
10.8.1. Làm khô chai trước khi lắp van đầu chai.
10.8.2. Lắp van chai theo quy định tại Mục 7.4 TCVN 7832:2007.
10.8.3. Kiểm tra khối lượng chai. Nếu khối lượng chai nhỏ hơn 95% khối lượng chai ban đầu thì loại bỏ chai.
10.9. Thử kín
10.9.1. Có thể thực hiện việc thử kín với từng chai hoặc một nhóm chai tùy theo thiết kế của hệ thống thử kín.
10.9.2. Môi chất thử: Không khí hoặc khí trơ.
10.9.3. Áp suất thử: Bằng áp suất thử ghi trên chai hoặc theo yêu cầu của cơ sở nhưng không được nhỏ hơn 13 bar theo quy định tại khoản 5, Điều 8 QCVN 04:2013/BCT.
10.9.4. Thời gian duy trì áp suất thử: Đảm bảo đủ thời gian kiểm tra, tối thiểu 5÷7 giây (điểm a Mục 5.4.4.2 TCVN 7832:2007).
10.9.5. Trình tự tiến hành thử kín:
Các chai phải được lắp van đầu chai theo Mục 7.4 TCVN 7832:2007, nạp môi chất thử tới áp suất thử, được ngắt hoàn toàn khỏi nguồn áp suất và duy trì áp suất trong thời gian thử. Toàn bộ chai sẽ được nhúng ngập trong nước và được kiểm ra bằng mắt sự rò rỉ ở toàn bộ bề mặt chai, các mối hàn, mối nối cổ chai và van chai. Các chai bị rò rỉ tại vị trí lắp van phải được để riêng xem xét khắc phục và phải được thử lại theo đúng trình tự.
Đánh giá kết quả: Chai thử kín đạt yêu cầu khi đảm bảo độ kín, không có hiện tượng rò rỉ ở bất cứ điểm nào trên toàn bộ bề mặt chai, van chai và mối ghép giữa van với cổ chai.
Lưu ý: Ánh sáng tại khu vực kiểm tra phải đủ sáng cho mắt thường quan sát. Bể nước dùng để dìm chai phải được vệ sinh và thay thế thường xuyên đảm bảo độ trong cần thiết để quan sát được những bọt khí nổi lên. Khi dìm chai xong phải để mặt nước tĩnh lặng mới thực hiện quá trình kiểm tra.
10.10. Xả khí và hút chân không
- Các chai đã được thử kín đạt yêu cầu được tiến hành xả khí và hút chân không.
- Áp suất trong chai sau khi hút chân không đạt đến giá trị -0,5 bar.
10.11. Xử lý kết quả kiểm định
10.11.1. Đánh giá kết quả kiểm định.
10.11.2. Đóng ký hiệu kiểm định:
- Các chai đạt yêu cầu kiểm định được đóng ký hiệu kiểm định. Trường hợp kiểm định lần đầu cho loạt chai, nếu loạt chai đạt yêu cầu kiểm định, phải đóng ký hiệu kiểm định cho 100% số chai của loạt.
- Đóng ký hiệu kiểm định gồm cơ quan kiểm định, thời gian kiểm định và thời gian tái kiểm định lên tay xách: [1] - [2] - [3] - [4] trên cùng một hàng, trường hợp chiều dài đóng bị hạn chế thì có thể tách [1] riêng một hàng.
[1] : Lô gô hoặc ký hiệu tổ chức kiểm định.
[2] : Tháng, năm kiểm định (hai số cuối).
[3] : Năm kiểm định tiếp theo (hai số cuối).
[4] : Khối lượng chai (nếu khối lượng thay đổi quá 0,2 kg).
Chiều cao chữ, số tối thiểu 4 mm. Thời hạn tái kiểm định phải đúng theo quy định tại Mục 5 của Quy trình này. Không đóng đè lên các số liệu đã có trên tay xách.
10.11.3. Lập biên bản kiểm định, danh sách chai và lô chai với đầy đủ nội dung theo mẫu quy định tại Phụ lục 2, 3 của Quy trình này.
Hồ sơ kết quả kiểm định phải được lưu giữ tại tổ chức kiểm định và tổ chức, cá nhân sở hữu chai theo quy định tại Mục 9 TCVN 7832:2007.
Các chai không đạt yêu cầu khi kiểm định phải loại bỏ theo quy định tại Mục 8 TCVN 7832:2007 và Khoản 2 Điều 12 QCVN 04:2013/BCT. Hồ sơ lưu trữ các chai đã loại bỏ phải được lưu tại tổ chức kiểm định và tổ chức, cá nhân sở hữu chai chứa bao gồm các thông tin tối thiểu sau: Loại chai, chủ sở hữu, số sêri chai, năm sản xuất, nhà sản xuất, lý do loại bỏ chai.
PHỤ LỤC 1
BẢN GHI CHÉP TẠI HIỆN TRƯỜNG
|
(Cơ quan quản lý cấp trên) (Tên tổ chức KĐ) |
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập - Tự do - Hạnh phúc |
…,ngày…..…tháng…..…năm 20…
BẢN GHI CHÉP TẠI HIỆN TRƯỜNG
KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG CHAI THÉP HÀN NẠP LẠI ĐƯỢC DÙNG CHO KHÍ DẦU MỎ HÓA LỎNG (LPG)
(Ghi đầy đủ thông số kiểm tra, thử nghiệm theo đúng quy trình kiểm định)
Chế độ kiểm định: Lần đầu ; Định kỳ ; Bất thường
|
Đơn vị sử dụng: ……………………………………………………………………………. |
|||
|
Số chế tạo lô chai:…….............................................................................................(1) |
|||
|
Tháng năm sản xuất : ……………………………………………………………………(2) |
|||
|
Loại chai: Ghi theo dung tích chai (Lít ) Áp suất thử thủy lực : ……bar Áp suất thử kín : ……….…bar |
|||
|
Kiểm định viên phụ trách |
Chữ ký |
Người khám xét trong ,ngoài |
Chữ ký |
|
|
|
|
|
|
Người thử thủy lực |
Chữ ký |
Người thử kín |
Chữ ký
|
|
Người thử dãn nở |
Chữ ký |
Người cân khối lượng |
Chữ ký |
|
Stt |
Mã hiệu |
Số chế tạo |
Tháng năm chế tạo |
Nhà chế tạo |
Khối lượng (kg) |
Kết quả kiểm định |
||
|
Trên chai |
Thực tế |
Đạt |
Không đạt (Ghi rõ lý do) |
|||||
|
1 |
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
.... |
|
|
|
|
|
|
|
|
KIỂM ĐỊNH VIÊN
(Ký, ghi rõ họ và tên)
PHỤ LỤC 2
MẪU BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
CHAI THÉP HÀN NẠP LẠI ĐƯỢC DÙNG CHO KHÍ DẦU MỎ HÓA LỎNG (LPG)
|
(Cơ quan quản lý cấp trên ) (Tên tổ chức KĐ) |
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập - Tự do - Hạnh phúc |
.............., ngày … tháng … năm 20 …
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
CHAI THÉP HÀN NẠP LẠI ĐƯỢC DÙNG CHO KHÍ DẦU MỎ HÓA LỎNG (LPG)
|
Số: |
……………………………. |
Chúng tôi gồm:
1. ........................................................... Số hiệu kiểm định viên :...................
2. ........................................................... Số hiệu kiểm định viên:....................
Thuộc: ............................................................................................................
Số Giấy chứng nhận đủ điều kiện của tổ chức kiểm định:.................................
Đã tiến hành kiểm định:....................................................................................
Đơn vị sử dụng:...............................................................................................
Địa chỉ (trụ sở chính):.......................................................................................
Địa điểm kiểm định:..........................................................................................
Quy trình kiểm định áp dụng:...........................................................................
Chứng kiến kiểm định và thông qua biên bản:
1. ........................................................... Chức vụ:..........................................
2. ........................................................... Chức vụ:..........................................
I. THÔNG SỐ CƠ BẢN CỦA CHAI
Tên và địa chỉ nhà chế tạo:..............................................................................
Tháng, năm chế tạo:........................................................................................
Số chế tạo lô chai:...........................................................................................
Số lượng và danh sách chai mẫu kiểm định:....................................................
Tên thương hiệu dập nổi trên chai:...................................................................
Áp suất thiết kế :.............................. bar Áp suất thử:................................ bar
Dung tích :....................................... lít Khối lượng bì chai: ........................ kg
Công dụng:......................................................................................................
Thời gian thực hiện kiểm định lần trước:..........................................................
II. HÌNH THỨC KIỂM ĐỊNH
Lần đầu ; Định kỳ ; Bất thường
III. NỘI DUNG KIỂM ĐỊNH
1.Kiểm tra hồ sơ, lý lịch :
|
Hạng mục kiểm tra |
Đạt |
Không đạt |
Hạng mục kiểm tra |
Đạt |
Không đạt |
|
|
Danh sách lô chai |
|
|
Công bố xuất xưởng lô chai |
|
|
|
|
Biên bản kết quả thử bền, thử kín |
|
|
Kết quả kiểm tra dãn nở thể tích |
|
|
|
|
Kết quả kiểm tra cơ tính mối hàn |
|
|
Biên bản thử nổ |
|
|
|
|
Kết quả kiểm tra chiều dày |
|
|
Kết quả kiểm tra mối hàn |
|
|
|
|
Kết quả phân tích cơ tính và hóa tính của vật liệu |
|
|
Lý lịch lô chai |
|
|
|
|
Hồ sơ sử dụng, kiểm định, thông tin khác về chai |
|
|
Các hồ sơ khác |
|
|
|
- Nhận xét :…………………………………………………………………….............
- Đánh giá kết quả: Đạt Không đạt
2. Kiểm tra kỹ thuật bên ngoài, bên trong :
|
Hạng mục kiểm tra |
Đạt |
Không |
Hạng mục kiểm tra |
Đạt |
Không |
|
Tình trạng tay xách |
|
|
Tình trạng bề mặt kim loại bên ngoài |
|
|
|
Tình trạng chân đế |
|
|
Tình trạng bề mặt kim loại bên trong |
|
|
|
Van chai |
|
|
Tình trạng bề mặt mối hàn |
|
|
- Nhận xét :…………………………………………………………………….............
- Đánh giá kết quả: Đạt Không đạt
3. Thử nghiệm:
Nội dung |
Môi chất thử |
Áp suất thử(bar) |
Thời gian duy trì (phút) |
|
Thử bền |
|
|
|
|
Thử dãn nở thể tích |
|
|
|
|
Thử kín |
|
|
|
- Nhận xét :…………………………………………………………………….............
- Đánh giá kết quả: Đạt £ Không đạt £
IV. KẾT LUẬN VÀ KIẾN NGHỊ
1. Lô (Số lượng chai) được kiểm định có kết quả: Đạt Không đạt
2. Đã được đóng ký hiệu kiểm định tại vị trí tay xách.
3. Áp suất làm việc: ……………………bar
4.Các kiến nghị : …………………………………………………………………….
5 .Thời gian thực hiện kiến nghị: ……………………………………………………
V. THỜI HẠN KIỂM ĐỊNH
Kiểm định định kỳ ngày ………tháng………….năm………………………………
Biên bản đã được lập ngày………. tháng ………….năm …………………………
Tại : ( Ghi rõ nơi tiến hành kiểm định)………………………………………………
Chúng tôi, những kiểm định viên, kỹ thuật viên thực hiện kiểm định hoàn toàn chịu trách nhiệm về tính chính xác các nhận xét và đánh giá kết quả kiểm định ghi trong biên bản này./.
1- Trường hợp kiểm định tại trạm của tổ chức kiểm định (hoặc trạm kiểm định của cơ sở):
|
TRẠM TRƯỞNG (Ký, ghi rõ họ và tên)
|
KIỂM ĐỊNH VIÊN(Ký, ghi rõ họ và tên)
|
KỸ THUẬT VIÊN(Ký, ghi rõ họ và tên)
|
2- Trường hợp tổ chức kiểm định tiến hành kiểm định tại cơ sở :
|
CHỦ CƠ SỞ (Ký, đóng dấu) |
NGƯỜI CHỨNG KIẾN(Ký, ghi rõ họ và tên)
|
KIỂM ĐỊNH VIÊN(Ký, ghi rõ họ và tên) |
PHỤ LỤC 3
DANH SÁCH CHAI ĐƯỢC KIỂM ĐỊNH
(Đính kèm theo Biên bản kiểm định số ………… ngày…. tháng…. năm …….)
Lô chai:............................................................................................................
Số lượng chai:.................................................................................................
Số chế tạo:.......................................................................................................
Đơn vị sử dụng:...............................................................................................
Địa chỉ.............................................................................................................
|
TT |
Số chế tạo |
Tháng năm chế tạo |
Nhà chế tạo |
Khối lượng chai (kg) |
Kết quả |
|
|
Đạt |
Không đạt (Nêu rõ lý do) |
|||||
|
1 |
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
... |
|
|
|
|
|
|
BỘ CÔNG THƯƠNG
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
CỘT CHỐNG THỦY LỰC ĐƠN, GIÁ KHUNG DI ĐỘNG VÀ DÀN CHỐNG TỰ HÀNH CẤU TẠO TỪ CÁC CỘT CHỐNG THỦY LỰC ĐƠN SỬ DỤNG TRONG VIỆC CHỐNG GIỮ LÒ TRONG KHAI THÁC HẦM LÒ
QTKĐ: 09-2017/BCT
HÀ NỘI - 2017
Lời nói đầu
Quy trình kiểm định kỹ thuật an toàn lao động cột chống thủy lực đơn, giá khung di động và dàn chống tự hành cấu tạo từ các cột chống thủy lực đơn do Cục Kỹ thuật an toàn và Môi trường công nghiệp chủ trì biên soạn và được ban hành kèm theo Thông tư số 10/2017/TT-BCT ngày 26 tháng 7 năm 2017 của Bộ Công Thương ban hành Quy trình kiểm định máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
CỘT CHỐNG THỦY LỰC ĐƠN, GIÁ KHUNG DI ĐỘNG VÀ DÀN CHỐNG TỰ HÀNH CẤU TẠO TỪ CÁC CỘT CHỐNG THỦY LỰC ĐƠN SỬ DỤNG TRONG VIỆC CHỐNG GIỮ LÒ TRONG KHAI THÁC HẦM LÒ
1. Phạm vi áp dụng
Quy trình kiểm định kỹ thuật an toàn lao động đối với cột chống thủy lực đơn, giá khung di động và dàn chống tự hành cấu tạo từ các cột chống thủy lực đơn sử dụng trong việc chống giữ lò trong khai thác hầm lò (sau đây gọi là vì chống thủy lực) trong Danh mục các loại máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
Căn cứ vào quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng, các tổ chức kiểm định kỹ thuật an toàn lao động xây dựng quy trình chi tiết cho từng dạng, loại thiết bị cụ thể nhưng không được trái với quy định của quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng.
2. Đối tượng áp dụng
- Các doanh nghiệp, cơ quan, tổ chức, cá nhân sở hữu, quản lý, sử dụng vì chống thủy lực nêu tại Mục 1 của Quy trình này (sau đây gọi tắt là cơ sở).
- Các tổ chức hoạt động kiểm định kỹ thuật an toàn lao động (sau đây gọi là tổ chức kiểm định) và kiểm định viên được cấp chứng chỉ kiểm định viên theo quy định của Bộ Công Thương.
3. Quy chuẩn, tiêu chuẩn áp dụng
- QCVN 01:2011/BCT, Quy chuẩn kỹ thuật Quốc gia về an toàn trong khai thác than hầm lò.
- TCVN 4244:2005, Thiết bị nâng - Thiết kế, chế tạo và kiểm tra kỹ thuật.
- TCVN 5179:90, Máy nâng hạ - Yêu cầu thử thủy lực về an toàn.
- TCVN 7296:2003, Hàn - Dung sai chung cho các kết cấu hàn - Kích thước dài và kích thước góc - Hình dạng và vị trí.
- TCVN 7507:2005, Kiểm tra không phá hủy mối hàn nóng chảy - Kiểm tra bằng mắt thường.
- TCVN 6735:2000, Kiểm tra các mối hàn bằng siêu âm - Các phương pháp kiểm tra bằng tay các mối hàn nóng chảy trong thép ferit.
Trường hợp các quy chuẩn kỹ thuật quốc gia và tiêu chuẩn quốc gia viện dẫn tại quy trình kiểm định này có bổ sung, sửa đổi hoặc thay thế thì áp dụng theo quy định tại văn bản mới nhất.
Việc kiểm định các chỉ tiêu về kỹ thuật an toàn có thể áp dụng theo tiêu chuẩn khác khi có đề nghị của cơ sở sử dụng, chế tạo với điều kiện tiêu chuẩn đó phải có các chỉ tiêu kỹ thuật về an toàn bằng hoặc cao hơn so với các chỉ tiêu quy định trong các tiêu chuẩn quốc gia được viện dẫn trong quy trình này.
4. Thuật ngữ và định nghĩa
Quy trình này sử dụng các thuật ngữ, định nghĩa trong các tài liệu viện dẫn nêu trên.
5. Hình thức, tỷ lệ kiểm định và thời hạn kiểm định kỹ thuật an toàn lao động (sau đây gọi là kiểm định)
5.1. Hình thức kiểm định
a) Kiểm định lần đầu trước khi đưa vào mỏ sử dụng.
b) Kiểm định định kỳ.
c) Kiểm định bất thường.
5.2. Tỷ lệ kiểm định
a) Đối với lô vì chống thủy lực mới nhập đã có chứng nhận hợp chuẩn, hợp quy
Lấy 5% số lượng của mỗi loại vì chống thủy lực trong lô hàng mới nhập để kiểm định. Nếu trong số vì chống, phát hiện 01 vì chống không đạt yêu cầu về kỹ thuật an toàn thì lấy tiếp 5% trong số lượng còn lại của lô hàng để kiểm định. Nếu trong số đó vẫn còn có 01 vì chống không đạt yêu cầu thì kết luận toàn bộ số hàng mới nhập không đạt yêu cầu an toàn.
b) Vì chống thủy lực sau sửa chữa phải kiểm định 100%.
c) Vì chống thủy lực khi lưu kho
- Vì chống thủy lực được bảo quản trên một năm, trước khi vào sử dụng phải đưa ra kiểm định lại độ kín thủy lực toàn bộ số hàng.
- Vì chống thủy lực để trong kho quá 03 tháng nhưng chưa quá 01 năm trước khi đưa vào sử dụng phải kiểm định độ kín thủy lực không ít hơn 2% số lượng đưa ra sử dụng. Nếu loại nào có số lượng là 01 vì chống không đảm bảo yêu cầu thì phải tăng gấp đôi tỷ lệ kiểm định. Nếu tiếp tục phát hiện có số lượng là 01 vì chống không đảm bảo thì phải tiến hành kiểm định toàn bộ số hàng. Vì chống thủy lực nào không đảm bảo không được sử dụng.
5.3. Thời hạn kiểm định định kỳ
a) Vì chống thủy lực đang sử dụng trong mỏ hầm lò thực hiện kiểm định 01 lần/01 năm. Trường hợp cột chống thủy lực đơn, giá và dàn chống thủy lực đang chống lò không thể đưa ra ngoài kiểm định được thì sau khi kết thúc chống phải đưa ra ngoài kiểm định.
b) Trường hợp nhà chế tạo hoặc yêu cầu của cơ sở về thời hạn kiểm định ngắn hơn thì thực hiện theo đề nghị của nhà chế tạo hoặc cơ sở.
c) Khi rút ngắn thời hạn kiểm định, kiểm định viên phải nêu rõ lý do trong biên bản kiểm định.
d) Khi thời hạn kiểm định được quy định trong các quy chuẩn kỹ thuật quốc gia thì thực hiện theo quy định của quy chuẩn đó.
6. Tổ chức thực hiện
Việc thực hiện công tác kiểm định cột chống thủy lực đơn, giá khung di động và dàn chống tự hành cấu tạo từ các cột chống thủy lực đơn sử dụng trong việc chống giữ lò trong khai thác hầm lò do kiểm định viên đã được cấp chứng chỉ kiểm định viên thực hiện.
6.1. Đối với cơ sở sử dụng thiết bị
- Thực hiện kiểm định đúng thời hạn quy định.
- Cung cấp các hồ sơ, tài liệu kỹ thuật có liên quan đến thiết bị được kiểm định.
- Chuẩn bị đầy đủ các điều kiện để kiểm định kỹ thuật an toàn như tải trọng, người phục vụ, công nhân vận hành, điện, vệ sinh, bảo dưỡng, sửa chữa thiết bị và các biện pháp an toàn cần thiết như biển báo, tín hiệu, người cảnh giới.
- Cử người đại diện chứng kiến, phối hợp khi tiến hành kiểm định.
6.2. Đối với Tổ chức kiểm định
- Kiểm định theo đề nghị của cơ sở sử dụng. Trường hợp không thực hiện được thì phải trả lời bằng văn bản nêu rõ lý do với cơ sở.
- Tiến hành kiểm định phải tuân thủ các tiêu chuẩn, quy chuẩn về kỹ thuật an toàn, vệ sinh lao động có liên quan.
- Căn cứ vào thiết bị cụ thể, tiến hành kiểm định đối tượng phù hợp theo các bước quy định của quy trình này để đảm bảo có kết luận chính xác về tình trạng thiết bị.
- Khi thấy cần thiết phải sử dụng các thiết bị kiểm tra ngoài các thiết bị kiểm định thông thường, cần phải thoả thuận với cơ sở về các phát sinh để tiến hành.
- Trong quá trình kiểm định, nếu phát hiện có nguy cơ dẫn đến sự cố thì phải kiến nghị cơ sở có biện pháp khắc phục. Sau khi cơ sở khắc phục xong thì tiếp tục tiến hành kiểm định.
Lập biên bản kiểm định và cấp Giấy chứng nhận kết quả kiểm định theo quy định.
7. Thiết bị, dụng cụ phục vụ kiểm định
Các thiết bị, dụng cụ phục vụ kiểm định vì chống thủy lực sử dụng trong mỏ hầm lò phải phù hợp và phải được kiểm định, hiệu chuẩn theo quy định được liệt kê trong Bảng 1.
Bảng 1. Thiết bị phục vụ kiểm định
|
TT |
Tên thiết bị |
Thông số cơ bản |
Ghi chú |
|
|
1 |
Bàn thử nghiệm |
Thông số kỹ thuật phù hợp với thông số kỹ thuật của đối tượng kiểm định. |
Các thiết bị này phải còn trong thời hạn kiểm định và có thông số kỹ thuật thay đổi phù hợp với đối tượng kiểm định |
|
|
2 |
Giá bảo áp (Thiết bị kiểm định mái giá, dàn chống thủy lực, xà đỡ vì chống thủy lực đơn, cột chống thủy lực đơn…) |
|
||
|
3 |
Các dụng cụ, thiết bị đo lường cơ khí: Đo độ dài, đo đường kính |
|||
|
4 |
Thiết bị kiểm tra chiều dày kim loại |
|||
|
5 |
Thiết bị kiểm tra chất lượng mối hàn bằng phương pháp không phá hủy |
|||
|
6 |
Các thiết bị đo kiểm chuyên dùng khác (nếu cần): Dưỡng kiểm tra chiều cao mối hàn |
|||
|
7 |
Đồng hồ bấm giây |
|
8. Điều kiện kiểm định
Khi tiến hành kiểm định phải đảm bảo các điều kiện sau đây:
- Thiết bị phải ở trạng thái sẵn sàng đưa vào kiểm định.
- Hồ sơ kỹ thuật của thiết bị phải đầy đủ.
- Các yếu tố môi trường, thời tiết đủ điều kiện không làm ảnh hưởng tới kết quả kiểm định.
- Các điều kiện về an toàn vệ sinh lao động phải đáp ứng để vận hành thiết bị.
Khi kiểm định kỹ thuật an toàn cột chống thủy lực đơn, giá khung di động và dàn chống tự hành, tổ chức kiểm định phải thực hiện lần lượt theo các bước sau:
- Kiểm tra hồ sơ, lý lịch thiết bị.
- Kiểm tra kỹ thuật bên ngoài.
- Kiểm tra cột chống, giá chống và dàn chống thủy lực bằng các phương tiện và dụng cụ đo lường theo nội dung được liệt kê tại Bảng 2, 3, 4, 5, 6.
- Xử lý kết quả kiểm định.
Lưu ý: Các bước kiểm tra tiếp theo chỉ được tiến hành khi kết quả kiểm tra ở bước trước đó đạt yêu cầu.
10. Tiến hành kiểm định
10.1. Trước khi tiến hành kiểm định thiết bị, tổ chức kiểm định và cơ sở phải phối hợp, thống nhất kế hoạch kiểm định, chuẩn bị các điều kiện phục vụ kiểm định và cử người tham gia, chứng kiến kiểm định.
10.2. Kiểm tra hồ sơ
Căn cứ vào hình thức kiểm định để kiểm tra, xem xét các hồ sơ sau:
- Lý lịch thiết bị, hồ sơ kỹ thuật của thiết bị, hướng dẫn lắp đặt và sử dụng thiết bị.
- Có đủ chứng nhận xuất xứ hàng hóa và giấy chứng nhận hợp quy.
10.2.2. Đối với thiết bị kiểm định định kỳ
- Lý lịch thiết bị, hồ sơ kỹ thuật của thiết bị.
- Hồ sơ về quản lý sử dụng, vận hành, bảo dưỡng và kết quả các lần đã kiểm định trước.
- Chỉ kiểm định viên được huấn luyện về kỹ thuật an toàn, hướng dẫn vận hành mới được sử dụng thiết bị kiểm định.
- Kiểm định viên phải có đủ trang bị bảo hộ lao động cá nhân.
- Khi bơm cấp dịch phải đứng tránh những vị trí có khả năng gây nguy hiểm do phụt bắn dung dịch vào người.
- Sau khi đặt cột vào giá thử phải khóa thanh bảo hiểm, đề phòng đổ cột.
- Dung dịch rò rỉ ra ngoài phải thu hồi, chứa vào nơi quy định, xử lý kỹ thuật, tránh ảnh hưởng đến môi trường xung quanh.
10.3. Tiến hành kiểm định
10.3.1. Kiểm định cột chống thủy lực đơn
Nội dung kiểm định và thông số kỹ thuật an toàn cho phép được liệt kê trong Bảng 2.
Bảng 2. Nội dung và thông số tiêu chuẩn
|
TT |
Nội dung |
Đơn vị |
Tiêu chuẩn cột mới xuất xưởng |
Tiêu chuẩn cột sau sửa chữa |
Điều kiện kiểm định |
|
1 |
Tốc độ dựng cột |
mm/s |
> 70 |
> 60 |
Áp suất bơm từ 14,7 ÷ 19,6 MPa, lưu lượng 80 lít/phút |
|
2 |
Tốc độ hạ cột |
mm/s |
≥ 40 |
≥ 25 |
|
|
3 |
Chiều cao dựng cột |
mm |
|
|
Theo quy cách cột |
|
4 |
Lực chống ban đầu |
KN |
12 ÷ 15,7 |
12 ÷ 15,7 |
Cột Φ 100 theo áp suất và lưu lượng bơm |
|
5 |
Áp lực mở van an toàn |
MPa |
0,9 ÷ 1,1 Pđm |
0,9 ÷ 1,1 Pđm |
Q= 20 ÷ 30ml/phút |
|
6 |
Áp suất đóng van an toàn |
MPa |
> 0,9 Pđm |
> 0,85 Pđm |
|
|
7 |
Trị số dao động đường công áp lực lưu lượng |
MPa |
< 0,1 |
< 0,15 |
Tốc độ tăng tải 0,1 lít/phút |
|
8 |
Độ kín hạ áp van an toàn |
|
Ở áp suất 2 MPa, không bị tụt áp trong 2 phút, không bị rò rỉ trong 4 giờ |
||
|
9 |
Độ kín cao áp van an toàn |
|
Ở áp suất >90% Pđm, không bị tụt áp trong 2 phút, không bị rò rỉ trong 4 giờ |
||
|
10 |
Độ kín cao áp van một chiều, van trút tải |
|
Đóng van an toàn, không tụt áp trong 2 phút |
||
|
11 |
Độ kín hạ áp van một chiều, van trút tải |
|
Ở áp suất 1,96 MPa, không tụt áp trong 2 phút |
||
|
12 |
Độ kín cao áp của cột |
|
Đóng van an toàn, không tụt áp trong 2 phút |
||
|
13 |
Độ kín hạ áp của cột |
|
Ở áp suất 1,96 MPa, không tụt áp trong 2 phút |
||
|
14 |
Cường độ mối hàn cao áp |
|
Khi cột chịu áp suất gấp 1,5 lần áp suất định mức, sau 2 phút không tụt áp, không rò rỉ. |
||
|
15 |
Dây thép liên kết xi lanh với tay cầm, chân đế |
|
Chìa ra ngoài ≤ 4mm |
||
|
16 |
Tình trạng nâng hạ cột |
|
Không bị kẹt |
||
10.3.2. Tiến hành kiểm định đối với giá và dàn chống thủy lực.
10.3.2.1. Kiểm định giá chống thủy lực
a) Nội dung kiểm định bên ngoài giá thủy lực di động được liệt kê tại Bảng 3.
Bảng 3. Nội dung kiểm định bên ngoài giá thủy lực di động
|
TT |
Kiểm tra sự đầy đủ của các cụm chi tiết |
Số lượng, đơn vị |
|
1 |
Xà trái + Phải |
1 bộ |
|
2 |
Dầm tiến gương |
2 chiếc |
|
3 |
Xi lanh dầm tiến gương |
2 chiếc |
|
4 |
Xi lanh tiến xà |
1 chiếc |
|
5 |
Cột thủy lực hai chiều |
4 (hoặc 6) cột |
|
TT |
Nội dung kiểm định |
Thông số kiểm định |
|
1 |
Xà trái + phải: - Mối hàn
- Đường trung tuyến - Cơ cấu 4 tay biên - Nắp đỡ đầu cột |
- Đầu, không bong, rỗ, nứt - Song song, không méo - Không kẹt - Đủ, không nứt, biến dạng |
|
2 |
Cột thủy lực 2 chiều: - Bề ngoài - Mối hàn - Nắp đầu cột - Dây thép liên kết thân cột với tay cầm và chân đế |
- Không biến dạng - Đều, không bong, nứt rỗ - 1 chiếc, không nứt vỡ - Chìa ra ngoài ≤ 4mm |
b) Nội dung và thông số kiểm định cột chống thủy lực hai chiều của giá chống thủy lực được liệt kê tại Bảng 4.
Bảng 4. Nội dung và thông số kiểm định cột chống thủy lực hai chiều
của giá chống thủy lực
|
TT |
Nội dung kiểm định |
Tiêu chuẩn |
|
1 |
Bề ngoài cột (xilanh) |
Không biến dạng |
|
2 |
Piston |
Không biến dạng, không han gỉ |
|
3 |
Khi nâng, hạ cột |
Không kẹt |
|
4 |
Áp suất làm việc của van an toàn |
(90 ÷ 100) % Pđm |
|
5 |
Độ kín khi thử cao áp (≥ 35 MPa) |
2 phút không hạ áp, 4 giờ không rò rỉ |
|
6 |
Độ kín khi thử hạ áp (2 MPa) |
2 phút không hạ áp, 4 giờ không rò rỉ |
|
7 |
Cường độ mối hàn |
Với áp suất 1,5 Pđm sau 2 phút không rò rỉ. |
c) Nội dung và thông số kiểm định xi lanh dầm tiến gương và tiến xà của giá chống thủy lực được liệt kê tại Bảng 5.
Bảng 5. Nội dung và thông số kiểm định xi lanh dầm tiến gương
và tiến xà của giá chống thủy lực
|
TT |
Nội dung kiểm định |
Tiêu chuẩn |
|
1 |
Bề ngoài xi lanh |
Không biến dạng |
|
2 |
Piston |
Không biến dạng, không han gỉ |
|
3 |
Khi chuyển động |
Không bị kẹt |
|
4 |
Độ kín khi thử cao áp |
Sau 2 phút không tụt áp, không rò rỉ |
|
5 |
Độ kín khi thử hạ áp |
Sau 2 phút không tụt áp, không rò rỉ |
|
6 |
Cường độ mối hàn |
Với áp suất 150% Pđm sau 2 phút không rò rỉ |
10.3.3. Kiểm định xà đỡ vì chống cột thủy lực đơn
10.3.3.1. Thử nghiệm tải xà đơn
Thực hiện trên bề mặt vật liệu thử nghiệm như Hình 1. Đối với xà có chiều dài không lớn hơn 2.000 mm tiến hành trên giữa mặt cắt, tải trọng F có thể thông qua mặt chịu lực trung tâm bên dưới, do tàn dư của biến dạng tại điểm A, điểm A được mài nhẵn bề mặt kim loại sáng bóng; đối với xà có chiều dài lớn hơn 2000mm, mặt cắt tiết diện nên chọn trong mặt cắt giữa hai đầu, khoảng cách không nhỏ hơn 500mm, tùy ý lựa chọn một tiết diện thực hiện thử nghiệm gia tải ngoài; tại ngã 3 của xà, điểm nút chỉ có xà chính mới tiến hành thử nghiệm. Trọng tâm và bán kính đầu ép xem tại Bảng 6.
F -Tải trọng xà; l - khoảng cách giữa hai điểm đặt
Hình 1. Sơ đồ thực hiện thử nghiệm dầm gia tải xà đơn
Bảng 6. Trọng tâm và bán kính đầu ép
|
Chiều dài xà, mm |
Khoảng cách điểm đặt, mm |
Điểm đặt và bán kính đầu ép R, mm |
|
L ≥ 1000 |
700 |
20 ~ 30 |
|
700 £ L <1000 |
500 |
50 ~ 60 |
|
600 £ L < 700 |
400 |
50 ~ 60 |
10.3.3.2. Tải trọng của xà
10.3.3.2.1. Tải trọng nhỏ nhất của xà
Tải trọng của xà đơn phụ thuộc loại xà đơn (do nhà chế tạo cung cấp)
a) Tải trọng nhỏ nhất F1 của xà không nhỏ hơn quy định tại Bảng 7. Sau khi tải trọng nhỏ nhất tác dụng, độ võng của xà (độ biến dạng còn lại) không nhỏ hơn 0,5 mm.
b) Tải trọng lớn nhất F2 của xà không nhỏ hơn quy định tại Bảng 7. Sau khi trọng lớn nhất tác dụng, độ võng của xà (độ biến dạng còn lại) không nhỏ hơn 0,5 mm.
Bảng 7. Tải trọng nhỏ nhất và lớn nhất của xà
|
Loại xà |
Tải trọng nhỏ nhất của xà đơn F1 (kN) |
||
|
L ≥ 1.000 mm |
700 L < 1.000 mm |
600 L < 7.000 mm |
|
|
Loại A |
250 |
350 |
390 |
|
Loại B |
300 |
420 |
470 |
|
Loại C |
200 |
280 |
310 |
|
Loại D |
150 |
210 |
230 |
|
Loại xà |
Tải trọng lớn nhất của xà đơn F2 (kN) |
||
|
L ≥ 1.000 mm |
700 L < 1.000 mm |
600 L < 7.000 mm |
|
|
Loại A |
350 |
490 |
550 |
|
Loại B |
400 |
560 |
630 |
|
Loại C |
250 |
350 |
390 |
|
Loại D |
200 |
280 |
310 |
10.3.3.2.2. Tải trọng phá hủy của xà đơn
Tải trọng phá hủy của xà đơn F3 lớn bằng F2 khi phá hủy, không cho phép đứt gãy do giòn.
10.3.3.2.3. Tải trọng lặp lại của xà thử nghiệm như Hình 1
Tải trọng lặp lại của xà đơn F4 = 1.1 F1, khi số lần gia tải thử nghiệm xà đơn phù hợp với quy định trong Bảng 8, mối hàn không bị phá hủy.
Bảng 8. Số lần gia tải thử nghiệm tải trọng lặp lại xà đơn
|
Loại hình xà |
Loại A |
Loại B |
Loại C |
Loại D |
|
Số lần gia tải thử nghiệm |
30 |
35 |
25 |
20 |
10.3.3.2.4. Tải trọng bộ móc
a) Tải trọng nhỏ nhất của bộ móc F5
Tải trọng nhỏ nhất của bộ móc F5 không nhỏ hơn giá trị quy định tại Bảng 9. Khi tải trọng nhỏ nhất tác dụng, móc nối, chốt, nêm điều chỉnh góc trên bề mặt làm việc không xuất hiện độ sâu lớn quá 3 mm, bộ phận móc nối không được biến dạng, mối hàn không bị rạn nứt.
Bảng 9. Tải trọng của bộ móc
|
Loại hình xà |
Tải trọng nhỏ nhất bộ móc (kN) |
Tải trọng lớn nhất của bộ móc (kN) |
|
Loại A |
115 |
200 |
|
Loại B |
170 |
250 |
|
Loại C |
100 |
115 |
|
Loại D |
85 |
100 |
b) Tải trọng lớn nhất bộ phận móc F6
Tải trọng lớn nhất bộ phận móc F6 không nhỏ hơn giá trị quy định tại Bảng 7. Khi tải trọng lớn nhất tác dụng, mối hàn nối của móc không bị rạn nứt, các chi tiết không bị hư hại.
c) Tải trọng phá hủy bộ phận móc F7
Tải trọng phá hủy bộ phận móc F7 có giá trị lớn bằng F6 khi phá hủy, không cho phép đứt gẫy do giòn.
d) Tải trọng lặp lại móc F8
Tải trọng lặp lại móc F8 = 1.1F5. Sau khi thực hiện số lần gia tải thử nghiệm theo quy định tại Bảng 9, xà không bị tổn hại, mối hàn không rạn nứt.
10.3.4. Kiểm định các kết cấu chính của dàn, giá chống thủy lực
10.3.4.1. Chuẩn bị tấm đệm đặt tải
a) Tấm đệm dùng để truyền tải trọng uốn đối xứng phải làm cho tỷ số áp suất trung bình lên mái giàn sẽ thử nhỏ hơn 25 MPa. Tấm đệm có kích thước: Chiều rộng 150 mm, chiều dài bằng chiều rộng lớn nhất của mái dàn chống sẽ thử. Nếu khi thử nghiệm tỷ số áp suất vượt quá 25 MPa, phải tăng kích thước tấm đệm để tỷ số áp suất trung bình nhỏ hơn 25 MPa.
b) Tấm đệm truyền tải trọng xoắn phải làm cho tỷ số áp suất lên mái dàn, giá chống sẽ thử nhỏ hơn 25 MPa. Tấm đệm có kích thước: Chiều rộng 200 mm, chiều dài bằng 1/4 chiều rộng của mái dàn, giá chống sẽ thử. Nếu đế cột chống có thể tách rời, độ dài tấm đệm bằng bề rộng lớn nhất của đế cột chống đơn chiếc đã tách rời. Tấm đệm phải đặt tại vị trí trung tâm truyền lực và ở đầu mút của bộ phận mái giàn, giá được thử nghiệm. Nếu có yêu cầu bắt buộc đạt được sự ổn định tải trọng thử, tấm đệm có thể đặt ở các vị trí khác.
c) Kết cấu tấm đệm không được cản trở sự chuyển động tự do linh hoạt của bộ phận vì chống, đồng thời không để cho cạnh vát chịu dồn lực. Độ cao phải đảm bảo khi thử nghiệm không làm cản trở sự biến dạng của các bộ phận vì chống.
d) Nếu đầu xà nóc và đế cột chống có vát mép hoặc bo tròn, tấm đệm đặt tải như Hình 4.
Hình 2. Vị trí đặt tấm đệm
A - Tấm đệm.
d - Khoảng cách từ tấm đệm đến biên của kết cấu thử, d = (20 ÷ 50) mm.
10.3.4.2. Kiểm tra bề ngoài
Kiểm tra bằng mắt, bằng dụng cụ đo thông thường và dụng cụ đo chuyên dụng để tiến hành kiểm tra.
10.3.4.3. Kiểm định kết cấu móc treo
Liên kết của kết cấu này với các bộ phận của dàn chống và độ bền chịu lực kéo của bản thân cơ cấu móc treo phải chịu được lực nâng bằng 4 lần trọng lượng bộ phận phải nâng mà không bị hư hại.
10.3.4.4. Khả năng hoạt động
a) Vận hành van đổi hướng theo thiết kế. Mỗi hướng thực hiện 3 lần và mỗi lần đều đạt được đến vị trí giới hạn của van và đạt các thông số thiết kế của van.
b) Điều khiển kích di chuyển đầu liên kết tiến lên hết hành trình, cố định đầu liên kết. Điều khiển với lưu lượng và áp suất cấp dung dịch định mức, hạ giàn 100 mm, sau đó di chuyển dàn chống lên theo thiết kế và nâng giàn lên 100 mm. Đo thời gian dùng để hoàn thiện toàn bộ thao tác kể trên.
10.3.4.5. Độ kín
a) Dàn, giá chống đặt trong khung kiểm tra, điều chỉnh chiều cao của khung thử nghiệm đến vị trí bằng 2/3 chiều cao lớn nhất của dàn, giá chống. Thao tác tay điều khiển để cấp dung dịch vào cột thủy lực và các xi lanh hoạt động có liên quan, để vì chống chống chặt ở trong khung thử nghiệm đạt đến 90% Pđm, ổn định trong 5 phút, thử nghiệm 3 lần.
b) Nâng dàn, giá chống không tải, làm cho cần piston thò ra ngoài đến vị trí 2/3 hành trình, sau đó để trong 16 giờ, đo khoảng cách hạ của cần piston.
c) Dàn, giá chống có lắp tấm chắn gương, nâng tấm chắn gương không tải, làm cho cần piston của kích tấm chắn gương thò ra ngoài đến vị trí 2/3 hành trình, sau đó để trong 16 giờ, đo khoảng cách ngắn lại của cần piston.
d) Thao tác tay điều khiển làm cho các bộ phận chuyển động hoạt động qua lại đồng thời đạt đến vị trí giới hạn, thao tác 5 lần, trong đó có 1 lần duy trì trong 5 phút dưới áp suất cấp dung dịch định mức, kiểm tra các bộ phận thủy lực (bao gồm cột thủy lực, kích, các loại van, đường ống và khớp nối).
10.3.4.6. Khả năng chống đỡ
Đặt dàn, giá chống trong khung thử nghiệm đặt tải ngoài hoặc khung thử nghiệm đặt tải trong để tiến hành thử nghiệm.
a) Thao tác van tay điều khiển cấp dịch cho cột chống đạt đến áp suất định mức, dừng cấp dịch, ổn định áp suất 5 phút, đo lường giá trị áp suất của cột chống, đo lường 3 lần.
b) Sau khi nâng cột chống lên đạt đến áp suất định mức, đặt tải trong hoặc đặt tải ngoài với tốc độ từ từ làm cho van an toàn tràn dịch (2 ÷ 3) lần, đo giá trị áp suất của cột chống. Sau khi van an toàn ngừng chảy dung dịch 5 phút, đo giá trị áp suất của cột chống, đo lường 3 lần.
c) Đối với kích mái trước và kích cân bằng đặt tải trong hoặc đặt tải ngoài, cấp dung dịch với tốc độ từ từ làm cho van an toàn tràn dung dịch (2 ÷ 3) lần, đo giá trị áp suất tràn dung dịch của van. Sau khi van an toàn ngừng chảy dung dịch 5 phút, đo giá trị áp suất đóng van của kích, đo lường 3 lần.
10.3.4.7. Khả năng thích ứng
a) Hình 3 thể hiện khả năng thích ứng của dàn, giá chống. Khi cơ cấu di chuyển dàn, giá chống ở vị trí thu lại và đầu liên kết ở trên mặt phẳng ngang. Cho đầu liên kết nâng lên hoặc hạ xuống, tiến hành đo khoảng cách L1 và L2 từ tâm lỗ đầu liên kết ở vị trí nâng lên và hạ xuống so với vị trí nằm ngang.
Hình 3: Đầu liên kết
b) Thao tác làm cho đoạn đầu mái giàn, giá hạ xuống, khi đó cột chống của vì chống 4 cột co lại, nếu là vì chống 2 cột thì cột chống và kích cân bằng co lại, đoạn đuôi xà nóc duy trì ở chiều cao lớn nhất của dàn, giá chống, đo góc hạ của mái giàn.
c) Ở trong toàn bộ diện tích của đế dàn, giá chống, đặt tấm ván ép (Hình 4), đồng thời đặt thêm tấm đệm (chiều dài của tấm đệm bằng với chiều dài của đế dàn, giá chống, kích thước; chiều rộng tấm đệm lấy bằng vết nén của tấm ván ép, chiều dầy của tấm đệm là (30 ÷ 50) mm). Đặt tải đều lên vì chống đến áp suất định mức, duy trì áp suất 1 phút, lấy tấm ván ép ra, sau 1 giờ đo lường độ sâu vết nén của tấm đệm, tiến hành so sánh với tấm mẫu, tính toán tỉ số áp suất tại các vị trí của đế cột chống.
A- Tấm đệm
B- Ván ép
Hình 4: Đế cột chống
10.3.4.8. Khả năng tự hạ thấp
a) Khi mái dàn, giá chống có dẫn hướng cưỡng bức, có mái che chắn, phải tiến hành thử nghiệm nén dưới áp suất định mức. Thử nghiệm với 3 đoạn chiều cao của cột chống là cao, trung, thấp. Chiều dài nén xuống lớn hơn 100 mm, tốc độ nén không vượt quá 100 mm/phút. Trong phạm vi 50 mm ở chiều cao lớn nhất và nhỏ nhất của dàn, giá chống không làm thử nghiệm này.
b) Giới hạn tải trọng ngang của dàn, giá chống tác dụng với mô hình thử nghiệm là 0,3 lần lực chống.
c) Khi thử nghiệm, điều chỉnh van an toàn của cột và kích thủy lực đến áp suất định mức theo quy định.
10.3.4.9. Cường độ kết cấu
10.3.4.9.1. Chuẩn bị thử nghiệm
a) Dàn, giá chống được đặt trong mô hình thử nghiệm gia tải trong, bàn thử tải điều chỉnh đến chiều cao thử nghiệm. Khi thử nghiệm lệch tải mài giàn, chiều cao dàn, giá chống là chiều cao thấp nhất của dàn, giá chống +300 mm; khi thử nghiệm các hạng mục khác, chiều cao của dàn, giá chống là 2/3 chiều cao lớn nhất của cột và kích cân bằng, mỗi lần thử nghiệm duy trì áp trong 5 phút, mỗi một lần thay đổi vị trí tấm đệm, gia tải 3 lần.
b) Trước thử nghiệm, đo độ uốn cong ban đầu của bề mặt trên mái giàn, giá chống, bề mặt cạnh dưới của đế cột và độ lệch tương đối của đường tâm của mái với đường tâm của đế cột trên mặt phẳng ngang (đo ở đoạn trước đế cột khi vì chống ở trạng thái tự do).
c) Sau thử nghiệm, dùng kính phóng đại 5 lần quan sát mối hàn và vật liệu xem có vết nứt hay không. Đo lượng biến dạng dư tương đối và góc lệch của xà nóc và đế cột.
10.3.4.9.2. Cường độ kết cấu chính (Bảng 10)
a) Dàn chống dạng 2 cột che chắn và dàn chống dạng 4 cột chống đỡ che chắn tiến hành thử nghiệm cường độ kết cấu chính lần lượt theo các hình 5a ÷ 15; ngoài tiến hành thử nghiệm đặt tải đế cột với 1,3 Pđm, các thử nghiệm đặt tải khác tiến hành thử nghiệm với 1,2 Pđm.
b) Khi tiến hành thử nghiệm đặt tải ngang theo hình 12a ÷ 12c đối với cơ cấu không ổn định của dàn chống dạng chống đỡ, phương tác dụng lực lên trên mái giàn hướng theo luồng phá hỏa, lực đặt tải ngang bằng với lực di chuyển của cơ cấu di chuyển dàn chống hoặc đối với mỗi mét chiều cao dàn chống, đặt áp suất lên mái giàn hướng theo luồng phá hỏa tương đương với một lực cần để đế cột chống xuất hiện chuyển động tương đương ít nhất 80 mm. Khi thử nghiệm lấy giá trị lớn. Ngoài ra cần tiến hành một thử nghiệm tại mỗi chiều cao 40 mm, tính toán sao cho xuất hiện chuyển động ngang làm mái giàn hướng theo phương gương than và hướng sang hai phía.
c) Chứng minh tính ổn định đặt tải bằng cách tiến hành thử nghiệm lặp lại, cho đến khi có được 5 kết quả kiểm tra liên tục ổn định.
Bảng 10. Liệt kê hình thử nghiệm đặt tải kết cấu chính dàn, giá chống
|
Tên hình |
Phương thức đặt tải |
Hình vẽ đặt tải rút gọn và vị trí tấm đệm |
Thuyết minh |
|---|---|---|---|
|
5a |
Đặt tải hai đầu mái giàn |
|
|
|
5b |
Đặt tải dọc giữa mái giàn |
|
|
|
5c |
Đặt tải ngang giữa mái giàn |
|
|
|
5d |
Đặt tải đối đỉnh mái giàn |
|
Vì chống dạng phân thể mái giàn, đế cột không làm thử nghiệm này |
|
6a |
Đặt tải hai đầu cột chống |
|
|
|
6b |
Đặt tải ngang giữa các cột chống |
|
|
|
7a |
Đặt tải uốn mái giàn |
|
Dàn chống dạng phân thể mái giàn, đế giàn không làm thử nghiệm này |
|
7b |
Đặt tải uốn mái giàn |
|
Dàn chống dạng phân thể mái giàn, đế giàn không làm thử nghiệm này |
|
8a |
Đặt tải uốn mái giàn |
|
Khi hai nửa của đế giàn dạng phân thể có thể hoạt động tương hỗ lệch nhau với góc lớn hơn 60, không làm thử nghiệm này |
|
8b |
Đặt tải uốn mái giàn |
|
Khi hai nửa của đế giàn dạng phân thể có thể hoạt động tương hỗ lệch nhau với góc lớn hơn 60, không làm thử nghiệm này |
|
9 |
Đặt tải lệch tâm mái giàn
|
|
Đối với tải trọng thử nghiệm ở 10%, khi góc lệch ngang giữa mái giàn và đế giàn lớn hơn 100 không làm thử nghiệm này Khi góc quay tự do của mái giàn ngang lớn hơn 80, gia tải dựa vào áp suất lúc 80 Đối với dàn chống hạ trần đường tâm của tấm đệm trùng với đường tâm dọc của một bên cột thủy lực |
|
10 |
Đặt tải đế cột |
|
Giá trị L2, L3 phải lớn hơn chiều dài đế cột, cạnh của tấm đệm cách đế cột là 40 ÷ 60 mm |
|
11a |
Đặt tải ngang |
|
X = 0,3 H X là khoảng cách từ cạnh tấm đệm dưới đế dàn chống đến đường vuông góc với mái giàn (tính từ vị trí tim đầu cột) |
|
11b |
Đặt tải ngang |
|
X = 0,3 H |
|
11c |
Đặt tải ngang |
|
X = 0,3 H Dàn chống 4 cột dạng che chắn hợp lực vuông góc lấy trung điểm của khoảng cách 2 giao điểm trên của 2 hàng cột |
|
11d |
Đặt tải ngang |
|
X = 0,3 H |
|
12a |
Đặt tải ngang dàn chống dạng chống đỡ |
|
Chuyển động hướng gương than 0,04 H |
|
12b |
Đặt tải ngang dàn chống dạng chống đỡ |
|
Chuyển động hướng luồng phá hỏa 0,08 H |
|
12c |
Đặt tải ngang dàn chống dạng chống đỡ |
|
Chuyển động hướng cạnh bên 0,04 H |
|
13 |
Đặt tải 4 góc đế dàn chống (cong vênh và uốn) |
|
Y- Kích thước bên trong gân chính W = Y - 100 |
|
14 |
Đặt tải đối góc đế giàn |
|
Khi hai nửa của đế giàn dạng phân thể có thể hoạt động tương hỗ lệch nhau với góc lớn hơn 60, không làm thử nghiệm này |
|
15 |
Đặt tải hai biên đối xứng đế giàn |
|
|
|
Chú ý: a = 150 mm; b = 200 mm; c = 300 mm; d = 20 ÷ 50 mm. |
|||
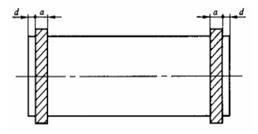
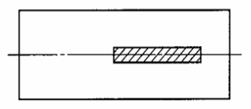
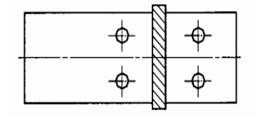
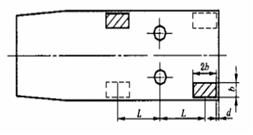
10.3.4.9.3. Cường độ kết cấu phụ (Bảng 11)
a) Tấm chắn cạnh, mái giàn thử nghiệm theo Hình 16.
b) Kích cân bằng và kết cấu liên kết thử nghiệm theo Hình 17.
c) Tấm chắn gương ở trạng thái vuông góc thử nghiệm theo Hình 18a.
d) Tấm chắn gương ở trạng thái giữ mái thử nghiệm theo Hình 18b và 19.
e) Dầm tiến gương thử nghiệm theo Hình 20.
g) Cơ cấu di chuyển thử nghiệm theo Hình 21a, 21b và 21c.
h) Kết cấu liên kết cột thủy lực thử nghiệm theo Hình 22.
i) Cơ cấu điều chỉnh đế giàn thử nghiệm theo Hình 23.
Bảng 11 Liệt kê hình thử nghiệm đặt tải kết cấu phụ dàn, giá chống
|
Tên hình |
Phương thức đặt tải |
Hình vẽ đặt tải rút gọn và vị trí tấm đệm |
Thuyết minh |
|---|---|---|---|
|
16 |
Đặt tải dầm tiến gương |
|
Dầm tiến gương thò ra ngoài toàn bộ. Mỗi bên mái giàn đặt một tấm đệm dài 1.800 ÷ 2.000 mm. Gia tải cho cột chống với áp suất 1,2 Pđm (của vì chống) |
|
17 |
Đặt tải kích cân bằng |
|
Dàn, giá chống được gia tải chống chặt như mô hình thử nghiệm. Gia tải cả hai chiều (đẩy ra và co lại) cho kích cân bằng với áp suất 1,3 Pđm |
|
19a |
Đặt tải lệch (uốn) tấm chắn gương |
|
Dàn, giá chống được gia tải chống chặt như mô hình thử nghiệm, đặt tấm đệm ở hai bên trái và phải phía dưới tấm chắn gương. Gia tải cho kích tấm chắn gương với áp suất 1,3 Pđm |
|
18b |
Đặt tải tập trung tấm chắn gương |
|
Dàn (giá) chống được gia tải chống chặt như mô hình thử nghiệm, trên tấm chắn gương đặt tấm đệm dài. Gia tải cho kích tấm chắn gương với áp suất 1,3 Pđm |
|
19 |
Đặt tải lệch tấm chắn gương |
|
Dàn (giá) chống được gia tải chống chặt như mô hình thử nghiệm, đặt tấm đệm ở hai bên trái, phải tấm chắn gương. Gia tải cho kích tấm chắn gương với áp suất 1,3 Pđm |
|
20 |
Đặt tải tập trung và lệch dầm tiến gương |
|
Kích dầm tiến gương thò ra ngoài 2/3 hành trình. Gia tải cho cột chống với áp suất 1,1 Pđm. Khi mái giàn là dạng phân thể. Gia tải cho kích tấm chắn gương với áp suất 1,2 Pđm. |
|
21a |
Đặt tải lệch cơ cấu di chuyển |
|
Dàn (giá) chống được gia tải chống chặt trong mô hình thử nghiệm, đưa thanh đẩy ra 3/4 hành trình, để tâm lỗ thanh đẩy lệch tương đối 150 mm so với tâm vì chống tiến hành thử nghiệm đẩy - kéo với áp suất 1,5 Pđm |
|
21b |
Đặt tải hướng bên cạnh cơ cấu di chuyển |
|
Dàn (giá) chống được gia tải chống chặt như mô hình thử nghiệm, đưa thanh đẩy ra hết hành trình. Gia tải vào bên cạnh với tải trọng bằng 1/2 lần lực đẩy di chuyển dàn chống nhưng lớn hơn 100 kN |
|
21c |
Đặt tải vuông góc cơ cấu di chuyển |
|
Có cơ cấu nâng đế vì chống của thiết bị di chuyển |
|
22 |
Đặt tải kết cấu liên kết cột chống thủy lực |
|
Dàn (giá) chống được gia tải chống chặt như mô hình thử nghiệm. Gia tải rút cột chống thủy lực với áp suất 1,2 Pđm và 1,5 Pđm |
|
23 |
Đặt tải lệch cơ cấu điều chỉnh đế dàn (giá) chống |
|
Đặt dàn (giá) chống trong mô hình thử nghiệm trong hai xà ngang dẫn hướng cố định, một bên đế dàn, giá chống tựa vào hai điểm chống xà dẫn hướng bên còn lại kích điều chỉnh đế bằng 2/3 hành trình. Gia tải cho xà ngang còn lại với áp suất 1,2 Pđm, sau đó điều khiển giàn di chuyển |
|
Chú ý: a = 150 mm; b = 200 mm; c = 300 mm; d = 20 ÷ 50 mm |
|||
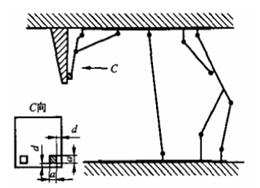
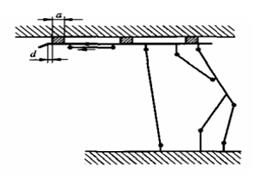
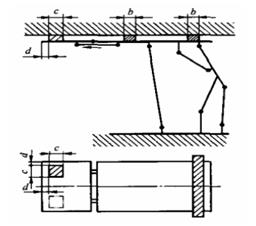
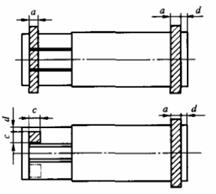
10.3.5. Kiểm định hệ thống ống thủy lực
- Quan sát bề ngoài: Đầu ống không bị han gỉ, ống không bị rạn nứt, lõi thép ống không hở ra ngoài.
- Kiểm tra độ bền của ống:
+ Thử cao áp: Cấp dung dịch với áp suất 30 MPa trong 1 phút, ống không bị rò rỉ;
+ Thử hạ áp: Cấp dung dịch vào ống ở áp suất 0,5 MPa trong 5 phút không bị rò rỉ.
Bảng 12. Bảng tiêu chuẩn kiểm định ống cao áp
|
TT |
Nội dung kiểm nghiệm |
Tiêu chuẩn |
Kết quả kiểm nghiệm |
|
1 |
Bề ngoài ống cao áp |
Không han gỉ, không nứt, không hở lõi thép |
|
|
2 |
Thử cao áp (30 MPa) |
Trong 1 phút không rò rỉ |
|
|
3 |
Thử hạ áp (0,5 MPa) |
Trong 5 phút không rò rỉ |
|
10.4. Xử lý kết quả kiểm định
10.4.2. Thông qua biên bản kiểm định
Thành phần tham gia thông qua biên bản kiểm định bắt buộc tối thiểu phải có các thành viên sau:
- Đại diện cơ sở hoặc người được cơ sở ủy quyền.
- Người tham gia và chứng kiến kiểm định.
- Kiểm định viên thực hiện việc kiểm định.
Khi biên bản được thông qua, kiểm định viên, người tham gia và chứng kiến kiểm định, đại diện cơ sở hoặc người được cơ sở ủy quyền cùng ký và đóng dấu (nếu có) vào biên bản. Biên bản kiểm định được lập thành 02 bản, mỗi bên có trách nhiệm lưu giữ 01 bản.
10.4.3. Ghi tóm tắt kết quả kiểm định vào lý lịch của thiết bị (ghi rõ họ tên kiểm định viên, ngày tháng năm kiểm định).
10.4.4. Dán tem kiểm định: Khi thiết bị đạt yêu cầu kỹ thuật an toàn, kiểm định viên dán tem kiểm định cho thiết bị. Tem kiểm định được dán ở vị trí dễ quan sát.
10.4.5. Cấp Giấy chứng nhận kết quả kiểm định
10.4.5.1. Khi thiết bị có kết quả kiểm định đạt yêu cầu kỹ thuật an toàn, tổ chức kiểm định cấp Giấy chứng nhận kết quả kiểm định cho thiết bị trong thời hạn 05 ngày làm việc kể từ ngày thông qua biên bản kiểm định tại cơ sở.
10.4.5.2. Khi thiết bị có kết quả kiểm định không đạt các yêu cầu thì chỉ thực hiện các bước nêu tại Mục 10.4.1 và 10.4.2 của Quy trình này và chỉ cấp cho cơ sở biên bản kiểm định, trong đó phải ghi rõ lý do thiết bị không đạt yêu cầu kiểm định, thông báo cho cơ sở biết để có biện pháp khắc phục.
PHỤ LỤC 1
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
|
(Cơ quan quản lý cấp trên)
|
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM
|
.............., ngày … tháng … năm …
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
|
Số: |
……………………………. |
Chúng tôi gồm:
1. ........................................................... Số hiệu kiểm định viên :...................
2. ........................................................... Số hiệu kiểm định viên:....................
Thuộc: ............................................................................................................
Số Giấy chứng nhận đủ điều kiện của tổ chức kiểm định:.................................
Đã tiến hành kiểm định:....................................................................................
Đơn vị sử dụng:...............................................................................................
Địa chỉ (trụ sở chính):.......................................................................................
Địa chỉ (vị trí) lắp đặt:.......................................................................................
Quy trình kiểm định áp dụng:...........................................................................
Chứng kiến kiểm định và thông qua biên bản:
1. ........................................................... Chức vụ:..........................................
2. ........................................................... Chức vụ:..........................................
I. THÔNG SỐ CƠ BẢN CỦA THIẾT BỊ
Tên, mã hiệu:................................... Lực làm việc thiết kế (kN):.......................
Mã số (hoặc số chế tạo):.................. Lực làm việc sử dụng (kN):.....................
Thuộc lô cột có mã số:..................... Áp suất làm việc (MPa):..........................
Nước sản xuất:................................ Hành trình công tác (mm):.......................
Năm sản xuất:.................................. Đường kính xilanh (mm):.........................
Môi chất làm việc:............................................................................................
II. HÌNH THỨC KIỂM ĐỊNH
+ Lần đầu: + Định kỳ: + Bất thường:
Lý do kiểm định bất thường: ............................................................................
III. NỘI DUNG KIỂM ĐỊNH
|
TT |
Hạng mục kiểm định |
Đơn vị tính |
Thông số |
Kết luận |
|
|
Thông số cho phép |
Thông số kiểm tra |
||||
|
1 |
Tốc độ dựng cột |
mm/s |
|
|
|
|
2 |
Tốc độ hạ cột |
mm/s |
|
|
|
|
3 |
Chiều cao dựng cột |
Mm |
|
|
|
|
4 |
Lực chống ban đầu |
KN |
|
|
|
|
5 |
Áp suất mở của van an toàn |
MPa |
|
|
|
|
6 |
Áp suất đóng của van an toàn |
MPa |
|
|
|
|
7 |
Trị số dao động đường cong áp lực lưu lượng |
|
|
|
|
|
8 |
Độ kín hạ áp van an toàn |
Phút |
|
|
|
|
9 |
Độ kín cao áp van an toàn |
Giờ |
|
|
|
|
10 |
Độ kín hạ áp van 1 chiều và van trút tải |
phút |
|
|
|
|
11 |
Độ kín cao áp van 1 chiều và van trút tải |
giờ |
|
|
|
|
12 |
Độ kín hạ áp của cột |
Phút |
|
|
|
|
13 |
Độ kín cao áp của cột |
Giờ |
|
|
|
|
14 |
Mối hàn cao áp |
|
|
|
|
|
15 |
Cường độ mối hàn |
|
|
|
|
|
16 |
Dây thép liên kết xi lanh với tay cầm, chân đế |
|
|
|
|
|
17 |
Tình trạng nâng hạ cột |
|
|
|
|
|
18 |
Nắp đỉnh cột và chân đế |
|
|
|
|
IV. KẾT LUẬN VÀ KIẾN NGHỊ
1. Cột chống được kiểm định có kết quả: Đạt: Không đạt:
Đủ điều kiện điều kiện kỹ thuật an toàn để sử dụng ở áp suất làm việc …(MPa) với hành trình làm việc … (mm)
2. Các kiến nghị:..............................................................................................
Thời hạn thực hiện các kiến nghị:
V. THỜI HẠN KIỂM ĐỊNH TIẾP THEO
- Kiểm định định kỳ:...............................................................................
Biên bản đã được thông qua ngày ... tháng ... năm 20.....
Tại: .................................................................................................................
Biên bản được lập thành…..…bản , mỗi bên giữ …..… bản.
Chúng tôi, những kiểm định viên thực hiện kiểm định hoàn toàn chịu trách nhiệm về tính chính xác đối với kết quả kiểm định ghi trong biên bản này./.
|
CHỦ CƠ SỞ |
NGƯỜI CHỨNG KIẾN |
KIỂM ĐỊNH VIÊN |
PHỤ LỤC 2
MẪU BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN
GIÁ KHUNG DI ĐỘNG VÀ DÀN CHỐNG TỰ HÀNH
|
(Cơ quan quản lý cấp trên ) (Tên tổ chức KĐ) |
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập - Tự do - Hạnh phúc |
![]()
![]() .............., ngày … tháng … năm …
.............., ngày … tháng … năm …
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN
GIÁ KHUNG DI ĐỘNG VÀ DÀN CHỐNG TỰ HÀNH
Chúng tôi gồm:
1. ........................................................... Số hiệu kiểm định viên:....................
2. ........................................................... Số hiệu kiểm định viên:....................
Thuộc: ............................................................................................................
Số Giấy chứng nhận đủ điều kiện của tổ chức kiểm định:.................................
Đã tiến hành kiểm định:....................................................................................
Đơn vị sử dụng:...............................................................................................
Địa chỉ (trụ sở chính):.......................................................................................
Địa chỉ (vị trí) lắp đặt:.......................................................................................
Quy trình kiểm định áp dụng:...........................................................................
Chứng kiến kiểm định và thông qua biên bản:
1. ........................................................... Chức vụ:..........................................
2. ........................................................... Chức vụ:..........................................
I. THÔNG SỐ CƠ BẢN CỦA THIẾT BỊ
Mã hiệu, loại:................................... Lực chống ban đầu (kN):.........................
Số xuất xưởng:................................ Sức kháng công tác (kN):........................
Sức kháng trên tuyến phá hoả (KN//m).. Chiều cao làm việc (mm):........................
Nước sản xuất:................................ Chiều dài làm việc (mm):.........................
Năm sản xuất:.................................. Hành trình dầm tiến gương (mm):...........
Môi chất làm việc:............................................................................................
Khoảng cách di chuyển:...................................................................................
Chiều cao làm việc:..........................................................................................
II. HÌNH THỨC KIỂM ĐỊNH
+ Lần đầu: + Định kỳ: + Bất thường:
Lý do kiểm định bất thường: ............................................................................
III. NỘI DUNG KIỂM ĐỊNH
A. Kiểm tra hồ sơ thiết bị
|
TT |
NỘI DUNG |
ĐẠT |
KHÔNG ĐẠT |
GHI CHÚ |
|
1. |
Hồ sơ thiết bị |
|
|
|
B. Kiểm tra bên ngoài và thử nghiệm
|
TT |
Nội dung |
Thông số cho phép |
Thông số kiểm tra |
Kết luận |
|
1. |
Bề ngoài giá, dàn chống |
|
|
|
|
2. |
Cơ cấu và cấu kiện chủ yếu |
|
|
|
|
|
- Bộ dầm giữ gương |
|
|
|
|
|
- Xà, xà che chắn |
|
|
|
|
|
- Bộ tiến giá |
|
|
|
|
|
- Bộ tiến gương |
|
|
|
|
|
- Biên nối trước và biên nối sau |
|
|
|
|
|
- Bệ giá, bộ điều chỉnh bệ giá |
|
|
|
|
|
- Bộ chống đổ và chống trượt |
|
|
|
|
3. |
Hệ thống thủy lực |
|
|
|
|
|
- Trạm bơm dung dịch nhũ hoá |
|
|
|
|
|
- Kích tiến giá |
|
|
|
|
|
- Xi lanh |
|
|
|
|
|
- Cần pít tông |
|
|
|
|
|
- Kích tiến gương |
|
|
|
|
|
- Xi lanh |
|
|
|
|
|
- Cần pít tông |
|
|
|
|
4. |
Cụm van điều khiển các cơ cấu |
|
|
|
|
5. |
Các ống dẫn thuỷ lực |
|
|
|
|
6. |
Các thiết bị an toàn: |
|
|
|
|
|
Van an toàn |
|
|
|
|
7. |
Phụ kiện đi kèm |
|
|
|
8. Thử nghiệm
a) Thử không tải
- Thử 03 lần các cơ cấu
- Kết quả thử:
+ Sự làm việc của bộ phận khớp nối:
- Đạt: + Không đạt:
+ Sự làm việc của các xi lanh, pít tông:
- Đạt: + Không đạt:
b) Thử tải tĩnh của thiết bị
II.1.T |
Vị trí đặt tải và kết quả thử |
Đạt |
Không đạt |
Tải trọng tương ứng (kN) |
Tải thử tĩnh (kN) |
Thời gian thử(phút) |
Ghi chú |
|
1 |
Mái giàn |
|
|
|
|
|
|
|
2 |
Tấm chắn gương |
|
|
|
|
|
|
|
3 |
Tấm chắn phá hỏa |
|
|
|
|
|
|
|
4 |
Độ ổn định |
|
|
|
|
|
|
IV. KẾT LUẬN VÀ KIẾN NGHỊ
|
1. Thiết bị được kiểm định có kết quả: |
Đạt |
|
Không đạt |
|
2. Đủ điều kiện hoạt động với tải trọng lớn nhất là: ...... kN.
3. Các kiến nghị:.................................................................................................
Thời hạn thực hiện kiến nghị: ............................................................................
V. THỜI HẠN KIỂM ĐỊNH
Kiểm định định kỳ: Ngày..... tháng.......năm 201......
Biên bản được thông qua ngày .... tháng .... năm 201... tại ........................
Biên bản được lập thành…..…bản , mỗi bên giữ …..… bản.
Chúng tôi, những kiểm định viên thực hiện kiểm định hoàn toàn chịu trách nhiệm về tính chính xác đối với kết quả kiểm định ghi trong biên bản này./.
|
CHỦ CƠ SỞ |
NGƯỜI CHỨNG KIẾN |
KIỂM ĐỊNH VIÊN |
BỘ CÔNG THƯƠNG
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
TỜI, TRỤC TẢI CÓ TẢI TRỌNG 10.000 N TRỞ LÊN
SỬ DỤNG TRONG KHAI THÁC HẦM LÒ
QTKĐ: 10-2017/BCT
HÀ NỘI - 2017
Lời nói đầu
Quy trình kiểm định kỹ thuật an toàn lao động tời, trục tải có tải trọng từ 10.000 N trở lên sử dụng trong khai thác hầm lò do Cục Kỹ thuật an toàn và Môi trường công nghiệp chủ trì biên soạn và được ban hành kèm theo Thông tư số 10/2017/TT-BCT ngày 26 tháng 7 năm 2017 của Bộ Công Thương ban hành Quy trình kiểm định máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
TỜI, TRỤC TẢI CÓ TẢI TRỌNG 10000 N TRỞ LÊN
SỬ DỤNG TRONG KHAI THÁC HẦM LÒ
Quy trình kiểm định kỹ thuật an toàn lao động (sau đây gọi tắt là kiểm định) đối với tời, trục tải có tải trọng 10.000 N trở lên sử dụng trong khai thác hầm lò trong Danh mục máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
Quy trình này không áp dụng với:
- Tời trục mỏ vận chuyển hàng trong giếng nghiêng, giếng đứng và lò bằng có đường kính tang tời < 0,6 m.
- Tời hỗ trợ người đi bộ giếng nghiêng.
- Tời mỏ vận chuyển hàng trên đường dốc bằng phương pháp kéo trượt trên nền lò, tời ma nơ, tời phá hỏa, tời kéo cáp trên mô nô ray, tời cáp treo chở người.
Căn cứ vào quy trình này và các quy chuẩn kỹ thuật quốc gia về an toàn tương ứng, các tổ chức kiểm định kỹ thuật an toàn xây dựng quy trình chi tiết cho từng dạng, loại thiết bị cụ thể nhưng không được trái với quy định của quy trình này và các quy chuẩn kỹ thuật quốc gia về an toàn tương ứng.
2. Đối tượng áp dụng
- Các doanh nghiệp, cơ quan, tổ chức, cá nhân sở hữu, quản lý, sử dụng tời trục mỏ nêu tại Mục 1 của quy trình này (sau đây gọi tắt là cơ sở).
- Các tổ chức hoạt động kiểm định kỹ thuật an toàn lao động (sau đây gọi là tổ chức kiểm định) và kiểm định viên được cấp chứng chỉ kiểm định viên theo quy định của Bộ Công Thương.
3. Quy chuẩn, tiêu chuẩn áp dụng:
- QCVN 01:2011/BCT, Quy chuẩn kỹ thuật Quốc gia về an toàn trong khai thác than hầm lò.
- QCVN 02:2016/BCT, Quy chuẩn kỹ thuật Quốc gia về an toàn tời trục mỏ.
- TCVN 6780-2: 2009, Yêu cầu an toàn trong khai thác hầm lò mỏ quặng và phi quặng - Phần 2: Công tác vận tải mỏ.
- TCVN 4244:2005, Thiết bị nâng - Thiết kế, chế tạo và kiểm tra kỹ thuật.
- TCVN 9358:2012, Lắp đặt hệ thống nối đất thiết bị cho các công trình công nghiệp - Yêu cầu chung.
- TCXDVN 9385:2012, Chống sét cho công trình xây dựng - Hướng dẫn thiết kế, kiểm tra và bảo trì hệ thống.
- TCVN 5179:1990, Máy nâng hạ - Yêu cầu thử thiết bị thủy lực về an toàn.
Trong trường hợp các tài liệu viện dẫn nêu trên có bổ sung, sửa đổi hoặc thay thế thì áp dụng theo quy định tại văn bản mới nhất.
Việc kiểm định các chỉ tiêu về kỹ thuật an toàn có thể áp dụng theo tiêu chuẩn khác khi có đề nghị của cơ sở sử dụng, chế tạo với điều kiện tiêu chuẩn đó phải có các chỉ tiêu kỹ thuật về an toàn bằng hoặc cao hơn so với các chỉ tiêu quy định trong các quy chuẩn, tiêu chuẩn quốc gia được viện dẫn trong quy trình này.
4. Thuật ngữ và định nghĩa
Quy trình này sử dụng các thuật ngữ, định nghĩa trong các tài liệu viện dẫn nêu trên và một số thuật ngữ, định nghĩa trong quy trình này được hiểu như sau:
- Tời trục mỏ là tên gọi chung của tời mỏ và trục tải mỏ, là thiết bị nâng, hạ được sử dụng trong công nghiệp khai thác mỏ.
- Tời mỏ là thiết bị nâng, hạ có đường kính tang quấn cáp ≤ 2.000 mm.
- Trục tải mỏ là thiết bị nâng, hạ có đường kính tang quấn cáp > 2.000 mm.
- Tời trục mỏ giếng đứng là tời trục mỏ được lắp đặt để vận tải trong các đường lò có góc dốc từ 45o đến 90o.
- Tời trục mỏ giếng nghiêng là tời trục mỏ được lắp đặt để vận tải trong các đường lò có góc dốc < 45o.
- Thùng trục là phương tiện dùng để vận chuyển người, hàng trong giếng đứng, giếng nghiêng bao gồm: Thùng cũi, thùng skip, thùng trục đào giếng.
- Thùng cũi là thùng trục để nâng, hạ người, thiết bị, vật liệu hoặc goòng trong giếng đứng, giếng nghiêng.
- Thùng skip là thùng trục chuyên dùng tự dỡ tải dùng để nâng, hạ than, đất đá, vật liệu rời trong giếng đứng, giếng nghiêng.
- Thùng trục đào giếng là phương tiện dùng để chở người, hàng khi đào giếng.
- Toa xe chở người là phương tiện dùng để chở người trong giếng nghiêng.
- Phanh dù là cơ cấu tự động phanh hãm thùng trục trong giếng đứng hoặc toa xe chở người trong giếng nghiêng khi tời trục gặp sự cố.
- Hệ thống tời trục mỏ bao gồm tời trục mỏ và toàn bộ các thiết bị, các bộ phận kết cấu trong giếng được tổ hợp thành hệ thống có liên kết chặt chẽ với nhau để thực hiện việc nâng hạ theo thiết kế và đảm bảo an toàn.
5. Hình thức kiểm định và thời hạn kiểm định
5.1. Kiểm định lần đầu: Sau khi lắp đặt, trước khi đưa vào sử dụng lần đầu.
5.2. Kiểm định định kỳ
- Không quá 01 năm/lần. Nội dung kiểm định theo quy định tại Bảng 30 của QCVN 02:2016/BCT- Quy chuẩn kỹ thuật Quốc gia về an toàn tời trục mỏ và các quy định tại quy trình này.
- Đối với các nội dung kiểm tra dưới 01 năm tại Bảng 30 của QCVN 02:2016/BCT, cơ sở sử dụng có trách nhiệm thực hiện nếu đủ năng lực kiểm tra hoặc đề nghị đơn vị kiểm định thực hiện.
Trường hợp nhà chế tạo quy định hoặc cơ sở yêu cầu thời hạn kiểm định ngắn hơn thì thực hiện theo quy định của nhà chế tạo hoặc yêu cầu của cơ sở.
Khi rút ngắn thời hạn kiểm định, kiểm định viên phải nêu rõ lý do trong biên bản kiểm định.
5.3. Kiểm định bất thường: Khi thấy cần thiết hoặc cơ quan có thẩm quyền yêu cầu.
6. Tổ chức thực hiện
Việc thực hiện công tác kiểm định tời trục mỏ do kiểm định viên đã được cấp chứng chỉ kiểm định viên thực hiện.
6.1. Đối với cơ sở sử dụng thiết bị
- Thực hiện kiểm định đúng thời hạn quy định.
- Cung cấp các hồ sơ, tài liệu kỹ thuật có liên quan đến thiết bị được kiểm định.
- Chuẩn bị đầy đủ các điều kiện để kiểm định kỹ thuật an toàn như tải trọng, người phục vụ, công nhân vận hành, điện, vệ sinh, bảo dưỡng, sửa chữa thiết bị và các biện pháp an toàn cần thiết như biển báo, tín hiệu, người cảnh giới.
- Cử người đại diện chứng kiến, phối hợp khi tiến hành kiểm định.
6.2. Đối với Tổ chức kiểm định
- Kiểm định theo đề nghị của cơ sở sử dụng. Trường hợp không thực hiện được thì phải trả lời bằng văn bản nêu rõ lý do với cơ sở.
- Tiến hành kiểm định phải tuân thủ các tiêu chuẩn, quy chuẩn về kỹ thuật an toàn, vệ sinh lao động có liên quan.
- Căn cứ vào thiết bị cụ thể, tiến hành kiểm định đối tượng phù hợp theo các bước quy định của quy trình này để đảm bảo có kết luận chính xác về tình trạng thiết bị.
- Khi thấy cần thiết phải sử dụng các thiết bị kiểm tra ngoài các thiết bị kiểm định thông thường, cần phải thoả thuận với cơ sở về các phát sinh để tiến hành.
- Trong quá trình kiểm định, nếu phát hiện có nguy cơ dẫn đến sự cố thì phải kiến nghị cơ sở có biện pháp khắc phục. Sau khi cơ sở khắc phục xong thì tiếp tục tiến hành kiểm định.
Lập biên bản kiểm định và cấp Giấy chứng nhận kết quả kiểm định theo quy định.
7. Thiết bị, dụng cụ phục vụ kiểm định
Các thiết bị, dụng cụ phục vụ kiểm định tời trục mỏ phải phù hợp và phải được kiểm định, hiệu chuẩn theo quy định, Giấy chứng nhận kiểm định hoặc hiệu chuẩn vẫn còn trong thời gian có hiệu lực, bao gồm:
- Thiết bị xác định tải trọng thử.
- Các dụng cụ, thiết bị đo lường cơ khí (đo dộ dài, đo đường kính, đo khe hở, đo khoảng cách, đo cương cự ....).
- Thiết bị đo nhiệt độ.
- Thiết bị đo độ ồn.
- Thiết bị đo thời gian.
- Thiết bị đo vận tốc dài và vận tốc vòng.
- Thiết bị đo điện trở cách điện.
- Thiết bị đo điện trở nối đất.
- Các thiết bị đo kiểm chuyên dùng khác (nếu cần): Máy trắc đạc quang học (thủy bình, kinh vỹ), thiết bị kiểm tra chất lượng cáp thép, thiết bị kiểm tra chất lượng mối hàn.
8. Điều kiện kiểm định
Khi tiến hành kiểm định phải đảm bảo các điều kiện sau đây:
8.1.Thiết bị phải ở trạng thái sẵn sàng đưa vào kiểm định.
8.2. Hồ sơ, tài liệu của thiết bị phải đầy đủ theo quy định tại khoản 1 Điều 6; khoản 1, khoản 2 Điều 38, khoản 1 Điều 40 QCVN 02:2016/BCT.
8.3. Các yếu tố môi trường, thời tiết đủ điều kiện không làm ảnh hưởng tới kết quả kiểm định.
8.4. Các điều kiện về an toàn vệ sinh lao động phải đáp ứng để vận hành thiết bị.
9. Các bước kiểm định
Khi kiểm định tời trục mỏ phải lần lượt tiến hành theo các bước sau:
- Kiểm tra hồ sơ, lý lịch của thiết bị.
- Kiểm tra bên ngoài.
- Thử không tải.
- Các chế độ thử tải - Phương pháp thử.
- Xử lý kết quả kiểm định.
Lưu ý: Các bước kiểm tra tiếp theo chỉ được tiến hành khi kết quả kiểm tra ở bước trước đó đạt yêu cầu.
10. Tiến hành kiểm định
Khi tiến hành kiểm định phải thực hiện theo trình tự sau:
10.1. Chuẩn bị kiểm định
10.1.1. Trước khi tiến hành kiểm định thiết bị, tổ chức kiểm định và cơ sở phải phối hợp, thống nhất kế hoạch kiểm định, chuẩn bị các điều kiện phục vụ kiểm định, cử người tham gia, chứng kiến kiểm định.
10.1.2. Kiểm tra hồ sơ, lý lịch thiết bị
10.1.2.1. Khi kiểm định lần đầu
Kiểm tra lý lịch, hồ sơ của tời trục mỏ.
Hồ sơ kỹ thuật an toàn tời trục mỏ phải có các tài liệu bằng tiếng Việt bao gồm:
- Tài liệu về thông số kỹ thuật tời trục mỏ, hướng dẫn lắp đặt, kiểm tra, bảo dưỡng, sửa chữa, quy trình vận hành tời trục mỏ.
- Thiết kế thi công, lắp đặt.
- Hồ sơ nghiệm thu sau lắp đặt.
- Các kết quả kiểm tra, thử nghiệm, hiệu chỉnh (nếu có).
- Đánh giá theo khoản 1 Điều 6 QCVN 02:2016/BCT.
- Các chứng chỉ về kim loại chế tạo, kim loại hàn, đánh giá theo Mục 3.1.2, TCVN 4244: 2005 và QCVN 02:2016/BCT.
- Kết quả kiểm tra chất lượng mối hàn, đánh giá theo Mục 3.3.4, TCVN 4244: 2005.
- Các tài liệu kỹ thuật của thùng cũi: Đánh giá theo khoản 1, Điều 40 QCVN 02:2016/BCT.
- Các tài liệu kỹ thuật của toa xe chở người, chở hàng giếng nghiêng, đánh giá theo khoản 1, khoản 2 Điều 38 QCVN 02:2016/BCT.
10.1.2.2. Kiểm định định kỳ
- Lý lịch, biên bản kiểm định và Giấy chứng nhận kết quả kiểm định lần trước.
- Hồ sơ thử nghiệm, hiệu chỉnh, sổ theo dõi cáp thép, kết quả thử nghiệm cáp, kết quả trắc đạc lần gần nhất toàn bộ các mối liên kết hình học của hệ thống tời trục mỏ, độ lệch tâm trục giếng (tâm puly tháp giếng và tâm chân giếng), tâm puly tháp giếng và tâm tang tời, dẫn hướng trong giếng đứng và đường ray trong giếng nghiêng. Đánh giá kết quả theo QCVN 02:2016/BCT.
- Kết quả thử nghiệm và kiểm tra cáp thép, cơ cấu treo, khớp nối; kết quả kiểm tra các mối hàn chịu lực của khung giằng, tháp giếng bằng phương pháp không phá hủy; kết quả kiểm tra kết quả đo điện trở tiếp đất, chống sét lần gần nhất.
- Kết quả kiểm định các thiết bị đo lường.
- Hồ sơ kết quả kiểm tra, hiệu chỉnh các thông số an toàn thiết bị, các hệ thống liên quan.
10.1.2.3. Kiểm định bất thường
- Trường hợp cải tạo, sửa chữa: Hồ sơ thiết kế cải tạo, sửa chữa, biên bản nghiệm thu sau cải tạo, sửa chữa.
- Trường hợp thay đổi vị trí lắp đặt: Hồ sơ lắp đặt.
- Biên bản kiểm tra của cơ quan chức năng (nếu có).
Đánh giá: Hồ sơ đạt yêu cầu khi các hạng mục kiểm tra đầy đủ và đảm bảo theo các yêu cầu trên. Nếu hồ sơ không đảm bảo, cơ sở sử dụng thiết bị phải có biện pháp khắc phục bổ sung.
10.1.3. Chuẩn bị đầy đủ các phương tiện kiểm định phù hợp để phục vụ quá trình kiểm định.
10.1.4. Xây dựng và thống nhất thực hiện các biện pháp đảm bảo an toàn với cơ sở trước khi kiểm định. Trang bị đầy đủ dụng cụ, phương tiện bảo vệ cá nhân, đảm bảo an toàn trong quá trình kiểm định.
10.2. Kiểm tra bên ngoài
Kiểm tra vị trí lắp đặt thiết bị, hệ thống điện, bảng hướng dẫn nội quy sử dụng, hàng rào bảo vệ, mặt bằng, khoảng cách và các biện pháp an toàn, các chướng ngại vật cần lưu ý trong suốt quá trình tiến hành kiểm định; sự phù hợp của các bộ phận, chi tiết và thông số kỹ thuật của thiết bị so với hồ sơ, lý lịch.
Xem xét lần lượt và toàn bộ các cơ cấu, bộ phận của thiết bị, đặc biệt chú trọng đến tình trạng các bộ phận và chi tiết sau:
10.2.1. Kiểm tra kết cấu kim loại của tháp giếng, đo chiều dày các cấu kiện. Đánh giá theo Điều 13 QCVN 02:2016/BCT.
Kiểm tra độ ăn mòn các dầm chịu lực, đánh giá theo Bảng 4, Điều 16 QCVN 02:2016/BCT.
Kiểm tra các mối hàn chịu lực bằng phương pháp không phá hủy khi kiểm định lần đầu và sau 05 năm sử dụng, đánh giá theo Chương 3 TCVN 4244:2005.
10.2.2. Kiểm tra độ lệch cho phép của các cấu kiện lắp trong giếng đứng: Khung, dầm, gối đỡ ray dẫn hướng, dầm đỡ ray dẫn hướng, ray dẫn hướng hoặc cáp thép dẫn hướng, bạc dẫn hướng, dầm chống va đập khi kiểm định lần đầu và sau 05 năm sử dụng. Số lượng các chi tiết phải kiểm tra là 10%. Đánh giá theo điểm 10.2; 10.5; 10.14; 10.15; 10.16 Điều 48 và Mục 1.1.12 điểm 1.1 khoản 1 Điều 46 QCVN 02:2016/BCT khi kiểm định tời trục mỏ giếng đứng.
Kiểm tra tiết diện đường lò, trang bị đường ray, độ chênh cao giữa hai ray, khoảng cách giữa hai ray, bán kính cong của ray dẫn hướng, độ lệch của ray so với tim đường, độ mòn đỉnh ray theo phương thẳng đứng, khoảng cách tối thiểu từ thành toa xe tới nóc lò và vì chống hông lò... Đánh giá theo Điều 9 QCVN 02:2016/BCT khi kiểm định tời trục mỏ giếng nghiêng.
- Kiểm tra dầm chống va đập trên và dưới giếng đứng. Đánh giá sai số cho phép khi lắp đặt theo Bảng 28 QCVN 02:2016/BCT.
- Kiểm tra barie cửa giếng và chân giếng khi kiểm định tời trục mỏ giếng nghiêng, đánh giá thiết kế và theo khoản 2 Điều 36 QCVN 02:2016/BCT.
- Kiểm tra cơ cấu cam hãm goòng dọc đường ray (nếu có). Đánh giá theo khoản 30 Điều 33 QCVN 02:2016/BCT.
10.2.3. Kiểm tra tang quấn cáp: Tỷ số giữa đường kính và tang quấn cáp, lớp lót tang, số lớp cáp cuốn trên tang, số vòng cáp còn lại trên tang khi thùng trục, xe goòng ... ở vị trí thấp nhất, chiều cao của vành mép tang so với lớp cáp quấn trên cùng, vành đĩa phanh, đánh giá theo Điều 21 QCVN 02:2016/BCT.
- Kiểm tra tình trạng lắp đặt của tang quấn cáp. Đánh giá theo khoản 3 Điều 48 QCVN 02:2016/BCT.
- Kiểm tra trục chính của tang quấn cáp: Khi kiểm định lần đầu hoặc sau 05 năm sử dụng hoặc khi đại tu, sửa chữa, phải kiểm tra khuyết tật của trục chính bằng phương pháp không phá hủy; kiểm tra khe hở đỉnh, khe hở bên, diện tích tiếp xúc và số điểm tiếp xúc của trục chính và bạc; độ đồng tâm giữa tang tời và trục chính. Đánh giá theo Điều 23; khoản 3 Điều 48 QCVN 02:2016/BCT. Nếu đơn vị sử dụng tiến hành kiểm tra trước khi kiểm định phải có Biên bản kiểm tra được đơn vị kiểm định xác nhận.
10.2.4. Kiểm tra puly hướng cáp: Kiểm tra kích thước, tình trạng kỹ thuật của puly. Đánh giá theo khoản 12 Điều 82 QCVN 01:2011/BCT.
10.2.5. Kiểm tra cáp thép, cơ cấu treo và móc nối, đánh giá theo Điều 46 QCVN 02:2016/BCT:
- Kiểm tra kẹp cáp, tình trạng kẹp cáp trên tang, đánh giá theo Phụ lục 18C, 21 TCVN 4244: 2005, Mục 7.6 TCVN 6780-2: 2009 và điểm 5.3 khoản 5 Điều 6 QCVN 02:2016/BCT.
10.2.6. Kiểm tra hộp giảm tốc (nếu có): Kiểm tra sai số lắp đặt khớp nối, độ đảo hướng tâm, tình trạng lắp đặt hộp giảm tốc khi kiểm định lần đầu và sau 05 năm sử dụng, đánh giá theo điểm 5.2, 5.3 khoản 5 Điều 48 QCVN 02:2016/BCT. Nếu đơn vị sử dụng tiến hành kiểm tra trước khi kiểm định phải có biên bản kiểm tra được đơn vị kiểm định xác nhận.
10.2.7. Kiểm tra hệ thống thủy lực (nếu có)
- Kiểm tra sự lắp đặt và các thông số so với thiết kế.
- Kiểm tra mức dầu thủy lực.
- Kiểm tra sự rò rỉ dầu tại các mối nối, đường ống thủy lực và các mặt bích.
- Kiểm tra cảm biến nhiệt độ, áp kế, rơ le áp suất, cảm biến áp suất...
Đánh giá theo Điều 24 QCVN 02:2016/BCT và TCVN 5179: 1990.
10.2.8. Kiểm tra hệ thống khí nén (nếu có): Kiểm tra tình trạng lắp đặt, độ kín khí, nhiệt độ của hệ thống khí nén, so sánh với hồ sơ thiết kế.
10.2.9. Kiểm tra hệ thống bôi trơn
- Kiểm tra lượng dầu bôi trơn.
- Kiểm tra sự rò rỉ dầu tại các mối nối, đường ống dẫn và các mặt bích.
10.2.10. Kiểm tra hệ thống phanh (phanh công tác và phanh an toàn)
- Kiểm tra kết cấu của phanh.
- Kiểm tra chiều dày má phanh, diện tích tiếp xúc của má phanh với đĩa phanh hoặc tang phanh.
- Kiểm tra khe hở giữa má phanh và tang phanh (hoặc đĩa phanh).
- Kiểm tra tình trạng bề mặt đĩa phanh, vành phanh.
Đánh giá theo điểm a,b,c khoản 8; khoản 9, 10, 28 Điều 33 và khoản 4, khoản 6 Điều 48 QCVN 02:2016/BCT.
10.2.11. Kiểm tra động cơ điện: Kiểm tra tình trạng lắp đặt, mã hiệu, các thông số kỹ thuật của động cơ. Đánh giá theo hồ sơ thiết bị.
10.2.12. Kiểm tra thùng trục hoặc toa xe chở người
a) Kiểm tra thùng trục (thùng cũi, thùng skip hoặc thùng trục đào giếng): Kiểm tra nóc, vách, cam hãm, tay vịn, cửa ra vào, hệ thống phanh dù, bạc, cơ cấu nối móc, puly treo ... Đánh giá theo Điều 40, Điều 41 và Điều 42 QCVN 02:2016/BCT.
b) Kiểm tra toa xe chở người: Kiểm tra hình dạng bên ngoài, cơ cấu móc nối, thiết bị tín hiệu, hệ trục, bánh goòng, hệ thống phanh dù, cơ cấu giảm xung, ghế ngồi, bảo hiểm cửa lên xuống. Đánh giá theo Điều 38 QCVN 02:2016/BCT.
10.2.13. Kiểm tra bộ chỉ báo độ sâu: Tình trạng lắp đặt, sai lệch vị trí cho phép khi hoạt động, còi hoặc chuông cảnh báo. Đánh giá theo khoản 1, khoản 2 Điều 26 QCVN 02:2016/BCT.
10.2.14. Kiểm tra các cơ cấu bảo vệ an toàn
Kiểm tra tình trạng cửa an toàn miệng giếng, đáy giếng, các công tắc liên động cắt điện khi cửa mở
- Kiểm tra các cơ cấu bảo vệ chống quá tải, chống vượt tốc, chống chùng cáp, bảo vệ quá nâng, quá hạ, bảo vệ mòn má phanh. Đánh giá theo khoản 1, khoản 3, khoản 9, khoản 10, khoản 18 Điều 35 QCVN 02:2016/BCT.
10.2.15. Kiểm tra bàn điều khiển: Sự làm việc của các đồng hồ chỉ báo, đèn tín hiệu, công tắc điều khiển, tay điều khiển. Các thiết bị làm việc phải đúng thiết kế.
- Kiểm tra độ ồn tại bàn điều khiển. Đánh giá theo khoản 10 Điều 6 QCVN 02:2016/BCT.
10.2.16. Kiểm tra tình trạng hệ thống điện động lực, điều khiển của thiết bị: Điện áp làm việc, điện áp điều khiển, tình trạng dây dẫn. Điện áp động lực và điều khiển phải đúng thiết kế, dây dẫn không bị hư hỏng.
- Đo điện trở tiếp địa của thiết bị điện, điện trở tiếp địa phải không lớn hơn 2Ω.
10.2.17. Kiểm tra hệ thống tín hiệu, đàm thoại tời trục mỏ, đánh giá theo Chương IX QCVN 02:2016/BCT.
10.2.18. Kiểm tra các biển báo an toàn, đánh giá theo khoản 4, Điều 6 QCVN 02:2016/BCT.
10.2.19. Kiểm tra hệ thống chiếu sáng: Kiểm tra chiếu sáng trong khu vực đặt tời trục và vị trí vận hành tời trục.
10.3. Thử không tải.
10.3.1. Kiểm tra sự làm việc của hệ thống thông tin liên lạc: Chuông báo hiệu, đèn tín hiệu, đàm thoại, điện thoại liên lạc nội bộ và các thiết bị khác (nếu có).
10.3.2. Kiểm tra các thông số làm việc của thiết bị
- Kiểm tra sự hoạt động của các đồng hồ đo.
- Kiểm tra vận tốc thực tế của thiết bị, đánh giá theo Điều 7 QCVN 02:2016/BCT.
- Kiểm tra sự làm việc của hộp giảm tốc (nếu có), đo nhiệt độ, độ ồn. Đánh giá theo Điều 25 QCVN 02:2016/BCT.
- Kiểm tra sự làm việc của hệ thống thủy lực (nếu có), độ kín, nhiệt độ và áp suất dư của hệ thống, đánh giá theo Điều 24 và khoản 7 Điều 48 QCVN 02:2016/BCT.
- Kiểm tra sự làm việc của hệ thống khí nén (nếu có).
- Kiểm tra sự làm việc của hệ thống bôi trơn.
- Kiểm tra sự phù hợp của các thông số kỹ thuật được thông báo trên màn hình hiển thị và kết quả đo thực tế của thiết bị (tốc độ, dòng điện, hiệu điện thế...).
10.3.3. Kiểm tra sự làm việc của thiết bị chỉ báo độ sâu, sự chỉ báo chính xác vị trí thùng trục trong giếng với sự chỉ báo vị trí thùng trục trên bảng chỉ báo. Đánh giá theo khoản 2 Điều 26 QCVN 02:2016/BCT.
10.3.4. Kiểm tra sự hoạt động của các cơ cấu an toàn, các cơ cấu này phải đầy đủ và hoạt động theo thiết kế.
10.3.5. Kiểm tra sự làm việc của hệ thống phanh (phanh công tác và phanh an toàn) kiểm tra khe hở phanh, diện tích tiếp xúc của má phanh với tang phanh (hoặc đĩa phanh, vành phanh), độ rung động, sự tách rời của má phanh với tang phanh (hoặc đĩa phanh, vành phanh) khi mở, thời gian tác động của phanh. Đánh giá theo Điều 33 QCVN 02:2016/BCT.
10.3.6. Kiểm tra tổng thể sự hoạt động của trục tải theo chiều lên và xuống theo hết chiều dài đường trục.
10.3.7. Kiểm tra các thiết bị điện điều khiển, chiếu sáng, tín hiệu.
Các phép thử trên được thực hiện không ít hơn 03 lần.
Đánh giá: Kết quả đạt yêu cầu khi không phát hiện các hư hỏng kỹ thuật, đáp ứng các yêu cầu kỹ thuật an toàn theo hồ sơ của nhà chế tạo và các Điều của các tiêu chuẩn, quy chuẩn kỹ thuật nêu trên.
10.4. Các chế độ thử tải
10.4.1. Tời trục mỏ giếng đứng
10.4.1.1. Thử tải tĩnh.
- Tải trọng thử: 125% SWL.
SWL là tải trọng làm việc an toàn và không lớn hơn tải trọng thiết kế.
Đối với chở người: SWL =∑ n x 75 (kg/người).
∑n: Tổng số người trên thùng trục. Số người chuyên chở đồng thời trong một tầng của thùng trục được quy định là 05 người/1m2 sàn, trong các thùng trục khi đào lò là 04 người/1m2 sàn theo quy định tại khoản 7, Điều 40, QCVN 02:2016/BCT.
- Vị trí thử có thể dùng một trong hai trường hợp sau:
+ Đặt thùng trục ở vị trí miệng giếng: Có thiết bị chặn, thanh chặn đặt trên miệng giếng, đảm bảo giữ được thùng trục trong trường hợp bị trôi.
+ Đặt thùng trục ở vị trí cách vị trí thấp nhất của giếng một khoảng 500mm.
- Thời gian thử: 10 (phút).
- Đo đạc, kiểm tra các thông số kỹ thuật an toàn sau khi thử:
+ Kết cấu kim loại.
+ Độ trôi của thùng trục.
+ Độ dịch chuyển của tang tời.
Kết quả: Thử tĩnh đạt yêu cầu khi thùng trục không trôi; sau khi dỡ tải, các cơ cấu và bộ phận của thiết bị không có vết nứt, không có biến dạng vĩnh cửu hoặc các hư hỏng khác.
10.4.1.2. Thử tải động
- Tải trọng thử: 110% SWL.
- Thử tất cả các cụm cơ cấu nâng, hạ tải 03 lần:
+ Cho dừng ở tất cả các các vị trí chất và dỡ tải, để xác định độ chính xác khi dừng;
+ Thiết bị làm việc phải đạt yêu các cầu kỹ thuật theo thiết kế;
+ Kiểm tra sự làm việc của hệ thống phanh (phanh công tác và phanh an toàn).
- Đánh giá: Thử động đạt yêu cầu khi: Các cơ cấu và bộ phận của thiết bị hoạt động đúng tính năng thiết kế và các yêu cầu của các tiêu chuẩn kỹ thuật an toàn hiện hành, không có vết nứt, không có biến dạng hoặc các hư hỏng khác.
10.4.1.3.Thử phanh dù thùng trục (nếu có)
- Tải trọng thử: 100% SWL.
- Vị trí thử: Đưa thùng trục lên phía trên miệng giếng (phải có biện pháp an toàn khi thử - đặt trên giá cố định hoặc trên tấm chắn đặc biệt trên miệng giếng).
- Tiến hành giả định tình huống đứt cáp để phanh dù tác động.
- Đo đạc các thông số kỹ thuật an toàn sau thử.
+ Kết cấu, sự liên kết giữa phanh dù với thùng trục.
+ Tác động má phanh, kẹp chặt phanh trên ray dẫn hướng hoặc cáp dẫn hướng.
+ Khoảng trượt của má phanh trên đường dẫn hướng.
+ Độ tụt của cáp giảm xóc.
+ Độ tụt của thùng trục.
Đánh giá: Phanh dù của thùng trục đạt yêu cầu nếu sau khi thử các giá trị đo được phù hợp với hồ sơ thiết bị và phù hợp với các giá trị cho phép theo điểm 27.5 khoản 27 Điều 33 QCVN 02:2016/BCT.
10.4.2. Tời trục mỏ giếng nghiêng
Thử tải tời trục mỏ giếng nghiêng với hai trường hợp sử dụng thiết bị mang tải:
- Xe goòng chở vật liệu.
- Toa xe chở người.
10.4.2.1. Kiểm định và thử tải với trục tải giếng nghiêng sử dụng xe goòng chở vật liệu.
- Thử mô men hãm (mô men phanh): Thực hiện theo một trong các phương pháp sau:
+ Thử mô men hãm theo phương pháp kéo tải trọng. Khi thực hiện phương pháp này phải đảm bảo an toàn và không gây biến dạng, hỏng các kết cấu xếp tải (xe goòng).
+ Thử mô men hãm theo phương pháp neo giữ cáp tải để kéo trực tiếp trên tang. Khi thực hiện phương án này việc neo giữ cố định cáp trong những trường hợp thiết bị cụ thể phải được tính toán đạt yêu cầu về kỹ thuật an toàn.
- Tải trọng thử: Được tính toán dựa trên tải trọng thiết kế hoặc tải trọng sử dụng (tải trọng sử dụng không được lớn hơn tải trọng thiết kế và phải phù hợp với chất lượng thực tế của thiết bị), kết hợp với hệ số theo góc nghiêng của đường lò được quy định tại Bảng 9, điểm a, khoản 26, Điều 33, QCVN 02:2016/BCT.
- Tính mô men hãm:
Mô men hãm được tính toán dựa trên lực kéo sinh ra bởi tải trọng thử. Mô men hãm này có thể tính toán chia đều cho các phanh khi thử (thử từng cụm phanh). Phương pháp tính mô men hãm khi thử từng cụm phanh, được tính theo công thức sau: Mi = Mh /n. Trong đó:
+ Mi: Mô men hãm khi thử cho một cụm phanh.
+ Mh: Mô men hãm của trục tải.
+ n: Số lượng cụm phanh được tách ra khi thử.
10.4.2.2. Thử tải tĩnh trục tải giếng nghiêng lắp xe goòng chở vật liệu.
- Tải trọng thử: 125% SWL
SWL là tải trọng làm việc an toàn và không lớn hơn tải trọng thiết kế.
- Vị trí thử: Đặt ở vị trí cách cuối đường đường dốc (chân giếng) khoảng 0,5m.
- Thời gian thử: 10 phút.
- Đo đạc, kiểm tra các thông số kỹ thuật an toàn sau khi thử:
+ Biến dạng, hỏng hóc kết cấu cơ khí.
+ Độ trôi của goòng.
+ Độ dịch chuyển của góc tang.
- Đánh giá: Thử mô men hãm và thử tải tĩnh đạt yêu cầu khi xe goòng không trôi, sau khi hạ tải xuống, các cơ cấu và bộ phận của thiết bị không có vết nứt, không có biến dạng dư hoặc các hư hỏng, khoảng dịch chuyển của góc tang trong giới hạn cho phép.
Ghi chú: Trong trường hợp đã thử mô men phanh với tải thử lớn hơn hoặc bằng thử tải tĩnh thì có thể kết hợp thử tải tĩnh và thử mô men phanh, không cần phải thử tải tĩnh với mức tải 125% SWL.
10.4.2.3. Thử động trục tải giếng nghiêng lắp xe goòng chở vật liệu.
- Tải trọng thử: 110% SWL.
- Hình thức thử: Nâng hạ tải 03 lần trong suốt hành trình.
- Thiết bị làm việc phải đạt yêu các cầu kỹ thuật theo thiết kế.
- Kiểm tra thiết bị tại các vị trí chất, dỡ tải.
- Kiểm tra sự làm việc của hệ thống phanh (phanh công tác và phanh an toàn).
Đánh giá: Đạt yêu cầu khi các cơ cấu và bộ phận của thiết bị hoạt động đúng tính năng thiết kế và đạt các yêu cầu kỹ thuật an toàn theo quy định.
10.4.2.4.Thử tải với trục tải giếng nghiêng sử dụng toa xe chở người.
10.4.2.4.1. Kiểm tra mô men hãm (mô men phanh)
Phương pháp thử thực hiện theo một trong các phương pháp sau:
+ Thử mô men hãm theo phương pháp kéo tải trọng. Khi thực hiện phương pháp này phải đảm bảo an toàn và không gây biến dạng, hỏng các kết cấu xếp tải (toa xe chở người).
+ Thử mô men hãm theo phương pháp neo giữ cáp tải để kéo trực tiếp trên tang. Khi thực hiện phương án này việc neo giữ cố định cáp trong những trường hợp thiết bị cụ thể phải được tính toán đạt yêu cầu về kỹ thuật an toàn.
- Tải trọng thử: Được tính toán dựa trên tải trọng sử dụng kết hợp với hệ số theo góc nghiêng của đường lò được quy định tại Bảng 9, điểm a, khoản 26, Điều 33, QCVN 02:2016/BCT.
+ Tải trọng sử dụng được tính theo công thức:
SWL = ∑ n x 75 (kg/người ) + Qt tr . Trong đó:
∑n: Tổng số người trên các toa xe.
Qt tr: Tự trọng của tất cả các toa xe.
Tải trọng làm việc an toàn (SWL) không được lớn hơn tải trọng và số lượng toa xe được kéo theo thiết kế.
- Tính mô men hãm:
Mô men hãm được tính toán dựa trên lực kéo sinh ra bởi tải trọng thử. Mô men hãm này có thể tính toán chia đều cho các phanh khi thử (thử từng cụm phanh). Phương pháp tính mô men hãm khi thử từng cụm phanh, được tính theo công thức sau: Mi = Mh /n. Trong đó:
Mi: Mô men hãm khi thử cho một cụm phanh.
Mh: Mô men hãm của trục tải.
n: Số lượng cụm phanh được tách ra khi thử.
10.4.2.4.2. Thử tải tĩnh
- Tải trọng thử: 125% SWL.
SWL là tải trọng làm việc an toàn và không lớn hơn tải trọng thiết kế.
- Vị trí thử: Đặt ở vị trí cách cuối đường dốc (chân tầng) khoảng 0,5m.
- Thời gian thử: 10 phút.
- Đo đạc, kiểm tra các thông số kỹ thuật an toàn sau khi thử:
+ Biến dạng, hỏng hóc kết cấu cơ khí;
+ Độ trôi của toa xe;
+ Độ dịch chuyển của góc tang.
- Đánh giá: Thử mô men hãm và thử tải tĩnh đạt yêu cầu khi toa xe không trôi, sau khi hạ tải xuống, các cơ cấu và bộ phận của thiết bị không có vết nứt, không có biến dạng dư hoặc các hư hỏng, khoảng dịch chuyển của góc tang trong giới hạn cho phép.
Ghi chú: Trong trường hợp đã thử mô men phanh với tải thử lớn hơn hoặc bằng tải thử tải tĩnh thì có thể kết hợp thử tải tĩnh và thử mô men phanh, không cần phải thử tải tĩnh với mức tải 125 SWL.
10.4.2.4.3. Thử động
- Tải trọng thử: 110% SWL.
- Hình thức thử: Nâng hạ tải 03 lần.
- Thiết bị làm việc phải đạt yêu các cầu kỹ thuật theo thiết kế.
- Kiểm tra thiết bị tại các điểm dừng đỗ trả đón người.
- Kiểm tra sự làm việc của hệ thống phanh (phanh công tác và phanh an toàn).
Đánh giá: Đạt yêu cầu khi các cơ cấu và bộ phận của thiết bị hoạt động đúng tính năng thiết kế và đạt các yêu cầu kỹ thuật an toàn theo quy định.
10.4.2.4.4. Kiểm tra phanh dù toa xe chở người
- Tải trọng thử: 100% SWL, với vận tốc thử nhỏ hơn hoặc bằng vận tốc định mức.
- Kiểm tra khi tác động bằng tay: Kiểm tra khả năng làm việc của phanh an toàn toa xe khi tác động bằng tay.
- Kiểm tra các thông số kỹ thuật an toàn sau thử:
+ Tình trạng má phanh khi kẹp chặt trên ray;
+ Khoảng trượt của má phanh trên ray;
+ Độ tụt của cáp giảm xóc;
+ Khoảng trượt của toa xe trên ray.
- Kiểm tra khi chùng hoặc đứt cáp tác động tự động: Tạo chùng cáp hoặc đứt cáp để thử khả năng tác động tự động và khả năng hãm của phanh dù toa xe.
- Kiểm tra các thông số kỹ thuật an toàn sau thử:
+ Tình trạng má phanh khi kẹp chặt trên ray.
+ Khả năng tác động của phanh.
+ Khoảng trượt của má phanh trên ray.
+ Độ tụt của cáp giảm xóc.
+ Khoảng trượt của toa xe trên ray.
Đánh giá: Đạt yêu cầu khi các cơ cấu và bộ phận của thiết bị hoạt động đúng tính năng thiết kế và các yêu cầu của điểm 27.4, khoản 27 Điều 33 QCVN 02:2016/BCT, phanh không có vết nứt, không có biến dạng hoặc các hư hỏng khác.
10.5. Xử lý kết quả kiểm định.
10.5.1. Lập biên bản kiểm định.
- Đối với tời trục mỏ giếng đứng: Theo mẫu quy định tại Phụ lục 2 của Quy trình này.
- Đối với tời trục mỏ giếng nghiêng: Theo mẫu quy định tại Phụ lục 3 của Quy trình này.
10.5.2. Thông qua biên bản kiểm định
Thành phần tham gia thông qua biên bản kiểm định bắt buộc tối thiểu phải có các thành viên sau:
- Đại diện cơ sở hoặc người được cơ sở ủy quyền.
- Người tham gia và chứng kiến kiểm định.
- Kiểm định viên thực hiện việc kiểm định.
Khi biên bản được thông qua, kiểm định viên, người tham gia và chứng kiến kiểm định, đại diện cơ sở hoặc người được cơ sở ủy quyền cùng ký và đóng dấu (nếu có) vào biên bản. Biên bản kiểm định được lập thành 02 bản, mỗi bên có trách nhiệm lưu giữ 01 bản.
10.5.3. Ghi tóm tắt kết quả kiểm định vào lý lịch của thiết bị (ghi rõ họ tên kiểm định viên, ngày tháng năm kiểm định).
10.5.4. Dán tem kiểm định: Khi thiết bị đạt yêu cầu kỹ thuật an toàn, kiểm định viên dán tem kiểm định cho thiết bị. Tem kiểm định được dán ở vị trí dễ quan sát.
10.5.5. Cấp Giấy chứng nhận kết quả kiểm định
10.5.5.1. Khi thiết bị có kết quả kiểm định đạt yêu cầu, tổ chức kiểm định cấp Giấy chứng nhận kết quả kiểm định cho thiết bị trong thời hạn 05 ngày làm việc kể từ ngày thông qua biên bản kiểm định tại cơ sở.
10.5.5.2. Khi thiết bị có kết quả kiểm định không đạt các yêu cầu thì chỉ thực hiện các bước nêu tại Mục 10.5.1 và 10.5.2 của Quy trình này và chỉ cấp cho cơ sở biên bản kiểm định, trong đó phải ghi rõ lý do thiết bị không đạt yêu cầu kiểm định, thông báo cho cơ sở biết để có biện pháp khắc phục.
PHỤ LỤC 1
BẢN GHI CHÉP TẠI HIỆN TRƯỜNG
|
(Cơ quan quản lý cấp trên)
|
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM
|
.............., ngày … tháng … năm …
BẢN GHI CHÉP TẠI HIỆN TRƯỜNG
(KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG TỜI, TRỤC TẢI CÓ TẢI TRỌNG 10000 N TRỞ LÊN SỬ DỤNG TRONG KHAI THÁC HẦM LÒ)
(Ghi đầy đủ thông số kiểm tra, thử nghiệm theo đúng quy trình kiểm định)
1. Thông tin chung:
Tên thiết bị:......................................................................................................
Tên tổ chức, cá nhân đề nghị:..........................................................................
Địa chỉ (trụ sở chính của cơ sở):......................................................................
Địa chỉ (Vị trí) lắp đặt:.......................................................................................
Nội dung buổi làm việc với cơ sở:
- Làm việc với ai: (thông tin)
- Người chứng kiến:
2. Thông số cơ bản thiết bị:
- Mã hiệu:........................................ - Vận tốc kéo:................................ m/ph
- Số chế tạo:.................................... - Chiều dài kéo: .................................. m
- Năm sản xuất:............................... - Trọng tải thiết kế:............................. tấn
- Nhà chế tạo:.................................. - Công dụng:..........................................
3. Kiểm tra hồ sơ, tài liệu:
- Lý lịch máy: ...................................................................................................
- Hồ sơ kỹ thuật: .............................................................................................
4. Mã nhận dạng các thiết bị đo kiểm:
5. Tiến hành kiểm định Thiết bị:
a) Kiểm tra bên ngoài:
+ Kết cấu kim loại:............................................................................................
+ Cụm móc, puly:.............................................................................................
+ Cáp và cố định cáp:......................................................................................
+ Nối đất bảo vệ:..............................................................................................
+ Ray, cố định ray:...........................................................................................
+ Phanh:..........................................................................................................
+ Các thiết bị an toàn:......................................................................................
+ Hệ thống điện:..............................................................................................
b) Kiểm tra kỹ thuật:
- Thử tải tĩnh 125%: (Giữ tải 10 phút)
+ Phanh:..........................................................................................................
+ Kết cấu kim loại:............................................................................................
- Thử tải động 110% :
+ Phanh (có đảm bảo, giữ tải hay không):........................................................
+ Các cơ cấu, bộ phận:....................................................................................
+ Kết cấu kim loại:............................................................................................
6. Kiểm tra các hạn vị, bộ báo tải, bộ quá tải.
7. Xử lý kết quả kiểm định, kiểm tra đánh giá kết quả.
8. Kiến nghị (Nếu có):......................................................................................
NGƯỜI CHỨNG KIẾN(Ký, ghi rõ họ, tên) |
KIỂM ĐỊNH VIÊN(Ký, ghi rõ họ, tên) |
PHỤ LỤC 2
BIÊN BẢN KIỂM ĐỊNH TỜI, TRỤC TẢI CÓ TẢI TRỌNG 10000 N TRỞ LÊN
SỬ DỤNG TRONG KHAI THÁC HẦM LÒ (LOẠI GIẾNG ĐỨNG)
|
(Cơ quan quản lý cấp trên)
|
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM
|
.............., ngày … tháng … năm …
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
TỜI, TRỤC TẢI CÓ TẢI TRỌNG 10.000 N TRỞ LÊN SỬ DỤNG TRONG KHAI THÁC HẦM LÒ (LOẠI TỜI, TRỤC TẢI GIẾNG ĐỨNG)
Số: |
............................... |
Chúng tôi gồm:
1. ........................................................... Số hiệu kiểm định viên :...................
2. ........................................................... Số hiệu kiểm định viên:....................
Thuộc: ............................................................................................................
Số Giấy chứng nhận đủ điều kiện của tổ chức kiểm định:.................................
Đã tiến hành kiểm định:....................................................................................
Đơn vị sử dụng:...............................................................................................
Địa chỉ (trụ sở chính):.......................................................................................
Địa chỉ (vị trí) lắp đặt:.......................................................................................
Quy trình kiểm định áp dụng:...........................................................................
Chứng kiến kiểm định và thông qua biên bản:
1. ........................................................... Chức vụ:..........................................
2. ........................................................... Chức vụ:..........................................
I. THÔNG SỐ CƠ BẢN CỦA THIẾT BỊ
- Mã hiệu:........................................ - Tải trọng thiết kế (tấn/người):...............
- Số chế tạo:.................................... - Tải trọng sử dụng (tấn/người):..............
- Nhà chế tạo:.................................. - Vận tốc định mức (m/s):.......................
- Năm chế tạo:................................. - Chiều cao nâng (m):.............................
- Đơn vị lắp đặt:............................... - Công dụng:..........................................
II. HÌNH THỨC KIỂM ĐỊNH
+ Lần đầu: £ + Định kỳ: £ + Bất thường: £
Lý do kiểm định bất thường: ............................................................................
III. NỘI DUNG KIỂM ĐỊNH
A.KIỂM TRA HỒ SƠ KỸ THUẬT:
|
TT |
NỘI DUNG KIỂM TRA |
ĐẠT |
KHÔNG ĐẠT |
GHI CHÚ |
|
|
Lý lịch, hồ sơ |
|
|
|
|
|
Hồ sơ lắp đặt, nghiệm thu kỹ thuật |
|
|
|
B.KIỂM TRA BÊN NGOÀI, THỬ KHÔNG TẢI:
|
TT |
NỘI DUNG KIỂM ĐỊNH |
THÔNG SỐ CHO PHÉP |
THÔNG SỐ KIỂM ĐỊNH |
KẾT QUẢ |
GHI CHÚ |
|
|
ĐẠT |
KHÔNG ĐẠT |
|||||
|
|
Vị trí lắp đặt |
Đúng thiết kế |
|
|
|
|
|
|
Kết cấu kim loại |
|
|
|
|
|
|
Mối hàn chịu lực |
Chương 3 TCVN 4244:2005 |
|
|
|
Kiểm định lần đầu hoặc sau 05 năm, kiểm tra 10%. Có biên bản kiểm tra NDT được đơn vị kiểm định kiểm tra đối chiếu với thực tế trước khi kiểm định |
|
|
Tình trạng ăn mòn |
|
|
|
|
|
|
|
|
Độ lệch của các cấu kiện kim loại lắp trong giếng đứng |
|
|
|
|
Kiểm tra 10% số lượng nhưng không ít hơn 3 cấu kiện. Kiểm định lần đầu hoặc sau 05 năm hoặc khi xảy ra sự cố. Có biên bản kiểm tra NDT được đơn vị kiểm định kiểm tra đối chiếu hồ sơ kết quả kiểm tra và thực tế thiết bị trước khi kiểm định
|
|
Khung, dầm, gối đỡ dầm dẫn hướng |
|
|
|
|
Bảng 22, 24 QCVN 02:2016/BCT |
|
|
Ray dẫn hướng |
|
|
|
|
|
|
|
Độ lệch cho phép |
|
|
|
|
Bảng 23 QCVN 02:2016/BCT |
|
|
Độ mòn về một bên |
Ray thép:≤ 8mm Ray gỗ: ≤15mm |
|
|
|
Điểm 10.16.5 Mục 10.14 khoản 10 Điều 48 QCVN 02:2011/BCT |
|
|
Cáp dẫn hướng |
|
|
|
|
|
|
|
+ Lắp đặt |
|
|
|
|
Bảng 27 điểm 10.15.8 khoản 10 Điều 48 QCVN 02:2016/BCT |
|
|
+ Đường kính |
Theo hồ sơ |
|
|
|
|
|
|
+ Độ mòn |
< 15% |
|
|
|
Điểm 1.1.12 Mục 1,1 khoản 1 Điều 46 QCVN 02:2016/BCT |
|
|
+ Các hư hỏng |
|
|
|
|
||
|
Bạc dẫn hướng |
Khe hở: 10 mm Độ mòn: ≤ 8mm |
|
|
|
Điểm 10.16 khoản 10 QCVN 02:2016 |
|
|
Dầm chống va đập |
|
|
|
|
Bảng 28 Mục 10.17.4 điểm 10.17 khoản 10 Điều 48 QCVN 02:2016/BCT |
|
|
|
Tang quấn cáp |
|
|
|
|
|
|
Kích thước tang (DxL) |
Theo hồ sơ |
|
|
|
|
|
|
Tỷ số DT/dC |
|
|
|
|
Khoản 1 Điều 21 QCVN 02:2016/BCT |
|
|
Số lớp cáp cuốn trên tang |
|
|
|
|
Khoản 2 Điều 21 QCVN 02:2016/BCT |
|
|
Chiều cao vành mép tang |
≥ 2,5dC |
|
|
|
Điểm a khoản 4 Điều 21 QCVN 02:2016/BCT |
|
|
Lớp lót tang |
Khô, cứng, liên kết chặt, không có góc nhọn |
|
|
|
Điểm 4.10 khoản 4 Điều 48 QCVN 02:2016/BCT |
|
|
Mối hàn đĩa phanh vào tang tời |
|
|
|
|
Điểm 4.8 khoản 4 Điều 48 QCVN 02:2016/BCT Có biên bản kiểm tra NDT |
|
|
Độ đảo hướng tâm |
|
|
|
|
Bảng 6 QCVN 02:2016/BCT |
|
|
|
Trục chính |
|
|
|
|
|
|
Kiểm tra khuyết tật của trục chính bằng phương pháp NDT |
|
|
|
|
Bảng 7 QCVN 02:2016/BCT kiểm định lần đầu hoặc sau 05 năm. Có biên bản kiểm tra NDT được đơn vị kiểm định kiểm tra đối chiếu hồ sơ kết quả với thực tế thiết bị trước khi kiểm định |
|
|
Khe hở đỉnh, khe hở bên, diện tích tiếp xúc và số điểm tiếp xúc trục chính với bạc |
|
|
|
|
Bảng 15, Bảng 16, Bảng 17 QCVN 02:2016/BCT Thực hiện khi kiểm định lần đầu hoặc 05 năm khi đại tu, sửa chữa. Có biên bản kiểm tra được đơn vị kiểm định kiểm tra đối chiếu hồ sơ kết quả với thực tế thiết bị trước khi kiểm định |
|
|
|
Độ đồng tâm giữa tang tời và trục chính |
0,1/1000 hoặc 0,2/1000 |
|
|
|
Điểm 3.4 khoản 3 Điều 48 QCVN 02:2016/BCT Thực hiện khi kiểm định lần đầu hoặc sau 05 năm khi đại tu, sửa chữa. Có biên bản kiểm tra được đơn vị kiểm định kiểm tra đối chiếu hồ sơ kết quả với thực tế thiết bị trước khi kiểm định |
|
|
Puly |
|
|
|
|
|
|
Đường kính |
Theo thiết kế |
|
|
|
|
|
|
Tình trạng kỹ thuật |
Không bị lòi đầu nan hoa. Mép hoặc vành bị mòn < 50% bề dày ban đầu |
|
|
|
Khoản 12 Điều 82 QCVN 01:2011/BCT |
|
|
|
Cáp tải |
|
|
|
|
|
|
Đường kính |
Theo thiết kế |
|
|
|
|
|
|
Chiều dài cáp |
Đạt yêu cầu sử dụng, Vòng cáp ma sát ≥ 5 vòng |
|
|
|
Khoản 11 Điều 21 QCVN 02:2016/BCT |
|
|
Hệ số bền |
|
|
|
|
Bảng 10 QCVN 02:2016/BCT |
|
|
Độ mòn đường kính danh nghĩa |
< 10% khi chiều dài treo ≥ 900m < 15% với cáp có lõi kim loại hoặc chiều dài treo < 900m < 18% với cáp bện dảnh tròn lõi hữu cơ, cáp có d≤ 45 mm < 20% với cáp bện dảnh tròn lõi hữu cơ và d>45 mm |
|
|
|
Mục 1.1.11 điểm 1.1 khoản 1 Điều 46 QCVN 01:2011/BCT |
|
|
Số sợi đứt trên một bước bện |
< 10% |
|
|
|
Mục 1.1.10 điểm 1.1 khoản 1 Điều 46 QCVN 01:2011/BCT |
|
|
Các hư hỏng khác |
Không có |
|
|
|
|
|
|
|
Hộp giảm tốc |
|
|
|
|
|
|
Sai số cho phép lắp đặt khớp nối |
|
|
|
|
Bảng 20 QCVN 02:2016/BCT Thực hiện khi kiểm định lần đầu hoặc 05 năm khi đại tu, sửa chữa |
|
|
Độ đảo hướng tâm trục hộp giảm tốc |
0,15/1000 |
|
|
|
Điểm 5.2 khoản 5 Điều 48 QCVN 02:2016/BCT Thực hiện khi kiểm định lần đầu hoặc 05 năm khi đại tu, sửa chữa. Có biên bản kiểm tra được đơn vị kiểm định kiểm tra đối chiếu giữa hồ sơ kết quả với thực tế thiết bị trước khi kiểm định |
|
|
Tiếng ồn |
85 hoặc 88 dB |
|
|
|
Khoản 3 Điều 25 QCVN 02:2016/BCT |
|
|
Nhiệt độ |
≤ 75 oC |
|
|
|
Khoản 2 Điều 25 QCVN 02:2016/BCT |
|
|
|
Hệ thống thủy lực |
|
|
|
|
|
|
Mức dầu |
Đủ dầu theo thước đo |
|
|
|
|
|
|
Độ kín khít |
Không rò rỉ |
|
|
|
Khoản 2, Điều 24 QCVN 02:2016/BCT |
|
|
Nhiệt độ dầu |
70 oC |
|
|
|
Khoản 7, Điều 24 QCVN 02:2016/BCT |
|
|
Áp suất dư P0 của hệ thống thủy lực |
|
|
|
|
Bảng 8 QCVN 02:2016/BCT |
|
|
|
Hệ thống khí nén |
|
|
|
|
|
|
Sự kín khí |
Không xì hở |
|
|
|
Khoản 7 Điều 48 QCVN 02:2016/BCT |
|
|
Nhiệt độ |
≤ 80 oC |
|
|
|
||
|
|
Hệ thống bôi trơn |
|
|
|
|
|
|
Sự kín khít |
Không rò rỉ |
|
|
|
Khoản 7 Điều 48 QCVN 02:2016/BCT |
|
|
Nhiệt độ |
≤ 80 oC |
|
|
|
||
|
|
Hệ thống phanh |
|
|
|
|
|
|
Kết cấu |
Chắc chắn, không kẹt |
|
|
|
|
|
|
Khe hở phanh |
Phanh đĩa: 0,2÷1,5 mm Phanh đai, phanh má: ≤ 2mm |
|
|
|
Khoản 8 Điều 33 QCVN 02:2016/BCT |
|
|
Chiều dày má phanh |
≥ 2/3 chiều dày ban đầu |
|
|
|
Khoản 28 Điều 33 QCVN 02:2016/BCT |
|
|
Diện tích tiếp xúc má phanh và đĩa phanh hoặc vành phanh, tang phanh |
Phanh đĩa và phanh má: ≥ 60% Phanh đai: ≥ 80% |
|
|
|
Khoản 12 Điều 33; Mục b điểm 8.2 khoản 8 Điều 48 QCVN 02:2016/BCT |
|
|
Mômen hãm |
Theo thiết kế |
|
|
|
Bảng 9 QCVN 02:2016/BCT |
|
|
Bề mặt đĩa phanh, vành phanh |
Phẳng, nhẵn, không có vết dao chạy |
|
|
|
Điểm 4.9 khoản 4 Điều 48 QCVN 02:2016/BCT |
|
|
Loại phanh dù |
Má dao hoặc phanh nêm |
|
|
|
Điểm 6.3 khoản 6 Điều 33 QCVN 02:2016/BCT
|
|
|
|
Thời gian tác động phanh dù |
≤ 0,3s |
|
|
|
Mục 27.5.1 điểm 27.5 khoản 27 Điều 33 QCVN 02:2016/BCT |
|
|
Động cơ điện |
|
|
|
|
|
|
Mã hiệu |
Phù hợp hồ sơ |
|
|
|
|
|
|
Công suất |
Phù hợp hồ sơ |
|
|
|
|
|
|
Tốc độ quay |
Phù hợp hồ sơ |
|
|
|
|
|
|
|
Vận tốc thực tế của thùng trục |
|
|
|
|
Điểm 1.2; 1.3 khoản 1 Điều 7QCVN 02:2016/BCT |
|
|
Thùng trục |
|
|
|
|
|
|
Loại, số lượng, kích thước, thông số kỹ thuật |
|
|
|
|
|
|
|
Cơ cấu treo và móc nối |
Hệ số bền > 13 Không có hư hỏng |
|
|
|
Có kết quả thử nghiệm khoản 2 Điều 44 QCVN 02:2016/BCT |
|
|
Cửa chắn, tay vịn |
|
|
|
|
Khoản 3 Điều 40 QCVN 02:2016 |
|
|
Cam hãm goòng, cam đỡ thùng |
Đầy đủ, đúng thiết kế |
|
|
|
Khoản 10,11 Điều 40 QCVN 02:2016/BCT |
|
|
Sàn thao tác (kiểm tra, sửa chữa) |
S ≥ 0,6 m Kích thước: 1 chiều 0,4 m Chiều cao hàng rào ≥ 1,2m |
|
|
|
Khoản 14 Điều 40 QCVN 02:2016/BCT |
|
|
Cơ cấu giảm xóc |
|
|
|
|
|
|
|
|
Bộ chỉ báo độ sâu |
|
|
|
|
|
|
Tình trạng hoạt động |
Theo thiết kế, phát tín hiệu khi xảy ra quá nâng, quá hạ |
|
|
|
Khoản 1 Điều 26 QCVN 02:2016/BCT |
|
|
Sai lệch cho phép |
± 50mm |
|
|
|
Khoản 2 Điều 26 QCVN 02:2016/BCT
|
|
|
|
Các cơ cấu an toàn |
|
|
|
|
|
|
Cửa an toàn miệng giếng, đáy giếng |
Đầy đủ cửa, có công tắc liên động cắt điện động lực khi cửa mở |
|
|
|
|
|
|
Chống quá tải |
|
|
|
|
|
|
|
Chống vượt tốc |
Cắt điện động lực khi tang vượt vận tốc quay đều 1,5 lần |
|
|
|
Khoản 9 Điều 35 QCVN 02:2016/BCT |
|
|
Chống chùng cáp |
Cắt điện động lực khi cáp chùng quá giới hạn cho phép |
|
|
|
Khoản 10 Điều 35 QCVN 02:2016/BCT |
|
|
Bảo vệ quá nâng, quá hạ |
Lắp đặt đúng vị trí, hoạt động tốt |
|
|
|
Khoản 1 Điều 35 QCVN 02:2016/BCT |
|
|
Bảo vệ mòn má phanh |
Tác động khi má phanh mòn quá giới hạn cho phép |
|
|
|
Khoản 3 Điều 35 QCVN 02:2016/BCT |
|
|
|
Bàn điều khiển |
|
|
|
|
|
|
Sự làm việc của các đồng hồ chỉ báo, đèn tín hiệu, công tắc, tay điều khiển |
Làm việc đúng thiết kế |
|
|
|
|
|
|
Độ ồn tại vị trí bàn điều khiển |
≤ 85 dB |
|
|
|
Khoản 10 Điều 6 QCVN 02:2016/BCT |
|
|
|
Hệ thống điện |
|
|
|
|
|
|
Tình trạng kỹ thuật |
Đúng thiết kế, không hư hỏng |
|
|
|
|
|
|
Điện áp sử dụng |
Theo hồ sơ |
|
|
|
|
|
|
Điện áp điều khiển |
Theo hồ sơ
|
|
|
|
|
|
|
Điện trở tiếp địa |
|
|
|
|
Mục 22 Điều 102 QCVN 01:2011/BCT |
|
|
|
Thiết bị đo lường |
Còn hạn kiểm định, được dán tem, không có hư hỏng |
|
|
|
|
|
|
Biển báo an toàn |
Đầy đủ, đúng quy định |
|
|
|
Điểm 4.1; 4.2 khoản 4 Điều 6 QCVN 02:2016/BCT |
|
|
Tín hiệu |
Đầy đủ, đúng quy định |
|
|
|
Điều 49; 50; 51; 53; 54; 55 QCVN 02:2016/BCT |
C.THỬ TẢI
|
TT |
HÌNH THỨC THỬ TẢI |
TẢI TRỌNG SỬ DỤNG (tấn) |
TẢI THỬ TĨNH (tấn) |
TẢI THỬ ĐỘNG (tấn) |
TẢI THỬ PHANH DÙ (tấn) |
|
|
Thử tải tĩnh 125% SWL |
|
|
|
|
|
|
Thử tải động 110% SWL |
|
|
|
|
|
|
Thử phanh dù 100% SWL |
|
|
|
|
|
TT |
NỘI DUNG KIỂM TRA |
THÔNG SỐ CHO PHÉP |
THÔNG SỐ KIỂM TRA |
KẾT QUẢ |
GHI CHÚ |
|
|
ĐẠT |
KHÔNG ĐẠT |
|||||
|
|
Kết cấu kim loại |
Không nứt, không biến dạng dư |
|
|
|
|
|
|
Cơ cấu nâng tải |
Hoạt động ổn định, đúng thiết kế |
|
|
|
|
|
|
Cáp nâng tải |
Không có hư hỏng sau khi thử tải
|
|
|
|
|
|
|
Hệ thống phanh (phanh công tác và phanh an toàn) |
|
|
|
|
|
|
Khoảng trượt của má phanh trên mặt đĩa phanh của phanh đĩa |
|
|
|
|
Bảng 19 QCVN 02:2016/BCT |
|
|
|
Thời gian tác động phanh |
≤ 0,8s |
|
|
|
Điểm 27.2 khoản 27 Điều 33 QCVN 02:2016/BCT |
|
|
Phanh dù |
|
|
|
|
|
|
Thời gian tác động |
0,3s |
|
|
|
Mục 27.5.1 điểm 27.5 khoản 27 Điều 33 QCVN 02:2016/BCT |
|
|
Độ tụt của thùng khi phanh dù tác động |
100÷140 mm |
|
|
|
Mục 27.5.4 điểm 27.5 khoản 27 Điều 33 QCVN 02:2016/BCT |
|
|
Độ trượt của má dao (nêm phanh) sau khi phanh dù tác động |
100÷140 mm tùy loại phanh |
|
|
|
Mục 27.5.2 điểm 27.5 khoản 27 Điều 33 QCVN 02:2016/BCT |
|
|
Độ tụt của cáp giảm xóc |
100÷140 mm |
|
|
|
Mục 27.5.3 điểm 27.5 khoản 27 Điều 33 QCVN 02:2016/BCT |
|
|
|
Các cơ cấu an toàn |
Làm việc đúng thiết kế |
|
|
|
|
IV. KẾT LUẬN VÀ KIẾN NGHỊ
1. Thiết bị được kiểm định có kết quả: Đạt: £ Không đạt: £
Đủ điều kiện hoạt động với tải trọng lớn nhất là: ............tấn hoặc .........người.
2. Đã được dán tem kiểm định số: ..................... Tại vị trí:...............................
3. Kiến nghị:…………………………………………………….................................
Thời hạn thực hiện kiến nghị: ………………………………………………………..
V. THỜI HẠN KIỂM ĐỊNH TIẾP THEO
- Thời hạn kiểm định lần sau:...........................................................................
- Lý do rút ngắn thời hạn kiểm định ( nếu có ):..................................................
- Biên bản đã được thông qua ngày ... tháng ... năm ... ....
Tại:..................................................................................................................
Biên bản được lập thành ... bản, mỗi bên giữ ... bản
Chúng tôi, những kiểm định viên thực hiện kiểm định hoàn toàn chịu trách nhiệm về tính chính xác đối với kết quả kiểm định ghi trong biên bản này./.
|
CHỦ CƠ SỞ |
NGƯỜI CHỨNG KIẾN |
KIỂM ĐỊNH VIÊN |
PHỤ LỤC 3
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN
TỜI, TRỤC TẢI CÓ TẢI TRỌNG 10000 N TRỞ LÊN SỬ DỤNG TRONG KHAI THÁC HẦM LÒ (LOẠI TỜI, TRỤC TẢI GIẾNG NGHIÊNG)
|
(Cơ quan quản lý cấp trên)
|
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM
|
.............., ngày … tháng … năm …
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN
TỜI TRỤC MỎ GIẾNG NGHIÊNG
|
Số: |
……………………………. |
Chúng tôi gồm:
1. ........................................................... Số hiệu kiểm định viên :...................
2. ........................................................... Số hiệu kiểm định viên:....................
Thuộc: ............................................................................................................
Số Giấy chứng nhận đủ điều kiện của tổ chức kiểm định:.................................
Đã tiến hành kiểm định:....................................................................................
Đơn vị sử dụng:...............................................................................................
Địa chỉ (trụ sở chính):.......................................................................................
Địa chỉ (vị trí) lắp đặt:.......................................................................................
Quy trình kiểm định áp dụng:...........................................................................
Chứng kiến kiểm định và thông qua biên bản:
1. ........................................................... Chức vụ:..........................................
2. ........................................................... Chức vụ:..........................................
I. THÔNG SỐ CƠ BẢN CỦA THIẾT B
- Mã hiệu:.................................. - Số người chở được (người):......................
- Số chế tạo:............................... - Tải trọng sử dụng:.......... (tấn/góc nghiêng)
hoặc: ............................ người
- Nước chế tạo:................................ - Góc nghiêng đường lò (độ):.................
- Năm chế tạo:................................. - Vận tốc định mức (m/ph):.....................
- Đơn vị lắp đặt:............................... - Chiều dài đường trục (m):....................
- Lực kéo thiết kế (KN):.................... - Công dụng:...........................................
II. HÌNH THỨC KIỂM ĐỊNH
+ Lần đầu: + Định kỳ: + Bất thường:
Lý do kiểm định bất thường: ............................................................................
A.KIỂM TRA HỒ SƠ KỸ THUẬT
|
TT |
NỘI DUNG KIỂM TRA |
ĐẠT |
KHÔNG ĐẠT |
GHI CHÚ |
|
|
Lý lịch, hồ sơ |
|
|
|
|
|
Hồ sơ lắp đặt, nghiệm thu kỹ thuật |
|
|
|
B.KIỂM TRA BÊN NGOÀI, THỬ KHÔNG TẢI
|
TT |
NỘI DUNG KIỂM ĐỊNH |
THÔNG SỐ CHO PHÉP |
THÔNG SỐ KIỂM ĐỊNH |
KẾT QUẢ |
GHI CHÚ |
|
|
ĐẠT |
KHÔNG ĐẠT |
|||||
|
|
Vị trí lắp đặt |
Đúng thiết kế |
|
|
|
|
|
|
Kết cấu kim loại |
Không hư hỏng, biến dạng |
|
|
|
|
|
|
Ray dẫn hướng |
|
|
|
|
Kiểm tra đối chiếu hồ sơ kết quả trắc đạc ray |
|
Khoảng cách giữa mép trong hai ray |
Lớn hơn 4 và không nhỏ hơn 2 mm |
|
|
|
Điểm 6.1 khoản 6 Điều 9 QCVN 02:2016/BCT |
|
|
Độ chênh cao giữa hai ray |
≤ 3 với khổ ray 600 ≤ 4 với khổ ray 900 |
|
|
|
Điểm 6.2 khoản 6 Điều 9 QCVN 02:2016/BCT |
|
|
Độ lệch của ray so với tim đường tại những vị trí nối |
≤ 5mm trên chiều dài 8 m |
|
|
|
Điểm 6.2 khoản 6 Điều 9 QCVN 02:2016/BCT |
|
|
Độ mòn đỉnh ray theo phương thẳng đứng |
≤ 12mm đối với ray P24 ≤ 16mm đối với ray P33 ≤ 20mm đối với ray P38 |
|
|
|
Điểm 6.4 khoản 6 Điều 9 QCVN 02:2016/BCT |
|
|
Khoảng cách giữa toa xe và các phần trong giếng |
Nóc lò hoặc vì chống hông lò: ≥ 0,25 m Vị trí người lên xuống: 1m |
|
|
|
Điểm 6.5 khoản 6 Điều 9 QCVN 02:2016/BCT |
|
|
|
Tang quấn cáp |
|
|
|
|
|
|
Kích thước tang (DxL) |
Theo hồ sơ |
|
|
|
|
|
|
Tỷ số Dtang/dcap |
|
|
|
|
Khoản 1 Điều 21 QCVN 02:2016/BCT
|
|
|
|
Số lớp cáp cuốn trên tang |
|
|
|
|
Khoản 2 Điều 21 QCVN |
|
Chiều cao vành mép tang |
≥ 2,5dcap |
|
|
|
Điểm a khoản 4 Điều 21 QCVN 02:2016/BCT |
|
|
Lớp lót tang |
Khô, cứng, liên kết chặt, không có góc nhọn |
|
|
|
Điểm 4.9 khoản 4 Điều 48 QCVN 02:2016/BCT |
|
|
Mối hàn đĩa phanh vào tang tời |
Không có hư hỏng |
|
|
|
Điểm 4.8 khoản 4 Điều 48 QCVN 02:2016 Thực hiện lần đầu và 05 năm một lần do đơn vị kiểm định kiểm đối chiếu giữa hồ sơ kết quả đo và thực tế thiết bị trước khi kiểm định thiết bị |
|
|
Độ đảo hướng tâm |
|
|
|
|
Bảng 6 QCVN 02:2016/BCT Kiểm định lần đầu hoặc sau 05 năm sử dụng đơn vị kiểm định kiểm tra đối chiếu giữa hồ sơ kết quả đo với thực tế thiết bị trước khi kiểm định |
|
|
|
Trục chính |
|
|
|
|
|
|
Kiểm tra khuyết tật của trục chính bằng phương pháp NDT |
|
|
|
|
Bảng 7 QCVN 02:2016/BCT Thực hiện lần đầu hoặc 05 năm một lần do đơn vị kiểm định kiểm tra đối chiếu hồ sơ kết quả và thực tế thiết bị trước khi kiểm định |
|
|
|
Khe hở đỉnh, khe hở bên, diện tích tiếp xúc và số điểm tiếp xúc trục chính với bạc |
|
|
|
|
Bảng 15, Bảng 16, Bảng 17 QCVN 02:2016/BCT Thực hiện khi kiểm định lần đầu hoặc 05 năm khi đại tu, sửa chữa do đơn vị kiểm định kiểm tra đối chiếu hồ sơ kết quả và thực tế thiết bị trước khi kiểm định |
|
Độ đồng tâm giữa tang tời và trục chính |
0,1/1000 hoặc 0,2/1000 |
|
|
|
Điểm 3.4 khoản 3 QCVN 02:2016/BCT Thực hiện khi kiểm định lần đầu hoặc 05 năm khi đại tu, sửa chữa do đơn vị kiểm định kiểm tra đối chiếu hồ sơ kết quả và thực tế thiết bị trước khi kiểm định |
|
|
|
Cáp tải |
|
|
|
|
|
|
Đường kính |
Theo thiết kế |
|
|
|
|
|
|
Chiều dài cáp |
Đạt yêu cầu sử dụng, Vòng cáp ma sát ≥ 5 vòng |
|
|
|
Khoản 11 Điều 21 QCVN 02:2016/BCT |
|
|
Hệ số bền |
|
|
|
|
Bảng 10 QCVN 02:2016/BCT |
|
|
Độ mòn đường kính danh nghĩa |
< 10% khi chiều dài treo ≥ 900m < 15% với cáp có lõi kim loại hoặc chiều dài treo < 900m < 18% với cáp bện dảnh tròn lõi hữu cơ, cáp có d≤ 45 mm
|
|
|
|
Mục 1.1.11 điểm 1.1 khoản 1 Điều 46 QCVN 01:2011/BCT |
|
|
|
|
< 20% với cáp bện dảnh tròn lõi hữu cơ và |
|
|
|
|
|
Số sợi đứt trên một bước bện |
< 10% |
|
|
|
Mục 1.1.10 điểm 1.1 khoản 1 Điều 46 QCVN 01:2011/BCT |
|
|
Các hư hỏng khác |
Không có |
|
|
|
|
|
|
|
Hộp giảm tốc |
|
|
|
|
|
|
Sai số cho phép lắp đặt khớp nối |
|
|
|
|
Bảng 20 QCVN 02:2016/BCT Thực hiện khi kiểm định lần đầu hoặc 05 năm khi đại tu, sửa chữa do đơn vị kiểm định kiểm tra đối chiếu hồ sơ kết quả và thực tế thiết bị trước khi kiểm định |
|
|
Độ đảo hướng tâm trục hộp giảm tốc |
0,5/1000 |
|
|
|
Điểm 5.2 khoản 5 Điều 48 QCVN 02:2016/BCT Thực hiện khi kiểm định lần đầu hoặc 05 năm khi đại tu, sửa chữa do đơn vị kiểm định kiểm tra đối chiếu hồ sơ kết quả và thực tế thiết bị trước khi kiểm định |
|
|
Tiếng ồn |
85 hoặc 88 dB |
|
|
|
Khoản 3 Điều 25 QCVN 02:2016/BCT |
|
|
Nhiệt độ |
≤75 oC |
|
|
|
Khoản 2 Điều 25 QCVN 02:2016/BCT |
|
|
|
Hệ thống thủy lực |
|
|
|
|
|
|
Mức dầu |
Đủ dầu theo thước đo |
|
|
|
|
|
|
|
Độ kín khít |
Không rò rỉ |
|
|
|
Khoản 2, Điều 24 QCVN 02:2016/BCT |
|
Nhiệt độ dầu |
70 oC |
|
|
|
Khoản 7, Điều 24 QCVN 02:2016/BCT |
|
|
Áp suất dư P0 của hệ thống thủy lực |
|
|
|
|
Bảng 8 QCVN 02:2016/BCT |
|
|
|
Hệ thống khí nén |
|
|
|
|
|
|
Sự kín khí |
Không xì hở |
|
|
|
Khoản 7 Điều 48 QCVN 02:2016/BCT |
|
|
Nhiệt độ |
≤ 80 oC |
|
|
|
||
|
|
Hệ thống bôi trơn |
|
|
|
|
|
|
Sự kín khít |
Không rò rỉ |
|
|
|
Khoản 7 Điều 48 QCVN 02:2016/BCT |
|
|
Nhiệt độ |
≤ 80 oC |
|
|
|
|
|
Hệ thống phanh |
|
|
|
|
|
|
Kết cấu |
Chắc chắn, ổn định, không kẹt |
|
|
|
|
|
|
Khe hở phanh |
Phanh đĩa: 0,2÷1,5 mm Phanh đai, phanh má: ≤ 2mm |
|
|
|
Khoản 8 Điều 33 QCVN 02:2016/BCT |
|
|
Chiều dày má phanh |
≥ 2/3 chiều dày ban đầu |
|
|
|
Khoản 28 Điều 33 QCVN 02:2016/BCT |
|
|
Diện tích tiếp xúc má phanh vào đĩa phanh hoặc vành phanh, tang phanh |
Phanh đĩa và phanh má: ≥ 60% Phanh đai: ≥ 80% |
|
|
|
Khoản 12 Điều 33; Mục b điểm 8.2 khoản 8 Điều 48 QCVN 02:2016/BCT |
|
|
Mômen hãm |
|
|
|
|
Bảng 9 QCVN 02:2016/BCT |
|
|
Bề mặt đĩa phanh, vành phanh |
Phẳng, nhẵn, không có vết dao chạy |
|
|
|
Điểm 4.9 khoản 4 Điều 48 QCVN 02:2016/BCT |
|
|
Động cơ điện |
|
|
|
|
|
|
Mã hiệu |
|
|
|
|
|
|
|
Công suất |
Phù hợp hồ sơ |
|
|
|
|
|
|
Tốc độ quay |
Phù hợp hồ sơ |
|
|
|
|
|
|
|
Vận tốc thực tế |
|
|
|
|
Điểm 1.2; 1.3 khoản 1 QCVN 02:2016/BCT |
|
|
Thiết bị mang tải |
|
|
|
|
|
|
Loại, số lượng |
Goòng, tích, toa xe chở người |
|
|
|
|
|
|
Cơ cấu treo và móc nối |
Hệ số bền: > 13 Không có hư hỏng |
|
|
|
Khoản 2 Điều 44 QCVN 02:2016/BCT |
|
|
|
Thông số kỹ thuật |
|
|
|
|
Điều 38 QCVN |
|
Tình trạng kỹ thuật |
Khung sát si, trục, bánh xe, bi, mòn trong phạm vi cho phép. Không có tiếng kêu bất thường |
|
|
|
|
|
|
|
Toa xe chở người |
|
|
|
|
|
|
Thông số kỹ thuật |
- Trọng tải tối đa, lực kéo tối đa - Vận tốc tối đa - Góc dốc tối đa - Sơ đồ kết nối - Số người chở tối đa
|
|
|
|
|
|
|
Loại phanh dù |
|
|
|
|
|
|
|
Cơ cấu móc nối |
|
|
|
|
|
|
|
Cơ cấu giảm xóc |
|
|
|
|
|
|
|
|
Cơ cấu chống lật, trật bánh toa xe khỏi ray |
|
|
|
|
Khoản 3 Điều 38 QCVN 02:2016/BCT |
|
|
Bộ chỉ báo độ sâu |
|
|
|
|
|
|
Tình trạng hoạt động |
Theo thiết kế, phát tín hiệu khi xảy ra quá nâng, quá hạ |
|
|
|
Khoản 1 Điều 26 QCVN 02:2016/BCT |
|
|
Sai lệch cho phép |
± 50mm |
|
|
|
Khoản 2 Điều 26 QCVN 02:2016/BCT |
|
|
|
Các cơ cấu an toàn |
|
|
|
|
|
|
Barie cửa giếng, chân giếng |
Theo thiết kế được phê duyệt, có cơ cấu giảm chấn |
|
|
|
Khoản 2 Điều 36 QCVN 02:2016/BCT |
|
|
Cam hãm goòng |
|
|
|
|
Khoản 30 Điều 33 QCVN 02:2016/BCT |
|
|
Chống quá tải |
|
|
|
|
Khoản 18 Điều 35 QCVN 02:2016/BCT |
|
|
Chống vượt tốc |
Cắt điện động lực khi tang vượt vận tốc quay đều 1,5 lần |
|
|
|
Khoản 9 Điều 35 QCVN 02:2016/BCT |
|
|
Chống chùng cáp |
Cắt điện động lực khi cáp chùng quá giới hạn cho phép
|
|
|
|
Khoản 10 Điều 35 QCVN 02:2016/BCT |
|
|
|
Bảo vệ quá nâng, quá hạ |
Lắp đặt đúng vị trí, hoạt động tốt |
|
|
|
Khoản 1 Điều 35 QCVN 02:2016/BCT |
|
Bảo vệ mòn má phanh |
Tác động khi má phanh mòn quá giới hạn cho phép |
|
|
|
Khoản 3 Điều 35 QCVN 02:2016/BCT |
|
|
|
Bàn điều khiển |
|
|
|
|
|
|
Sự làm việc của các đồng hồ chỉ báo, đèn tín hiệu, công tắc, tay điều khiển |
Làm việc đúng thiết kế |
|
|
|
|
|
|
Độ ồn tại vị trí bàn điều khiển |
≤ 85 dB |
|
|
|
Khoản 10 Điều 6 QCVN 02:2016/BCT |
|
|
|
Hệ thống điện |
|
|
|
|
|
|
Tình trạng kỹ thuật |
Đúng thiết kế, không hư hỏng |
|
|
|
|
|
|
Điện áp sử dụng |
Theo hồ sơ |
|
|
|
|
|
|
Điện áp điều khiển |
Theo hồ sơ |
|
|
|
|
|
|
Điện trở tiếp địa |
≤ 2Ω |
|
|
|
Mục 22 Điều 102 QCVN 01:2011/BCT |
|
|
|
Thiết bị đo lường |
Còn hạn kiểm định, được dán tem, không có hư hỏng |
|
|
|
|
|
|
Biển báo an toàn |
Đầy đủ, đúng quy định |
|
|
|
Điểm 4.1; 4.2 khoản 4 Điều 6 QCVN 02:2016/BCT |
|
|
Tín hiệu |
Đầy đủ, đúng quy định |
|
|
|
Điều 49; 50; 51; 53; 54; 55 QCVN 02:2016/BC |
C.THỬ TẢI
|
TT |
HÌNH THỨC THỬ TẢI |
TẢI TRỌNG SỬ DỤNG (tấn) |
TẢI THỬ MOMEN HÃM (tấn) |
TẢI THỬ TĨNH (tấn) |
TẢI THỬ ĐỘNG (tấn) |
TẢI THỬ PHANH DÙ (tấn) |
||||
|
1 |
Thử mômen hãm: Góc dốc đường lò .... độ |
|
|
|
|
|
||||
|
2 |
Thử tải tĩnh 125% SWL |
|
|
|
|
|
||||
|
3 |
Thử tải động 110% SWL |
|
|
|
|
|
||||
|
4 |
Thử phanh dù 100% SWL |
|
|
|
|
|
||||
|
TT |
NỘI DUNG KIỂM TRA |
THÔNG SỐ CHO PHÉP |
THÔNG SỐ KIỂM TRA |
KẾT QUẢ |
GHI CHÚ |
|||||
|
ĐẠT |
KHÔNG ĐẠT |
|||||||||
|
|
Kết cấu kim loại |
Không nứt, không biến dạng dư |
|
|
|
|
||||
|
|
Cơ cấu nâng tải |
Hoạt động ổn định, đúng thiết kế |
|
|
|
|
||||
|
|
Cáp nâng tải |
Không có hư hỏng sau khi thử tải |
|
|
|
|
||||
|
|
Hệ thống phanh (phanh công tác và phanh an toàn) |
|
|
|
|
|
||||
|
Khoảng trượt của má phanh trên mặt đĩa phanh của phanh đĩa |
|
|
|
|
Bảng 19 QCVN 02:2016/BCT |
|||||
|
Thời gian tác động phanh |
≤ 0,8s |
|
|
|
Điểm 27.2 khoản 27 Điều 33 QCVN 02:2016/BCT |
|||||
|
|
Phanh dù |
|
|
|
|
|
||||
|
Thời gian tác động |
0,3s |
|
|
|
Mục a điểm 27.4 khoản 27 Điều 33 QCVN 02:2016/BCT |
|||||
|
Khoảng trượt của toa xe |
|
|
|
Điểm 27.4 khoản 27 Điều 33 QCVN 02:2016/BCT |
||||||
|
Khoảng trượt của má phanh |
≤ 200 mm |
|
|
|
Mục b điểm 27.4 khoản 27 Điều 33 QCVN 02:2016/BCT |
|||||
|
Độ tụt của cáp giảm xóc |
≥ 200 mm |
|
|
|
Mục c, điểm 27.4 khoản 27 Điều 33 QCVN 02:2016/BCT |
|||||
|
|
Các cơ cấu an toàn |
Làm việc theo thiết kế |
|
|
|
|
||||
IV. KẾT LUẬN VÀ KIẾN NGHỊ
1. Thiết bị được kiểm định có kết quả: Đạt: Không đạt:
Đủ điều kiện hoạt động với tải trọng lớn nhất là: ........... tấn/...... xe goòng hoặc ........... người trên ....... toa xe chở người
2. Đã được dán tem kiểm định số: ................. Tại vị trí:...................................
3. Kiến nghị:.....................................................................................................
Thời hạn thực hiện kiến nghị:...........................................................................
V. THỜI HẠN KIỂM ĐỊNH TIẾP THEO
- Thời hạn kiểm định lần sau:...............................................................................
- Lý do rút ngắn thời hạn kiểm định ( nếu có ):....................................................
- Biên bản đã được thông qua ngày .......... tháng ........ năm ............
Tại:.......................................................................................................................
Biên bản được lập thành ... bản, mỗi bên giữ ... bản
Chúng tôi, những kiểm định viên thực hiện kiểm định hoàn toàn chịu trách nhiệm về tính chính xác đối với kết quả kiểm định ghi trong biên bản này./.
|
CHỦ CƠ SỞ |
NGƯỜI CHỨNG KIẾN |
KIỂM ĐỊNH VIÊN |
BỘ CÔNG THƯƠNG
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
MÁY BIẾN ÁP PHÒNG NỔ
QTKĐ: 11-2017/BCT
HÀ NỘI - 2017
Lời nói đầu
Quy trình kiểm định kỹ thuật an toàn lao động máy biến áp phòng nổ do Cục Kỹ thuật an toàn và Môi trường công nghiệp chủ trì biên soạn và được ban hành kèm theo Thông tư số 10/2017/TT-BCT ngày 26 tháng 7 năm 2017 của Bộ Công Thương ban hành Quy trình kiểm định máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
MÁY BIẾN ÁP PHÒNG NỔ
1. Phạm vi áp dụng
Quy trình kiểm định kỹ thuật an toàn lao động máy biến áp phòng nổ trong Danh mục máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
Căn cứ vào quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng, các tổ chức kiểm định kỹ thuật an toàn lao động xây dựng quy trình chi tiết cho từng dạng, loại thiết bị cụ thể nhưng không được trái với quy định của quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng.
2. Đối tượng áp dụng
Các doanh nghiệp, cơ quan, tổ chức, cá nhân sở hữu, quản lý, sử dụng máy biến áp phòng nổ nêu tại Mục 1 của Quy trình này (sau đây gọi tắt là cơ sở).
Các tổ chức hoạt động kiểm định kỹ thuật an toàn lao động (sau đây gọi là tổ chức kiểm định) và kiểm định viên được cấp chứng chỉ kiểm định viên theo quy định của Bộ Công Thương.
3. Quy chuẩn, tiêu chuẩn áp dụng
|
TT |
Quy chuẩn, tiêu chuẩn |
Tiêu chuẩn quốc tế tương đương |
|---|---|---|
|
1 |
QCVN 01:2011/BCT, Quy chuẩn kỹ thuật Quốc gia về an toàn trong khai thác than hầm lò |
|
|
2 |
TCVN 7079-0:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 0: Yêu cầu chung TCVN 10888-0:201 5, Khí quyển nổ - Phần 0: Thiết bị - Yêu cầu chung |
Tiêu chuẩn quốc tế IEC 60079-0:2011, Ed 5.0 2007-10, Môi trường khí nổ - Phần 0: Thiết bị điện - các yêu cầu chung (Part 0: Equipment - General requirements) |
|
3 |
TCVN 7079-1:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 1: Vỏ không xuyên nổ - Dạng bảo vệ “d” TCVN 10888-1:201 5, Khí quyển nổ - Phần 1: Bảo vệ thiết bị bằng vỏ bọc không xuyên nổ "d" |
Tiêu chuẩn quốc tế IEC 60079-1: 2007, Ed 6.0 2007-04, Môi trường khí nổ - Phần 1: Thiết bị bảo vệ bởi vỏ phòng nổ “d” (Part 1: Equipment protection by flameproof enclosures “d”) |
|
4 |
TCVN 7079-2:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 2: Vỏ được thổi dưới áp suất dư - Dạng bảo vệ “p” |
Tiêu chuẩn quốc tế IEC 60079-2, Ed 5.0 2007-02, Môi trường khí nổ - Phần 2: Thiết bị bảo vệ bởi vỏ điều áp “p” (Part 2: Equipment protection by pressurized enclosure “p”) |
|
5 |
TCVN 7079-5:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 5: Thiết bị đổ đầy cát - Dạng bảo vệ “q” |
Tiêu chuẩn quốc tế IEC 60079-5, Ed 3.0 2007-03, Môi trường khí nổ - Phần 5: Thiết bị bảo vệ bởi đổ đầy bột (Part 5: Equipment protection by powder filling “q”) |
|
6 |
TCVN 7079-6: 2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 6: Thiết bị đổ đầy dầu - Dạng bảo vệ “o” |
Tiêu chuẩn quốc tế IEC 60079-6, Ed 3.0 2007-03, Môi trường khí nổ -Phần 6: Thiết bị bảo vệ bởi ngâm dầu “o” (Part 6: Equipment protection by oil immersion “o”) |
|
7 |
TCVN 7079-7: 2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 7: Tăng cường độ tin cậy - Dạng bảo vệ “e” |
Tiêu chuẩn quốc tế IEC 60079-7, Ed 4.0 2006-07, Môi trường khí nổ -Phần 7: Thiết bị bảo vệ bởi tăng cường an toàn “e” (Part 7: Equipment protection by increased safety “e”) |
|
8 |
TCVN 7279- 9:2003, Thiết bị điện dùng trong môi trường khí nổ - Phần 9: Phân loại và ghi nhãn |
|
|
9 |
TCVN 7079-11:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 11: An toàn tia lửa - Dạng bảo vệ “i” |
Tiêu chuẩn quốc tế IEC 60079-11: 2006 (BS EN 60079-11:2007), Môi trường khí nổ - Phần 11: Thiết bị bảo vệ an toàn tia lửa “i” (Part 11: Equipment protection by intrinsic safety “i”) |
|
10 |
TCVN 7079-17:2003, Thiết bị điện dùng trong mỏ hầm lò - Phần 17: Kiểm tra bảo dưỡng thiết bị |
Tiêu chuẩn quốc tế IEC 60079-17, Ed 4.0 2007- 08, Môi trường khí nổ - Phần 17: Kiểm tra và bảo trì các lắp đặt điện (Part 17: Electrical installations inspection and maintenance) |
|
11 |
TCVN 7079-18:2003, Thiết bị điện dùng trong mỏ hầm lò - Phần 18: Đổ đầy chất bao phủ - Dạng bảo vệ “m” |
Tiêu chuẩn quốc tế IEC 60079-18, Ed 2.0 2004 - 03 , Thiết bị cho môi trường khí nổ - Phần 18: Chế tạo, thử nghiệm và ghi nhãn mác của thiết bị điện loại bảo vệ đổ đầy “m” (Part 18: Construction, test and marking of type of protection encapsulation "m" electrical apparatus) |
|
12 |
|
Tiêu chuẩn quốc tế IEC 60079-33: 2009, Ed 1.0, Môi trường khí nổ - Phần 33: Thiết bị bảo vệ bởi bảo vệ đặc biệt (Part 33: Equipment protection by special protection “s”) |
|
13 |
|
IEC 60112:2009, Ed 4.1 Phương pháp thử nghiệm sự tạo vạch của vật liệu cách điện rắn (Method for the determination of the proof and the comparative tracking indices of solid insulating materials) |
|
|
IEC 60529 Mức độ bảo vệ của vỏ IP (Degrees of protection provided by enclosures (IP Code)) |
Ghi chú: Tiêu chuẩn TCVN 7079 chỉ áp dụng cho các thiết bị điện phòng nổ nhóm I (sử dụng trong mỏ than hầm lò), khi kiểm định đánh giá thiết bị điện phòng nổ nhóm II (không sử dụng trong mỏ than) và nhóm III (bụi cháy) thì áp dụng các tiêu chuẩn TCVN 10888 và IEC 60079.
Trong trường hợp các tài liệu viện dẫn nêu trên có bổ sung, sửa đổi hoặc thay thế thì áp dụng theo quy định văn bản mới nhất.
Việc kiểm định các chỉ tiêu về kỹ thuật an toàn có thể áp dụng theo tiêu chuẩn khác khi có đề nghị của cơ sở sử dụng, chế tạo với điều kiện tiêu chuẩn đó phải có các chỉ tiêu kỹ thuật về an toàn bằng hoặc cao hơn so với các chỉ tiêu quy định trong các quy chuẩn, tiêu chuẩn quốc gia, tiêu chuẩn quốc tế được viện dẫn trong quy trình này.
4. Thuật ngữ và định nghĩa
Quy trình này sử dụng các thuật ngữ, định nghĩa trong các tài liệu viện dẫn nêu trên và một số thuật ngữ, định nghĩa trong quy trình này được hiểu như sau:
4.1. Máy biến áp phòng nổ
Là máy biến áp được chế tạo để sử dụng trong môi trường có khí cháy, bụi nổ.
4.2. Kiểm định kỹ thuật an toàn lao động (gọi tắt là kiểm định)
Là hoạt động kỹ thuật theo một quy trình kiểm định nhằm đánh giá và xác nhận sự phù hợp của tình trạng kỹ thuật an toàn của đối tượng được kiểm định với các quy định trong các quy chuẩn kỹ thuật, tiêu chuẩn kỹ thuật tương ứng đối với đối tượng được kiểm định.
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của máy biến áp phòng nổ đảm bảo theo các yêu cầu kỹ thuật được quy định tại các quy chuẩn, tiêu chuẩn hiện hành trước khi đưa vào sử dụng.
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của máy biến áp phòng nổ sau thời gian làm việc nhất định để xác định tình trạng kỹ thuật an toàn phòng nổ của máy biến áp phòng nổ theo quy định tại các quy chuẩn, tiêu chuẩn hiện hành.
4.5. Kiểm định bất thường
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của máy biến áp phòng nổ đảm bảo theo các yêu cầu kỹ thuật của các quy chuẩn, tiêu chuẩn hiện hành sau sửa chữa lớn, sự cố liên quan đến kỹ thuật an toàn phòng nổ hoặc theo yêu cầu của cơ quan quản lý nhà nước có thẩm quyền.
5. Thời hạn kiểm định
5.1. Kiểm định lần đầu: Trước khi đưa vào sử dụng lần đầu.
5.2. Kiểm định định kỳ: 03 năm/lần.
- Trường hợp máy biến áp phòng nổ thuộc dây chuyền đang vận hành không thể tách rời kiểm định riêng thì thời hạn kiểm định định kỳ theo chu kỳ bảo dưỡng, sửa chữa của dây chuyền nhưng không quá thời hạn quy định của nhà sản xuất hoặc quy chuẩn kỹ thuật quốc gia tương ứng. Các tổ chức, cá nhân quản lý, sử dụng phải duy trì và chịu trách nhiệm về điều kiện làm việc an toàn cho máy, thiết bị.
- Trường hợp nhà chế tạo quy định hoặc cơ sở yêu cầu thời hạn kiểm định ngắn hơn thì thực hiện theo quy định của nhà chế tạo hoặc yêu cầu của cơ sở.
- Khi rút ngắn thời hạn kiểm định, kiểm định viên phải nêu rõ lý do trong biên bản kiểm định.
- Khi thời hạn kiểm định được quy định trong quy chuẩn kỹ thuật quốc gia thì thực hiện theo quy định của quy chuẩn đó.
Những trường hợp phải kiểm định bất thường: Thiết bị sau sửa chữa lớn có thay đổi các kết cấu phòng nổ và mạch điện mà tính năng phòng nổ phụ thuộc thì phải kiểm định theo các yêu cầu kỹ thuật của các tiêu chuẩn và quy chuẩn hiện hành.
6. Tổ chức thực hiện
Việc thực hiện công tác kiểm định máy biến áp phòng nổ do các kiểm định viên đã được cấp chứng chỉ kiểm định viên thực hiện.
6.1. Đối với cơ sở sử dụng
- Thực hiện kiểm định đúng thời hạn quy định.
- Cung cấp các hồ sơ, tài liệu kỹ thuật có liên quan đến máy biến áp phòng nổ được kiểm định.
- Chuẩn bị đầy đủ các điều kiện để kiểm định, người phục vụ, công nhân vận hành, điện, vệ sinh, bảo dưỡng, sửa chữa thiết bị và các biện pháp an toàn cần thiết.
- Cử người đại diện trực tiếp chứng kiến, phối hợp công việc trong quá trình tổ chức kiểm định tiến hành kiểm định.
6.2. Đối với Tổ chức kiểm định
- Kiểm định theo đề nghị của cơ sở sử dụng. Trường hợp không thực hiện được thì phải trả lời bằng văn bản nêu rõ lý do với cơ sở.
- Tiến hành kiểm định phải tuân thủ các tiêu chuẩn, quy chuẩn kỹ thuật quốc gia về an toàn có liên quan.
- Tiến hành kiểm định phù hợp theo các bước quy định của quy trình này để đảm bảo có kết luận chính xác về tình trạng của máy biến áp phòng nổ.
- Trong quá trình kiểm định, nếu phát hiện có nguy cơ dẫn đến sự cố thì phải kiến nghị cơ sở có biện pháp khắc phục. Sau khi cơ sở khắc phục xong thì tiếp tục tiến hành kiểm định.
- Khi có nghi ngờ, kiểm định viên có quyền yêu cầu cơ sở áp dụng các biện pháp kiểm tra, đánh giá bổ sung phục vụ việc đánh giá kết quả kiểm định.
- Lập biên bản kiểm định và cấp Giấy chứng nhận kết quả kiểm định theo quy định.
7. Thiết bị phục vụ kiểm định
Tổ chức kiểm định phải bố trí đầy đủ trang thiết bị phục vụ kiểm định để thực hiện nội dung kiểm định máy biến áp phòng nổ theo quy định tại quy chuẩn kỹ thuật liên quan đến máy biến áp phòng nổ và theo quy định tại quy trình này.
8. Điều kiện kiểm định
Khi tiến hành kiểm định máy biến áp phòng nổ phải đảm bảo các điều kiện sau đây:
8.1. Máy biến áp phòng nổ phải ở trạng thái sẵn sàng đưa vào kiểm định.
8.2. Hồ sơ, tài liệu của máy biến áp phòng nổ phải đầy đủ.
8.3. Các yếu tố môi trường không làm ảnh hưởng tới kết quả kiểm định.
8.4. Các điều kiện về an toàn, vệ sinh lao động, phòng cháy chữa cháy phải đáp ứng để kiểm định máy biến áp phòng nổ.
9. Các bước kiểm định
Bước 2: Kiểm tra trực quan.
- Kiểm tra các cơ cấu bắt chặt.
- Kiểm tra các cơ cấu liên động.
- Kiểm tra các kết cấu của các cổ cáp lực và cổ cáp điều khiển.
- Kiểm tra tất cả các mối ghép phòng nổ.
- Kiểm tra điện trở cách điện của thiết bị.
- Kiểm tra sự hoạt động tin cậy của hệ thống bảo vệ khí CH4 (nếu có).
- Kiểm tra sự hoạt động tin cậy của thiết bị điều khiển, bảo vệ.
- Kiểm tra khoảng cách khe hở và đường rò của các phần tử đấu nối.
- Kiểm tra các cơ cấu tiếp đất.
Bước 2: Kiểm tra trực quan.
- Kiểm tra các cơ cấu bắt chặt.
- Kiểm tra các cơ cấu liên động.
- Kiểm tra các kết cấu của các cổ cáp lực và cổ cáp điều khiển.
- Kiểm tra tất cả các khe hở, sự han gỉ, ăn mòn của mối ghép phòng nổ.
- Kiểm tra các cơ cấu tiếp đất.
Các bước kiểm định thực hiện theo quy định tại Mục 9.1 của Quy trình này và các yêu cầu kỹ thuật của các tiêu chuẩn và quy chuẩn hiện hành.
10.1. Kiểm định viên lập biên bản kiểm định theo mẫu quy định tại Phụ lục của Quy trình này.
10.2. Trường hợp cần thiết, kiểm định viên rút ngắn thời hạn khám nghiệm kỹ thuật định kỳ thì phải nêu rõ các lý do trong biên bản tại phần kiến nghị.
10.3. Tổ chức kiểm định cấp Giấy chứng nhận kết quả kiểm định theo quy định sau khi máy biến áp phòng nổ bảo đảm an toàn để vận hành.
PHỤ LỤC
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
MÁY BIẾN ÁP PHÒNG NỔ
|
(Cơ quan quản lý cấp trên)
|
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM
|
.............., ngày … tháng … năm …
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
MÁY BIẾN ÁP PHÒNG NỔ
|
Số: |
……………………………. |
Chúng tôi gồm:
1. ........................................................... Số hiệu kiểm định viên :...................
2. ........................................................... Số hiệu kiểm định viên:....................
Thuộc: ............................................................................................................
Số Giấy chứng nhận đủ điều kiện của tổ chức kiểm định:.................................
Đã tiến hành kiểm định kỹ thuật an toàn lao động thiết bị:................................
Đơn vị sử dụng:...............................................................................................
Địa chỉ (trụ sở chính):.......................................................................................
Địa chỉ (vị trí) lắp đặt:.......................................................................................
Quy trình kiểm định áp dụng:...........................................................................
Chứng kiến kiểm định và thông qua biên bản:
1. ........................................................... Chức vụ:..........................................
2. ........................................................... Chức vụ:..........................................
I. THÔNG SỐ CƠ BẢN CỦA MÁY BIẾN ÁP PHÒNG NỔ
|
- Loại, mã hiệu: |
............................. |
Công suất (kVA) |
............................ |
|
|
- Số chế tạo: |
.............................. |
Điện áp (kV) |
…………………... |
|
|
- Năm chế tạo: |
.............................. |
Dòng điện (A) |
……………………. |
|
|
- Nhà chế tạo: |
.............................. |
Dạng bảo vệ nổ |
………………….. |
|
|
- Ngày kiểm định gần nhất: |
……………………………………………………… |
|||
II. HÌNH THỨC KIỂM ĐỊNH
+ Lần đầu: + Định kỳ: + Bất thường:
Lý do kiểm định bất thường: ............................................................................
III. NỘI DUNG KIỂM ĐỊNH
1. Kiểm tra hồ sơ:
- Nhận xét:……………………………………………………………………………
- Đánh giá kết quả: Đạt: Không đạt:
2. Kiểm tra trực quan:
|
TT |
Hạng mục |
Yêu cầu |
Kiểm tra |
Kết quả |
|
1 |
Tình trạng bên ngoài |
Nguyên vẹn, đầy đủ các bộ phận |
|
|
|
2 |
Bu lông bắt chặt |
Đầy đủ, có các bộ phận chống tự nới lỏng, có vòng chống tháo (trừ M24 trở lên) |
|
|
|
3 |
Ống luồn cáp lực |
Vòng đệm kín khít |
|
|
|
4 |
Ống luồn cáp điều khiển |
Vòng đệm kín khít |
|
|
|
5 |
Cơ cấu liên động |
Chắc chắn, tin cậy |
|
|
|
6 |
Bu lông tiếp địa |
Có đủ |
|
|
- Nhận xét:
3. Kiểm tra thông số kỹ thuật
|
TT |
Hạng mục |
Yêu cầu |
Kiểm tra |
Kết quả |
|
I |
Thân máy biến áp |
|||
|
1 |
Mối ghép nắp khoang chuyển đổi |
|
|
|
|
1.1 |
Chiều rộng nhỏ nhất của mối ghép (mm) |
|
|
|
|
1.2 |
Khe hở lớn nhất của mối ghép (mm) |
|
|
|
|
1.3 |
Chiều rộng nhỏ nhất từ trong tới lỗ bulông (mm) |
|
|
|
|
II |
Tủ điều khiển Cao áp Kiểu: ……………… Dạng bảo vệ nổ: Đặc trưng kỹ thuật: ………………………….. Số sản xuất: ………… |
|||
|
1 |
Mối ghép nắp với hộp đấu cáp |
|
|
|
|
1.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
1.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
1.3 |
Chiều rộng nhỏ nhất từ trong đến lỗ bu lông (mm) |
|
|
|
|
2 |
Mối ghép nắp mở nhanh |
|
|
|
|
2.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
2.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
3 |
Mối ghép sứ xuyên mạch lực |
|
|
|
|
3.1 |
Chiều dài nhỏ nhất mối ghép (mm) |
|
|
|
|
3.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
4 |
Mối ghép sứ xuyên mạch điều khiển |
|
|
|
|
4.1 |
Chiều dài nhỏ nhất mối ghép (mm) |
|
|
|
|
4.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
5 |
Mối ghép phần tử xuyên sáng |
|
|
|
|
5.1 |
Chiều dài nhỏ nhất mối ghép (mm) |
|
|
|
|
5.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
6 |
Mối ghép nút bấm |
|
|
|
|
6.1 |
Chiều dài nhỏ nhất mối ghép (mm) |
|
|
|
|
6.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
7 |
Mối ghép phễu cáp đầu vào |
|
|
|
|
7.1 |
Chiều dài nhỏ nhất mối ghép (mm) |
|
|
|
|
7.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
7.3 |
Chiều rộng nhỏ nhất từ trong đến lỗ bu lông (mm) |
|
|
|
|
8 |
Mối ghép tay dao đóng cắt |
|
|
|
|
8.1 |
Chiều dài nhỏ nhất mối ghép (mm) |
|
|
|
|
8.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
9 |
Mômen xoắn cọc đấu dây (N.m) |
|
|
|
|
9.1 |
Cọc đấu dây mạch lực M.. |
|
|
|
|
9.2 |
Cọc đấu dây mạch điều khiển M.. |
|
|
|
|
10 |
Vòng đệm làm kín cáp đầu vào |
|
|
|
|
10.1 |
Chiều rộng vòng đệm (mm) |
|
|
|
|
10.2 |
Đường kính trong (mm) |
|
|
|
|
11 |
Vòng đệm làm kín cáp điều khiển |
|
|
|
|
11.1 |
Chiều rộng vòng đệm (mm) |
|
|
|
|
11.2 |
Đường kính trong (mm) |
|
|
|
|
12 |
Khe hở nhỏ nhất giữa hai phần mang điện (mm) |
|
|
|
|
13 |
Khe hở nhỏ nhất giữa phần mang điện với vỏ (mm) |
|
|
|
|
14 |
Khoảng cách rò giữa phần mang điện với vỏ (mm) |
|
|
|
|
III |
Tủ điều khiển Hạ áp Kiểu: ……………….. Dạng bảo vệ nổ: Đặc trưng kỹ thuật: ………………………….. Số sản xuất: ………… |
|||
|
1 |
Mối ghép nắp hộp đấu cáp |
|
|
|
|
1.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
1.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
1.3 |
Chiều rộng nhỏ nhất từ trong đến lỗ bu lông (mm) |
|
|
|
|
2 |
Mối ghép sứ xuyên mạch lực |
|
|
|
|
2.1 |
Chiều dài nhỏ nhất mối ghép (mm) |
|
|
|
|
2.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
3 |
Mối ghép cọc đấu cáp với sứ xuyên |
|
|
|
|
3.1 |
Chiều dài nhỏ nhất của mối ghép (mm) |
|
|
|
|
3.2 |
Khe hở lớn nhất của mối ghép (mm) |
|
|
|
|
4 |
Mối ghép sứ xuyên mạch điều khiển |
|
|
|
|
4.1 |
Chiều dài nhỏ nhất mối ghép (mm) |
|
|
|
|
4.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
5 |
Mối ghép phần tử xuyên sáng |
|
|
|
|
5.1 |
Chiều dài nhỏ nhất mối ghép (mm) |
|
|
|
|
5.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
6 |
Mối ghép nút bấm |
|
|
|
|
6.1 |
Chiều dài nhỏ nhất mối ghép (mm) |
|
|
|
|
6.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
7 |
Mối ghép nắp mở nhanh |
|
|
|
|
7.1 |
Chiều dài nhỏ nhất mối ghép (mm) |
|
|
|
|
7.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
8 |
Mối ghép công tắc |
|
|
|
|
8.1 |
Chiều dài nhỏ nhất mối ghép (mm) |
|
|
|
|
8.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
9 |
Mômen xoắn cọc đấu dây (N.m) |
|
|
|
|
9.1 |
Cọc đấu dây mạch lực M... |
|
|
|
|
9.2 |
Cọc dây mạch điều khiển M… |
|
|
|
|
10 |
Vòng đệm làm kín cáp đầu vào |
|
|
|
|
10.1 |
Chiều rộng vòng đệm (mm) |
|
|
|
|
10.2 |
Đường kính trong (mm) |
|
|
|
|
11 |
Vòng đệm làm kín cáp điều khiển |
|
|
|
|
11.1 |
Chiều rộng vòng đệm (mm) |
|
|
|
|
11.2 |
Đường kính trong (mm) |
|
|
|
|
12 |
Khe hở nhỏ nhất giữa hai phần mang điện (mm) |
|
|
|
|
13 |
Khe hở nhỏ nhất giữa phần mang điện với vỏ (mm) |
|
|
|
|
14 |
Khoảng cách rò giữa phần mang điện với vỏ (mm) |
|
|
|
Ghi chú: Các hạng mục thực hiện trên có thể thay đổi tùy theo các thiết bị được kiểm định cụ thể.
- Nhận xét:.......................................................................................................
4. Kết luận chung và kiến nghị
- Thiết bị được kiểm định có kết quả: Đạt: Không đạt:
- Đã được dán tem kiểm định số:.....................................................................
- Kiến nghị điều kiện sử dụng an toàn:.............................................................
- Kiến nghị khác:..............................................................................................
V. THỜI HẠN KIỂM ĐỊNH TIẾP THEO
- Thời gian kiểm định tiếp theo:........................................................................
Chúng tôi, những kiểm định viên thực hiện kiểm định hoàn toàn chịu trách nhiệm về tính chính xác đối với kết quả kiểm định ghi trong biên bản này./.
|
CHỦ CƠ SỞ |
NGƯỜI CHỨNG KIẾN |
KIỂM ĐỊNH VIÊN |
 Phụ lục ban hành kèm theo QTKĐ 11-2017/BCT tại Thông tư 10/2017/TT-BCT được thay thế bởi Phụ lục ban hành kèm theo Thông tư 12/2020/TT-BCT theo quy định tại Điểm g Khoản 3 Điều 2.
Phụ lục ban hành kèm theo QTKĐ 11-2017/BCT tại Thông tư 10/2017/TT-BCT được thay thế bởi Phụ lục ban hành kèm theo Thông tư 12/2020/TT-BCT theo quy định tại Điểm g Khoản 3 Điều 2.
BỘ CÔNG THƯƠNG
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
ĐỘNG CƠ ĐIỆN PHÒNG NỔ
QTKĐ: 12-2017/BCT
HÀ NỘI - 2017
Lời nói đầu
Quy trình kiểm định kỹ thuật an toàn lao động động cơ điện phòng nổ do Cục Kỹ thuật an toàn và Môi trường công nghiệp chủ trì biên soạn và được ban hành kèm theo Thông tư số 10/2017/TT-BCT ngày 26 tháng 7 năm 2017 của Bộ Công Thương ban hành Quy trình kiểm định máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
ĐỘNG CƠ ĐIỆN PHÒNG NỔ
1. Phạm vi áp dụng
Quy trình kiểm định kỹ thuật an toàn lao động động cơ điện phòng nổ trong Danh mục máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
Căn cứ vào quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng, các tổ chức kiểm định kỹ thuật an toàn lao động xây dựng quy trình chi tiết cho từng dạng, loại thiết bị cụ thể nhưng không được trái với quy định của quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng.
2. Đối tượng áp dụng
Các doanh nghiệp, cơ quan, tổ chức, cá nhân sở hữu, quản lý, sử dụng động cơ điện phòng nổ nêu tại Mục 1 của Quy trình này (sau đây gọi tắt là cơ sở).
Các tổ chức hoạt động kiểm định kỹ thuật an toàn lao động (sau đây gọi là tổ chức kiểm định) và kiểm định viên được cấp chứng chỉ kiểm định viên theo quy định của Bộ Công Thương.
3. Quy chuẩn, tiêu chuẩn áp dụng
|
TT |
Quy chuẩn, tiêu chuẩn |
Tiêu chuẩn quốc tế tương đương |
|
1 |
QCVN 01:2011/BCT, Quy chuẩn kỹ thuật Quốc gia về an toàn trong khai thác than hầm lò |
|
|
2 |
TCVN 7079-0:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 0: Yêu cầu chung TCVN 10888-0:2015, Khí quyển nổ - Phần 0: Thiết bị - Yêu cầu chung |
Tiêu chuẩn quốc tế IEC 60079-0:2011, Ed 5.0 2007-10, Môi trường khí nổ - Phần 0: Thiết bị điện - các yêu cầu chung (Part 0: Equipment - General requirements) |
|
3 |
TCVN 7079-1:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 1: Vỏ không xuyên nổ - Dạng bảo vệ “d” TCVN 10888-1:2015, Khí quyển nổ - Phần 1: Bảo vệ thiết bị bằng vỏ bọc không xuyên nổ "d" |
Tiêu chuẩn quốc tế IEC 60079-1: 2007, Ed 6.0 2007-04, Môi trường khí nổ - Phần 1: Thiết bị bảo vệ bởi vỏ phòng nổ “d” (Part 1: Equipment protection by flameproof enclosures “d”) |
|
4 |
TCVN 7079-2:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 2: Vỏ được thổi dưới áp suất dư - Dạng bảo vệ “p” |
Tiêu chuẩn quốc tế IEC 60079-2, Ed 5.0 2007-02, Môi trường khí nổ - Phần 2: Thiết bị bảo vệ bởi vỏ điều áp “p” (Part 2: Equipment protection by pressurized enclosure “p”) |
|
5 |
TCVN 7079-5:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 5: Thiết bị đổ đầy cát - Dạng bảo vệ “q” |
Tiêu chuẩn quốc tế IEC 60079-5, Ed 3.0 2007-03, Môi trường khí nổ - Phần 5: Thiết bị bảo vệ bởi đổ đầy bột (Part 5: Equipment protection by powder filling “q”) |
|
6 |
TCVN 7079-6: 2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 6: Thiết bị đổ đầy dầu - Dạng bảo vệ “o” |
Tiêu chuẩn quốc tế IEC 60079-6, Ed 3.0 2007-03, Môi trường khí nổ -Phần 6: Thiết bị bảo vệ bởi ngâm dầu “o” (Part 6: Equipment protection by oil immersion “o”) |
|
7 |
TCVN 7079-7: 2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 7: Tăng cường độ tin cậy - Dạng bảo vệ “e” |
Tiêu chuẩn quốc tế IEC 60079-7, Ed 4.0 2006-07, Môi trường khí nổ -Phần 7: Thiết bị bảo vệ bởi tăng cường an toàn “e” (Part 7: Equipment protection by increased safety “e”) |
|
8 |
TCVN 7279- 9:2003, Thiết bị điện dùng trong môi trường khí nổ - Phần 9: Phân loại và ghi nhãn. |
|
|
9 |
TCVN 7079-11:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 11: An toàn tia lửa - Dạng bảo vệ “i” |
Tiêu chuẩn quốc tế IEC 60079-11: 2006 (BS EN 60079-11:2007), Môi trường khí nổ - Phần 11: Thiết bị bảo vệ an toàn tia lửa “i” (Part 11: Equipment protection by intrinsic safety “i”) |
|
10 |
TCVN 7079-17:2003, Thiết bị điện dùng trong mỏ hầm lò - Phần 17: Kiểm tra bảo dưỡng thiết bị |
Tiêu chuẩn quốc tế IEC 60079-17, Ed 4.0 2007- 08, Môi trường khí nổ - Phần 17: Kiểm tra và bảo trì các lắp đặt điện (Part 17: Electrical installations inspection and maintenance) |
|
11 |
TCVN 7079-18:2003, Thiết bị điện dùng trong mỏ hầm lò - Phần 18: Đổ đầy chất bao phủ - Dạng bảo vệ “m” |
Tiêu chuẩn quốc tế IEC 60079-18, Ed 2.0 2004 - 03 , Thiết bị cho môi trường khí nổ - Phần 18: Chế tạo, thử nghiệm và ghi nhãn mác của thiết bị điện loại bảo vệ đổ đầy “m” (Part 18: Construction, test and marking of type of protection encapsulation "m" electrical apparatus) |
|
12 |
|
Tiêu chuẩn quốc tế IEC 60079-33 : 2009, Ed 1.0, Môi trường khí nổ - Phần 33: Thiết bị bảo vệ bởi bảo vệ đặc biệt (Part 33: Equipment protection by special protection “s”) |
|
13 |
|
IEC 60112:2009, Ed 4.1 Phương pháp thử nghiệm sự tạo vạch của vật liệu cách điện rắn (Method for the determination of the proof and the comparative tracking indices of solid insulating materials) |
|
14 |
|
IEC 60529 Mức độ bảo vệ của vỏ IP (Degrees of protection provided by enclosures (IP Code)) |
Ghi chú: Tiêu chuẩn TCVN 7079 chỉ áp dụng cho các thiết bị điện phòng nổ nhóm I (sử dụng trong mỏ than hầm lò), khi kiểm định đánh giá thiết bị điện phòng nổ nhóm II (không sử dụng trong mỏ than) và nhóm III (bụi cháy) thì áp dụng các tiêu chuẩn TCVN 10888 và IEC 60079.
Trong trường hợp các tài liệu viện dẫn nêu trên có bổ sung, sửa đổi hoặc thay thế thì áp dụng theo quy định văn bản mới nhất.
Việc kiểm định các chỉ tiêu về kỹ thuật an toàn có thể áp dụng theo tiêu chuẩn khác khi có đề nghị của cơ sở sử dụng, chế tạo với điều kiện tiêu chuẩn đó phải có các chỉ tiêu kỹ thuật về an toàn bằng hoặc cao hơn so với các chỉ tiêu quy định trong các quy chuẩn, tiêu chuẩn quốc gia, tiêu chuẩn quốc tế được viện dẫn trong quy trình này.
4. Thuật ngữ và định nghĩa
Quy trình này sử dụng các thuật ngữ, định nghĩa trong các tài liệu viện dẫn nêu trên và một số thuật ngữ, định nghĩa trong quy trình này được hiểu như sau:
Là động cơ điện được chế tạo để sử dụng trong môi trường có khí cháy, bụi nổ.
4.2. Kiểm định kỹ thuật an toàn lao động (gọi tắt là kiểm định)
Là hoạt động kỹ thuật theo một quy trình kiểm định nhằm đánh giá và xác nhận sự phù hợp của tình trạng kỹ thuật an toàn của đối tượng được kiểm định với các quy định trong các quy chuẩn kỹ thuật, tiêu chuẩn kỹ thuật tương ứng đối với đối tượng được kiểm định.
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của động cơ điện phòng nổ đảm bảo theo các yêu cầu kỹ thuật được quy định tại các quy chuẩn, tiêu chuẩn hiện hành trước khi đưa vào sử dụng.
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của động cơ điện phòng nổ sau thời gian làm việc nhất định để xác định tình trạng kỹ thuật an toàn phòng nổ của động cơ điện phòng nổ theo quy định tại các quy chuẩn, tiêu chuẩn hiện hành.
4.5. Kiểm định bất thường
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của động cơ điện phòng nổ đảm bảo theo các yêu cầu kỹ thuật của các quy chuẩn, tiêu chuẩn hiện hành sau sửa chữa lớn, sự cố liên quan đến kỹ thuật an toàn phòng nổ hoặc theo yêu cầu của cơ quan quản lý nhà nước có thẩm quyền.
5. Thời hạn kiểm định
5.2. Kiểm định định kỳ: 03 năm/lần.
- Trường hợp động cơ điện phòng nổ thuộc dây chuyền đang vận hành không thể tách rời kiểm định riêng thì thời hạn kiểm định định kỳ theo chu kỳ bảo dưỡng, sửa chữa của dây chuyền nhưng không quá thời hạn quy định của nhà sản xuất hoặc quy chuẩn kỹ thuật quốc gia tương ứng. Các tổ chức, cá nhân quản lý, sử dụng phải duy trì và chịu trách nhiệm về điều kiện làm việc an toàn cho máy, thiết bị.
- Trường hợp nhà chế tạo quy định hoặc cơ sở yêu cầu thời hạn kiểm định ngắn hơn thì thực hiện theo quy định của nhà chế tạo hoặc yêu cầu của cơ sở.
- Khi rút ngắn thời hạn kiểm định, kiểm định viên phải nêu rõ lý do trong biên bản kiểm định.
- Khi thời hạn kiểm định được quy định trong quy chuẩn kỹ thuật quốc gia thì thực hiện theo quy định của quy chuẩn đó.
Những trường hợp phải kiểm định bất thường: Động cơ điện phòng nổ sau sửa chữa lớn có thay đổi các kết cấu phòng nổ và mạch điện mà tính năng phòng nổ phụ thuộc thì phải kiểm định theo các yêu cầu kỹ thuật của các tiêu chuẩn và quy chuẩn hiện hành.
6. Tổ chức thực hiện
Việc thực hiện công tác kiểm định động cơ điện phòng nổ do các kiểm định viên đã được cấp chứng chỉ kiểm định viên thực hiện.
6.1. Đối với cơ sở sử dụng động cơ điện phòng nổ:
- Thực hiện kiểm định đúng thời hạn quy định.
- Cung cấp các hồ sơ, tài liệu kỹ thuật có liên quan đến động cơ điện phòng nổ được kiểm định.
- Chuẩn bị đầy đủ các điều kiện để kiểm định kỹ thuật an toàn, người phục vụ, công nhân vận hành, điện, vệ sinh, bảo dưỡng, sửa chữa thiết bị và các biện pháp an toàn cần thiết.
- Cử người đại diện trực tiếp chứng kiến, phối hợp công việc trong quá trình tổ chức kiểm định tiến hành kiểm định.
6.2. Đối với Tổ chức kiểm định
- Kiểm định theo đề nghị của cơ sở sử dụng. Trường hợp không thực hiện được thì phải trả lời bằng văn bản nêu rõ lý do với cơ sở.
- Tiến hành kiểm định phải tuân thủ các tiêu chuẩn, quy chuẩn kỹ thuật quốc gia về an toàn có liên quan.
- Tiến hành kiểm định phù hợp theo các bước quy định của quy trình này để đảm bảo có kết luận chính xác về tình trạng của động cơ điện phòng nổ.
- Trong quá trình kiểm định, nếu phát hiện có nguy cơ dẫn đến sự cố thì phải kiến nghị cơ sở có biện pháp khắc phục. Sau khi cơ sở khắc phục xong thì tiếp tục tiến hành kiểm định.
- Khi có nghi ngờ, kiểm định viên có quyền yêu cầu cơ sở áp dụng các biện pháp kiểm tra, đánh giá bổ sung phục vụ việc đánh giá kết quả kiểm định.
- Lập biên bản kiểm định và cấp Giấy chứng nhận kết quả kiểm định theo quy định.
7. Thiết bị phục vụ kiểm định
Tổ chức kiểm định phải bố trí đầy đủ trang thiết bị phục vụ kiểm định để thực hiện nội dung kiểm định động cơ điện phòng nổ theo quy định tại quy chuẩn kỹ thuật liên quan đến động cơ điện phòng nổ và theo quy định tại quy trình này
8. Điều kiện kiểm định
Khi tiến hành kiểm định động cơ điện phòng nổ phải đảm bảo các điều kiện sau đây:
8.1. Động cơ điện phòng nổ phải ở trạng thái sẵn sàng đưa vào kiểm định.
8.2. Hồ sơ, tài liệu của động cơ điện phòng nổ phải đầy đủ.
8.3. Các yếu tố môi trường không làm ảnh hưởng tới kết quả kiểm định.
8.4. Các điều kiện về an toàn, vệ sinh lao động, phòng cháy chữa cháy phải đáp ứng để kiểm định động cơ điện phòng nổ.
9. Các bước kiểm định
- Kiểm tra các cơ cấu bắt chặt.
- Kiểm tra các kết cấu của các cổ cáp lực và cổ cáp điều khiển.
- Kiểm tra tất cả các mối ghép phòng nổ.
- Kiểm tra điện trở cách điện của thiết bị.
- Kiểm tra sự hoạt động tin cậy của thiết bị điều khiển, bảo vệ.
- Kiểm tra khoảng cách khe hở và đường rò của các phần tử đấu nối.
- Kiểm tra các cơ cấu tiếp đất.
Bước 4: Đánh giá kết quả.
Bước 2: Kiểm tra trực quan.
- Kiểm tra các cơ cấu bắt chặt.
- Kiểm tra các kết cấu của các cổ cáp lực và cổ cáp điều khiển.
- Kiểm tra tất cả các khe hở, sự han gỉ, ăn mòn của mối ghép phòng nổ.
- Kiểm tra các cơ cấu tiếp đất.
Các bước kiểm định thực hiện theo quy định tại Mục 9.1 của Quy trình này và các yêu cầu kỹ thuật của các tiêu chuẩn và quy chuẩn hiện hành.
10.1. Kiểm định viên lập biên bản kiểm định theo mẫu quy định tại Phụ lục của Quy trình này.
10.2. Trường hợp cần thiết, kiểm định viên rút ngắn thời hạn khám nghiệm kỹ thuật định kỳ thì phải nêu rõ các lý do trong biên bản tại phần kiến nghị.
10.3. Tổ chức kiểm định cấp Giấy chứng nhận kết quả kiểm định theo quy định sau khi động cơ điện phòng nổ bảo đảm an toàn để vận hành.
PHỤ LỤC
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
ĐỘNG CƠ ĐIỆN PHÒNG NỔ
|
(Cơ quan quản lý cấp trên) (Tên tổ chức KĐ) |
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập - Tự do - Hạnh phúc |
![]()
![]()
……,ngày…..…tháng…..…năm 20…
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
ĐỘNG CƠ ĐIỆN PHÒNG NỔ
|
Số: |
……………………………. |
Chúng tôi gồm:
1. ........................................................... Số hiệu kiểm định viên :...................
2. ........................................................... Số hiệu kiểm định viên:....................
Thuộc: ............................................................................................................
Số Giấy chứng nhận đủ điều kiện của tổ chức kiểm định:.................................
Đã tiến hành kiểm định kỹ thuật an toàn thiết bị:...............................................
Đơn vị sử dụng:...............................................................................................
Địa chỉ (trụ sở chính):.......................................................................................
Địa chỉ (vị trí) lắp đặt:.......................................................................................
Quy trình kiểm định áp dụng:...........................................................................
Chứng kiến kiểm định và thông qua biên bản:
1. ........................................................... Chức vụ:..........................................
2. Chức vụ:I. THÔNG SỐ CƠ BẢN CỦA ĐỘNG CƠ ĐIỆN PHÒNG NỔ
|
- Loại, mã hiệu: |
|
Công suất (kW) |
|
|
|
- Số chế tạo: |
.............................. |
Điện áp (V) |
…………………... |
|
|
- Năm chế tạo: |
.............................. |
Dòng điện (A) |
……………………. |
|
|
- Nhà chế tạo: |
.............................. |
Dạng bảo vệ nổ |
………………….. |
|
|
- Ngày kiểm định gần nhất: |
……………………………………………………… |
|||
II. HÌNH THỨC KIỂM ĐỊNH
+ Lần đầu: + Định kỳ: + Bất thường:
Lý do kiểm định bất thường: ............................................................................
III. NỘI DUNG KIỂM ĐỊNH
1. Kiểm tra hồ sơ:
- Nhận xét:……………………………………………………………………………
- Đánh giá kết quả: Đạt: Không đạt:
2. Kiểm tra trực quan:
|
TT |
Hạng mục |
Yêu cầu |
Kiểm tra |
Kết quả |
|
1 |
Tình trạng bên ngoài |
Nguyên vẹn, đầy đủ các bộ phận |
|
|
|
2 |
Bu lông bắt chặt |
Đầy đủ, có các bộ phận chống tự nới lỏng, có vòng chống tháo (trừ M24 trở lên) |
|
|
|
3 |
Ống luồn cáp lực |
Vòng đệm kín khít |
|
|
|
4 |
Ống luồn cáp điều khiển |
Vòng đệm kín khít |
|
|
|
5 |
Bu lông tiếp địa |
Có đủ |
|
|
- Nhận xét:……………………………………………………………………………
3. Kiểm tra thông số kỹ thuật
|
TT |
Hạng mục |
Yêu cầu |
Kiểm tra |
Kết quả |
|
1 |
Mối ghép nắp với hộp đấu cáp mạch lực |
|
|
|
|
1.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
1.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
1.3 |
Chiều rộng nhỏ nhất từ trong đến lỗ bu lông (mm) |
|
|
|
|
2 |
Mối ghép nắp với hộp đấu cáp mạch điều khiển |
|
|
|
|
2.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
2.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
2.3 |
Chiều rộng nhỏ nhất từ trong đến lỗ bu lông (mm) |
|
|
|
|
3 |
Mối ghép hộp đấu cáp mạch lực với thân động cơ |
|
|
|
|
3.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
3.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
3.3 |
Chiều rộng nhỏ nhất từ trong đến lỗ bu lông (mm) |
|
|
|
|
4 |
Mối ghép hộp đấu cáp mạch điều khiển với thân động cơ |
|
|
|
|
4.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
4.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
4.3 |
Chiều rộng nhỏ nhất từ trong đến lỗ bu lông (mm) |
|
|
|
|
5 |
Mối ghép bằng ren của sứ xuyên mạch lực M…….. |
|
|
|
|
5.1 |
Chiều dài ren (mm) |
|
|
|
|
6 |
Mối ghép bằng ren của sứ xuyên mạch điều khiển M…….. |
|
|
|
|
6.1 |
Chiều dài ren (mm) |
|
|
|
|
7 |
Mối ghép cọc đấu cáp với sứ xuyên mạch lực |
|
|
|
|
7.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
7.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
8 |
Mối ghép sứ xuyên mạch lực với vỏ hộp đấu cáp mạch lực |
|
|
|
|
8.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
8.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
9 |
Mối ghép cọc đấu cáp với sứ xuyên mạch điều khiển |
|
|
|
|
9.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
9.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
10 |
Mối ghép sứ xuyên mạch điều khiển với vỏ hộp đấu cáp mạch điều khiển |
|
|
|
|
10.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
10.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
11 |
Mômen xoắn cọc đấu dây (N.m) |
|
|
|
|
11.1 |
Cọc đấu dây mạch lực M... |
|
|
|
|
11.2 |
Cọc dây mạch điều khiển M… |
|
|
|
|
12 |
Vòng đệm làm kín cáp mạch lực |
|
|
|
|
12.1 |
Chiều rộng vòng đệm (mm) |
|
|
|
|
12.2 |
Đường kính trong (mm) |
|
|
|
|
13 |
Vòng đệm làm kín cáp mạch điều khiển |
|
|
|
|
13.1 |
Chiều rộng vòng đệm (mm) |
|
|
|
|
13.2 |
Đường kính trong (mm) |
|
|
|
|
14 |
Mối ghép phòng nổ trục quay của động cơ |
|
|
|
|
14.1 |
Chiều rộng mối ghép (mm) |
|
|
|
|
14.2 |
Khe hở lớn nhất của mối ghép (mm) |
|
|
|
|
15 |
Mối ghép của bộ phận bơm mỡ bôi trơn |
|
|
|
|
15.1 |
Chiều rộng mối ghép (mm) |
|
|
|
|
15.2 |
Khe hở lớn nhất của mối ghép (mm) |
|
|
|
|
16 |
Khe hở nhỏ nhất giữa hai phần mang điện mạch lực (mm) |
|
|
|
|
17 |
Khe hở nhỏ nhất giữa phần mang điện mạch lực với vỏ (mm) |
|
|
|
|
18 |
Khoảng cách rò giữa phần mang điện mạch lực với vỏ (mm) |
|
|
|
|
19 |
Khe hở nhỏ nhất giữa hai phần mang điện mạch điều khiển (mm) |
|
|
|
|
20 |
Khe hở nhỏ nhất giữa phần mang điện mạch điều khiển với vỏ (mm) |
|
|
|
|
21 |
Khoảng cách rò giữa phần mang điện mạch điều khiển với vỏ (mm) |
|
|
|
Ghi chú: Các hạng mục thực hiện trên có thể thay đổi tùy theo các thiết bị được kiểm định cụ thể.
- Nhận xét:.......................................................................................................
- Thiết bị được kiểm định có kết quả: Đạt: Không đạt:
- Đã được dán tem kiểm định số:.....................................................................
- Kiến nghị điều kiện sử dụng an toàn:.............................................................
- Kiến nghị khác:
V. THỜI HẠN KIỂM ĐỊNH TIẾP THEO
- Thời gian kiểm định tiếp theo:
Chúng tôi, những kiểm định viên thực hiện kiểm định hoàn toàn chịu trách nhiệm về tính chính xác đối với kết quả kiểm định ghi trong biên bản này./.
|
CHỦ CƠ SỞ |
NGƯỜI CHỨNG KIẾN |
KIỂM ĐỊNH VIÊN |
BỘ CÔNG THƯƠNG
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
THIẾT BỊ PHÂN PHỐI, ĐÓNG CẮT PHÒNG NỔ
QTKĐ: 13-2017/BCT
HÀ NỘI - 2017
Lời nói đầu
Quy trình kiểm định kỹ thuật an toàn lao động thiết bị phân phối, đóng cắt phòng nổ do Cục Kỹ thuật an toàn và Môi trường công nghiệp chủ trì biên soạn và được ban hành kèm theo Thông tư số 10/2017/TT-BCT ngày 26 tháng 7 năm 2017 của Bộ Công Thương ban hành Quy trình kiểm định máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
THIẾT BỊ PHÂN PHỐI ĐÓNG CẮT PHÒNG NỔ
1. Phạm vi áp dụng
Quy trình kiểm định kỹ thuật an toàn lao động thiết bị phân phối, đóng cắt phòng nổ trong Danh mục máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
Căn cứ vào quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng, các tổ chức kiểm định kỹ thuật an toàn lao động xây dựng quy trình chi tiết cho từng dạng, loại thiết bị cụ thể nhưng không được trái với quy định của quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng.
2. Đối tượng áp dụng
Các doanh nghiệp, cơ quan, tổ chức, cá nhân sở hữu, quản lý, sử dụng thiết bị phân phối, đóng cắt phòng nổ nêu tại Mục 1 của Quy trình này (sau đây gọi tắt là cơ sở).
Các tổ chức hoạt động kiểm định kỹ thuật an toàn lao động (sau đây gọi là tổ chức kiểm định) và kiểm định viên được cấp chứng chỉ kiểm định viên theo quy định của Bộ Công Thương.
3. Quy chuẩn, tiêu chuẩn áp dụng
|
TT |
Quy chuẩn, tiêu chuẩn |
Tiêu chuẩn quốc tế tương đương |
|
1 |
QCVN 01:2011/BCT, Quy chuẩn kỹ thuật Quốc gia về an toàn trong khai thác than hầm lò |
|
|
2 |
TCVN 7079-0:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 0: Yêu cầu chung TCVN 10888-0:2015, Khí quyển nổ - Phần 0: Thiết bị - Yêu cầu chung |
Tiêu chuẩn quốc tế IEC 60079-0:2011, Ed 5.0 2007-10, Môi trường khí nổ - Phần 0: Thiết bị điện - các yêu cầu chung (Part 0: Equipment - General requirements) |
|
3 |
TCVN 7079-1:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 1: Vỏ không xuyên nổ - Dạng bảo vệ “d” TCVN 10888-1:2015, Khí quyển nổ - Phần 1: Bảo vệ thiết bị bằng vỏ bọc không xuyên nổ "d" |
Tiêu chuẩn quốc tế IEC 60079-1: 2007, Ed 6.0 2007-04, Môi trường khí nổ - Phần 1: Thiết bị bảo vệ bởi vỏ phòng nổ “d” (Part 1: Equipment protection by flameproof enclosures “d”) |
|
4 |
TCVN 7079-2:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 2: Vỏ được thổi dưới áp suất dư - Dạng bảo vệ “p” |
Tiêu chuẩn quốc tế IEC 60079-2, Ed 5.0 2007-02, Môi trường khí nổ - Phần 2: Thiết bị bảo vệ bởi vỏ điều áp “p” (Part 2: Equipment protection by pressurized enclosure “p”) |
|
5 |
TCVN 7079-5:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 5: Thiết bị đổ đầy cát - Dạng bảo vệ “q” |
Tiêu chuẩn quốc tế IEC 60079-5, Ed 3.0 2007-03, Môi trường khí nổ - Phần 5: Thiết bị bảo vệ bởi đổ đầy bột (Part 5: Equipment protection by powder filling “q”) |
|
6 |
TCVN 7079-6: 2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 6: Thiết bị đổ đầy dầu - Dạng bảo vệ “o” |
Tiêu chuẩn quốc tế IEC 60079-6, Ed 3.0 2007-03, Môi trường khí nổ -Phần 6: Thiết bị bảo vệ bởi ngâm dầu “o” (Part 6: Equipment protection by oil immersion “o”) |
|
7 |
TCVN 7079-7: 2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 7: Tăng cường độ tin cậy - Dạng bảo vệ “e” |
Tiêu chuẩn quốc tế IEC 60079-7, Ed 4.0 2006-07, Môi trường khí nổ -Phần 7: Thiết bị bảo vệ bởi tăng cường an toàn “e” (Part 7: Equipment protection by increased safety “e”) |
|
8 |
TCVN 7279- 9:2003, Thiết bị điện dùng trong môi trường khí nổ - Phần 9: Phân loại và ghi nhãn |
|
|
9 |
TCVN 7079-11:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 11: An toàn tia lửa - Dạng bảo vệ “i” |
Tiêu chuẩn quốc tế IEC 60079-11: 2006 (BS EN 60079-11:2007), Môi trường khí nổ - Phần 11: Thiết bị bảo vệ an toàn tia lửa “i” (Part 11: Equipment protection by intrinsic safety “i”). |
|
10 |
TCVN 7079-17:2003, Thiết bị điện dùng trong mỏ hầm lò - Phần 17: Kiểm tra bảo dưỡng thiết bị |
Tiêu chuẩn quốc tế IEC 60079-17, Ed 4.0 2007- 08, Môi trường khí nổ - Phần 17: Kiểm tra và bảo trì các lắp đặt điện (Part 17: Electrical installations inspection and maintenance) |
|
11 |
TCVN 7079-18:2003, Thiết bị điện dùng trong mỏ hầm lò - Phần 18: Đổ đầy chất bao phủ - Dạng bảo vệ “m” |
Tiêu chuẩn quốc tế IEC 60079-18, Ed 2.0 2004 - 03 , Thiết bị cho môi trường khí nổ - Phần 18: Chế tạo, thử nghiệm và ghi nhãn mác của thiết bị điện loại bảo vệ đổ đầy “m” (Part 18: Construction, test and marking of type of protection encapsulation "m" electrical apparatus) |
|
12 |
|
Tiêu chuẩn quốc tế IEC 60079-33: 2009, Ed 1.0, Môi trường khí nổ - Phần 33: Thiết bị bảo vệ bởi bảo vệ đặc biệt (Part 33: Equipment protection by special protection “s”) |
|
13 |
|
IEC 60112:2009, Ed 4.1 Phương pháp thử nghiệm sự tạo vạch của vật liệu cách điện rắn (method for the determination of the proof and the comparative tracking indices of solid insulating materials) |
|
14 |
|
IEC 60529 Mức độ bảo vệ của vỏ IP (Degrees of protection provided by enclosures (IP Code)) |
Ghi chú: Tiêu chuẩn TCVN 7079 chỉ áp dụng cho các thiết bị điện phòng nổ nhóm I (sử dụng trong mỏ than hầm lò), khi kiểm định đánh giá thiết bị điện phòng nổ nhóm II (không sử dụng trong mỏ than) và nhóm III (bụi cháy) thì áp dụng các tiêu chuẩn loạt TCVN 10888 và IEC 60079.
Trong trường hợp các tài liệu viện dẫn nêu trên có bổ sung, sửa đổi hoặc thay thế thì áp dụng theo quy định văn bản mới nhất.
Việc kiểm định các chỉ tiêu về kỹ thuật an toàn của thiết bị phân phối, đóng cắt phòng nổ có thể theo tiêu chuẩn khác khi có đề nghị của cơ sở sử dụng, cơ sở chế tạo với điều kiện tiêu chuẩn đó phải có các chỉ tiêu kỹ thuật về an toàn bằng hoặc cao hơn so với các chỉ tiêu quy định trong các tiêu chuẩn quốc gia hoặc quốc tế được viện dẫn trong quy trình này.
4. Thuật ngữ và định nghĩa
Quy trình này sử dụng các thuật ngữ, định nghĩa trong các tài liệu viện dẫn nêu trên và một số thuật ngữ, định nghĩa trong quy trình này được hiểu như sau:
4.1. Thiết bị phân phối, đóng cắt phòng nổ
Là thiết bị phân phối, đóng cắt được chế tạo để sử dụng trong môi trường có khí cháy, bụi nổ.
4.2. Kiểm định kỹ thuật an toàn lao động (gọi tắt là kiểm định)
Là hoạt động kỹ thuật theo một quy trình kiểm định nhằm đánh giá và xác nhận sự phù hợp của tình trạng kỹ thuật an toàn của đối tượng được kiểm định với các quy định trong các quy chuẩn kỹ thuật, tiêu chuẩn kỹ thuật tương ứng đối với đối tượng được kiểm định.
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của thiết bị phân phối, đóng cắt phòng nổ đảm bảo theo các yêu cầu kỹ thuật được quy định tại các quy chuẩn, tiêu chuẩn hiện hành trước khi đưa vào sử dụng.
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của thiết bị phân phối, đóng cắt phòng nổ sau thời gian làm việc nhất định để xác định tình trạng kỹ thuật an toàn phòng nổ của thiết bị phân phối, đóng cắt phòng nổ theo quy định tại các quy chuẩn, tiêu chuẩn hiện hành.
4.5. Kiểm định bất thường
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của thiết bị phân phối, đóng cắt phòng nổ đảm bảo theo các yêu cầu kỹ thuật của các quy chuẩn, tiêu chuẩn hiện hành sau sửa chữa lớn, sự cố liên quan đến kỹ thuật an toàn phòng nổ hoặc theo yêu cầu của cơ quan quản lý nhà nước có thẩm quyền.
5. Thời hạn kiểm định
5.2. Kiểm định định kỳ: 03 năm/lần.
- Trường hợp thiết bị phân phối, đóng cắt phòng nổ thuộc dây chuyền đang vận hành không thể tách rời kiểm định riêng thì thời hạn kiểm định định kỳ theo chu kỳ bảo dưỡng, sửa chữa của dây chuyền nhưng không quá thời hạn quy định của nhà sản xuất hoặc quy chuẩn kỹ thuật quốc gia tương ứng. Các tổ chức, cá nhân quản lý, sử dụng phải duy trì và chịu trách nhiệm về điều kiện làm việc an toàn cho máy, thiết bị.
- Trường hợp nhà chế tạo quy định hoặc cơ sở yêu cầu thời hạn kiểm định ngắn hơn thì thực hiện theo quy định của nhà chế tạo hoặc yêu cầu của cơ sở.
- Khi rút ngắn thời hạn kiểm định, kiểm định viên phải nêu rõ lý do trong biên bản kiểm định.
- Khi thời hạn kiểm định được quy định trong quy chuẩn kỹ thuật quốc gia thì thực hiện theo quy định của quy chuẩn đó.
Những trường hợp phải kiểm định bất thường: Thiết bị phân phối, đóng cắt phòng nổ sau sửa chữa lớn có thay đổi các kết cấu phòng nổ và mạch điện mà tính năng phòng nổ phụ thuộc thì phải kiểm tra theo các yêu cầu kỹ thuật của các tiêu chuẩn và quy chuẩn hiện hành.
6. Tổ chức thực hiện
Việc thực hiện công tác kiểm định thiết bị phân phối, đóng cắt phòng nổ do các kiểm định viên đã được cấp chứng chỉ kiểm định viên thực hiện.
6.1. Đối với cơ sở sử dụng hoặc đề nghị kiểm định thiết bị phân phối, đóng cắt phòng nổ:
- Thực hiện kiểm định đúng thời hạn quy định.
- Cung cấp các hồ sơ, tài liệu kỹ thuật có liên quan đến thiết bị phân phối, đóng cắt phòng nổ được kiểm định.
- Chuẩn bị đầy đủ các điều kiện để kiểm định kỹ thuật an toàn, người phục vụ, công nhân vận hành, điện, vệ sinh, bảo dưỡng, sửa chữa thiết bị và các biện pháp an toàn cần thiết.
- Cử người đại diện trực tiếp chứng kiến, phối hợp công việc trong quá trình tổ chức kiểm định tiến hành kiểm định.
6.2. Đối với Tổ chức kiểm định:
- Kiểm định theo đề nghị của đơn vị đề nghị kiểm định. Trường hợp không thực hiện được thì phải trả lời bằng văn bản nêu rõ lý do với cơ sở.
- Tiến hành kiểm định phải tuân thủ các tiêu chuẩn, quy chuẩn kỹ thuật quốc gia về an toàn có liên quan.
- Tiến hành kiểm định phù hợp theo các bước quy định của quy trình này để đảm bảo có kết luận chính xác về tình trạng của thiết bị phân phối, đóng cắt phòng nổ.
- Trong quá trình kiểm định, nếu phát hiện có nguy cơ dẫn đến sự cố thì phải kiến nghị cơ sở có biện pháp khắc phục. Sau khi cơ sở khắc phục xong thì tiếp tục tiến hành kiểm định.
- Khi có nghi ngờ, kiểm định viên có quyền yêu cầu cơ sở áp dụng các biện pháp kiểm tra, đánh giá bổ sung phục vụ việc đánh giá kết quả kiểm định.
- Lập biên bản kiểm định và cấp Giấy chứng nhận kết quả kiểm định theo quy định.
7. Thiết bị phục vụ kiểm định
Tổ chức kiểm định phải bố trí đầy đủ trang thiết bị phục vụ kiểm định để thực hiện nội dung kiểm định thiết bị phân phối, đóng cắt phòng nổ theo quy định tại quy chuẩn kỹ thuật liên quan đến thiết bị phân phối, đóng cắt phòng nổ và theo quy định tại quy trình này.
8. Điều kiện kiểm định
Khi tiến hành kiểm định thiết bị phân phối, đóng cắt phòng nổ phải đảm bảo các điều kiện sau đây:
8.1. Thiết bị phân phối, đóng cắt phòng nổ phải ở trạng thái sẵn sàng đưa vào kiểm định.
8.2. Hồ sơ, tài liệu của thiết bị phân phối, đóng cắt phòng nổ phải đầy đủ.
8.3. Các yếu tố môi trường không làm ảnh hưởng tới kết quả kiểm định.
8.4. Các điều kiện về an toàn, vệ sinh lao động, phòng cháy chữa cháy phải đáp ứng để kiểm định thiết bị phân phối, đóng cắt phòng nổ.
9. Các bước kiểm định
Bước 2: Kiểm tra trực quan.
- Kiểm tra các cơ cấu bắt chặt.
- Kiểm tra các kết cấu của các cổ cáp lực và cổ cáp điều khiển.
- Kiểm tra tất cả các mối ghép phòng nổ.
- Kiểm tra điện trở cách điện của thiết bị.
- Kiểm tra cơ cấu liên động của thiết bị.
- Kiểm tra sự hoạt động tin cậy của thiết bị điều khiển, bảo vệ.
- Kiểm tra khoảng cách khe hở và đường rò của các phần tử đấu nối.
- Kiểm tra các cơ cấu tiếp đất.
Bước 2: Kiểm tra trực quan.
- Kiểm tra các cơ cấu bắt chặt.
- Kiểm tra các kết cấu của các cổ cáp lực và cổ cáp điều khiển.
- Kiểm tra cơ cấu liên động của thiết bị.
- Kiểm tra tất cả các khe hở, sự han gỉ, ăn mòn của mối ghép phòng nổ.
- Kiểm tra các cơ cấu tiếp đất.
Các bước kiểm định thực hiện theo quy định tại Mục 9.1 của Quy trình này và các yêu cầu kỹ thuật của các tiêu chuẩn và quy chuẩn hiện hành.
10.1. Kiểm định viên lập biên bản kiểm định theo mẫu quy định tại Phụ lục của Quy trình này.
10.2. Trường hợp cần thiết, kiểm định viên rút ngắn thời hạn khám nghiệm kỹ thuật định kỳ thì phải nêu rõ các lý do trong biên bản tại phần kiến nghị.
10.3. Tổ chức kiểm định cấp Giấy chứng nhận kết quả kiểm định theo quy định sau khi thiết bị phân phối, đóng cắt phòng nổ bảo đảm an toàn để vận hành.
PHỤ LỤC
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
THIẾT BỊ PHÂN PHỐI, ĐÓNG CẮT PHÒNG NỔ
|
(Cơ quan quản lý cấp trên)
|
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM
|
.............., ngày … tháng … năm …
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
THIẾT BỊ PHÂN PHỐI, ĐÓNG CẮT PHÒNG NỔ
|
Số: |
……………………………. |
Chúng tôi gồm:
1. ........................................................... Số hiệu kiểm định viên :...................
2. ........................................................... Số hiệu kiểm định viên:....................
Thuộc: ............................................................................................................
Số Giấy chứng nhận đủ điều kiện của tổ chức kiểm định:.................................
Đã tiến hành kiểm định kỹ thuật an toàn lao động thiết bị:................................
Đơn vị sử dụng:...............................................................................................
Địa chỉ (trụ sở chính):.......................................................................................
Địa chỉ (vị trí) lắp đặt:.......................................................................................
Quy trình kiểm định áp dụng:...........................................................................
Chứng kiến kiểm định và thông qua biên bản:
1. ........................................................... Chức vụ:..........................................
2. Chức vụ:I. THÔNG SỐ CƠ BẢN CỦA THIẾT BỊ PHÂN PHỐI, ĐÓNG CẮT PHÒNG NỔ
|
- Loại, mã hiệu: |
|
Công suất (kA) |
|
|
|
- Số chế tạo: |
.............................. |
Điện áp (V) |
………………… |
|
|
- Năm chế tạo: |
.............................. |
Dòng điện (A) |
……………………. |
|
|
- Nhà chế tạo: |
.............................. |
Dạng bảo vệ nổ |
………………… |
|
|
- Ngày kiểm định gần nhất: |
……………………………………………………… |
|||
II. HÌNH THỨC KIỂM ĐỊNH
+ Lần đầu: + Định kỳ: + Bất thường:
Lý do kiểm định bất thường: ............................................................................
III. NỘI DUNG KIỂM ĐỊNH
1. Kiểm tra hồ sơ:
- Nhận xét:……………………………………………………………………………
- Đánh giá kết quả: Đạt: Không đạt:
2. Kiểm tra trực quan:
|
TT |
Hạng mục |
Yêu cầu |
Kiểm tra |
Kết quả |
|
1 |
Tình trạng bên ngoài |
Nguyên vẹn, đầy đủ các bộ phận |
|
|
|
2 |
Bu lông bắt chặt |
Đầy đủ, có các bộ phận chống tự nới lỏng, có vòng chống tháo (trừ M24 trở lên) |
|
|
|
3 |
Ống luồn cáp lực |
Vòng đệm kín khít |
|
|
|
4 |
Ống luồn cáp điều khiển |
Vòng đệm kín khít |
|
|
|
5 |
Cơ cấu liên động |
Chắc chắn và tin cậy |
|
|
|
6 |
Bu lông tiếp địa |
Có đủ |
|
|
- Nhận xét:………………………………………………………………………
3. Kiểm tra thông số kỹ thuật
|
TT |
Hạng mục |
Yêu cầu |
Kiểm tra |
Kết quả |
|
1 |
Mối ghép nắp với hộp đấu cáp đầu vào |
|
|
|
|
1.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
1.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
1.3 |
Chiều rộng nhỏ nhất từ trong đến lỗ bu lông (mm) |
|
|
|
|
2 |
Mối ghép nắp với hộp đấu cáp đầu ra |
|
|
|
|
2.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
2.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
3 |
Chiều rộng nhỏ nhất từ trong đến lỗ bu lông (mm) |
|
|
|
|
4 |
Mối ghép sứ xuyên mạch lực |
|
|
|
|
4.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
4.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
5 |
Mối ghép cọc đấu cáp với sứ xuyên mạch lực |
|
|
|
|
5.1 |
Chiều dài nhỏ nhất mối ghép(mm) |
|
|
|
|
5.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
6 |
Mối ghép sứ xuyên điều khiển |
|
|
|
|
6.1 |
Chiều dài nhỏ nhất mối ghép(mm) |
|
|
|
|
6.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
7 |
Mối ghép nắp với khoang điều khiển |
|
|
|
|
7.1 |
Chiều rộng nhỏ nhất mối ghép(mm) |
|
|
|
|
7.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
7.3 |
Chiều rộng nhỏ nhất từ trong đến lỗ bulon (mm) |
|
|
|
|
8 |
Mối ghép nắp mở nhanh |
|
|
|
|
8.1 |
Chiều rộng nhỏ nhất mối ghép(mm) |
|
|
|
|
8.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
9 |
Mối ghép phần tử xuyên sáng |
|
|
|
|
9.1 |
Chiều dài nhỏ nhất mối ghép(mm) |
|
|
|
|
9.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
10 |
Mối ghép nút bấm |
|
|
|
|
10.1 |
Chiều dài nhỏ nhất mối ghép(mm) |
|
|
|
|
10.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
11 |
Mối ghép tay dao đóng cắt |
|
|
|
|
11.1 |
Chiều dài nhỏ nhất mối ghép(mm) |
|
|
|
|
11.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
12 |
Mô men xoắn cọc đấu dây (N.m) |
|
|
|
|
12.1 |
Cọc đấu dây mạch lực M… |
|
|
|
|
12.2 |
Cọc dây mạch điều khiển M… |
|
|
|
|
13 |
Vòng đệm kẹp giữ cáp lực đầu vào ra |
|
|
|
|
13.1 |
Chiều rộng vòng đệm (mm) |
|
|
|
|
13.2 |
Đường kính trong lớn nhất (mm) |
|
|
|
|
14 |
Vòng đệm kẹp giữ cáp điều khiển |
|
|
|
|
14.1 |
Chiều rộng vòng đệm (mm) |
|
|
|
|
14.2 |
Đường kính trong lớn nhất (mm) |
|
|
|
|
15 |
Khe hở nhỏ nhất giữa hai phần mang điện mạch lực (mm) |
|
|
|
|
16 |
Khe hở nhỏ nhất giữa phần mang điện mạch lực với vỏ (mm) |
|
|
|
|
17 |
Khoảng cách rò giữa phần mang điện mạch lực với vỏ (mm) |
|
|
|
|
18 |
Khe hở nhỏ nhất giữa hai phần mang điện mạch điều khiển (mm) |
|
|
|
|
19 |
Khe hở nhỏ nhất giữa phần mang điện mạch điều khiển với vỏ (mm) |
|
|
|
|
20 |
Khoảng cách rò giữa phần mang điện mạch điều khiển với vỏ (mm) |
|
|
|
Ghi chú: Các hạng mục thực hiện trên có thể thay đổi tùy theo các thiết bị được kiểm định cụ thể.
- Nhận xét:.......................................................................................................
- Thiết bị được kiểm định có kết quả: Đạt: Không đạt:
- Đã được dán tem kiểm định số:.....................................................................
- Kiến nghị điều kiện sử dụng an toàn:.............................................................
- Kiến nghị khác:..............................................................................................
V. THỜI HẠN KIỂM ĐỊNH TIẾP THEO
- Thời gian kiểm định tiếp theo:........................................................................
Chúng tôi, những kiểm định viên thực hiện kiểm định hoàn toàn chịu trách nhiệm về tính chính xác đối với kết quả kiểm định ghi trong biên bản này./.
|
CHỦ CƠ SỞ |
NGƯỜI CHỨNG KIẾN |
KIỂM ĐỊNH VIÊN |
BỘ CÔNG THƯƠNG
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
THIẾT BỊ ĐIỀU KHIỂN PHÒNG NỔ
QTKĐ: 14-2017/BCT
HÀ NỘI - 2017
Lời nói đầu
Quy trình kiểm định kỹ thuật an toàn lao động thiết bị điều khiển phòng nổ do Cục Kỹ thuật an toàn và Môi trường công nghiệp chủ trì biên soạn và được ban hành kèm theo Thông tư số 10/2017/TT-BCT ngày 26 tháng 7 năm 2017 của Bộ Công Thương ban hành Quy trình kiểm định máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
THIẾT BỊ ĐIỀU KHIỂN PHÒNG NỔ
1. Phạm vi áp dụng
Quy trình kiểm định kỹ thuật an toàn lao động thiết bị điều khiển phòng nổ trong Danh mục máy, thiết bị có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
Căn cứ vào quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng, các tổ chức kiểm định kỹ thuật an toàn lao động xây dựng quy trình chi tiết cho từng dạng, loại thiết bị cụ thể nhưng không được trái với quy định của quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng.
2. Đối tượng áp dụng
Các doanh nghiệp, cơ quan, tổ chức, cá nhân sở hữu, quản lý, sử dụng thiết bị điều khiển phòng nổ nêu tại Mục 1 của Quy trình này (sau đây gọi tắt là cơ sở).
Các tổ chức hoạt động kiểm định kỹ thuật an toàn lao động (sau đây gọi là tổ chức kiểm định) và kiểm định viên được cấp chứng chỉ kiểm định viên theo quy định của Bộ Công Thương.
3. Quy chuẩn, tiêu chuẩn áp dụng
|
TT |
Quy chuẩn, tiêu chuẩn |
Tiêu chuẩn quốc tế tương đương |
|
1 |
QCVN 01:2011/BCT, Quy chuẩn kỹ thuật Quốc gia về an toàn trong khai thác than hầm lò |
|
|
2 |
TCVN 7079-0:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 0: Yêu cầu chung TCVN 10888-0:2015, Khí quyển nổ - Phần 0: Thiết bị -Yêu cầu chung |
Tiêu chuẩn quốc tế IEC 60079-0:2011, Ed 5.0 2007-10, Môi trường khí nổ - Phần 0: Thiết bị điện - các yêu cầu chung (Part 0: Equipment - General requirements) |
|
3 |
TCVN 7079-1:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 1: Vỏ không xuyên nổ - Dạng bảo vệ “d” TCVN 10888-1:2015, Khí quyển nổ - Phần 1: Bảo vệ thiết bị bằng vỏ bọc không xuyên nổ "d" |
Tiêu chuẩn quốc tế IEC 60079-1: 2007, Ed 6.0 2007-04, Môi trường khí nổ - Phần 1: Thiết bị bảo vệ bởi vỏ phòng nổ “d” (Part 1: Equipment protection by flameproof enclosures “d”) |
|
4 |
TCVN 7079-2:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 2: Vỏ được thổi dưới áp suất dư - Dạng bảo vệ “p” |
Tiêu chuẩn quốc tế IEC 60079-2, Ed 5.0 2007-02, Môi trường khí nổ - Phần 2: Thiết bị bảo vệ bởi vỏ điều áp “p” (Part 2: Equipment protection by pressurized enclosure “p”) |
|
5 |
TCVN 7079-5:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 5: Thiết bị đổ đầy cát - Dạng bảo vệ “q” |
Tiêu chuẩn quốc tế IEC 60079-5, Ed 3.0 2007-03, Môi trường khí nổ - Phần 5: Thiết bị bảo vệ bởi đổ đầy bột (Part 5: Equipment protection by powder filling “q”) |
|
6 |
TCVN 7079-6: 2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 6: Thiết bị đổ đầy dầu - Dạng bảo vệ “o” |
Tiêu chuẩn quốc tế IEC 60079-6, Ed 3.0 2007-03, Môi trường khí nổ -Phần 6: Thiết bị bảo vệ bởi ngâm dầu “o” (Part 6: Equipment protection by oil immersion “o”) |
|
7 |
TCVN 7079-7: 2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 7: Tăng cường độ tin cậy - Dạng bảo vệ “e” |
Tiêu chuẩn quốc tế IEC 60079-7, Ed 4.0 2006-07, Môi trường khí nổ -Phần 7: Thiết bị bảo vệ bởi tăng cường an toàn “e” (Part 7: Equipment protection by increased safety “e”) |
|
8 |
TCVN 7279- 9:2003, Thiết bị điện dùng trong môi trường khí nổ - Phần 9: Phân loại và ghi nhãn |
|
|
9 |
TCVN 7079-11:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 11: An toàn tia lửa - Dạng bảo vệ “i” |
Tiêu chuẩn quốc tế IEC 60079-11: 2006 (BS EN 60079-11:2007), Môi trường khí nổ - Phần 11: Thiết bị bảo vệ an toàn tia lửa “i” (Part 11: Equipment protection by intrinsic safety “i”) |
|
10 |
TCVN 7079-17:2003, Thiết bị điện dùng trong mỏ hầm lò - Phần 17: Kiểm tra bảo dưỡng thiết bị |
Tiêu chuẩn quốc tế IEC 60079-17, Ed 4.0 2007- 08, Môi trường khí nổ - Phần 17: Kiểm tra và bảo trì các lắp đặt điện (Part 17: Electrical installations inspection and maintenance) |
|
11 |
TCVN 7079-18:2003, Thiết bị điện dùng trong mỏ hầm lò - Phần 18: Đổ đầy chất bao phủ - Dạng bảo vệ “m” |
Tiêu chuẩn quốc tế IEC 60079-18, Ed 2.0 2004 - 03 , Thiết bị cho môi trường khí nổ - Phần 18: Chế tạo, thử nghiệm và ghi nhãn mác của thiết bị điện loại bảo vệ đổ đầy “m” (Part 18: Construction, test and marking of type of protection encapsulation "m" electrical apparatus) |
|
12 |
|
Tiêu chuẩn quốc tế IEC 60079-33: 2009, Ed 1.0, Môi trường khí nổ - Phần 33: Thiết bị bảo vệ bởi bảo vệ đặc biệt (Part 33: Equipment protection by special protection “s”)
|
|
13 |
|
IEC 60112:2009, Ed 4.1 Phương pháp thử nghiệm sự tạo vạch của vật liệu cách điện rắn (method for the determination of the proof and the comparative tracking indices of solid insulating materials) |
|
14 |
|
IEC 60529 Mức độ bảo vệ của vỏ IP (Degrees of protection provided by enclosures (IP Code) |
Ghi chú: Tiêu chuẩn TCVN 7079 chỉ áp dụng cho các thiết bị điện phòng nổ nhóm I (sử dụng trong mỏ than hầm lò), khi kiểm định đánh giá thiết bị điện phòng nổ nhóm II (không sử dụng trong mỏ than) và nhóm III (bụi cháy) thì áp dụng các tiêu chuẩn TCVN 10888 và IEC 60079.
Trong trường hợp các tài liệu viện dẫn nêu trên có bổ sung, sửa đổi hoặc thay thế thì áp dụng theo quy định văn bản mới nhất.
Việc kiểm định các chỉ tiêu về kỹ thuật an toàn có thể áp dụng theo tiêu chuẩn khác khi có đề nghị của cơ sở sử dụng, chế tạo với điều kiện tiêu chuẩn đó phải có các chỉ tiêu kỹ thuật về an toàn bằng hoặc cao hơn so với các chỉ tiêu quy định trong các quy chuẩn, tiêu chuẩn quốc gia, tiêu chuẩn quốc tế được viện dẫn trong quy trình này.
4. Thuật ngữ và định nghĩa
Quy trình này sử dụng các thuật ngữ, định nghĩa trong các tài liệu viện dẫn nêu trên và một số thuật ngữ, định nghĩa trong quy trình này được hiểu như sau:
Là thiết bị điều khiển được chế tạo để sử dụng trong môi trường có khí cháy, bụi nổ.
4.2. Kiểm định kỹ thuật an toàn lao động (gọi tắt là kiểm định)
Là hoạt động kỹ thuật theo một quy trình kiểm định nhằm đánh giá và xác nhận sự phù hợp của tình trạng kỹ thuật an toàn của đối tượng được kiểm định với các quy định trong các quy chuẩn kỹ thuật, tiêu chuẩn kỹ thuật tương ứng đối với đối tượng được kiểm định.
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của thiết bị điều khiển phòng nổ đảm bảo theo các yêu cầu kỹ thuật được quy định tại các quy chuẩn, tiêu chuẩn hiện hành trước khi đưa vào sử dụng.
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của thiết bị điều khiển phòng nổ sau thời gian làm việc nhất định để xác định tình trạng kỹ thuật an toàn phòng nổ của thiết bị điều khiển phòng nổ theo quy định tại các quy chuẩn, tiêu chuẩn hiện hành.
4.5. Kiểm định bất thường
Hoạt động đánh giá tình trạng kỹ thuật an toàn của thiết bị điều khiển phòng nổ đảm bảo theo các yêu cầu kỹ thuật của các quy chuẩn, tiêu chuẩn hiện hành sau sửa chữa lớn, sự cố liên quan đến kỹ thuật an toàn phòng nổ hoặc theo yêu cầu của cơ quan quản lý nhà nước có thẩm quyền.
5. Thời hạn kiểm định
5.2. Kiểm định định kỳ: 03 năm/lần.
- Trường hợp thiết bị điều khiển phòng nổ thuộc dây chuyền đang vận hành không thể tách rời kiểm định riêng thì thời hạn kiểm định định kỳ theo chu kỳ bảo dưỡng, sửa chữa của dây chuyền nhưng không quá thời hạn quy định của nhà sản xuất hoặc quy chuẩn kỹ thuật quốc gia tương ứng. Các tổ chức, cá nhân quản lý, sử dụng phải duy trì và chịu trách nhiệm về điều kiện làm việc an toàn cho máy, thiết bị.
- Trường hợp nhà chế tạo quy định hoặc cơ sở yêu cầu thời hạn kiểm định ngắn hơn thì thực hiện theo quy định của nhà chế tạo hoặc yêu cầu của cơ sở.
- Khi rút ngắn thời hạn kiểm định, kiểm định viên phải nêu rõ lý do trong biên bản kiểm định.
- Khi thời hạn kiểm định được quy định trong quy chuẩn kỹ thuật quốc gia thì thực hiện theo quy định của quy chuẩn đó.
Những trường hợp phải kiểm định bất thường: Thiết bị điều khiển phòng nổ sau sửa chữa lớn có thay đổi các kết cấu phòng nổ và mạch điện mà tính năng phòng nổ phụ thuộc thì phải kiểm tra theo các yêu cầu kỹ thuật của các tiêu chuẩn và quy chuẩn hiện hành.
6. Tổ chức thực hiện
Việc thực hiện công tác kiểm định thiết bị điều khiển phòng nổ do các kiểm định viên đã được cấp chứng chỉ kiểm định viên thực hiện.
6.1. Đối với cơ sở sử dụng thiết bị điều khiển phòng nổ:
- Thực hiện kiểm định đúng thời hạn quy định.
- Cung cấp các hồ sơ, tài liệu kỹ thuật có liên quan đến thiết bị điều khiển phòng nổ được kiểm định.
- Chuẩn bị đầy đủ các điều kiện để kiểm định kỹ thuật an toàn, người phục vụ, công nhân vận hành, điện, vệ sinh, bảo dưỡng, sửa chữa thiết bị và các biện pháp an toàn cần thiết.
- Cử người đại diện trực tiếp chứng kiến, phối hợp công việc trong quá trình tổ chức kiểm định tiến hành kiểm định.
6.2. Đối với Tổ chức kiểm định:
- Kiểm định theo đề nghị của đơn vị sử dụng. Trường hợp không thực hiện được thì phải trả lời bằng văn bản nêu rõ lý do với cơ sở.
- Tiến hành kiểm định phải tuân thủ các tiêu chuẩn, quy chuẩn kỹ thuật quốc gia về an toàn có liên quan.
- Tiến hành kiểm định phù hợp theo các bước quy định của quy trình này để đảm bảo có kết luận chính xác về tình trạng của thiết bị điều khiển phòng nổ.
- Trong quá trình kiểm định, nếu phát hiện có nguy cơ dẫn đến sự cố thì phải kiến nghị cơ sở có biện pháp khắc phục. Sau khi cơ sở khắc phục xong thì tiếp tục tiến hành kiểm định.
- Khi có nghi ngờ, kiểm định viên có quyền yêu cầu cơ sở áp dụng các biện pháp kiểm tra, đánh giá bổ sung phục vụ việc đánh giá kết quả kiểm định.
- Lập biên bản kiểm định và cấp Giấy chứng nhận kết quả kiểm định theo quy định.
7. Thiết bị phục vụ kiểm định
Tổ chức kiểm định phải bố trí đầy đủ trang thiết bị phục vụ kiểm định để thực hiện nội dung kiểm định thiết bị điều khiển phòng nổ theo quy định tại quy chuẩn kỹ thuật liên quan đến thiết bị điều khiển phòng nổ và theo quy định tại quy trình này.
8. Điều kiện kiểm định
Khi tiến hành kiểm định thiết bị điều khiển phòng nổ phải đảm bảo các điều kiện sau đây:
8.1. Thiết bị điều khiển phòng nổ phải ở trạng thái sẵn sàng đưa vào kiểm định.
8.2. Hồ sơ, tài liệu của thiết bị điều khiển phòng nổ phải đầy đủ.
8.3. Các yếu tố môi trường không làm ảnh hưởng tới kết quả kiểm định.
8.4. Các điều kiện về an toàn, vệ sinh lao động, phòng cháy chữa cháy phải đáp ứng để kiểm định thiết bị điều khiển phòng nổ.
9. Các bước kiểm định
Bước 1: Kiểm tra hồ sơ, lý lịch của thiết bị.
Bước 2: Kiểm tra trực quan.
Bước 3: Kiểm tra bằng dụng cụ, thiết bị:
- Kiểm tra các cơ cấu bắt chặt.
- Kiểm tra các kết cấu của các cổ cáp lực và cổ cáp điều khiển.
- Kiểm tra tất cả các mối ghép phòng nổ.
- Kiểm tra điện trở cách điện của thiết bị.
- Kiểm tra cơ cấu liên động của thiết bị.
- Kiểm tra sự hoạt động tin cậy của thiết bị điều khiển, bảo vệ.
- Kiểm tra khoảng cách khe hở và đường rò của các phần tử đấu nối.
- Kiểm tra các cơ cấu tiếp đất.
Bước 4: Đánh giá kết quả.
Bước 2: Kiểm tra trực quan.
- Kiểm tra các cơ cấu bắt chặt.
- Kiểm tra các kết cấu của các cổ cáp lực và cổ cáp điều khiển.
- Kiểm tra cơ cấu liên động của thiết bị.
- Kiểm tra tất cả các khe hở, sự han gỉ, ăn mòn của mối ghép phòng nổ.
- Kiểm tra các cơ cấu tiếp đất.
Các bước kiểm định thực hiện theo quy định tại Mục 9.1 của quy trình này và các yêu cầu kỹ thuật của các tiêu chuẩn và quy chuẩn hiện hành.
10. Lập biên bản kiểm định và Giấy chứng nhận kết quả kiểm định
10.1. Kiểm định viên lập biên bản kiểm định theo mẫu quy định tại Phụ lục của Quy trình này.
10.2. Trường hợp cần thiết, kiểm định viên rút ngắn thời hạn khám nghiệm kỹ thuật định kỳ thì phải nêu rõ các lý do trong biên bản tại phần kiến nghị.
10.3. Tổ chức kiểm định cấp Giấy chứng nhận kết quả kiểm định theo quy định sau khi thiết bị điều khiển phòng nổ bảo đảm an toàn để vận hành.
PHỤ LỤC
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
THIẾT BỊ ĐIỀU KHIỂN PHÒNG NỔ
|
(Cơ quan quản lý cấp trên)
|
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM
|
.............., ngày … tháng … năm …
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
THIẾT BỊ ĐIỀU KHIỂN PHÒNG NỔ
|
Số: |
……………………………. |
Chúng tôi gồm:
1. ........................................................... Số hiệu kiểm định viên :...................
2. ........................................................... Số hiệu kiểm định viên:....................
Thuộc: ............................................................................................................
Số Giấy chứng nhận đủ điều kiện của tổ chức kiểm định:.................................
Đã tiến hành kiểm định kỹ thuật an toàn lao động thiết bị:................................
Đơn vị sử dụng:...............................................................................................
Địa chỉ (trụ sở chính):.......................................................................................
Địa chỉ (vị trí) lắp đặt:.......................................................................................
Quy trình kiểm định áp dụng:...........................................................................
Chứng kiến kiểm định và thông qua biên bản:
1. ........................................................... Chức vụ:..........................................
2. Chức vụ:I. THÔNG SỐ CƠ BẢN CỦA THIẾT BỊ ĐIỀU KHIỂN PHÒNG NỔ
|
- Loại, mã hiệu: |
|
Công suất (kA) |
|
|
|
- Số chế tạo: |
.............................. |
Điện áp (V) |
………………….. |
|
|
- Năm chế tạo: |
.............................. |
Dòng điện (A) |
……………………. |
|
|
- Nhà chế tạo: |
.............................. |
Dạng bảo vệ nổ |
…………………. |
|
|
- Ngày kiểm định gần nhất: |
……………………………………………………… |
|||
II. HÌNH THỨC KIỂM ĐỊNH
+ Lần đầu: + Định kỳ: + Bất thường:
Lý do kiểm định bất thường: ............................................................................
III. NỘI DUNG KIỂM ĐỊNH
1. Kiểm tra hồ sơ:
- Nhận xét:……………………………………………………………………………
- Đánh giá kết quả: Đạt: Không đạt:
2. Kiểm tra trực quan:
|
TT |
Hạng mục |
Yêu cầu |
Kiểm tra |
Kết quả |
|
1 |
Tình trạng bên ngoài |
Nguyên vẹn, đầy đủ các bộ phận |
|
|
|
2 |
Bu lông bắt chặt |
Đầy đủ, có các bộ phận chống tự nới lỏng, có vòng chống tháo (trừ M24 trở lên) |
|
|
|
3 |
Ống luồn cáp lực |
Vòng đệm kín khít |
|
|
|
4 |
Ống luồn cáp điều khiển |
Vòng đệm kín khít |
|
|
|
5 |
Cơ cấu liên động |
Chắc chắn và tin cậy |
|
|
|
6 |
Bu lông tiếp địa |
Có đủ |
|
|
- Nhận xét:……………………………………………………………………………
3. Kiểm tra thông số kỹ thuật
|
TT |
Hạng mục |
Yêu cầu |
Kiểm tra |
Kết quả |
|
1 |
Mối ghép nắp với hộp đấu cáp đầu vào |
|
|
|
|
1.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
1.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
1.3 |
Chiều rộng nhỏ nhất từ trong đến lỗ bu lông (mm) |
|
|
|
|
2 |
Mối ghép nắp với hộp đấu cáp đầu ra |
|
|
|
|
2.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
2.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
2.3 |
Chiều rộng nhỏ nhất từ trong đến lỗ bu lông (mm) |
|
|
|
|
3 |
Mối ghép sứ xuyên mạch lực |
|
|
|
|
3.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
3.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
4 |
Mối ghép cọc đấu cáp với sứ xuyên mạch lực |
|
|
|
|
4.1 |
Chiều dài nhỏ nhất mối ghép(mm) |
|
|
|
|
4.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
5 |
Mối ghép sứ xuyên điều khiển |
|
|
|
|
5.1 |
Chiều dài nhỏ nhất mối ghép(mm) |
|
|
|
|
5.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
6 |
Mối ghép nắp với khoang điều khiển |
|
|
|
|
6.1 |
Chiều rộng nhỏ nhất mối ghép(mm) |
|
|
|
|
6.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
6.3 |
Chiều rộng nhỏ nhất từ trong đến lỗ bulon (mm) |
|
|
|
|
7 |
Mối ghép nắp mở nhanh |
|
|
|
|
7.1 |
Chiều rộng nhỏ nhất mối ghép(mm) |
|
|
|
|
7.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
8 |
Mối ghép phần tử xuyên sáng |
|
|
|
|
8.1 |
Chiều dài nhỏ nhất mối ghép(mm) |
|
|
|
|
8.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
9 |
Mối ghép nút bấm |
|
|
|
|
9.1 |
Chiều dài nhỏ nhất mối ghép(mm) |
|
|
|
|
9.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
10 |
Mối ghép tay dao đóng cắt |
|
|
|
|
10.1 |
Chiều dài nhỏ nhất mối ghép(mm) |
|
|
|
|
10.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
11 |
Mô men xoắn cọc đấu dây (N.m) |
|
|
|
|
11.1 |
Cọc đấu dây mạch lực M… |
|
|
|
|
11.2 |
Cọc dây mạch điều khiển M… |
|
|
|
|
12 |
Vòng đệm kẹp giữ cáp lực đầu vào ra |
|
|
|
|
12.1 |
Chiều rộng vòng đệm (mm) |
|
|
|
|
12.2 |
Đường kính trong lớn nhất (mm) |
|
|
|
|
13 |
Vòng đệm kẹp giữ cáp điều khiển |
|
|
|
|
13.1 |
Chiều rộng vòng đệm (mm) |
|
|
|
|
13.2 |
Đường kính trong lớn nhất (mm) |
|
|
|
|
14 |
Khe hở nhỏ nhất giữa hai phần mang điện mạch lực (mm) |
|
|
|
|
15 |
Khe hở nhỏ nhất giữa phần mang điện mạch lực với vỏ (mm) |
|
|
|
|
16 |
Khoảng cách rò giữa phần mang điện mạch lực với vỏ (mm) |
|
|
|
|
17 |
Khe hở nhỏ nhất giữa hai phần mang điện mạch điều khiển (mm) |
|
|
|
|
18 |
Khe hở nhỏ nhất giữa phần mang điện mạch điều khiển với vỏ (mm) |
|
|
|
|
19 |
Khoảng cách rò giữa phần mang điện mạch điều khiển với vỏ (mm) |
|
|
|
Ghi chú: Các hạng mục thực hiện trên có thể thay đổi tùy theo các thiết bị được kiểm định cụ thể.
- Nhận xét:.......................................................................................................
- Thiết bị được kiểm định có kết quả: Đạt: Không đạt:
- Đã được dán tem kiểm định số:.....................................................................
- Kiến nghị điều kiện sử dụng an toàn:.............................................................
- Kiến nghị khác:..............................................................................................
V. THỜI HẠN KIỂM ĐỊNH TIẾP THEO
- Thời gian kiểm định tiếp theo:........................................................................
Chúng tôi, những kiểm định viên thực hiện kiểm định hoàn toàn chịu trách nhiệm về tính chính xác đối với kết quả kiểm định ghi trong biên bản này./.
|
CHỦ CƠ SỞ |
NGƯỜI CHỨNG KIẾN |
KIỂM ĐỊNH VIÊN |
BỘ CÔNG THƯƠNG
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
MÁY PHÁT ĐIỆN PHÒNG NỔ
QTKĐ: 15-2017/BCT
HÀ NỘI - 2017
Lời nói đầu
Quy trình kiểm định kỹ thuật an toàn lao động máy phát điện phòng nổ do Cục Kỹ thuật an toàn và Môi trường công nghiệp chủ trì biên soạn và được ban hành kèm theo Thông tư số 10/2017/TT-BCT ngày 26 tháng 7 năm 2017 của Bộ Công Thương ban hành Quy trình kiểm định máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
MÁY PHÁT ĐIỆN PHÒNG NỔ
1. Phạm vi áp dụng
Quy trình kiểm định kỹ thuật an toàn lao động máy phát điện phòng nổ trong Danh mục máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
Căn cứ vào quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng, các tổ chức kiểm định kỹ thuật an toàn lao động xây dựng quy trình chi tiết cho từng dạng, loại thiết bị cụ thể nhưng không được trái với quy định của quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng.
2. Đối tượng áp dụng
Các doanh nghiệp, cơ quan, tổ chức, cá nhân sở hữu, quản lý, sử dụng máy phát điện phòng nổ nêu tại Mục 1 của Quy trình này (sau đây gọi tắt là cơ sở).
Các tổ chức hoạt động kiểm định kỹ thuật an toàn lao động (sau đây gọi là tổ chức kiểm định) và kiểm định viên được cấp chứng chỉ kiểm định viên theo quy định của Bộ Công Thương.
3. Quy chuẩn, tiêu chuẩn áp dụng
|
TT |
Quy chuẩn, tiêu chuẩn |
Tiêu chuẩn quốc tế tương đương |
|
1 |
QCVN 01:2011/BCT, Quy chuẩn kỹ thuật Quốc gia về an toàn trong khai thác than hầm lò |
|
|
2 |
TCVN 7079-0:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 0: Yêu cầu chung TCVN 10888-0:2015, Khí quyển nổ - Phần 0: Thiết bị - Yêu cầu chung |
Tiêu chuẩn quốc tế IEC 60079-0:2011, Ed 5.0 2007-10, Môi trường khí nổ - Phần 0: Thiết bị điện - các yêu cầu chung (Part 0: Equipment - General requirements) |
|
3 |
TCVN 7079-1:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 1: Vỏ không xuyên nổ - Dạng bảo vệ “d” TCVN 10888-1:2015, Khí quyển nổ - Phần 1: Bảo vệ thiết bị bằng vỏ bọc không xuyên nổ "d" |
Tiêu chuẩn quốc tế IEC 60079-1: 2007, Ed 6.0 2007-04, Môi trường khí nổ - Phần 1: Thiết bị bảo vệ bởi vỏ phòng nổ “d” (Part 1: Equipment protection by flameproof enclosures “d”) |
|
4 |
TCVN 7079-2:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 2: Vỏ được thổi dưới áp suất dư - Dạng bảo vệ “p” |
Tiêu chuẩn quốc tế IEC 60079-2, Ed 5.0 2007-02, Môi trường khí nổ - Phần 2: Thiết bị bảo vệ bởi vỏ điều áp “p” (Part 2: Equipment protection by pressurized enclosure “p”). |
|
5 |
TCVN 7079-5:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 5: Thiết bị đổ đầy cát - Dạng bảo vệ “q” |
Tiêu chuẩn quốc tế IEC 60079-5, Ed 3.0 2007-03, Môi trường khí nổ - Phần 5: Thiết bị bảo vệ bởi đổ đầy bột (Part 5: Equipment protection by powder filling “q”) |
|
6 |
TCVN 7079-6: 2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 6: Thiết bị đổ đầy dầu - Dạng bảo vệ “o” |
Tiêu chuẩn quốc tế IEC 60079-6, Ed 3.0 2007-03, Môi trường khí nổ -Phần 6: Thiết bị bảo vệ bởi ngâm dầu “o” (Part 6: Equipment protection by oil immersion “o”) |
|
7 |
TCVN 7079-7: 2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 7: Tăng cường độ tin cậy - Dạng bảo vệ “e” |
Tiêu chuẩn quốc tế IEC 60079-7, Ed 4.0 2006-07, Môi trường khí nổ -Phần 7: Thiết bị bảo vệ bởi tăng cường an toàn “e” (Part 7: Equipment protection by increased safety “e”) |
|
8 |
TCVN 7279- 9:2003, Thiết bị điện dùng trong môi trường khí nổ - Phần 9: Phân loại và ghi nhãn |
|
|
9 |
TCVN 7079-11:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 11: An toàn tia lửa - Dạng bảo vệ “i” |
Tiêu chuẩn quốc tế IEC 60079-11: 2006 (BS EN 60079-11:2007), Môi trường khí nổ - Phần 11: Thiết bị bảo vệ an toàn tia lửa “i” (Part 11: Equipment protection by intrinsic safety “i”) |
|
10 |
TCVN 7079-17:2003, Thiết bị điện dùng trong mỏ hầm lò - Phần 17: Kiểm tra bảo dưỡng thiết bị |
Tiêu chuẩn quốc tế IEC 60079-17, Ed 4.0 2007- 08, Môi trường khí nổ - Phần 17: Kiểm tra và bảo trì các lắp đặt điện (Part 17: Electrical installations inspection and maintenance) |
|
11 |
TCVN 7079-18:2003, Thiết bị điện dùng trong mỏ hầm lò - Phần 18: Đổ đầy chất bao phủ - Dạng bảo vệ “m” |
Tiêu chuẩn quốc tế IEC 60079-18, Ed 2.0 2004 - 03, Thiết bị cho môi trường khí nổ - Phần 18: Chế tạo, thử nghiệm và ghi nhãn mác của thiết bị điện loại bảo vệ đổ đầy “m” (Part 18: Construction, test and marking of type of protection encapsulation "m" electrical apparatus) |
|
12 |
|
Tiêu chuẩn quốc tế IEC 60079-33: 2009, Ed 1.0, Môi trường khí nổ - Phần 33: Thiết bị bảo vệ bởi bảo vệ đặc biệt (Part 33: Equipment protection by special protection “s”). |
|
13 |
|
IEC 60112:2009, Ed 4.1 Phương pháp thử nghiệm sự tạo vạch của vật liệu cách điện rắn (method for the determination of the proof and the comparative tracking indices of solid insulating materials). |
|
14 |
|
IEC 60529 Mức độ bảo vệ của vỏ IP (Degrees of protection provided by enclosures (IP Code)) |
Ghi chú: Tiêu chuẩn TCVN 7079 chỉ áp dụng cho các thiết bị điện phòng nổ nhóm I (sử dụng trong mỏ than hầm lò), khi kiểm định đánh giá thiết bị điện phòng nổ nhóm II (không sử dụng trong mỏ than) và nhóm III (bụi cháy) thì áp dụng các tiêu chuẩn TCVN 10888 và IEC 60079.
Trong trường hợp các tài liệu viện dẫn nêu trên có bổ sung, sửa đổi hoặc thay thế thì áp dụng theo quy định văn bản mới nhất.
Việc kiểm định các chỉ tiêu về kỹ thuật an toàn có thể áp dụng theo tiêu chuẩn khác khi có đề nghị của cơ sở sử dụng, chế tạo với điều kiện tiêu chuẩn đó phải có các chỉ tiêu kỹ thuật về an toàn bằng hoặc cao hơn so với các chỉ tiêu quy định trong các quy chuẩn, tiêu chuẩn quốc gia, tiêu chuẩn quốc tế được viện dẫn trong quy trình này.
4. Thuật ngữ và định nghĩa
Quy trình này sử dụng các thuật ngữ, định nghĩa trong các tài liệu viện dẫn nêu trên và một số thuật ngữ, định nghĩa trong quy trình này được hiểu như sau:
Là máy phát điện được chế tạo để sử dụng trong môi trường có khí cháy, bụi nổ.
4.2. Kiểm định kỹ thuật an toàn lao động (gọi tắt là kiểm định)
Là hoạt động kỹ thuật theo một quy trình kiểm định nhằm đánh giá và xác nhận sự phù hợp của tình trạng kỹ thuật an toàn của đối tượng được kiểm định với các quy định trong các quy chuẩn kỹ thuật, tiêu chuẩn kỹ thuật tương ứng đối với đối tượng được kiểm định.
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của máy phát điện phòng nổ đảm bảo theo các yêu cầu kỹ thuật được quy định tại các quy chuẩn, tiêu chuẩn hiện hành trước khi đưa vào sử dụng.
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của máy phát điện phòng nổ sau thời gian làm việc nhất định để xác định tình trạng kỹ thuật an toàn phòng nổ của máy phát điện phòng nổ theo quy định tại các quy chuẩn, tiêu chuẩn hiện hành.
4.5. Kiểm định bất thường
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của máy phát điện phòng nổ đảm bảo theo các yêu cầu kỹ thuật của các quy chuẩn, tiêu chuẩn hiện hành sau sửa chữa lớn, sự cố liên quan đến kỹ thuật an toàn phòng nổ hoặc theo yêu cầu của cơ quan quản lý nhà nước có thẩm quyền.
5. Thời hạn kiểm định
5.2. Kiểm định định kỳ: 03 năm/lần.
- Trường hợp máy phát điện phòng nổ thuộc dây chuyền đang vận hành không thể tách rời kiểm định riêng thì thời hạn kiểm định định kỳ theo chu kỳ bảo dưỡng, sửa chữa của dây chuyền nhưng không quá thời hạn quy định của nhà sản xuất hoặc quy chuẩn kỹ thuật quốc gia tương ứng. Các tổ chức, cá nhân quản lý, sử dụng phải duy trì và chịu trách nhiệm về điều kiện làm việc an toàn cho máy, thiết bị.
- Trường hợp nhà chế tạo quy định hoặc cơ sở yêu cầu thời hạn kiểm định ngắn hơn thì thực hiện theo quy định của nhà chế tạo hoặc yêu cầu của cơ sở.
- Khi rút ngắn thời hạn kiểm định, kiểm định viên phải nêu rõ lý do trong biên bản kiểm định.
- Khi thời hạn kiểm định được quy định trong quy chuẩn kỹ thuật quốc gia thì thực hiện theo quy định của quy chuẩn đó.
Những trường hợp phải kiểm định bất thường: Thiết bị sau sửa chữa lớn có thay đổi các kết cấu phòng nổ và mạch điện mà tính năng phòng nổ phụ thuộc thì phải kiểm định theo các yêu cầu kỹ thuật của các tiêu chuẩn và quy chuẩn hiện hành.
6. Tổ chức thực hiện
Việc thực hiện công tác kiểm định máy phát điện phòng nổ do các kiểm định viên đã được cấp chứng chỉ kiểm định viên thực hiện.
6.1. Đối với cơ sở sử dụng máy phát điện phòng nổ:
- Thực hiện kiểm định đúng thời hạn quy định.
- Cung cấp các hồ sơ, tài liệu kỹ thuật có liên quan đến máy phát điện phòng nổ được kiểm định.
- Chuẩn bị đầy đủ các điều kiện để kiểm định kỹ thuật an toàn, người phục vụ, công nhân vận hành, điện, vệ sinh, bảo dưỡng, sửa chữa thiết bị và các biện pháp an toàn cần thiết.
- Cử người đại diện trực tiếp chứng kiến, phối hợp công việc trong quá trình tổ chức kiểm định tiến hành kiểm định.
6.2. Đối với Tổ chức kiểm định:
- Kiểm định theo đề nghị của đơn vị sử dụng. Trường hợp không thực hiện được thì phải trả lời bằng văn bản nêu rõ lý do với cơ sở.
- Tiến hành kiểm định phải tuân thủ các tiêu chuẩn, quy chuẩn kỹ thuật quốc gia về an toàn có liên quan.
- Tiến hành kiểm định phù hợp theo các bước quy định của quy trình này để đảm bảo có kết luận chính xác về tình trạng của máy phát điện phòng nổ.
- Trong quá trình kiểm định, nếu phát hiện có nguy cơ dẫn đến sự cố thì phải kiến nghị cơ sở có biện pháp khắc phục. Sau khi cơ sở khắc phục xong thì tiếp tục tiến hành kiểm định.
- Khi có nghi ngờ, kiểm định viên có quyền yêu cầu cơ sở áp dụng các biện pháp kiểm tra, đánh giá bổ sung phục vụ việc đánh giá kết quả kiểm định.
- Lập biên bản kiểm định và cấp Giấy chứng nhận kết quả kiểm định theo quy định.
7. Thiết bị phục vụ kiểm định
Tổ chức kiểm định phải bố trí đầy đủ trang thiết bị phục vụ kiểm định để thực hiện nội dung kiểm định máy phát điện phòng nổ theo quy định tại quy chuẩn kỹ thuật liên quan đến máy phát điện phòng nổ và theo quy định tại quy trình này.
8. Điều kiện kiểm định
Khi tiến hành kiểm định máy phát điện phòng nổ phải đảm bảo các điều kiện sau đây:
8.1. Máy phát điện phòng nổ phải ở trạng thái sẵn sàng đưa vào kiểm định.
8.2. Hồ sơ, tài liệu của máy phát điện phòng nổ phải đầy đủ.
8.3. Các yếu tố môi trường không làm ảnh hưởng tới kết quả kiểm định.
8.4. Các điều kiện về an toàn, vệ sinh lao động, phòng cháy chữa cháy phải đáp ứng để kiểm định máy phát điện phòng nổ.
9. Các bước kiểm định
Bước 1: Kiểm tra hồ sơ, lý lịch của thiết bị.
Bước 2: Kiểm tra trực quan.
Bước 3: Kiểm tra bằng dụng cụ, thiết bị:
- Kiểm tra các cơ cấu bắt chặt.
- Kiểm tra các cơ cấu liên động.
- Kiểm tra các kết cấu của các cổ cáp lực và cổ cáp điều khiển.
- Kiểm tra tất cả các mối ghép phòng nổ.
- Kiểm tra điện trở cách điện của thiết bị.
- Kiểm tra sự hoạt động tin cậy của hệ thống bảo vệ khí CH4 (nếu có).
- Kiểm tra sự hoạt động tin cậy của thiết bị điều khiển, bảo vệ.
- Kiểm tra khoảng cách khe hở và đường rò của các phần tử đấu nối.
- Kiểm tra các cơ cấu tiếp đất.
Bước 4: Đánh giá kết quả.
Bước 2: Kiểm tra trực quan.
- Kiểm tra các cơ cấu bắt chặt.
- Kiểm tra các cơ cấu liên động.
- Kiểm tra các kết cấu của các cổ cáp lực và cổ cáp điều khiển.
- Kiểm tra tất cả các khe hở, sự han gỉ, ăn mòn của mối ghép phòng nổ.
- Kiểm tra các cơ cấu tiếp đất.
Các bước kiểm định thực hiện theo quy định tại Mục 9.1 của Quy trình này và các yêu cầu kỹ thuật của các tiêu chuẩn và quy chuẩn hiện hành.
10.1. Kiểm định viên lập biên bản kiểm định theo mẫu quy định tại Phụ lục của Quy trình này.
10.2. Trường hợp cần thiết, kiểm định viên rút ngắn thời hạn khám nghiệm kỹ thuật định kỳ thì phải nêu rõ các lý do trong biên bản tại phần kiến nghị.
10.3. Tổ chức kiểm định cấp Giấy chứng nhận kết quả kiểm định theo quy định sau khi máy phát điệnphòng nổ bảo đảm an toàn để vận hành.
PHỤ LỤC
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
MÁY PHÁT ĐIỆN PHÒNG NỔ
|
(Cơ quan quản lý cấp trên) (Tên tổ chức KĐ) |
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập - Tự do - Hạnh phúc |
![]()
![]()
……,ngày…..…tháng…..…năm 20…
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
MÁY PHÁT ĐIỆN PHÒNG NỔ
|
Số: |
……………………………. |
Chúng tôi gồm:
1. ........................................................... Số hiệu kiểm định viên :...................
2. ........................................................... Số hiệu kiểm định viên:....................
Thuộc: ............................................................................................................
Số Giấy chứng nhận đủ điều kiện của tổ chức kiểm định:.................................
Đã tiến hành kiểm định thiết bị:........................................................................
Đơn vị sử dụng hoặc:.......................................................................................
Địa chỉ (trụ sở chính):.......................................................................................
Địa chỉ (vị trí) lắp đặt:.......................................................................................
Quy trình kiểm định áp dụng:...........................................................................
Chứng kiến kiểm định và thông qua biên bản:
1. ........................................................... Chức vụ:..........................................
2. Chức vụ:I. THÔNG SỐ CƠ BẢN CỦA MÁY PHÁT ĐIỆN PHÒNG NỔ
|
- Loại, mã hiệu: |
|
Công suất (kVA) |
|
|
|
- Số chế tạo: |
.............................. |
Điện áp (kV) |
…………………... |
|
|
- Năm chế tạo: |
.............................. |
Dòng điện (A) |
……………………. |
|
|
- Nhà chế tạo: |
.............................. |
Dạng bảo vệ nổ |
………………….. |
|
|
- Ngày kiểm định gần nhất: |
……………………………………………………… |
|||
II. HÌNH THỨC KIỂM ĐỊNH
+ Lần đầu: + Định kỳ: + Bất thường:
Lý do kiểm định bất thường: ............................................................................
III. NỘI DUNG KIỂM ĐỊNH
1. Kiểm tra hồ sơ:
- Nhận xét:…………………………………………………………
- Đánh giá kết quả: Đạt: Không đạt:
2. Kiểm tra trực quan:
|
TT |
Hạng mục |
Yêu cầu |
Kiểm tra |
Kết quả |
|
1 |
Tình trạng bên ngoài |
Nguyên vẹn, đầy đủ các bộ phận |
|
|
|
2 |
Bu lông bắt chặt |
Đầy đủ, có các bộ phận chống tự nới lỏng, có vòng chống tháo (trừ M24 trở lên) |
|
|
|
3 |
Ống luồn cáp lực |
Vòng đệm kín khít |
|
|
|
4 |
Ống luồn cáp điều khiển |
Vòng đệm kín khít |
|
|
|
5 |
Cơ cấu liên động |
Chắc chắn, tin cậy |
|
|
|
6 |
Bu lông tiếp địa |
Có đủ |
|
|
- Nhận xét:…………………………………………
3. Kiểm tra thông số kỹ thuật
|
TT |
Hạng mục |
Yêu cầu |
Kiểm tra |
Kết quả |
|
|
I |
Máy phát điện Kiểu: ………………… Dạng bảo vệ nổ: Đặc trưng kỹ thuật: ………………… Số sản xuất: ………… |
||||
|
1 |
Mối ghép nắp với hộp đấu cáp |
|
|
|
|
|
1.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
|
1.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
|
1.3 |
Chiều rộng nhỏ nhất từ trong đến lỗ bu lông (mm) |
|
|
|
|
|
2 |
Mối ghép hộp đấu cáp với thân |
|
|
|
|
|
2.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
|
2.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
|
2.3 |
Chiều rộng nhỏ nhất từ trong đến lỗ bu lông (mm) |
|
|
|
|
|
3 |
Mối ghép sứ xuyên mạch lực |
|
|
|
|
|
3.1 |
Chiều dài nhỏ nhất mối ghép (mm) |
|
|
|
|
|
3.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
|
4 |
Mối ghép sứ xuyên mạch điều khiển |
|
|
|
|
|
4.1 |
Chiều dài nhỏ nhất mối ghép (mm) |
|
|
|
|
|
4.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
|
5 |
Vòng đệm làm kín cáp |
|
|
|
|
|
5.1 |
Chiều rộng vòng đệm (mm) |
|
|
|
|
|
5.2 |
Đường kính trong (mm) |
|
|
|
|
|
6 |
Mối ghép trục quay |
|
|
|
|
|
6.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
|
6.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
|
7 |
Khe hở nhỏ nhất giữa hai phần mang điện mạch lực (mm) |
|
|
|
|
|
8 |
Khe hở nhỏ nhất giữa phần mang điện mạch lực với vỏ (mm) |
|
|
|
|
|
9 |
Khoảng cách rò giữa phần mang điện mạch lực với vỏ (mm) |
|
|
|
|
|
10 |
Khe hở nhỏ nhất giữa hai phần mang điện mạch điều khiển (mm) |
|
|
|
|
|
11 |
Khe hở nhỏ nhất giữa phần mang điện mạch điều khiển với vỏ (mm) |
|
|
|
|
|
12 |
Khoảng cách rò giữa phần mang điện mạch điều khiển với vỏ (mm) |
|
|
|
|
|
II |
Động cơ diezel Kiểu: ………………….... Dạng bảo vệ nổ: Đặc trưng kỹ thuật: ……….………………..Số sản xuất: ………… |
||||
|
1 |
Bộ chống nổ đầu vào cửa hút gió |
|
|
|
|
|
1.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
|
1.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
|
1.3 |
Chiều rộng nhỏ nhất từ trong đến lỗ bu lông (mm) |
|
|
|
|
|
2 |
Bộ chống nổ đầu ra cửa xả khí cháy |
|
|
|
|
|
2.1 |
Chiều dài nhỏ nhất mối ghép (mm) |
|
|
|
|
|
2.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
|
2.3 |
Chiều rộng nhỏ nhất từ trong đến lỗ bu lông (mm) |
|
|
|
|
|
3 |
Bảo vệ nhiệt độ nước làm mát |
|
|
|
|
|
4 |
Bảo vệ nhiệt độ khí thải |
|
|
|
|
|
5 |
Bảo vệ nhiệt độ vỏ động cơ diezel |
|
|
|
|
|
III |
Thùng ắc quy Kiểu: …………….. Dạng bảo vệ nổ: Đặc trưng kỹ thuật: ……………………………….Số sản xuất: ……... |
||||
|
1 |
Mối ghép nắp thùng ắc quy |
|
|
|
|
|
1.1 |
Chiều dài nhỏ nhất mối ghép (mm) |
|
|
|
|
|
1.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
|
2 |
Vòng đệm làm kín cáp |
|
|
|
|
|
2.1 |
Chiều rộng vòng đệm (mm) |
|
|
|
|
|
2.2 |
Đường kính trong (mm) |
|
|
|
|
Ghi chú: Các hạng mục thực hiện trên có thể thay đổi tùy theo các thiết bị được kiểm định cụ thể.
- Nhận xét:………………………………………………
- Thiết bị được kiểm định có kết quả: Đạt: Không đạt:
- Đã được dán tem kiểm định số:.....................................................................
- Kiến nghị điều kiện sử dụng an toàn:.............................................................
- Kiến nghị khác:..............................................................................................
V. THỜI HẠN KIỂM ĐỊNH TIẾP THEO
- Thời gian kiểm định tiếp theo:........................................................................
Chúng tôi, những kiểm định viên thực hiện kiểm định hoàn toàn chịu trách nhiệm về tính chính xác đối với kết quả kiểm định ghi trong biên bản này./.
|
CHỦ CƠ SỞ |
NGƯỜI CHỨNG KIẾN |
KIỂM ĐỊNH VIÊN |
BỘ CÔNG THƯƠNG
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
CÁP ĐIỆN SỬ DỤNG TRONG MÔI TRƯỜNG CÓ KHÍ CHÁY VÀ BỤI NỔ (CÁP ĐIỆN PHÒNG NỔ)
QTKĐ: 16-2017/BCT
HÀ NỘI - 2017
Lời nói đầu
Quy trình kiểm định kỹ thuật an toàn lao động cáp điện phòng nổ do Cục Kỹ thuật an toàn và Môi trường công nghiệp chủ trì biên soạn và được ban hành kèm theo Thông tư số 10/2017/TT-BCT ngày 26 tháng 7 năm 2017 của Bộ Công Thương ban hành Quy trình kiểm định kỹ thuật an toàn lao động máy, thiết bị có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
CÁP ĐIỆN SỬ DỤNG TRONG MÔI TRƯỜNG CÓ
KHÍ CHÁY VÀ BỤI NỔ (CÁP ĐIỆN PHÒNG NỔ)
1. Phạm vi áp dụng
Quy trình kiểm định kỹ thuật an toàn lao động cáp điện phòng nổ trong Danh mục máy, thiết bị có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
Căn cứ vào quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng, các tổ chức kiểm định kỹ thuật an toàn lao động xây dựng quy trình chi tiết cho từng dạng, loại thiết bị cụ thể nhưng không được trái với quy định của quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng.
2. Đối tượng áp dụng
Các doanh nghiệp, cơ quan, tổ chức, cá nhân sở hữu, quản lý, sử dụng cáp điện phòng nổ nêu tại Mục 1 của Quy trình này (sau đây gọi tắt là cơ sở).
Các tổ chức hoạt động kiểm định kỹ thuật an toàn lao động (sau đây gọi là tổ chức kiểm định) và kiểm định viên được cấp chứng chỉ kiểm định viên theo quy định của Bộ Công Thương.
3. Quy chuẩn, tiêu chuẩn áp dụng
- QCVN 01:2011/BCT, Quy chuẩn kỹ thuật Quốc gia về an toàn trong khai thác than hầm lò.
- TCVN 6613-1:2000, Thử nghiệm cáp điện trong điều kiện cháy - Phần 1: Thử nghiệm dây đơn hoặc cáp đơn cách điện ở trạng thái thẳng đứng.
- TCVN 6614-3-2:2008, Phương pháp thử nghiệm chung đối với vật liệu cách điện và vật liệu làm vỏ bọc của cáp điện và cáp quang - Phần 3-2: Phương pháp quy định cho hợp chất PVC - Thử nghiệm tổn hao khối lượng - Thử nghiệm ổn định nhiệt.
- TCVN 5936:1995, Cáp và dây dẫn điện - Phương pháp thử cách điện và vỏ bọc (hợp chất dẻo và nhựa chịu nhiệt).
Trong trường hợp các tài liệu viện dẫn nêu trên có bổ sung, sửa đổi hoặc thay thế thì áp dụng theo quy định văn bản mới nhất.
Việc kiểm định các chỉ tiêu về kỹ thuật an toàn có thể áp dụng theo tiêu chuẩn khác khi có đề nghị của cơ sở sử dụng, chế tạo với điều kiện tiêu chuẩn đó phải có các chỉ tiêu kỹ thuật về an toàn bằng hoặc cao hơn so với các chỉ tiêu quy định trong các quy chuẩn, tiêu chuẩn quốc gia, tiêu chuẩn quốc tế được viện dẫn trong quy trình này.
4. Thuật ngữ và định nghĩa
Quy trình này sử dụng các thuật ngữ, định nghĩa trong các tài liệu viện dẫn nêu trên và một số thuật ngữ, định nghĩa trong quy trình này được hiểu như sau:
Là cáp điện được chế tạo để sử dụng trong môi trường có khí cháy, bụi nổ và có màn chắn cho từng lõi dẫn điện.
4.2. Kiểm định kỹ thuật an toàn lao động (gọi tắt là kiểm định)
Là hoạt động kỹ thuật theo một quy trình kiểm định nhằm đánh giá và xác nhận sự phù hợp của tình trạng kỹ thuật an toàn của đối tượng được kiểm định với các quy định trong các quy chuẩn kỹ thuật, tiêu chuẩn kỹ thuật tương ứng đối với đối tượng được kiểm định.
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của cáp điện phòng nổ đảm bảo theo các yêu cầu kỹ thuật được quy định tại các quy chuẩn, tiêu chuẩn hiện hành trước khi đưa vào sử dụng.
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của cáp điện phòng nổ đảm bảo theo các yêu cầu kỹ thuật của các quy chuẩn, tiêu chuẩn hiện hành sau sự cố hoặc theo yêu cầu của cơ quan quản lý nhà nước có thẩm quyền.
5. Thời hạn kiểm định
5.1. Kiểm định lần đầu: Trước khi đưa vào sử dụng lần đầu.
5.2. Kiểm định bất thường
Những trường hợp phải kiểm định bất thường: Cáp sau sự cố thì phải kiểm định theo các yêu cầu kỹ thuật.
6. Tổ chức thực hiện
Việc thực hiện công tác kiểm định cáp điện phòng nổ do các kiểm định viên đã được cấp chứng chỉ kiểm định viên thực hiện.
6.1. Đối với cơ sở sử dụng cáp điện phòng nổ:
- Thực hiện kiểm định đúng các yêu cầu kỹ thuật của cáp điện.
- Cung cấp các hồ sơ, tài liệu kỹ thuật có liên quan đến cáp điện phòng nổ được kiểm định.
- Chuẩn bị đầy đủ các điều kiện để kiểm định kỹ thuật an toàn, người phục vụ, công nhân vận hành, điện, vệ sinh, bảo dưỡng, sửa chữa thiết bị và các biện pháp an toàn cần thiết.
- Cử người đại diện trực tiếp chứng kiến, phối hợp công việc trong quá trình tổ chức kiểm định tiến hành kiểm định.
6.2. Đối với Tổ chức kiểm định
- Kiểm định theo đề nghị của đơn vị sử dụng. Trường hợp không thực hiện được thì phải trả lời bằng văn bản nêu rõ lý do với cơ sở.
- Tiến hành kiểm định phải tuân thủ các tiêu chuẩn, quy chuẩn kỹ thuật quốc gia về an toàn có liên quan.
- Tiến hành kiểm định phù hợp theo các bước quy định của quy trình này để đảm bảo có kết luận chính xác về tình trạng của cáp điện phòng nổ.
- Trong quá trình kiểm định, nếu phát hiện có nguy cơ dẫn đến sự cố thì phải kiến nghị cơ sở có biện pháp khắc phục. Sau khi cơ sở khắc phục xong thì tiếp tục tiến hành kiểm định.
- Khi có nghi ngờ, kiểm định viên có quyền yêu cầu cơ sở áp dụng các biện pháp kiểm tra, đánh giá bổ sung phục vụ việc đánh giá kết quả kiểm định.
- Lập biên bản kiểm định và cấp Giấy chứng nhận kết quả kiểm định theo quy định.
7. Thiết bị phục vụ kiểm định
Tổ chức kiểm định phải bố trí đầy đủ trang thiết bị phục vụ kiểm định để thực hiện nội dung kiểm định cáp điện phòng nổ theo quy định tại quy chuẩn kỹ thuật liên quan đến cáp điện phòng nổ và theo quy định tại quy trình này.
8. Điều kiện kiểm định
Khi tiến hành kiểm định cáp điện phòng nổ phải đảm bảo các điều kiện sau đây:
8.1. Cáp điện phòng nổ phải ở trạng thái sẵn sàng đưa vào kiểm định.
8.2. Hồ sơ, tài liệu của cáp điện phòng nổ phải đầy đủ.
8.3. Các yếu tố môi trường không làm ảnh hưởng tới kết quả kiểm định.
8.4. Các điều kiện về an toàn, vệ sinh lao động, phòng cháy chữa cháy phải đáp ứng để kiểm định cáp điện phòng nổ.
9. Các bước kiểm định
9.1. Kiểm định trước khi đưa vào sử dụng
Bước 1: Kiểm tra hồ sơ, lý lịch của thiết bị.
Bước 2: Kiểm tra trực quan.
Bước 3: Kiểm tra bằng dụng cụ, thiết bị:
- Chuẩn bị mẫu thử
Mẫu cáp được thử nghiệm chỉ đại diện cho từng lô cáp cụ thể.
Mỗi chủng loại cáp thử lấy 01 mẫu hoàn chỉnh dài (600±25mm) để tiến hành thử nghiệm, nếu không đạt thì lấy 02 mẫu như trên tiến hành thử lại.
- Tiến hành thử
Mẫu được được buộc chắc chắn theo chiều thẳng đứng trong tủ kim loại có kích thước cao 1200±25mm, rộng 300±25mm, sâu 450±25mm.
- Nguồn ngọn lửa
Sử dụng đèn khí ga có tốc độ dòng ga và không khí ổn định, tổng chiều dài ngọn lửa khoảng 130mm, chiều dài ngọn lửa phía trong màu xanh dài khoảng 50mm.
- Cách đặt ngọn lửa
Nguồn đốt được định vị sao cho đầu ngọn lửa hình côn màu xanh phía trong tiếp xúc với bề mặt của mẫu thử nghiệm tại vị trí cách mép dưới của giá đỡ nằm ngang ở phía trên là (475±5)mm và tạo thành góc 450 so với trục dọc mẫu thử.
Đối với cáp có dạng dẹt, ngọn lửa phải tiếp xúc vào giữa mặt dẹt của cáp.
- Thời gian đặt ngọn lửa
Ngọn lửa phải được đặt liên tục trong khoảng thời gian tương ứng với đường kính cho trong bảng sau:
|
Đường kính ngoài (*)của mẫu thử nghiệm (mm) |
Thời gian đặt ngọn lửa (giây) |
|
D ≤ 25 25<D≤50 50<D≤75 D>75 |
60 120 240 480 |
|
* Khi cáp không tròn (ví dụ kết cấu dạng dẹt) đem thử nghiệm thì phải đo chu vi rồi tính ra đường kính tương đương như giả thiết là cáp tròn. |
|
Đối với cáp dẹt có tỷ số kích thước theo chiều lớn và chiều nhỏ lớn hơn 17:1, thời gian đặt ngọn lửa chưa có quy định.
- Kiểm tra điện trở cách điện của cáp
Bước 4: Đánh giá kết quả.
9.2. Kiểm định bất thường
Sau khi xử lý xong các sự cố về cáp điện, trước khi đóng điện sử dụng lại phải kiểm tra các thông số kỹ thuật của cáp gồm: Điện trở cách điện cáp và các thông số khác nếu thấy cần thiết.
10. Lập biên bản kiểm định và Giấy chứng nhận kết quả kiểm định
10.1. Kiểm định viên lập biên bản kiểm định theo mẫu quy định tại Phụ lục của Quy trình này.
10.2. Trường hợp cần thiết, kiểm định viên rút ngắn thời hạn khám nghiệm kỹ thuật định kỳ thì phải nêu rõ các lý do trong biên bản tại phần kiến nghị.
10.3. Tổ chức kiểm định cấp Giấy chứng nhận kết quả kiểm định theo quy định sau khi cáp điện phòng nổ bảo đảm an toàn để vận hành.
PHỤ LỤC
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
CÁP ĐIỆN SỬ DỤNG TRONG MÔI TRƯỜNG CÓ KHÍ CHÁY VÀ BỤI NỔ
(CÁP ĐIỆN PHÒNG NỔ)
|
(Cơ quan quản lý cấp trên)
|
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM
|
.............., ngày … tháng … năm …
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
CÁP ĐIỆN SỬ DỤNG TRONG MÔI TRƯỜNG CÓ KHÍ CHÁY VÀ BỤI NỔ
(CÁP ĐIỆN PHÒNG NỔ)
|
Số: |
……………………………. |
Chúng tôi gồm:
1. ........................................................... Số hiệu kiểm định viên :...................
2. ........................................................... Số hiệu kiểm định viên:....................
Thuộc: ............................................................................................................
Số Giấy chứng nhận đủ điều kiện của tổ chức kiểm định:.................................
Đã tiến hành kiểm định thiết bị:........................................................................
Đơn vị sử dụng:...............................................................................................
Địa chỉ (trụ sở chính):.......................................................................................
Địa chỉ (vị trí) lắp đặt:.......................................................................................
Quy trình kiểm định áp dụng:...........................................................................
Chứng kiến kiểm định và thông qua biên bản:
1. ........................................................... Chức vụ:..........................................
2. Chức vụ:I. THÔNG SỐ CƠ BẢN CỦA CÁP ĐIỆN PHÒNG NỔ
- Loại, mã hiệu:................................................................................................
- Tiết diện:........................................................................................................
- Điện áp (V):...................................................................................................
- Ngày kiểm định gần nhất:...............................................................................
II. HÌNH THỨC KIỂM ĐỊNH
+ Lần đầu: + Định kỳ: + Bất thường:
Lý do kiểm định bất thường: ............................................................................
III. NỘI DUNG KIỂM ĐỊNH
1. Kiểm tra hồ sơ:
- Nhận xét:……………………………………………………………………………
- Đánh giá kết quả: Đạt: Không đạt:
2. Kiểm tra trực quan:
|
TT |
Hạng mục |
Yêu cầu |
Kiểm tra |
Kết quả |
|
1 |
Tình trạng bên ngoài |
Nguyên vẹn, đầy đủ các bộ phận |
|
|
|
2 |
|
|
|
|
- Nhận xét:……………………………………………………………………………
3. Kiểm tra thông số kỹ thuật
|
TT |
Nội dung |
Yêu cầu |
Kiểm tra |
Kết quả |
|
1 |
Thời gian đốt (s) |
|
|
|
|
2 |
Nhiệt độ ngọn lửa (0C) |
|
|
|
|
3 |
Vị trí điểm đốt (mm) |
|
|
|
|
4 |
Điểm cháy lên (mm) |
|
|
|
|
5 |
Điểm cháy xuống dưới (mm) |
|
|
|
|
6 |
Điện trở cách điện giữa các pha |
|
|
|
|
7 |
Điện trở cách điện giữa các pha với đất |
|
|
|
4. Kết luận chung và kiến nghị
- Thiết bị được kiểm định có kết quả: Đạt: Không đạt:
- Đã được dán tem kiểm định số:.....................................................................
- Kiến nghị điều kiện sử dụng an toàn:.............................................................
- Kiến nghị khác:..............................................................................................
Chúng tôi, những kiểm định viên thực hiện kiểm định hoàn toàn chịu trách nhiệm về tính chính xác đối với kết quả kiểm định ghi trong biên bản này./.
|
CHỦ CƠ SỞ |
NGƯỜI CHỨNG KIẾN |
KIỂM ĐỊNH VIÊN |
BỘ CÔNG THƯƠNG
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
THIẾT BỊ CHIẾU SÁNG PHÒNG NỔ
QTKĐ: 17-2017/BCT
HÀ NỘI - 2017
Lời nói đầu
Quy trình kiểm định kỹ thuật an toàn lao động thiết bị chiếu sáng phòng nổ nổ do Cục Kỹ thuật an toàn và Môi trường công nghiệp chủ trì biên soạn và được ban hành kèm theo Thông tư số 10/2017/TT-BCT ngày 26 tháng 7 năm 2017 của Bộ Công Thương ban hành Quy trình kiểm định máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
THIẾT BỊ CHIẾU SÁNG PHÒNG NỔ
1. Phạm vi áp dụng
Quy trình kiểm định kỹ thuật an toàn lao động thiết bị chiếu sáng phòng nổ trong Danh mục máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
Căn cứ vào quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng, các tổ chức kiểm định kỹ thuật an toàn lao động xây dựng quy trình chi tiết cho từng dạng, loại thiết bị cụ thể nhưng không được trái với quy định của quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng.
2. Đối tượng áp dụng
Các doanh nghiệp, cơ quan, tổ chức, cá nhân sở hữu, quản lý, sử dụng thiết bị chiếu sáng phòng nổ nêu tại Mục 1 của Quy trình này (sau đây gọi tắt là cơ sở).
Các tổ chức hoạt động kiểm định kỹ thuật an toàn lao động (sau đây gọi là tổ chức kiểm định) và kiểm định viên được cấp chứng chỉ kiểm định viên theo quy định của Bộ Công Thương.
3. Quy chuẩn, tiêu chuẩn áp dụng
|
TT |
Quy chuẩn, tiêu chuẩn |
Tiêu chuẩn quốc tế tương đương |
|
1 |
QCVN 01:2011/BCT, Quy chuẩn kỹ thuật Quốc gia về an toàn trong khai thác than hầm lò |
|
|
2 |
TCVN 7079-0:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 0: Yêu cầu chung TCVN 10888-0:2015, Khí quyển nổ - Phần 0: Thiết bị - Yêu cầu chung |
Tiêu chuẩn quốc tế IEC 60079-0:2011, Ed 5.0 2007-10, Môi trường khí nổ - Phần 0: Thiết bị điện - các yêu cầu chung (Part 0: Equipment - General requirements) |
|
3 |
TCVN 7079-1:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 1: Vỏ không xuyên nổ - Dạng bảo vệ “d” TCVN 10888-1:2015, Khí quyển nổ - Phần 1: Bảo vệ thiết bị bằng vỏ bọc không xuyên nổ "d" |
Tiêu chuẩn quốc tế IEC 60079-1: 2007, Ed 6.0 2007-04, Môi trường khí nổ - Phần 1: Thiết bị bảo vệ bởi vỏ phòng nổ “d” (Part 1: Equipment protection by flameproof enclosures “d”) |
|
4 |
TCVN 7079-7: 2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 7: Tăng cường độ tin cậy - dạng bảo vệ “e” |
Tiêu chuẩn quốc tế IEC 60079-7, Ed 4.0 2006-07, Môi trường khí nổ - Phần 7: Thiết bị bảo vệ bởi tăng cường an toàn (Part 7: Equipment protection by increased safety “e”) |
|
5 |
TCVN 7279-9:2003, Thiết bị điện dùng trong môi trường khí nổ - Phần 9: Phân loại và ghi nhãn |
|
|
6 |
TCVN 7079-11: 2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 11: An toàn tia lửa - dạng bảo vệ “i” |
Tiêu chuẩn quốc tế IEC 60079-11: 2006 (BS EN 60079-11:2007), Môi trường khí nổ - Phần 11: Thiết bị bảo vệ an toàn tia lửa (Part 11: Equipment protection by intrinsic safety “i”) |
|
7 |
TCVN 7079-17: 2003, Thiết bị điện dùng trong mỏ hầm lò - Phần 17: Kiểm tra bảo dưỡng thiết bị |
Tiêu chuẩn quốc tế IEC 60079-17, Ed 4.0 2007- 08 , Môi trường khí nổ - Phần 17: Kiểm tra và bảo trì các lắp đặt điện (Part 17: Electrical installations inspection and maintenance) |
|
8 |
|
Tiêu chuẩn quốc tế IEC 60079-33: 2009, Ed 1.0, Môi trường khí nổ - Phần 33: Thiết bị bảo vệ bởi bảo vệ đặc biệt (Part 33: Equipment protection by special protection “s”) |
|
9 |
|
IEC 60112:2009, Ed 4.1 Phương pháp thử nghiệm sự tạo vạch của vật liệu cách điện rắn (method for the determination of the proof and the comparative tracking indices of solid insulating materials) |
|
10 |
|
IEC 60529, Mức độ bảo vệ của vỏ IP (Degrees of protection provided by enclosures (IP Code)) |
|
11 |
TCVN 6613-1: 2000 Thử nghiệm cáp điện trong điều kiện cháy Phần 1: Thử nghiệm dây đơn hoặc cáp đơn cách điện ở trạng thái thẳng đứng |
IEC 332-1 Thử nghiệm cáp điện dưới điều kiện cháy (Test on Electric Cables Under Fire Condition) |
Ghi chú: Tiêu chuẩn TCVN 7079 chỉ áp dụng cho các thiết bị điện phòng nổ nhóm I (sử dụng trong mỏ than hầm lò), khi kiểm định đánh giá thiết bị điện phòng nổ nhóm II (không sử dụng trong mỏ than) và nhóm III (bụi cháy) thì áp dụng các tiêu chuẩn loạt TCVN 10888 và IEC 60079.
Trong trường hợp các tài liệu viện dẫn nêu trên có bổ sung, sửa đổi hoặc thay thế thì áp dụng theo quy định văn bản mới nhất.
Việc kiểm định các chỉ tiêu về kỹ thuật an toàn có thể áp dụng theo tiêu chuẩn khác khi có đề nghị của cơ sở sử dụng, chế tạo với điều kiện tiêu chuẩn đó phải có các chỉ tiêu kỹ thuật về an toàn bằng hoặc cao hơn so với các chỉ tiêu quy định trong các quy chuẩn, tiêu chuẩn quốc gia, tiêu chuẩn quốc tế được viện dẫn trong quy trình này.
4. Thuật ngữ và định nghĩa
Quy trình này sử dụng các thuật ngữ, định nghĩa trong các tài liệu viện dẫn nêu trên và một số thuật ngữ, định nghĩa trong quy trình này được hiểu như sau:
Là thiết bị chiếu sáng được chế tạo để sử dụng trong môi trường có khí cháy, bụi nổ.
4.2. Kiểm định kỹ thuật an toàn lao động (gọi tắt là kiểm định)
Là hoạt động kỹ thuật theo một quy trình kiểm định nhằm đánh giá và xác nhận sự phù hợp của tình trạng kỹ thuật an toàn của đối tượng được kiểm định với các quy định trong các quy chuẩn kỹ thuật, tiêu chuẩn kỹ thuật tương ứng đối với đối tượng được kiểm định.
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của thiết bị chiếu sáng phòng nổ đảm bảo theo các yêu cầu kỹ thuật được quy định tại các quy chuẩn, tiêu chuẩn hiện hành trước khi đưa vào sử dụng.
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của thiết bị chiếu sáng phòng nổ sau thời gian làm việc nhất định để xác định tình trạng kỹ thuật an toàn phòng nổ của thiết bị chiếu sáng phòng nổ theo quy định tại các quy chuẩn, tiêu chuẩn hiện hành.
4.5. Kiểm định bất thường
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của thiết bị chiếu sáng phòng nổ đảm bảo theo các yêu cầu kỹ thuật của các quy chuẩn, tiêu chuẩn hiện hành sau sửa chữa lớn, sự cố liên quan đến kỹ thuật an toàn phòng nổ hoặc theo yêu cầu của cơ quan quản lý nhà nước có thẩm quyền.
5. Thời hạn kiểm định
5.1. Kiểm định lần đầu: Trước khi đưa vào sử dụng lần đầu.
5.2. Kiểm định định kỳ: 03 năm/lần.
- Trường hợp thiết bị chiếu sáng phòng nổ thuộc dây chuyền đang vận hành không thể tách rời kiểm định riêng thì thời hạn kiểm định định kỳ theo chu kỳ bảo dưỡng, sửa chữa của dây chuyền nhưng không quá thời hạn quy định của nhà sản xuất hoặc quy chuẩn kỹ thuật quốc gia tương ứng. Các tổ chức, cá nhân quản lý, sử dụng phải duy trì và chịu trách nhiệm về điều kiện làm việc an toàn cho máy, thiết bị.
- Trường hợp nhà chế tạo quy định hoặc cơ sở yêu cầu thời hạn kiểm định ngắn hơn thì thực hiện theo quy định của nhà chế tạo hoặc yêu cầu của cơ sở.
- Khi rút ngắn thời hạn kiểm định, kiểm định viên phải nêu rõ lý do trong biên bản kiểm định.
- Khi thời hạn kiểm định được quy định trong quy chuẩn kỹ thuật quốc gia thì thực hiện theo quy định của quy chuẩn đó.
Những trường hợp phải kiểm định bất thường: Thiết bị sau sửa chữa lớn có thay đổi các kết cấu phòng nổ và mạch điện mà tính năng phòng nổ phụ thuộc thì phải kiểm định theo các yêu cầu kỹ thuật của các tiêu chuẩn và quy chuẩn hiện hành.
6. Tổ chức thực hiện
Việc thực hiện công tác kiểm định thiết bị chiếu sáng phòng nổ do các kiểm định viên đã được cấp chứng chỉ kiểm định viên thực hiện.
6.1. Đối với cơ sở sử dụng thiết bị chiếu sáng phòng nổ:
- Thực hiện kiểm định đúng thời hạn quy định.
- Cung cấp các hồ sơ, tài liệu kỹ thuật có liên quan đến thiết bị chiếu sáng phòng nổ được kiểm định.
- Chuẩn bị đầy đủ các điều kiện để kiểm định kỹ thuật an toàn, người phục vụ, công nhân vận hành, điện, vệ sinh, bảo dưỡng, sửa chữa thiết bị và các biện pháp an toàn cần thiết.
- Cử người đại diện trực tiếp chứng kiến, phối hợp công việc trong quá trình tổ chức kiểm định tiến hành kiểm định.
6.2. Đối với Tổ chức kiểm định
- Kiểm định theo đề nghị của đơn vị sử dụng. Trường hợp không thực hiện được thì phải trả lời bằng văn bản nêu rõ lý do với cơ sở.
- Tiến hành kiểm định phải tuân thủ các tiêu chuẩn, quy chuẩn kỹ thuật quốc gia về an toàn có liên quan.
- Tiến hành kiểm định phù hợp theo các bước quy định của quy trình này để đảm bảo có kết luận chính xác về tình trạng của thiết bị chiếu sáng phòng nổ.
- Trong quá trình kiểm định, nếu phát hiện có nguy cơ dẫn đến sự cố thì phải kiến nghị cơ sở có biện pháp khắc phục. Sau khi cơ sở khắc phục xong thì tiếp tục tiến hành kiểm định.
- Khi có nghi ngờ, kiểm định viên có quyền yêu cầu cơ sở áp dụng các biện pháp kiểm tra, đánh giá bổ sung phục vụ việc đánh giá kết quả kiểm định.
- Lập biên bản kiểm định và cấp Giấy chứng nhận kết quả kiểm định theo quy định.
7. Thiết bị phục vụ kiểm định
Tổ chức kiểm định phải bố trí đầy đủ trang thiết bị phục vụ kiểm định để thực hiện nội dung kiểm định thiết bị chiếu sáng phòng nổ theo quy định tại quy chuẩn kỹ thuật liên quan đến thiết bị chiếu sáng phòng nổ và theo quy định tại quy trình này.
8. Điều kiện kiểm định
Khi tiến hành kiểm định thiết bị chiếu sáng phòng nổ phải đảm bảo các điều kiện sau đây:
8.1. Thiết bị chiếu sáng phòng nổ phải ở trạng thái sẵn sàng đưa vào kiểm định.
8.2. Hồ sơ, tài liệu của thiết bị chiếu sáng phòng nổ phải đầy đủ.
8.3. Các yếu tố môi trường không làm ảnh hưởng tới kết quả kiểm định.
8.4. Các điều kiện về an toàn, vệ sinh lao động, phòng cháy chữa cháy phải đáp ứng để kiểm định thiết bị chiếu sáng phòng nổ.
9. Các bước kiểm định
Bước 1: Kiểm tra hồ sơ, lý lịch của thiết bị
Bước 2: Kiểm tra trực quan
Bước 3: Kiểm tra bằng dụng cụ, thiết bị:
- Kiểm tra các cơ cấu bắt chặt.
- Kiểm tra các cơ cấu liên động.
- Kiểm tra các kết cấu của các cổ cáp.
- Kiểm tra tất cả các mối ghép phòng nổ.
- Kiểm tra điện trở cách điện của thiết bị.
- Kiểm tra sự hoạt động tin cậy của bảo vệ (nếu có).
- Kiểm tra khoảng cách khe hở và đường rò của các phần tử đấu nối.
- Kiểm tra các cơ cấu tiếp đất.
- Thử va đập của phần tử xuyên sáng
Bước 4: Đánh giá kết quả.
Bước 2: Kiểm tra trực quan.
- Kiểm tra các cơ cấu bắt chặt.
- Kiểm tra các cơ cấu liên động.
- Kiểm tra các kết cấu của các cổ cáp.
- Kiểm tra tất cả các khe hở, sự han gỉ, ăn mòn của mối ghép phòng nổ.
- Kiểm tra các cơ cấu tiếp đất.
Các bước kiểm định thực hiện theo quy định tại Mục 9.1 của quy trình này và các yêu cầu kỹ thuật của các tiêu chuẩn và quy chuẩn hiện hành.
10. Lập biên bản kiểm định và Giấy chứng nhận kết quả kiểm định
10.1. Kiểm định viên lập biên bản kiểm định theo mẫu quy định tại Phụ lục của Quy trình này.
10.2. Trường hợp cần thiết, kiểm định viên rút ngắn thời hạn khám nghiệm kỹ thuật định kỳ thì phải nêu rõ các lý do trong biên bản tại phần kiến nghị.
10.3. Tổ chức kiểm định cấp Giấy chứng nhận kết quả kiểm định theo quy định sau khi thiết bị chiếu sáng phòng nổ bảo đảm an toàn để vận hành.
PHỤ LỤC
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
THIẾT BỊ CHIẾU SÁNG PHÒNG NỔ
|
(Cơ quan quản lý cấp trên)
|
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM
|
.............., ngày … tháng … năm …
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
THIẾT BỊ CHIẾU SÁNG PHÒNG NỔ
|
Số: |
……………………………. |
Chúng tôi gồm:
1. ........................................................... Số hiệu kiểm định viên :...................
2. ........................................................... Số hiệu kiểm định viên:....................
Thuộc: ............................................................................................................
Số Giấy chứng nhận đủ điều kiện của tổ chức kiểm định:.................................
Đã tiến hành kiểm định thiết bị:........................................................................
Đơn vị sử dụng:...............................................................................................
Địa chỉ (trụ sở chính):.......................................................................................
Địa chỉ (vị trí) lắp đặt:.......................................................................................
Quy trình kiểm định áp dụng:...........................................................................
Chứng kiến kiểm định và thông qua biên bản:
1. ........................................................... Chức vụ:..........................................
2. ........................................................... Chức vụ:..........................................
I. THÔNG SỐ CƠ BẢN CỦA THIẾT BỊ CHIẾU SÁNG PHÒNG NỔ
|
- Loại, mã hiệu: |
|
Công suất (w) |
|
|
|
- Số chế tạo: |
.............................. |
Điện áp (V) |
………………….. |
|
|
- Năm chế tạo: |
.............................. |
Dòng điện (A) |
……………………. |
|
|
- Nhà chế tạo: |
.............................. |
Dạng bảo vệ nổ |
………………… |
|
|
- Ngày kiểm định gần nhất: |
……………………………………………………… |
|||
II. HÌNH THỨC KIỂM ĐỊNH
+ Lần đầu: + Định kỳ: + Bất thường:
Lý do kiểm định bất thường: ............................................................................
III. NỘI DUNG KIỂM ĐỊNH
1. Kiểm tra hồ sơ:
- Nhận xét:……………………………………………………………………………
- Đánh giá kết quả: Đạt: Không đạt:
2. Kiểm tra trực quan:
|
TT |
Hạng mục |
Yêu cầu |
Kiểm tra |
Kết quả |
|
1 |
Tình trạng bên ngoài |
Nguyên vẹn, đầy đủ các bộ phận |
|
|
|
2 |
Bu lông bắt chặt |
Đầy đủ, có các bộ phận chống tự nới lỏng, có vòng chống tháo |
|
|
- Nhận xét:……………………………………………………………………………
3. Kiểm tra thông số kỹ thuật
|
TT |
Hạng mục |
Yêu cầu |
Kiểm tra |
Kết quả |
|
1 |
Mối ghép nắp hộp đấu cáp |
|
|
|
|
1.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
1.2 |
Chiều rộng nhỏ nhất từ trong đến lỗ bu lông (mm) |
|
|
|
|
1.3 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
2 |
Mối ghép nắp giữ phần tử xuyên sáng |
|
|
|
|
2.1 |
Chiều rộng nhỏ nhất mối ghép (mm) |
|
|
|
|
2.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
2.3 |
Chiều rộng nhỏ nhất từ trong đến lỗ bu lông (mm) |
|
|
|
|
3 |
Mối ghép phần tử xuyên sáng |
|
|
|
|
3.1 |
Chiều dài nhỏ nhất mối ghép (mm) |
|
|
|
|
3.2 |
Khe hở lớn nhất mối ghép (mm) |
|
|
|
|
4 |
Vòng đệm kẹp giữ cáp lực |
|
|
|
|
4.1 |
Chiều rộng nhỏ nhất vòng đệm (mm) |
|
|
|
|
4.2 |
Đường kính trong lớn nhấtđệm cao su (mm) |
|
|
|
|
5 |
Khe hở nhỏ nhất giữa hai phần mang điện (mm) |
|
|
|
|
6 |
Khe hở nhỏ nhất giữa phần mang điện với vỏ (mm) |
|
|
|
|
7 |
Khoảng cách rò giữa phần mang điện với vỏ (mm) |
|
|
|
|
8 |
Thử va đập phần tử xuyên sáng (Jun) |
|
|
|
Ghi chú: Các hạng mục thực hiện trên có thể thay đổi tùy theo các thiết bị được kiểm định cụ thể.
- Nhận xét:……………………………………………………………………………
- Thiết bị được kiểm định có kết quả: Đạt: Không đạt:
- Đã được dán tem kiểm định số:.....................................................................
- Kiến nghị điều kiện sử dụng an toàn:.............................................................
- Kiến nghị khác:..............................................................................................
V. THỜI HẠN KIỂM ĐỊNH TIẾP THEO
- Thời gian kiểm định tiếp theo:........................................................................
Chúng tôi, những kiểm định viên thực hiện kiểm định hoàn toàn chịu trách nhiệm về tính chính xác đối với kết quả kiểm định ghi trong biên bản này./.
|
CHỦ CƠ SỞ |
NGƯỜI CHỨNG KIẾN |
KIỂM ĐỊNH VIÊN |
BỘ CÔNG THƯƠNG
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
MÁY NỔ MÌN ĐIỆN
QTKĐ: 18-2017/BCT
HÀ NỘI - 2017
Lời nói đầu
Quy trình kiểm định kỹ thuật an toàn lao động máy nổ mìn điện do Cục Kỹ thuật an toàn và Môi trường công nghiệp chủ trì biên soạn và được ban hành kèm theo Thông tư số 10/2017/TT-BCT ngày 26 tháng 7 năm 2017 của Bộ Công Thương ban hành Quy trình kiểm định máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
QUY TRÌNH KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
MÁY NỔ MÌN ĐIỆN
1. Phạm vi áp dụng
Quy trình kiểm định kỹ thuật an toàn lao động máy nổ mìn điện trong Danh mục máy, thiết bị, vật tư có yêu cầu nghiêm ngặt về an toàn lao động thuộc thẩm quyền quản lý của Bộ Công Thương.
Căn cứ vào quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng, các tổ chức kiểm định kỹ thuật an toàn lao động xây dựng quy trình chi tiết cho từng dạng, loại thiết bị cụ thể nhưng không được trái với quy định của quy trình này và quy chuẩn kỹ thuật quốc gia về an toàn tương ứng.
2. Đối tượng áp dụng
Các doanh nghiệp, cơ quan, tổ chức, cá nhân sở hữu, quản lý, sử dụng máy nổ mìn điện nêu tại Mục 1 của Quy trình này (sau đây gọi tắt là cơ sở).
Các tổ chức hoạt động kiểm định kỹ thuật an toàn lao động (sau đây gọi là tổ chức kiểm định) và kiểm định viên được cấp chứng chỉ kiểm định viên theo quy định của Bộ Công Thương.
3. Quy chuẩn, tiêu chuẩn áp dụng
|
TT |
Quy chuẩn, tiêu chuẩn |
Tiêu chuẩn quốc tế tương đương |
|
1 |
QCVN 01:2011/BCT, Quy chuẩn kỹ thuật Quốc gia về an toàn trong khai thác than hầm lò |
|
|
2 |
QCVN 01:2015/BCT, Quy chuẩn kỹ thuật quốc gia về máy nổ mìn điện |
|
|
3 |
TCVN 7079-0:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 0: Yêu cầu chung. TCVN 10888-0:2015, Khí quyển nổ - Phần 0: Thiết bị - Yêu cầu chung |
Tiêu chuẩn quốc tế IEC 60079-0:2011, Ed 5.0 2007-10, Môi trường khí nổ - Phần 0: Thiết bị điện - các yêu cầu chung (Part 0: Equipment - General requirements) |
|
4 |
TCVN 7079-1:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 1: Vỏ không xuyên nổ - Dạng bảo vệ “d”. TCVN 10888-1:2015, Khí quyển nổ - Phần 1: Bảo vệ thiết bị bằng vỏ bọc không xuyên nổ "d" |
Tiêu chuẩn quốc tế IEC 60079-1: 2007, Ed 6.0 2007-04, Môi trường khí nổ - Phần 1: Thiết bị bảo vệ bởi vỏ phòng nổ “d” (Part 1: Equipment protection by flameproof enclosures “d”) |
|
5 |
TCVN 7279-9:2003, Thiết bị điện dùng trong môi trường khí nổ - Phần 9: Phân loại và ghi nhãn. |
|
|
6 |
TCVN 7079-11:2002, Thiết bị điện dùng trong mỏ hầm lò - Phần 11: An toàn tia lửa - Dạng bảo vệ “i” |
Tiêu chuẩn quốc tế IEC 60079-11 : 2006 (BS EN 60079-11:2007), Môi trường khí nổ - Phần 11: Thiết bị bảo vệ an toàn tia lửa “i” (Part 11: Equipment protection by intrinsic safety “i”). |
|
7 |
TCVN 7079-17:2003, Thiết bị điện dùng trong mỏ hầm lò - Phần 17: Kiểm tra bảo dưỡng thiết bị |
Tiêu chuẩn quốc tế IEC 60079-17, Ed 4.0 2007- 08, Môi trường khí nổ - Phần 17: Kiểm tra và bảo trì các lắp đặt điện (Part 17: Electrical installations inspection and maintenance) |
|
8 |
TCVN 7079-18:2003, Thiết bị điện dùng trong mỏ hầm lò - Phần 18: Đổ đầy chất bao phủ - Dạng bảo vệ “m” |
Tiêu chuẩn quốc tế IEC 60079-18, Ed 2.0 2004 - 03, Thiết bị cho môi trường khí nổ - Phần 18: Chế tạo, thử nghiệm và ghi nhãn mác của thiết bị điện loại bảo vệ đổ đầy “m” (Part 18: Construction, test and marking of type of protection encapsulation "m" electrical apparatus) |
|
9 |
|
Tiêu chuẩn quốc tế IEC 60079-33: 2009, Ed 1.0, Môi trường khí nổ - Phần 33: Thiết bị bảo vệ bởi bảo vệ đặc biệt (Part 33: Equipment protection by special protection “s”) |
|
10 |
|
IEC 60112:2009, Ed 4.1 Phương pháp thử nghiệm sự tạo vạch của vật liệu cách điện rắn (Method for the determination of the proof and the comparative tracking indices of solid insulating materials) |
|
11 |
|
IEC 60529, Mức độ bảo vệ của vỏ IP (Degrees of protection provided by enclosures (IP Code)) |
Ghi chú: Tiêu chuẩn TCVN 7079 chỉ áp dụng cho các thiết bị điện phòng nổ nhóm I (sử dụng trong mỏ than hầm lò), khi kiểm định đánh giá động cơ điện phòng nổ nhóm II (không sử dụng trong mỏ than) và nhóm III (bụi cháy) thì áp dụng các tiêu chuẩn loạt TCVN 10888 và IEC 60079.
Trong trường hợp các tài liệu viện dẫn nêu trên có bổ sung, sửa đổi hoặc thay thế thì áp dụng theo quy định văn bản mới nhất.
Việc kiểm định các chỉ tiêu về kỹ thuật an toàn có thể áp dụng theo tiêu chuẩn khác khi có đề nghị của cơ sở sử dụng, chế tạo với điều kiện tiêu chuẩn đó phải có các chỉ tiêu kỹ thuật về an toàn bằng hoặc cao hơn so với các chỉ tiêu quy định trong các quy chuẩn, tiêu chuẩn quốc gia, tiêu chuẩn quốc tế được viện dẫn trong quy trình này.
4. Thuật ngữ và định nghĩa
Quy trình này sử dụng các thuật ngữ, định nghĩa trong các tài liệu viện dẫn nêu trên và một số thuật ngữ, định nghĩa trong quy trình này được hiểu như sau:
Là máy được chế tạo để kích nổ mạng kíp nổ điện để khởi nổ khối thuốc nổ.
4.2. Kiểm định kỹ thuật an toàn lao động (gọi tắt là kiểm định)
Là hoạt động kỹ thuật theo một quy trình kiểm định nhằm đánh giá và xác nhận sự phù hợp của tình trạng kỹ thuật an toàn của đối tượng được kiểm định với các quy định trong các quy chuẩn kỹ thuật, tiêu chuẩn kỹ thuật tương ứng đối với đối tượng được kiểm định.
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của máy nổ mìn điện đảm bảo theo các yêu cầu kỹ thuật được quy định tại các quy chuẩn, tiêu chuẩn hiện hành trước khi đưa vào sử dụng.
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của máy nổ mìn điện sau thời gian làm việc nhất định để xác định tình trạng kỹ thuật an toàn phòng nổ của máy nổ mìn điện theo quy định tại các quy chuẩn, tiêu chuẩn hiện hành.
4.5. Kiểm định bất thường
Là hoạt động đánh giá tình trạng kỹ thuật an toàn của máy nổ mìn điện đảm bảo theo các yêu cầu kỹ thuật của các quy chuẩn, tiêu chuẩn hiện hành sau sửa chữa lớn, sự cố liên quan đến kỹ thuật an toàn phòng nổ hoặc theo yêu cầu của cơ quan quản lý nhà nước có thẩm quyền.
5.2. Kiểm định định kỳ: 01 năm/lần.
- Trường hợp nhà chế tạo quy định hoặc cơ sở yêu cầu thời hạn kiểm định ngắn hơn thì thực hiện theo quy định của nhà chế tạo hoặc yêu cầu của cơ sở.
- Khi thời hạn kiểm định được quy định trong quy chuẩn kỹ thuật quốc gia thì thực hiện theo quy định của quy chuẩn đó.
Những trường hợp phải kiểm định bất thường: Thiết bị sau sửa chữa lớn có thay đổi các kết cấu phòng nổ và mạch điện mà tính năng phòng nổ phụ thuộc thì phải kiểm định theo các yêu cầu kỹ thuật của các tiêu chuẩn và quy chuẩn hiện hành.
6. Tổ chức thực hiện
Việc thực hiện công tác kiểm định máy nổ mìn điện do các kiểm định viên đã được cấp chứng chỉ kiểm định viên thực hiện.
6.1. Đối với cơ sở sử dụng máy nổ mìn điện:
- Thực hiện kiểm định đúng thời hạn quy định.
- Cung cấp các hồ sơ, tài liệu kỹ thuật có liên quan đến máy nổ mìn điện được kiểm định.
- Chuẩn bị đầy đủ các điều kiện để kiểm định kỹ thuật an toàn, người phục vụ, công nhân vận hành, điện, vệ sinh, bảo dưỡng, sửa chữa thiết bị và các biện pháp an toàn cần thiết.
- Cử người đại diện trực tiếp chứng kiến, phối hợp công việc trong quá trình tổ chức kiểm định tiến hành kiểm định.
6.2. Đối với Tổ chức kiểm định:
- Kiểm định theo đề nghị của đơn vị sử dụng. Trường hợp không thực hiện được thì phải trả lời bằng văn bản nêu rõ lý do với cơ sở.
- Tiến hành kiểm định phải tuân thủ các tiêu chuẩn, quy chuẩn kỹ thuật quốc gia về an toàn có liên quan.
- Tiến hành kiểm định phù hợp theo các bước quy định của quy trình này để đảm bảo có kết luận chính xác về tình trạng của máy nổ mìn điện.
- Trong quá trình kiểm định, nếu phát hiện có nguy cơ dẫn đến sự cố thì phải kiến nghị cơ sở có biện pháp khắc phục. Sau khi cơ sở khắc phục xong thì tiếp tục tiến hành kiểm định.
- Khi có nghi ngờ, kiểm định viên có quyền yêu cầu cơ sở áp dụng các biện pháp kiểm tra, đánh giá bổ sung phục vụ việc đánh giá kết quả kiểm định.
- Lập biên bản kiểm định và cấp Giấy chứng nhận kết quả kiểm định theo quy định.
7. Thiết bị phục vụ kiểm định
Tổ chức kiểm định phải bố trí đầy đủ trang thiết bị phục vụ kiểm định để thực hiện nội dung kiểm định máy nổ mìn điện theo quy định tại quy chuẩn kỹ thuật liên quan đến máy nổ mìn điện và theo quy định tại quy trình này.
8. Điều kiện kiểm định
Khi tiến hành kiểm định máy nổ mìn điện phải đảm bảo các điều kiện sau đây:
8.1. Máy nổ mìn điện phải ở trạng thái sẵn sàng đưa vào kiểm định.
8.2. Hồ sơ, tài liệu của máy nổ mìn điện phải đầy đủ.
8.3. Các yếu tố môi trường không làm ảnh hưởng tới kết quả kiểm định.
8.4. Các điều kiện về an toàn, vệ sinh lao động, phòng cháy chữa cháy phải đáp ứng để kiểm định máy nổ mìn điện.
9. Các bước kiểm định
Bước 1: Kiểm tra hồ sơ, lý lịch của thiết bị.
Bước 2: Kiểm tra trực quan.
Bước 3: Kiểm tra bằng dụng cụ, thiết bị:
- Kiểm tra các cơ cấu bắt chặt đặc biệt (*).
- Kiểm tra tất cả các mối ghép phòng nổ (*).
- Kiểm tra điện trở cách điện.
- Kiểm tra khoảng cách khe hở và đường rò của các phần tử đấu nối.
- Kiểm tra đèn hiển thị.
- Kiểm tra thời gian nạp điện.
- Kiểm tra biên độ xung.
- Kiểm tra thời gian tồn tại xung.
- Kiểm tra điện áp xung.
- Mạch điện kiểm tra điện trở mạng kíp.
- Điện trở phóng điện của tụ trước và sau khi bắn.
- Dòng điện mạch kiểm tra điện trở mạng kíp.
Đối với máy nổ mìn điện sử dụng trong môi trường có khí cháy nổ phải thực hiện thêm các bước có đánh dấu (*).
Bước 4: Đánh giá kết quả.
Bước 1: Kiểm tra hồ sơ, lý lịch của thiết bị.
Bước 2: Kiểm tra trực quan.
Bước 3: Kiểm tra bằng dụng cụ, thiết bị:
- Kiểm tra các cơ cấu bắt chặt đặc biệt (*).
- Kiểm tra tất cả các mối ghép phòng nổ (*).
- Kiểm tra điện trở cách điện.
- Kiểm tra khoảng cách khe hở và đường rò của các phần tử đấu nối.
- Kiểm tra đèn hiển thị.
- Kiểm tra thời gian nạp điện.
- Kiểm tra biên độ xung.
- Kiểm tra thời gian tồn tại xung.
- Kiểm tra điện áp xung.
- Mạch điện kiểm tra điện trở mạng kíp.
- Điện trở phóng điện của tụ trước và sau khi bắn.
- Dòng điện mạch kiểm tra điện trở mạng kíp.
Đối với máy nổ mìn điện sử dụng trong môi trường không có khí cháy nổ không phải thực hiện các bước có đánh dấu (*).
Bước 4: Đánh giá kết quả.
Các bước kiểm định thực hiện theo quy định tại Mục 9.1 của quy trình này và các yêu cầu kỹ thuật của các tiêu chuẩn và quy chuẩn hiện hành.
10.1. Kiểm định viên lập biên bản kiểm định theo mẫu quy định tại Phụ lục của Quy trình này.
10.2. Trường hợp cần thiết, kiểm định viên rút ngắn thời hạn khám nghiệm kỹ thuật định kỳ thì phải nêu rõ các lý do trong biên bản tại phần kiến nghị.
10.3. Tổ chức kiểm định cấp Giấy chứng nhận kết quả kiểm định theo quy định sau khi máy nổ mìn điện bảo đảm an toàn để vận hành.
PHỤ LỤC
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
MÁY NỔ MÌN ĐIỆN
|
(Cơ quan quản lý cấp trên) (Tên tổ chức KĐ) |
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập - Tự do - Hạnh phúc |
.............., ngày … tháng … năm …
BIÊN BẢN KIỂM ĐỊNH KỸ THUẬT AN TOÀN LAO ĐỘNG
MÁY NỔ MÌN ĐIỆN
|
Số: |
……………………………. |
Chúng tôi gồm:
1. ........................................................... Số hiệu kiểm định viên :...................
2. ........................................................... Số hiệu kiểm định viên:....................
Thuộc: ............................................................................................................
Số Giấy chứng nhận đủ điều kiện của tổ chức kiểm định:.................................
Đã tiến hành kiểm định kỹ thuật an toàn lao động thiết bị:................................
Đơn vị sử dụng:...............................................................................................
Địa chỉ (trụ sở chính):.......................................................................................
Địa chỉ (vị trí) lắp đặt:.......................................................................................
Quy trình kiểm định áp dụng:...........................................................................
Chứng kiến kiểm định và thông qua biên bản:
1. ........................................................... Chức vụ:..........................................
2. ........................................................... Chức vụ:..........................................
I. THÔNG SỐ CƠ BẢN CỦA MÁY NỔ MÌN ĐIỆN
|
- Loại, mã hiệu: |
|
Điện áp xung (V) |
|
|
|
- Số chế tạo: |
.............................. |
Dòng điện (A) |
……………… |
|
|
- Năm chế tạo: |
.............................. |
Thời gian tồn tại xung |
………………… |
|
|
- Nhà chế tạo: |
.............................. |
Dạng bảo vệ nổ |
……………… |
|
|
- Ngày kiểm định gần nhất: |
……………………………………………………… |
|||
II. HÌNH THỨC KIỂM ĐỊNH
+ Lần đầu: + Định kỳ: + Bất thường:
Lý do kiểm định bất thường: ............................................................................
III. NỘI DUNG KIỂM ĐỊNH
1. Kiểm tra hồ sơ:
- Nhận xét:……………………………………………………………………………
- Đánh giá kết quả: Đạt: Không đạt:
2. Kiểm tra trực quan:
|
TT |
Hạng mục |
Yêu cầu |
Kiểm tra |
Kết quả |
|
1 |
Tình trạng bên ngoài |
Nguyên vẹn, không nứt vỡ |
|
|
|
2 |
Cọc đấu nối dây |
Nguyên vẹn, dùng kẹp nối chuyên dụng |
|
|
|
3 |
Khóa máy nổ mìn |
Chỉ hoạt động khi có chìa khóa chuyên dụng |
|
|
- Nhận xét:……………………………………………………………………………
3. Kiểm tra thông số kỹ thuật
|
TT |
Hạng mục |
Yêu cầu |
Kiểm tra |
Kết quả |
|
1 |
Mối ghép nắp trước và sau của máy nổ mìn |
|
|
|
|
1.1 |
Chiều rộng nhỏ nhất của mối ghép (mm) |
|
|
|
|
1.2 |
Chiều rộng nhỏ nhất từ trong đến lỗ bu lông (mm) |
|
|
|
|
1.3 |
Khe hở lớn nhất của mối ghép (mm) |
|
|
|
|
2 |
Mối ghép khóa máy nổ mìn |
|
|
|
|
2.1 |
Chiều dài nhỏ nhất của mối ghép (mm) |
|
|
|
|
2.2 |
Khe hở lớn nhất của mối ghép (mm) |
|
|
|
|
3 |
Mối ghép cọc đấu dây |
|
|
|
|
3.1 |
Chiều dài nhỏ nhất của mối ghép (mm) |
|
|
|
|
3.2 |
Khe hở lớn nhất của mối ghép (mm) |
|
|
|
|
4 |
Mối ghép cọc đo điện trở mạng nổ mìn |
|
|
|
|
4.1 |
Chiều dài nhỏ nhất của mối ghép (mm) |
|
|
|
|
4.2 |
Khe hở lớn nhất của mối ghép (mm) |
|
|
|
|
5 |
Mối ghép phần tử xuyên sáng |
|
|
|
|
5.1 |
Chiều rộng nhỏ nhất của mối ghép (mm) |
|
|
|
|
5.2 |
Khe hở lớn nhất của mối ghép (mm) |
|
|
|
|
6 |
Mối ghép đèn hiển thị |
|
|
|
|
6.1 |
Chiều dài mối ghép ren |
|
|
|
|
7 |
Khoảng cách giữa hai cọc đấu dây |
|
|
|
|
8 |
Đèn hiển thị sáng: Mầu xanh |
|
|
|
|
9 |
Đèn hiển thị sáng: Mầu đỏ |
|
|
|
|
10 |
Thời gian nạp điện (s) |
|
|
|
|
11 |
Xung bắn với điện trở: R=…. Ω, (A) |
|
|
|
|
12 |
Thời gian tồn tại của xung nổ mìn (ms) |
|
|
|
|
13 |
Điện áp xung do máy nổ mìn tạo ra (V) |
|
|
|
|
14 |
Kiểm tra thông mạch kíp mìn (Kiểm tra điện trở mạng nổ mìn) |
|
|
|
|
15 |
Điện trở phóng điện của tụ trước và sau khi nổ mìn (Ω) |
|
|
|
Ghi chú: Các hạng mục thực hiện trên có thể thay đổi tùy theo các thiết bị được kiểm định cụ thể.
- Nhận xét:……………………………………………………………………
- Thiết bị được kiểm định có kết quả: Đạt: Không đạt:
- Đã được dán tem kiểm định số:.....................................................................
- Kiến nghị điều kiện sử dụng an toàn:.............................................................
- Kiến nghị khác:
V. THỜI HẠN KIỂM ĐỊNH TIẾP THEO
- Thời gian kiểm định tiếp theo:........................................................................
Chúng tôi, những kiểm định viên thực hiện kiểm định hoàn toàn chịu trách nhiệm về tính chính xác đối với kết quả kiểm định ghi trong biên bản này./.
|
CHỦ CƠ SỞ |
NGƯỜI CHỨNG KIẾN |
KIỂM ĐỊNH VIÊN |
THE MINISTRY OF INDUSTRY AND TRADE
Circular No. 10/2017/TT-BCT dated July 26, the Ministry of Industry and Trade on procedures for technical inspection of occupational safety of machinery, equipment and supplies subject to strict occupational safety requirements under the management of ministry of industry and trade
Pursuant to the Law on Occupational Safety and Sanitation dated June 25, 2015;
Pursuant to the Government s Decree No. 44/2016/ND-CP dated May 15, 2016 elaborating certain Articles of the Law on Occupational Safety and Sanitation with respect of technical inspection of occupational safety, occupational safety and sanitation training, and workplace monitoring;
Pursuant to the Government’s Decree No. 95/2012/ND-CP dated November 12, 2012 defining the Functions, Tasks, Powers and Organizational Structure of Ministry of Industry and Trade;
At the request of the Director of the Industrial Safety Techniques and Environment Agency;
Minister of Industry and Trade promulgates a Circular providing 18 procedures for technical inspection of occupational safety of machinery, equipment and supplies subject to strict occupational safety requirements under the management of Ministry of Industry and Trade.
Article 1. Scope of adjustment and subject of application
1. 18 procedures for technical inspection of occupational safety of machinery, equipment and supplies subject to strict occupational safety requirements under the management of Ministry of Industry and Trade (hereinafter referred to as "inspection procedures") are enclosed with this Circular. Names and symbols of inspection procedures are listed in the Appendix enclosed herewith.
2. This Circular shall apply to organizations and individuals involved in inspection, management, ownership and operation of machinery, equipment and supplies subject to strict occupational safety requirements under the management of Ministry of Industry and Trade.
Article 2. Effect
1. This Circular takes effect on September 15, 2017.
2. Certificates of inspection results of machinery, equipment and supplies which are subject to strict occupational safety requirements and have been technically inspected before the date of entry into force of this Circular shall remain valid. When these Certificates of inspection results expire, the following inspection of such machinery, equipment and supplies must be conducted by inspection organizations that hold Certificates of eligibility to conduct inspection operations issued by Ministry of Industry and Trade.
3. Periodic inspection of machinery and equipment of an operating line which cannot be disassembled for separate inspection shall be subject to the maintenance period of the line provided that it must conform to prescribed inspection period announced by manufacturers or specified in relevant national technical regulations. Managers and operators must maintain safe operation of machinery and equipment and assume responsibility thereof.
Article 3. Implementation organization
1. The Industrial Safety Techniques and Environment Agency shall instruct and organize the implementation of this Circular.
2. Inspection organizations must establish detailed inspection procedures of their own for each type of machinery and equipment in conformity with inspection procedures herein and relevant national technical regulations.
3. Inspectors must strictly and fully comply with guidelines in detailed inspection procedures for each type of machinery and equipment.
4. Organizations and individuals involved in inspection, management, ownership and operation of machinery, equipment and supplies subject to strict occupational safety requirements under the management of Ministry of Industry and Trade shall implement this Circular.
5. Any difficulties arising in the course of implementation of this Circular should be reported to the Ministry of Industry and Trade for consideration./.
The Minister
Tran Tuan Anh
APPENDIX
NAMES AND SYMBOLS OF INSPECTION PROCEDURES
(Attached with the Circular No. 10/2017/TT-BCT dated July 26, 2017 by the Ministry of Industry and Trade)
No. | Name of inspection procedure | Symbol |
1 | Procedures for technical inspection of occupational safety of boilers operating above 16 bar pressure | QTKD:01-2017/BCT |
2 | Procedures for technical inspection of occupational safety of pressure vessels | QTKD:02-2017/BCT |
3 | Procedures for technical inspection of occupational safety of bulk LPG (liquefied petroleum gas) tanks | QTKD:03-2017/BCT |
4 | Procedures for technical inspection of occupational safety of pipe lines for steam and hot water | QTKD:04-2017/BCT |
5 | Procedures for technical inspection of occupational safety of metallic rigid gas pipelines | QTKD:05-2017/BCT |
6 | Procedures for technical inspection of occupational safety of LPG (liquefied petroleum gas) cylinder filling system | QTKD:06-2017/BCT |
7 | Procedures for technical inspection of occupational safety of LPG (liquefied petroleum gas) supply system | QTKD:07-2017/BCT |
8 | Procedures for technical inspection of occupational safety of refillable welded steel cylinders for liquefied petroleum gas (LGP) | QTKD:08-2017/BCT |
9 | Procedures for technical inspection of occupational safety of single hydraulic prop, mobile frames and self-propelled standing frames used in pit mining | QTKD:09-2017/BCT |
10 | Procedures for technical inspection of occupational safety of hoists with the load capacity of 10,000N or more for use in mining | QTKD:10-2017/BCT |
11 | Procedures for technical inspection of occupational safety of explosion proof transformers | QTKD:11-2017/BCT |
12 | Procedures for technical inspection of occupational safety of explosion proof motors | QTKD:12-2017/BCT |
13 | Procedures for technical inspection of occupational safety of explosion proof distributors and breakers | QTKD:13-2017/BCT |
14 | Procedures for technical inspection of occupational safety of explosion proof remote control | QTKD:14-2017/BCT |
15 | Procedures for technical inspection of occupational safety of explosion proof generators | QTKD:15-2017/BCT |
16 | Procedures for technical inspection of occupational safety of cables used at workplace having flammable gases and combustible dust (explosion proof cable) | QTKD:16-2017/BCT |
17 | Procedures for technical inspection of occupational safety of explosion proof lights | QTKD:17-2017/BCT |
18 | Procedures for technical inspection of occupational safety of electric blasting machines | QTKD:18-2017/BCT |
Vui lòng Đăng nhập tài khoản gói Nâng cao để xem đầy đủ bản dịch.
Chưa có tài khoản? Đăng ký tại đây
Lược đồ
Vui lòng Đăng nhập tài khoản gói Tiêu chuẩn hoặc Nâng cao để xem Lược đồ.
Chưa có tài khoản? Đăng ký tại đây
Vui lòng Đăng nhập tài khoản gói Nâng cao để xem Nội dung MIX.
Chưa có tài khoản? Đăng ký tại đây
Chưa có tài khoản? Đăng ký tại đây