 Pháp lý doanh nghiệp
Pháp lý doanh nghiệp Thông tư 36/2010/TT-BGTVT Quy chuẩn quốc gia về phụ tùng xe mô tô, xe gắn máy
- Tổng hợp lại tất cả các quy định pháp luật còn hiệu lực áp dụng từ văn bản gốc và các văn bản sửa đổi, bổ sung, đính chính…
- Khách hàng chỉ cần xem Nội dung MIX, có thể nắm bắt toàn bộ quy định pháp luật hiện hành còn áp dụng, cho dù văn bản gốc đã qua nhiều lần chỉnh sửa, bổ sung.
thuộc tính Thông tư 36/2010/TT-BGTVT
| Cơ quan ban hành: | Bộ Giao thông Vận tải |
| Số công báo: | Đã biết Vui lòng đăng nhập tài khoản gói Tiêu chuẩn hoặc Nâng cao để xem Số công báo. Nếu chưa có tài khoản Quý khách đăng ký tại đây! |
| Số hiệu: | 36/2010/TT-BGTVT |
| Ngày đăng công báo: | Đã biết Vui lòng đăng nhập tài khoản gói Tiêu chuẩn hoặc Nâng cao để xem Ngày đăng công báo. Nếu chưa có tài khoản Quý khách đăng ký tại đây! |
| Loại văn bản: | Thông tư |
| Người ký: | Hồ Nghĩa Dũng |
| Ngày ban hành: | 01/12/2010 |
| Ngày hết hiệu lực: | Đã biết Vui lòng đăng nhập tài khoản gói Tiêu chuẩn hoặc Nâng cao để xem Ngày hết hiệu lực. Nếu chưa có tài khoản Quý khách đăng ký tại đây! |
| Áp dụng: | |
| Tình trạng hiệu lực: | Đã biết Vui lòng đăng nhập tài khoản gói Tiêu chuẩn hoặc Nâng cao để xem Tình trạng hiệu lực. Nếu chưa có tài khoản Quý khách đăng ký tại đây! |
| Lĩnh vực: | Khoa học-Công nghệ, Giao thông |
TÓM TẮT VĂN BẢN
Nội dung tóm tắt đang được cập nhật, Quý khách vui lòng quay lại sau!
tải Thông tư 36/2010/TT-BGTVT
|
BỘ GIAO THÔNG VẬN TẢI |
CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM |
|
Số: 36/2010/TT-BGTVT |
Hà Nội, ngày 01 tháng 12 năm 2010 |
THÔNG TƯ
Về việc ban hành 04 Quy chuẩn kỹ thuật quốc gia
về phụ tùng xe mô tô, xe gắn máy
_____________
Căn cứ Luật Tiêu chuẩn và Quy chuẩn kỹ thuật số 68/2006/QH11 ngày 29 tháng 6 năm 2006 và Nghị định số 127/2007/NĐ-CP ngày 01 tháng 8 năm 2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật;
Căn cứ Nghị định số 51/2008/NĐ-CP ngày 22 tháng 4 năm 2008 của Chính phủ quy định chức năng, nhiệm vụ, quyền hạn và cơ cấu tổ chức của Bộ Giao thông vận tải;
Xét đề nghị của Vụ trưởng Vụ Khoa học - Công nghệ và Cục trưởng Cục Đăng kiểm Việt Nam;
Bộ trưởng Bộ Giao thông vận tải quy định:
Mã số: QCVN 27:2010/BGTVT.
Mã số QCVN 28:2010/BGTVT.
Mã số: QCVN 29:2010/BGTVT.
Mã số: QCVN 30:2010/BGTVT
|
Nơi nhận: |
BỘ TRƯỞNG |
QCVN 27: 2010/BGTVT
QUY CHUẨN KỸ THUẬT QUỐC GIA
VỀ THÙNG NHIÊN LIỆU XE MÔ TÔ, XE GẮN MÁY
National technical regulation
on Fuel tanks of motorcycles and mopeds
Lời nói đầu
QCVN 27: 2010/BGTVT do Cục Đăng kiểm Việt Nam biên soạn, Bộ Khoa học và Công nghệ thẩm định, Bộ trưởng Bộ Giao thông vận tải ban hành theo Thông tư số 36/2010/TT-BGTVT ngày 01 tháng 12 năm 2010.
Quy chuẩn này được biên soạn trên cơ sở tiêu chuẩn Việt Nam TCVN 6954: 2001 được ban hành theo Quyết định số 68/2001/QĐ-BKHCNMT ngày 28 tháng 12 năm 2001 của Bộ trưởng Bộ Khoa học Công nghệ và Môi trường.
QUY CHUẨN KỸ THUẬT QUỐC GIA
VỀ THÙNG NHIÊN LIỆU XE MÔ TÔ, XE GẮN MÁY
National technical regulation on Fuel tanks of motorcycles and mopeds
1. Quy định chung
1.1. Phạm vi điều chỉnh
Quy chuẩn này quy định về kiểm tra chất lượng an toàn kỹ thuật đối với thùng nhiên liệu xe mô tô, xe gắn máy (sau đây gọi tắt là thùng).
1.2. Đối tượng áp dụng
Quy chuẩn này áp dụng đối với các cơ sở sản xuất, nhập khẩu thùng, sản xuất lắp ráp xe mô tô, xe gắn máy và các cơ quan, tổ chức, liên quan đến việc thử nghiệm, kiểm tra chứng nhận chất lượng an toàn kỹ thuật.
1.3. Giải thích từ ngữ
1.3.1. Kiểu thùng: các thùng được coi là cùng kiểu nếu có cùng nhãn hiệu, cơ sở sản xuất, dây chuyền sản xuất và có thiết kế, cấu tạo, vật liệu không khác nhau.
1.3.2. Dung tích danh định: là dung tích nhiên liệu lớn nhất trong thùng theo quy định của cơ sở sản xuất.
1.3.3. Áp suất làm việc: là áp suất tương đối của khí trong thùng do cơ sở sản xuất quy định.
1.3.4. Rò rỉ: là hiện tượng nhiên liệu, hoặc chất lỏng thử bị thoát ra ngoài thùng theo dạng dòng hoặc dạng nhỏ giọt.
1.3.5. Tổn thất khối lượng: là khối lượng nhiên liệu trong thùng bị giảm do nhiên liệu bị thấm và khuếch tán.
2. Quy định kỹ thuật
2.1. Quy định chung
2.1.1. Thùng phải được chế tạo đúng theo thiết kế hoặc tài liệu kỹ thuật của cơ sở sản xuất.
2.1.2. Thùng không được rò khí khi thử độ kín ở áp suất lớn gấp hai lần áp suất làm việc của thùng. Trong trường hợp cơ sở sản xuất không quy định áp suất làm việc của thùng thì áp suất thử ít nhất phải bằng áp suất tuyệt đối 130 kPa.
2.1.3. Thùng phải có các cơ cấu xả áp (ví dụ các lỗ thông hơi, các van an toàn v.v...) để tự động xả áp suất khí bên trong thùng khi áp suất đó lớn hơn áp suất làm việc. Trong trường hợp cơ sở sản xuất không quy định áp suất làm việc của thùng thì các cơ cấu xả áp phải làm việc khi áp suất khí bên trong thùng lớn hơn 15 kPa.
2.1.4. Nhiên liệu không được trào khỏi nắp thùng hoặc các cơ cấu xả áp, cho dù thùng được để lật ngược; độ rò rỉ nhiên liệu cho phép tối đa là 30 g/min.
2.2. Quy định riêng đối với thùng được chế tạo bằng vật liệu phi kim loại
Ngoài việc đáp ứng các quy định theo 2.1, thì thùng được chế tạo bằng vật liệu phi kim loại còn phải đáp ứng các quy định sau:
2.2.1. Độ thấm
2.2.1.1. Khi thử nghiệm độ thấm theo 2.3.1.1, tổn thất khối lượng trung bình của nhiên liệu trong từng khoảng thời gian 24 giờ không được lớn hơn 20 g.
2.2.1.2. Khi thử nghiệm độ thấm theo 2.3.1.2, tổn thất khối lượng trung bình của nhiên liệu trong từng khoảng thời gian 24 giờ không được lớn hơn 10 g.
2.2.2. Độ chịu va đập
Khi thử nghiệm độ chịu va đập theo 2.3.2, chất lỏng thử không được rò rỉ ra ngoài thùng.
2.2.3. Độ bền cơ học
Khi thử nghiệm độ bền cơ học theo 2.3.3, thùng không được thủng hoặc biến dạng tới mức không sử dụng được.
2.2.4. Tính chịu nhiên liệu
Khi thử nghiệm tính chịu nhiên liệu theo 2.3.4, sự khác nhau về độ bền kéo của các mẫu thử không được lớn hơn 25%.
2.2.5. Tính chống biến dạng ở nhiệt độ cao
Khi thử nghiệm tính chống biến dạng ở nhiệt độ cao theo 2.3.5, thùng không bị rò rỉ, thành thùng không bị biến dạng. Sau khi thử, thùng phải sử dụng được hoàn toàn dung tích danh định của nó.
2.3. Phương pháp thử thùng được chế tạo bằng vật liệu phi kim loại
2.3.1. Thử độ thấm
Nhiên liệu thử là loại nhiên liệu được cung cấp trên thị trường tương ứng với đăng ký của cơ sở sản xuất và thỏa mãn các tiêu chuẩn hiện hành.
2.3.1.1. Thùng được đổ nhiên liệu thử ở mức 50% dung tích danh định và để trong môi trường không khí ở nhiệt độ 400C ± 20C cho đến khi có một tổn thất khối lượng không đổi, giai đoạn này phải được thực hiện ít nhất trong vòng 28 ngày (giai đoạn này gọi là giai đoạn tiền trữ). Sau đó, đổ hết nhiên liệu trong thùng ra và tiếp tục đổ nhiên liệu thử ở mức 50% dung tích danh định của thùng. Để thùng trong điều kiện nhiệt độ ổn định 400C ± 20C cho đến khi nhiên liệu trong thùng đạt được nhiệt độ 400C ± 20C thì đậy kín thùng lại. Áp suất trong thùng tăng trong quá trình thử nghiệm có thể được cân bằng. Sau 56 ngày thử nghiệm, tiến hành xác định tổn thất khối lượng trung bình của nhiên liệu trong từng khoảng thời gian 24 giờ.
Khi thực hiện thử nghiệm có cân bằng áp suất bên trong thì việc này phải được nêu trong báo cáo thử nghiệm và tổn thất khối lượng của nhiên liệu do việc cân bằng áp suất phải được tính đến.
2.3.1.2. Nếu tổn thất khối lượng trung bình của nhiên liệu trong từng khoảng thời gian 24 giờ lớn hơn 20 g thì phải tiến hành thử nghiệm lại ở nhiệt độ thử nghiệm 230C ± 50C, tất cả các điều kiện khác được duy trì (bao gồm tiến hành thử nghiệm giai đoạn tiền trữ là 28 ngày trong nhiệt độ là 400C ± 20C).
2.3.2. Thử độ chịu va đập
Thùng được đổ đến dung tích danh định bằng hỗn hợp 50% nước và dung dịch ethylene glycol hoặc bằng bất kỳ chất làm mát nào khác mà không làm ảnh hưởng đến vật liệu thùng, điểm nghiệm lạnh của các chất làm mát này phải thấp hơn - 300C ± 20C. Nhiệt độ của các chất ở trong thùng trong quá trình thử phải là - 200C ± 50C. Cũng có thể đổ vào thùng chất lỏng đã được làm lạnh thích hợp miễn là thùng được để ở nhiệt độ thử ít nhất một giờ.
Một con lắc được dùng để thử nghiệm. Đầu va đập của con lắc phải có dạng hình chóp tam giác đều và có bán kính cong 3,0 mm ở các đỉnh và các mép. Khối lượng va đập của con lắc là 15 kg. Năng lượng va đập của con lắc không nhỏ hơn 30,0 J.
Các điểm thử nghiệm trên thùng phải là những điểm dễ hư hỏng khi xe bị va chạm. Trong trường hợp không xác định được những điểm dễ hư hỏng thì thử hai điểm ở hai bên thành thùng.
2.3.3. Thử độ bền cơ học
Thùng được đổ đến dung tích danh định bằng nước ở 530C ± 20C, áp suất để thử không được nhỏ hơn 30 kPa. Trong trường hợp cơ sở sản xuất quy định áp suất làm việc của thùng lớn hơn 15 kPa thì áp suất để thử phải bằng hai lần áp suất quy định đó. Thùng phải được giữ kín liên tục trong năm giờ. Sau đó tiến hành kiểm tra sự biến dạng của thùng.
2.3.4. Thử tính chịu nhiên liệu
Lấy sáu mẫu thử có độ dày xấp xỉ nhau từ những mặt phẳng của thùng, xác định độ bền kéo ở 230C ± 20C với vận tốc kéo dãn là 50 mm/min. Những giá trị này được so sánh với độ bền kéo xác định được thông qua các thử nghiệm tương tự bằng cách sử dụng thùng đã được chứa nhiên liệu trong giai đoạn tiền trữ.
2.3.5. Thử tính chống biến dạng ở nhiệt độ cao
Đổ nước ở 200C ± 20C tới mức 50% dung tích danh định của thùng, sau đó thùng được lưu giữ trong thời gian một giờ ở nhiệt độ môi trường 700C ± 20C. Tiến hành kiểm tra sự biến dạng của thùng.
3. Quy định quản lý
3.1. Phương thức kiểm tra, thử nghiệm
Thùng được sản xuất lắp ráp và nhập khẩu mới phải được kiểm tra, thử nghiệm theo Quyết định số 58/2007/QĐ-BGTVT ngày 21/11/2007 của Bộ trưởng Bộ Giao thông vận tải về kiểm tra chất lượng, an toàn kỹ thuật và bảo vệ môi trường trong sản xuất, lắp ráp xe mô tô, xe gắn máy.
3.2. Tài liệu kỹ thuật và mẫu thử
Khi có nhu cầu thử nghiệm, cơ sở sản xuất, tổ chức hoặc cá nhân nhập khẩu thùng phải cung cấp cho cơ sở thử nghiệm tài liệu kỹ thuật và mẫu thử theo yêu cầu nêu tại mục 3.2.1 và 3.2.2.
3.2.1. Yêu cầu về tài liệu kỹ thuật
Tài liệu kỹ thuật của thùng gồm các thông tin sau đây:
- Nhãn hiệu và số loại xe sử dụng thùng;
- Tên và địa chỉ của cơ sở sản xuất thùng;
- Tên và địa chỉ của đại diện cơ sở sản xuất thùng nếu có;
- Loại nhiên liệu sử dụng;
- Dung tích danh định của thùng;
- Bản vẽ kỹ thuật của thùng có chỉ rõ loại vật liệu chế tạo;
- Bản vẽ lắp chỉ rõ cách bố trí thùng trên xe.
3.2.2. Yêu cầu về mẫu thử
- 02 mẫu thử cho mỗi kiểu thùng được chế tạo bằng vật liệu kim loại.
- 05 mẫu thử cho mỗi kiểu thùng được chế tạo bằng vật liệu phi kim loại.
3.3. Báo cáo thử nghiệm
Cơ sở thử nghiệm phải lập báo cáo kết quả thử nghiệm có các nội dung ít nhất bao gồm các mục quy định trong quy chuẩn này tương ứng với từng kiểu loại thùng.
3.4. Áp dụng quy định
Trong trường hợp các văn bản, tài liệu được viện dẫn trong Quy chuẩn này có sự thay đổi, bổ sung hoặc được thay thế thì thực hiện theo quy định trong văn bản mới.
4. Tổ chức thực hiện
Cục Đăng kiểm Việt Nam chịu trách nhiệm triển khai, hướng dẫn thực hiện Quy chuẩn này trong kiểm tra chất lượng an toàn kỹ thuật đối với thùng sản xuất lắp ráp và nhập khẩu.
Vụ Khoa học Công nghệ - Bộ Giao thông vận tải có trách nhiệm kiểm tra, giám sát việc thực hiện Quy chuẩn này./.
QCVN 28: 2010/BGTVT
QUY CHUẨN KỸ THUẬT QUỐC GIA
VỀ GƯƠNG CHIẾU HẬU XE MÔ TÔ, XE GẮN MÁY
National technical regulation
on Rear-view mirrors of motorcycles and mopeds
Lời nói đầu
QCVN 28: 2010/BGTVT do Cục Đăng kiểm Việt Nam biên soạn, Bộ Khoa học và Công nghệ thẩm định, Bộ trưởng Bộ Giao thông vận tải ban hành theo Thông tư số 36/2010/TT-BGTVT ngày 01 tháng 12 năm 2010.
Quy chuẩn này được biên soạn trên cơ sở tiêu chuẩn Việt Nam số hiệu TCVN 6770: 2001 được ban hành kèm theo Quyết định số 46/2001/QĐ-BKHCNMT ngày 27 tháng 7 năm 2001 của Bộ trưởng Bộ Khoa học Công nghệ và Môi trường.
QUY CHUẨN KỸ THUẬT QUỐC GIA
VỀ GƯƠNG CHIẾU HẬU XE MÔ TÔ, XE GẮN MÁY
National technical regulation on Rear-view mirrors of motorcycles and mopeds
1. Quy định chung
1.1. Phạm vi điều chỉnh
Quy chuẩn này quy định về yêu cầu kỹ thuật và kiểm tra chất lượng an toàn kỹ thuật đối với gương chiếu hậu xe mô tô, xe gắn máy (sau đây gọi tắt là gương).
1.2. Đối tượng áp dụng
Quy chuẩn này áp dụng đối với các cơ sở sản xuất, nhập khẩu gương, sản xuất lắp ráp xe mô tô, xe gắn máy và các cơ quan, tổ chức liên quan đến việc thử nghiệm, kiểm tra chứng nhận chất lượng an toàn kỹ thuật.
1.3. Giải thích từ ngữ
1.3.1. Gương chiếu hậu: Bộ phận được thiết kế dùng để quan sát phía sau.
1.3.2. Kiểu gương chiếu hậu: Các gương chiếu hậu được coi là cùng kiểu nếu có cùng nhãn hiệu, nhà sản xuất, dây chuyền sản xuất và không có sự khác biệt về các đặc tính kỹ thuật chính sau đây:
1.3.2.1. Kích thước và bán kính cong bề mặt phản xạ của gương;
1.3.2.2. Kết cấu, hình dáng hoặc vật liệu chế tạo gương và các bộ phận liên kết với xe.
1.3.3. Bán kính cong trung bình r: Giá trị bán kính cong của bề mặt phản xạ gương được xác định theo phương pháp được mô tả ở mục B.2, phụ lục B của quy chuẩn này.
1.3.4. Bán kính cong chính tại một điểm trên bề mặt phản xạ ri : Giá trị đo được bằng thiết bị nêu trong phụ lục B, đo trên cung tròn của bề mặt phản xạ theo hướng có kích thước lớn nhất của gương.
1.3.5. Bán kính cong chính tại một điểm trên bề mặt phản xạ r’i : Giá trị đo được bằng thiết bị nêu trong phụ lục B, đo trên cung tròn của bề mặt phản xạ theo hướng vuông góc với hướng có kích thước lớn nhất.
1.3.6. Bán kính cong tại một điểm trên bề mặt phản xạ rp : Giá trị trung bình cộng của các bán kính cong chính ri và r’i ... tức là:

1.3.7. Vùng tâm của gương: Vùng được giới hạn bởi đường tròn nội tiếp bề mặt phản xạ.
1.3.8. Bán kính cong “c” các bộ phận của gương: Bán kính của cung đường tròn gần giống nhất với dạng cong của các bộ phận tương ứng.
2. Quy định kỹ thuật
2.1. Quy định kỹ thuật chung
2.1.1. Tất cả các gương phải điều chỉnh được vùng quan sát.
2.1.2. Mép của bề mặt phản xạ gương phải nằm trong vỏ bảo vệ (đế gương) và mép của vỏ bảo vệ phải có bán kính cong “c” có giá trị không nhỏ hơn 2,5 mm tại mọi điểm và theo mọi hướng. Nếu bề mặt phản xạ nhô ra khỏi vỏ bảo vệ thì bán kính cong “c” của mép biên của phần nhô ra không được nhỏ hơn 2,5 mm và phải di chuyển được vào phía trong của vỏ bảo vệ khi tác dụng một lực 50 N vào điểm ngoài cùng của phần nhô ra lớn nhất so với vỏ bảo vệ theo hướng vuông góc với mặt phản xạ gương.
2.1.3. Tất cả các bộ phận của gương phải có bán kính cong “c” không nhỏ hơn 2,5 mm.
Mép của các lỗ để lắp đặt hay là các chỗ lõm có chiều rộng nhỏ hơn 12 mm thì không cần phải áp dụng các yêu cầu về bán kính trên nhưng phải được làm cùn cạnh sắc.
2.1.4. Các bộ phận của gương chiếu hậu được làm bằng vật liệu có độ cứng không lớn hơn 60 Shore A thì không phải áp dụng các yêu cầu nêu trong 2.1.2 và 2.1.3.
2.2. Quy định về kích thước
2.2.1. Diện tích của bề mặt phản xạ không được nhỏ hơn 69 cm2.
2.2.2. Trong trường hợp gương tròn, đường kính của bề mặt phản xạ không được nhỏ hơn 94 mm và không được lớn hơn 150 mm.
2.2.3. Trong trường hợp gương không tròn kích thước của bề mặt phản xạ phải đủ lớn để chứa được một hình tròn nội tiếp có đường kính 78 mm, nhưng phải nằm được trong một hình chữ nhật có kích thước 120 mm x 200 mm.
2.3. Quy định về hệ số phản xạ và bề mặt phản xạ
2.3.1. Giá trị hệ số phản xạ của bề mặt phản xạ (quang học) được xác định theo phương pháp mô tả trong phụ lục A của quy chuẩn này không được nhỏ hơn 40%.
2.3.2. Bề mặt phản xạ của gương phải có dạng hình cầu lồi.
2.3.3. Giá trị “r” được xác định theo phương pháp mô tả trong phụ lục B của quy chuẩn này không được nhỏ hơn 1000 mm và không lớn hơn 1500 mm.
2.3.4. Sự khác nhau giữa ri hoặc ri ’ và rpi tại mỗi điểm khảo sát không được vượt quá 0,15 r. Sự khác nhau giữa các bán kính cong (rp1, r p2 và r p3) và r không được vượt quá 0,15 r.
2.4. Quy định về độ bền va chạm và độ bền uốn của vỏ bảo vệ gương
Gương phải được thử nghiệm độ bền va chạm và độ bền uốn của vỏ bảo vệ gương theo phụ lục C và D của quy chuẩn này.
Gương không bị vỡ trong quá trình thử. Tuy nhiên, cho phép có chỗ vỡ trên bề mặt phản xạ của gương nếu gương được làm từ kính an toàn hoặc thỏa mãn điều kiện sau: Mảnh kính vỡ vẫn dính ở mặt trong của vỏ bảo vệ hoặc dính vào một mặt phẳng gắn chắc trên vỏ bảo vệ, ngoại trừ một phần mảnh kính vỡ cho phép tách rời khỏi vỏ bảo vệ, miễn là kích thước mỗi cạnh của mảnh vỡ không vượt quá 2,5 mm. Cho phép những mảnh vỡ nhỏ có thể rời ra khỏi bề mặt gương tại điểm đặt lực.
3. Quy định quản lý
3.1. Phương thức kiểm tra, thử nghiệm
Gương được sản xuất lắp ráp và nhập khẩu mới phải được kiểm tra, thử nghiệm theo Quyết định số 58/2007/QĐ-BGTVT ngày 21/11/2007 của Bộ trưởng Bộ Giao thông vận tải về kiểm tra chất lượng, an toàn kỹ thuật và bảo vệ môi trường trong sản xuất, lắp ráp xe mô tô, xe gắn máy.
3.2. Tài liệu kỹ thuật và mẫu thử
Khi có nhu cầu thử nghiệm, cơ sở sản xuất, tổ chức hoặc cá nhân nhập khẩu gương phải cung cấp cho cơ sở thử nghiệm tài liệu kỹ thuật và mẫu thử theo yêu cầu nêu tại mục 3.2.1 và 3.2.2.
3.2.1. Yêu cầu về tài liệu kỹ thuật
Bản vẽ kỹ thuật của gương phải thể hiện các kích thước chính và kèm theo các thông số sau:
- Độ cứng của vỏ bảo vệ bề mặt phản xạ gương;
- Bán kính cong của bề mặt phản xạ gương;
- Hệ số phản xạ của bề mặt phản xạ gương;
- Đường kính vòng tròn nội tiếp bề mặt phản xạ gương;
- Kích thước hình chữ nhật ngoại tiếp bề mặt phản xạ gương;
- Diện tích bề mặt phản xạ;
- Bán kính cong của mép vỏ bảo vệ bề mặt phản xạ gương.
3.2.2. Mẫu thử
04 mẫu thử cho mỗi kiểu gương cần thử nghiệm.
3.3. Báo cáo thử nghiệm
Cơ sở thử nghiệm phải lập báo cáo kết quả thử nghiệm có các nội dung ít nhất bao gồm các mục quy định trong quy chuẩn này tương ứng với từng kiểu loại gương.
3.4. Áp dụng quy định
Trong trường hợp các văn bản, tài liệu được viện dẫn trong Quy chuẩn này có sự thay đổi, bổ sung hoặc được thay thế thì thực hiện theo quy định trong văn bản mới.
4. Tổ chức thực hiện
Cục Đăng kiểm Việt Nam chịu trách nhiệm triển khai, hướng dẫn thực hiện Quy chuẩn này trong kiểm tra chất lượng an toàn kỹ thuật đối với gương chiếu hậu sản xuất lắp ráp và nhập khẩu.
Vụ Khoa học Công nghệ - Bộ Giao thông vận tải có trách nhiệm kiểm tra, giám sát việc thực hiện Quy chuẩn này./.
PHỤ LỤC A
PHƯƠNG PHÁP KIỂM TRA ĐỂ XÁC ĐỊNH HỆ SỐ PHẢN XẠ
A.1. Các định nghĩa
A.1.1. Ánh sáng quy chuẩn A theo CIE (CIE standard illuminant A).
A.1.2. Nguồn phát sáng quy chuẩn A theo CIE (CIE standard sourse A): Bóng đèn dùng sợi tóc vonfram được thắp sáng ở màu sắc tương ứng với nhiệt độ T68 = 2855,6K.
A.1.3. Thiết bị quan sát màu sắc quy chuẩn theo CIE 1931 (CIE 1931 standard colorimetric observer): Thiết bị thu bức xạ có các đặc tính về màu sắc tương ứng với các giá trị vạch quang phổ x(λ), y(λ), z(λ) (xem bảng).
A.1.4. Các giá trị vạch quang phổ CIE (CIE spectral tristimulus values): Các giá trị của các thành phần quang phổ của một phổ năng lượng tương ứng trong hệ thống CIE (XYZ).
A .1.5. Hình ảnh chùm sáng (photopic vision): Hình ảnh nhìn được bằng mắt thường của chùm sáng khi nó được chỉnh tới mức có độ chói là một vài cd/m2.
A.2. Thiết bị
A.2.1. Quy định chung
Thiết bị gồm một nguồn phát sáng, một giá đỡ mẫu thử, một thiết bị thu với một bộ tách sóng ánh sáng, một đồng hồ hiển thị (xem hình A.1), và một vài chi tiết khác để loại trừ ảnh hưởng của các ánh sáng từ bên ngoài.
A.2.2. Các đặc tính quang phổ của nguồn phát sáng và thiết bị thu
A.2.2.1. Nguồn sáng gồm có một nguồn phát sáng quy chuẩn A theo CIE và một hệ quang học để cung cấp một chùm sáng chuẩn. Một ổn áp để duy trì điện áp của đèn ổn định trong khi thiết bị hoạt động.
Các định nghĩa được trích từ tiêu chuẩn CIE 50, thuật ngữ điện tử quốc tế, nhóm 45: ánh sáng.
A.2.2.2. Thiết bị thu phải có một bộ tách chùm sáng với độ nhạy phổ tỷ lệ với chùm sáng có cường độ theo yêu cầu của thiết bị quan trắc màu theo tiêu chuẩn CIE (1931) (xem hình A.1). Bất kỳ sự kết hợp khác của bộ thu lọc ánh sáng để đưa ra ánh sáng tương đương với ánh sáng A theo tiêu chuẩn CIE và chùm sáng có hình ảnh chùm sáng có thông số phù hợp đều có thể được sử dụng.
A.2.3. Thông số hình học
A.2.3.1. Góc của chùm sáng tới (0) với đường vuông góc với bề mặt kiểm tra là 0,44 rad ± 0,09 rad (25o ± 5o) và không được vượt quá giới hạn trên của dung
sai (ví dụ 0,53 rad hay 30o). Trục của thiết bị thu với đường vuông góc này sẽ tạo nên một góc tương đương với góc của tia tới (xem hình A1). Chùm sáng tới truyền đến bề mặt kiểm tra phải có đường kính không nhỏ hơn 19 mm. Tia phản xạ không được rộng hơn vùng lắp bộ cảm nhận của thiết bị phân tích ánh sáng, và không chiếm dưới 50% diện tích vùng này, và gần như bằng vùng sáng đã sử dụng khi chuẩn thiết bị.
A.2.4. Các đặc tính về điện của phần hiển thị bộ tách chùm sáng
Kết quả của bộ phân tích chùm sáng được đọc trên phần hiện thị phải là một hàm tuyến tính của cường độ ánh sáng ở vùng cảm quang. Các thiết bị (điện và quang học) phải được chỉnh về không và hiệu chuẩn sao cho các thiết bị này không làm ảnh hưởng tới giá trị đo hoặc đặc tính quang phổ của thiết bị chính. Độ chính xác của phần hiện thị của máy thu sẽ là ± 2% của toàn thang đo, hoặc ±10% giá trị đo, lấy giá trị nhỏ hơn.
A.2.5. Giá đỡ mẫu thử
Giá đỡ phải có kết cấu để có thể định vị mẫu kiểm tra sao cho các đường trục của nguồn sáng và máy thu giao nhau tại bề mặt phản xạ gương.
A.3. Phương pháp xác định hệ số phản xạ
A.3.1. Hiệu chuẩn trực tiếp
Hướng chùm sáng trực tiếp vào bộ thu, tín hiệu thu được là năng lượng của chùm sáng. Giá trị đọc được trên đồng hồ đo của thiết bị sẽ có giá trị tương ứng với 100%.
A.3.2. Đo hệ số phản xạ
Bộ thu tín hiệu sẽ đón nhận chùm sáng đã được phản xạ qua bề mặt phản xạ gương. Giá trị đọc được trên thiết bị sẽ là hệ số phản xạ so với giá trị khi hiệu chuẩn trực tiếp (%).
Hình A.1. Sơ đồ khái quát hệ thống đo hệ số phản xạ
Bảng trị số vạch quang phổ đối với thiết bị quan trắc màu theo tiêu chuẩn CIE 1931
(Bảng này được lấy từ tiêu chuẩn CIE 50(45) (1970))
|
λ nm |
x (λ) |
y (λ) |
z (λ) |
|
380 |
0,0014 |
0,0000 |
0,0065 |
|
390 |
0,0042 |
0,0001 |
0,0201 |
|
400 |
0,0143 |
0,0004 |
0,0679 |
|
410 |
0,0435 |
0,0012 |
0,2074 |
|
420 |
0,1344 |
0,0040 |
0,6456 |
|
430 |
0,2839 |
0,0116 |
1,3856 |
|
440 |
0,3483 |
0,0230 |
1,7471 |
|
450 |
0,3362 |
0,0380 |
1,7721 |
|
460 |
0,2908 |
0,0600 |
1,6692 |
|
470 |
0,1954 |
0,0910 |
1,2876 |
|
480 |
0,0956 |
0,1390 |
0,8130 |
|
490 |
0,0320 |
0,2080 |
0,4652 |
|
500 |
0,0049 |
0,3230 |
0,2720 |
|
510 |
0,0093 |
0,5030 |
0,1582 |
|
520 |
0,0633 |
0,7100 |
0,0782 |
|
530 |
0,1655 |
0,8620 |
0,0422 |
|
540 |
0,2904 |
0,9540 |
0,0203 |
|
550 |
0,4334 |
0,9950 |
0,0087 |
|
560 |
0,5945 |
0,9950 |
0,0039 |
|
570 |
0,7621 |
0,9520 |
0,0021 |
|
580 |
0,9163 |
0,8700 |
0,0017 |
|
590 |
0,0263 |
0,7570 |
0,0011 |
|
600 |
1,0622 |
0,6310 |
0,0008 |
|
610 |
1,0026 |
0,5030 |
0,0003 |
|
620 |
0,8544 |
0,3810 |
0,0002 |
|
630 |
0,6424 |
0,2650 |
0,0000 |
|
640 |
0,4479 |
0,1750 |
0,0000 |
|
650 |
0,2335 |
0,1070 |
0,0000 |
|
660 |
0,1649 |
0,0610 |
0,0000 |
|
680 |
0,0468 |
0,0170 |
0,0000 |
|
690 |
0,0227 |
0,0082 |
0,0000 |
|
700 |
0,0114 |
0,0041 |
0,0000 |
|
710 |
0,0058 |
0,0021 |
0,0000 |
|
720 |
0,0029 |
0,0010 |
0,0000 |
|
730 |
0,0014 |
0,0005 |
0,0000 |
|
740 |
0,0007 |
0,0002 2) |
0,0000 |
|
750 |
0,0003 |
0,0001 |
0,0000 |
|
760 |
0,0002 |
0,0001 |
0,0000 |
|
770 |
0,0001 |
0,0000 |
0,0000 |
|
780 |
0,0000 |
0,0000 |
0,0000 |
PHỤ LỤC B
QUY TRÌNH XÁC ĐỊNH BÁN KÍNH CONG “R” CỦA BỀ MẶT PHẢN XẠ CỦA GƯƠNG
B.1. Phương pháp đo
B.1.1. Thiết bị
Sử dụng thiết bị đo độ cong của bề mặt cầu được mô tả ở hình B.1.
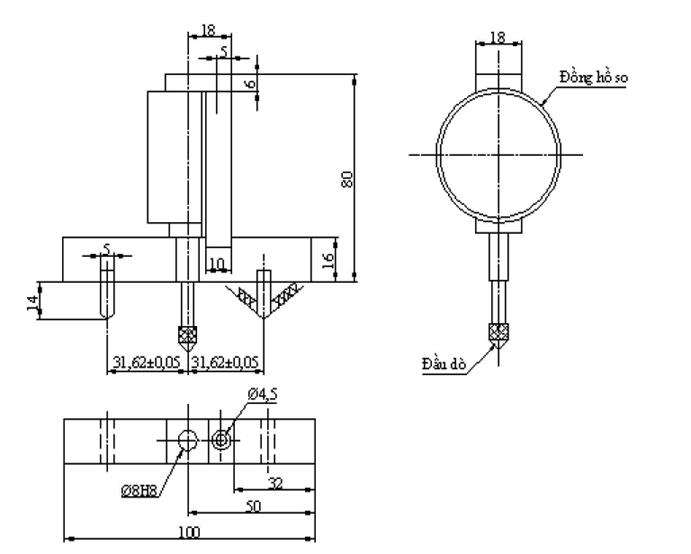
Hình B.1. Sơ đồ khái quát thiết bị đo bán kính cong
B.1.2. Các điểm đo
Bán kính cong phải được đo tại 3 điểm. Các điểm đo này nằm trên đường cong lớn nhất trên bề mặt phản xạ và chia đường cong đó thành 4 đoạn bằng nhau.
B.2. Tính bán kính của đường cong (r)
“r” đo bằng mm sẽ được tính theo công thức sau đây:

trong đó:
rp1 là bán kính cong của điểm đo thứ nhất
rp2 là bán kính cong của điểm đo thứ hai
rp3 là bán kính cong của điểm đo thứ ba.
PHỤ LỤC C
THỬ ĐỘ BỀN VA CHẠM CỦA GƯƠNG
C.1. Mô tả thiết bị thử
Hình C1. Sơ đồ nguyên lý thiết bị thử va chạm gương
(các kích thước tính bằng milimet)
C.1.1. Thiết bị thử bao gồm một quả lắc có khả năng dao động giữa hai trục ngang vuông góc với nhau, một trong hai trục vuông góc với mặt phẳng chứa quỹ đạo thả tự do của quả lắc. Đầu của quả lắc có một búa hình cầu cứng, có đường kính 165 mm ± 1 mm và có một lớp bọc bằng cao su dày 5 mm độ cứng 50 Shore
A. Một dụng cụ đo góc cho phép xác định góc tối đa do tay đòn tạo thành trên mặt phẳng thả con lắc, nó được cố định chắc chắn vào phần giá đỡ quả lắc, giá đỡ này còn dùng để kẹp chặt mẫu thử phù hợp với các yêu cầu về va chạm quy định trong C.2.5 dưới đây.
Thông số về kích thước và các đặc điểm về kết cấu của thiết bị thử (xem hình C1).
C.1.2. Tâm của điểm đập quả lắc phải trùng với tâm đầu búa hình cầu. Khoảng cách “l” từ trục dao động tới tâm va chạm trong mặt phẳng thả quả lắc là 1 m ± 5 mm.
Khối lượng quy gọn của quả lắc tới tâm đập là mo = 6,8 kg ± 0,05 kg.
C.2. Quy trình thử
C.2.1. Định vị gương để thử
C.2.1.1. Gương phải được cố định trên thiết bị thử va chạm sao cho các trục ở phương nằm ngang và thẳng đứng phù hợp với việc lắp đặt trên xe.
C.2.1.2. Khi gương có thể điều chỉnh được so với chân đế thì vị trí thử phải ở chỗ ít thuận lợi nhất cho cơ cấu xoay hoạt động trong phạm vi giới hạn do nhà sản xuất gương hoặc nhà sản xuất phương tiện đưa ra.
C.2.1.3. Khi gương có cơ cấu điều chỉnh khoảng cách tới chân đế thì cơ cấu này phải được đặt tại vị trí mà khoảng cách giữa vỏ bảo vệ và chân đế là ngắn nhất.
C.2.1.4. Khi bề mặt phản xạ có thể xoay trong phạm vi vỏ bảo vệ, thì phải điều chỉnh sao cho phần góc trên là phần xa nhất tính từ phương tiện ở vị trí nhô ra lớn nhất so với vỏ bảo vệ.
C.2.2. Khi thử, thả búa rơi từ độ cao tương ứng với góc lắc là 60o so với đường thẳng đứng sao cho búa đập vào gương tại thời điểm quả lắc ở vào vị trí thẳng đứng.
C.2.3. Khi quả lắc ở vị trí thẳng đứng, các mặt phẳng nằm ngang và thẳng đứng đi qua phần tâm của búa phải đi qua phần tâm của gương như đã định nghĩa trong 1.3.7. Phương dao động dọc của quả lắc phải vuông góc với mặt phẳng song song với bề mặt phản xạ của gương.
C.2.4. Khi cố định gương, nếu các bộ phận của gương làm hạn chế sự hồi vị của búa, điểm tác động phải được dịch chuyển theo hướng vuông góc với trục quay hoặc chốt quay tùy từng trường hợp. Sự chuyển dịch này chỉ thực hiện khi thật cần thiết để tiến hành thử.
Điểm tiếp xúc của búa phải ở vị trí cách mép trong của vỏ bảo vệ bề mặt phản xạ tối thiểu 10 mm.
C.2.5. Gương phải được thử va chạm ở bề mặt phản xạ của gương và trên mặt ngoài vỏ bảo vệ bề mặt phản xạ gương.
C.2.6. Trong các phép thử mô tả ở C.1 quả lắc phải trở về vị trí sau khi va chạm sao cho góc giữa hình chiếu của cánh tay đòn và đường thẳng đứng trên mặt phẳng thả con lắc ít nhất là 20o.
C.2.7. Độ chính xác của phép đo góc phải là ± 1o.
PHỤ LỤC D
THỬ ĐỘ BỀN UỐN CỦA GƯƠNG
D.1. Thiết bị thử (hình D1)
D.2. Quy trình thử
D.2.1. Kẹp chặt phần cán gương trên bộ phận gá đỡ của thiết bị sao cho gương được đặt nằm ngang theo hướng có kích thước lớn nhất của vỏ bảo vệ, bề mặt phản xạ hướng lên trên. Đầu của vỏ bảo vệ phía cán gương phải được cố định bằng hai má kẹp có chiều rộng 15 mm, bao trùm lên toàn bộ chiều rộng của vỏ bảo vệ (xem ví dụ hình D1).
D.2.2. Tại đầu kia của vỏ bảo vệ, một má kẹp giống như trên phải được đặt trên vỏ bảo vệ để có thể đặt tải trọng kiểm tra lên theo quy định (xem ví dụ hình D1).
D.2.3. Tải trọng thử phải là 25 kg tác dụng liên tục trong 1 phút.

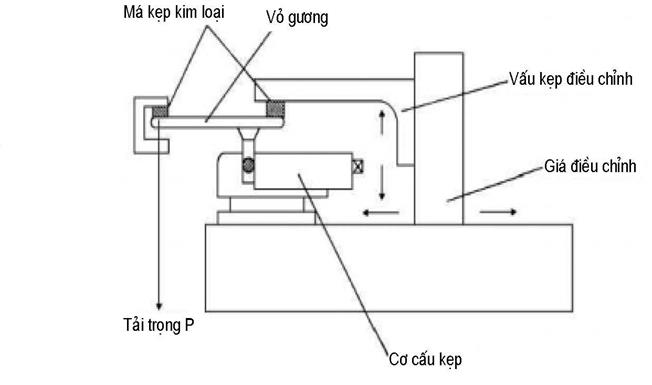
Hình D1. Ví dụ về thiết bị thử độ uốn cho vỏ bảo vệ gương.
QCVN 29: 2010/BGTVT
QUY CHUẨN KỸ THUẬT QUỐC GIA VỀ ỐNG XẢ XE MÔ TÔ, XE GẮN MÁY
National technical regulation
on Exhaust pipes of motorcycles and mopeds
Lời nói đầu
QCVN 29: 2010/BGTVT do Cục Đăng kiểm Việt Nam biên soạn, Bộ Khoa học và Công nghệ thẩm định, Bộ trưởng Bộ Giao thông vận tải ban hành theo Thông tư số 36/2010/TT-BGTVT ngày 01 tháng 12 năm 2010.
Quy chuẩn này được chuyển đổi trên cơ sở tiêu chuẩn ngành số hiệu 22 TCN 291-02 được ban hành kèm theo Quyết định số 1636/2002/QĐ-BGTVT ngày 30 tháng 5 năm 2002 của Bộ trưởng Bộ Giao thông vận tải.
QUY CHUẨN KỸ THUẬT QUỐC GIA
VỀ ỐNG XẢ XE MÔ TÔ, XE GẮN MÁY
National technical regulation on Exhaust pipes of motorcycles and mopeds
1. Quy định chung
1.1. Phạm vi điều chỉnh
Quy chuẩn này quy định về kiểm tra chất lượng an toàn kỹ thuật và bảo vệ môi trường đối với ống xả xe mô tô, xe gắn máy.
1.2. Đối tượng áp dụng
Quy chuẩn này áp dụng đối với các cơ sở sản xuất, nhập khẩu ống xả, sản xuất lắp ráp xe mô tô, xe gắn máy và các cơ quan, tổ chức liên quan đến việc thử nghiệm, kiểm tra chứng nhận chất lượng an toàn kỹ thuật và bảo vệ môi trường.
1.3. Giải thích từ ngữ
1.3.1. Ống xả là linh kiện lắp trên xe dùng để dẫn khí thải từ cửa xả của động cơ ra môi trường và giảm tiếng ồn do khí thải gây ra. Ống xả bao gồm hai phần chính là: ống dẫn khí thải và bộ giảm âm (hình 1).
1.3.2. Ống xả cùng kiểu là ống xả có cùng một ký hiệu sản phẩm, cùng một thiết kế kỹ thuật, một dây chuyền sản xuất và cùng một cơ sở sản xuất.
1.3.3. Ống dẫn khí thải là ống dùng để dẫn khí thải từ cửa xả của động cơ đến bộ giảm âm.
1.3.4. Bộ giảm âm là cụm chi tiết có tác dụng làm giảm tiếng ồn do khí thải gây ra.
1.3.5. Tấm ốp cách nhiệt là chi tiết dùng để ngăn cách sự tiếp xúc trực tiếp của con người với ống xả.
1.3.6. Thiết bị xử lý khí thải là thiết bị dùng để giảm thiểu chất độc hại có trong khí thải của động cơ trước khi thải ra môi trường.
Hình 1. Hình vẽ minh họa các bộ phận cơ bản của ống xả
1. Ống dẫn khí thải 2. Giá treo ống xả
3. Vỏ trong bộ giảm âm 4. Vỏ ngoài bộ giảm âm
5. Ống tiêu âm trong bộ giảm âm 6. Vách tiêu âm
7. Vật liệu cách nhiệt 8. Thiết bị chống ô nhiễm
9. Tấm ốp cách nhiệt 10. Ống xả khí thải ra môi trường.
2. Quy định về kỹ thuật
2.1. Quy định chung2.1.1. Ống xả phải được chế tạo theo đúng thiết kế hoặc tài liệu kỹ thuật của cơ sở sản xuất.
2.1.2. Ống xả phải được dập nổi hoặc chìm ký hiệu sản phẩm trên thân bộ giảm âm.
2.1.3. Khi quan sát bằng mắt thường ống xả không bị gỉ, bị móp méo hay có bất kỳ khuyết tật nào ảnh hưởng đến công dụng của nó, lớp phủ bề mặt đều, các mối hàn đảm bảo chắc chắn.
2.2. Quy định về vật liệu
Các chi tiết của ống xả không được gỉ hay có các khuyết tật có thể ảnh hưởng tới chất lượng của ống xả.
Đối với các bộ phận được chế tạo từ thép phải có chiều dày không nhỏ hơn 0,8 mm.
2.3. Quy định về lớp phủ bề mặt ống xả
2.3.1. Lớp phủ niken và crôm
Ống xả được phủ bề mặt bằng lớp mạ niken và tiếp đến lớp mạ crôm. Chiều dày lớp mạ không được nhỏ hơn 20 μm đối với niken và 0,15 μm đối với crôm.
2.3.2. Lớp phủ sơn
2.3.2.1. Ống xả được phủ bề mặt bằng sơn chịu nhiệt. Chiều dày lớp sơn không nhỏ hơn 25 μm.
2.3.2.2. Độ cứng lớp sơn sau khi thử theo 2.5.2.4 không được xuất hiện các vết xước trên bề mặt.
2.3.2.3. Độ bám dính của lớp sơn sau khi thử theo 2.5.2.5 không có bất kỳ ô vuông nào bị bong tróc lớp sơn.
2.3.2.4. Độ bền nhiệt của lớp sơn sau khi thử theo 2.5.2.6 không được rạn nứt, phồng rộp, cháy, vỡ hay bong tróc.
2.4. Quy định về độ rò rỉ khí
Khi thử nghiệm theo 2.5.3 khí thử rò rỉ từ ống xả không được vượt quá 1500 cm3/giây.
2.5. Phương pháp kiểm tra
2.5.1. Kiểm tra chiều dày vật liệu
Đo chiều dày vật liệu bằng dụng cụ đo có độ chính xác 0,01 mm.
2.5.2. Kiểm tra lớp phủ bề mặt ống xả
2.5.2.1. Lấy mẫu có kích thước 50 mm x 75 mm từ ống xả thử nghiệm tại nơi ít uốn cong nhất và không có mối hàn, số lượng các miếng mẫu theo yêu cầu thử nghiệm.
2.5.2.2. Kiểm tra chiều dày lớp mạ
Lớp mạ được kiểm tra chiều dày trên hai mẫu đã được chuẩn bị tại 2.5.2.1 bằng thiết bị kiểm tra chiều dày lớp mạ.
2.5.2.3. Kiểm tra chiều dày lớp sơn
Lớp sơn được kiểm tra chiều dày trên hai mẫu đã được chuẩn bị tại 2.5.2.1 bằng thiết bị kiểm tra chiều dày lớp sơn.
2.5.2.4. Kiểm tra độ cứng lớp sơn
Sấy khô hai mẫu được chuẩn bị theo 2.5.2.1 trong lò sấy với thời gian tối thiểu là 3 giờ tại nhiệt độ từ 40ºC đến 45ºC. Dùng bút chì có độ cứng H, đường kính chì không nhỏ hơn 1,8 mm và đầu chì dài 3 mm, vạch 3 đường thẳng dài 20 mm lên mẫu, bút chì nghiêng một góc 45º so với mẫu. Sau đó quan sát để tìm vết xước.
2.5.2.5. Kiểm tra độ bám dính lớp sơn
Sấy khô hai mẫu được chuẩn bị theo 2.5.2.1 trong lò sấy với thời gian tối thiểu là 3 giờ tại nhiệt độ từ 40ºC đến 45ºC.
Vạch 100 ô vuông (10 ô x 10 ô) kích thước 1 mm x 1 mm trên lớp sơn có chiều dày nhỏ hơn 50 μm hoặc kích thước 2 mm x 2 mm trên lớp sơn có chiều dày bằng hoặc lớn hơn 50 μm.
Băng dính sử dụng có lớp nền của băng dính không được dãn dài tại lực bám dính quy định của băng dính. Lực bám dính không nhỏ hơn 6 kg/10 mm.
Dán lên lưới ô vuông băng dính có chiều rộng 18 mm đối với ô 1 mm x 1 mm và băng dính có chiều rộng 24 mm đối với ô 2 mm x 2 mm. Ngay sau đó, giữ một đầu băng dính vuông góc với bề mặt sơn, bóc băng dính khỏi bề mặt sơn và kiểm tra sự bong tróc lớp sơn phủ của lưới ô vuông.
2.5.2.6. Kiểm tra độ bền nhiệt lớp sơn
Nung hai mẫu được chuẩn bị theo 2.5.2.1 trong lò nung tại nhiệt độ 300ºC đến 350ºC, thời gian nung khoảng 30 phút, rồi đưa ra ngoài môi trường không khí trong vòng 30 phút. Lặp lại các thao tác trên 10 lần. Quan sát để phát hiện sự thay đổi của lớp sơn phủ.
2.5.3. Kiểm tra độ rò rỉ khí
Cấp khí thử qua cửa vào của ống dẫn khí thải, bịt kín cửa xả của ống xả khí thải ra môi trường, duy trì áp suất khí thử bên trong ống xả xấp xỉ 30 kPa. Ðo độ rò rỉ của khí thử thoát ra tại mức áp suất này bằng thiết bị đo độ rò rỉ khí.
3. Quy định về quản lý
3.1. Phương thức kiểm tra, thử nghiệm
Ống xả được sản xuất lắp ráp và nhập khẩu mới phải được kiểm tra, thử nghiệm theo Quyết định số 58/2007/QĐ-BGTVT ngày 21/11/2007 của Bộ trưởng Bộ Giao thông vận tải về kiểm tra chất lượng, an toàn kỹ thuật và bảo vệ môi trường trong sản xuất, lắp ráp xe mô tô, xe gắn máy.
3.2. Tài liệu kỹ thuật và mẫu thử
Khi có nhu cầu thử nghiệm, cơ sở sản xuất, tổ chức hoặc cá nhân nhập khẩu ống xả phải cung cấp cho cơ sở thử nghiệm tài liệu kỹ thuật và mẫu thử theo yêu cầu nêu tại mục 3.2.1 và 3.2.2.
3.2.1. Yêu cầu về tài liệu kỹ thuật
Bản vẽ thiết kế hoặc tài liệu kỹ thuật của ống xả phải thể hiện vật liệu và các kích thước chính, trong đó có:
- Chiều dày của ống dẫn khí thải;
- Chiều dày của vỏ ngoài bộ giảm âm;
- Chiều dày của vỏ trong bộ giảm âm;
- Chiều dày ống tiêu âm trong bộ giảm âm;
- Chiều dày của vách tiêu âm trong bộ giảm âm;
- Chiều dày của giá treo ống xả;
- Chiều dày lớp sơn phủ;
- Chiều dày lớp mạ niken;
- Chiều dày lớp mạ crôm.
3.2.2. Mẫu thử
03 mẫu thử cho mỗi kiểu ống xả cần thử nghiệm.
3.3. Báo cáo thử nghiệm
Cơ sở thử nghiệm phải lập báo cáo kết quả thử nghiệm có các nội dung ít nhất bao gồm các mục quy định trong quy chuẩn này tương ứng với từng kiểu ống xả.
3.4. Áp dụng quy định
Trong trường hợp các văn bản, tài liệu được viện dẫn trong Quy chuẩn này có sự thay đổi, bổ sung hoặc được thay thế thì thực hiện theo quy định trong văn bản mới.
4. Tổ chức thực hiện
Yêu cầu 2.1.2 phải được thực hiện sau 03 năm kể từ ngày Quy chuẩn này có hiệu lực thi hành.
Cục Đăng kiểm Việt Nam chịu trách nhiệm triển khai, hướng dẫn thực hiện Quy chuẩn này trong kiểm tra chất lượng, an toàn kỹ thuật và bảo vệ môi trường đối với ống xả xe mô tô, xe gắn máy sản xuất lắp ráp và nhập khẩu.
Vụ Khoa học Công nghệ - Bộ Giao thông vận tải có trách nhiệm kiểm tra, giám sát việc thực hiện Quy chuẩn này./.
QCVN 30: 2010/BGTVT
QUY CHUẨN KỸ THUẬT QUỐC GIA VỀ KHUNG XE MÔ TÔ, XE GẮN MÁY
National technical regulation
on Frames of motorcycles and mopeds
Lời nói đầu
QCVN 30: 2010/BGTVT do Cục Đăng kiểm Việt Nam biên soạn, Bộ Khoa học và Công nghệ thẩm định, Bộ trưởng Bộ Giao thông vận tải ban hành theo Thông tư số 36/2010/TT-BGTVT ngày 01 tháng 12 năm 2010.
Quy chuẩn này được chuyển đổi trên cơ sở tiêu chuẩn ngành 22 TCN 299-02 được ban hành kèm theo Quyết định số 1635/2002/QĐ-BGTVT ngày 30 tháng 5 năm 2002 của Bộ trưởng Bộ Giao thông vận tải.
QUY CHUẨN KỸ THUẬT QUỐC GIA
VỀ KHUNG XE MÔ TÔ, XE GẮN MÁY
National technical regulation on Frames of motorcycles and mopeds
1. Quy định chung
1.1. Phạm vi điều chỉnh
Quy chuẩn này quy định về kiểm tra chất lượng an toàn kỹ thuật đối với khung xe mô tô, xe gắn máy hai bánh (sau đây gọi tắt là khung xe). Tiêu chuẩn này không áp dụng cho các loại khung xe mô tô, xe gắn máy để sử dụng vào mục đích an ninh, quốc phòng.
1.2. Đối tượng áp dụng
Quy chuẩn này áp dụng đối với các cơ sở sản xuất, nhập khẩu khung xe, sản xuất lắp ráp xe mô tô, xe gắn máy và các cơ quan, tổ chức liên quan đến việc thử nghiệm, kiểm tra chứng nhận chất lượng, an toàn kỹ thuật.
2. Quy định kỹ thuật
2.1. Quy định chung
2.1.1. Khung xe phải được chế tạo theo đúng thiết kế, vật liệu chế tạo phải phù hợp với bản vẽ kỹ thuật.
2.1.2. Các mối hàn phải đều, ngấu và không bị nứt, rỗ.
2.1.3. Toàn bộ khung xe phải được sơn phủ bằng loại sơn có tác dụng chống gỉ, lớp sơn phải bám chắc, mịn bóng, không bong xước, phồng rộp.
2.1.4. Nội dung và cấu trúc của số khung phải trùng với mã nhận dạng của phương tiện (VIN) và phù hợp với TCVN 6578 “Phương tiện giao thông đường bộ - Mã nhận dạng phương tiện (VIN) - Nội dung và cấu trúc”.
Vị trí và cách ghi số khung phải phù hợp với TCVN 6580 “Phương tiện giao thông đường bộ - Mã nhận dạng phương tiện (VIN) - Vị trí và cách ghi” và phải được đóng chìm trên một chi tiết không dễ bị di chuyển hoặc thay thế của khung xe.
2.2. Quy định về độ bền khung xe
2.2.1. Khi kiểm tra độ bền khung xe với tải trọng tĩnh theo mục 2.3.2.1 khung xe không bị vặn xoắn, nứt gãy, các mối hàn không bị bong nứt.
2.2.2. Khi kiểm tra độ bền khung xe với tải trọng động theo mục 2.3.2.2 khung xe không bị vặn xoắn, nứt gãy, các mối hàn không bị bong nứt.
2.3. Phương pháp kiểm tra
2.3.1. Kiểm tra vật liệu: sử dụng phương pháp phân tích thành phần hóa học của kim loại, xác định thành phần hóa học để qua đó xác định loại vật liệu. Yêu cầu vật liệu chế tạo khung xe phải phù hợp với bản vẽ kỹ thuật.
2.3.2. Kiểm tra độ bền khung xe
2.3.2.1. Kiểm tra với tải trọng tĩnh
Khung xe được kiểm tra trên thiết bị chuyên dùng (có nguyên lý như hình 1).
Hình 1. Sơ đồ nguyên lý kiểm tra độ bền khung xe với tải trọng tĩnh
Trong đó:
Giá trị của các lực: P1 ≥ 7000 N
P2 ≥ 2500 N
P3 ≥ 2000 N
(P1 đặt tại vị trí người lái và P2, P3 đặt tại vị trí tương đương với tâm điểm trục bánh trước của xe)
Tăng lần lượt từ từ P1, P2, P3 đến giá trị quy định, duy trì các lực tác dụng lên khung xe với thời gian không dưới 15 phút.
2.3.2.2. Kiểm tra với tải trọng động
Khung xe được kiểm tra trên thiết bị chuyên dùng theo 1 trong 2 phương pháp có nguyên lý như hình 2 hoặc hình 3 dưới đây:
Phương pháp 1:
Hình 2. Sơ đồ nguyên lý kiểm tra độ bền khung xe với tải trọng động
(Phương pháp 1).
Trong đó:
P1 là tải trọng lớn nhất theo thiết kế, đặt tại vị trí người lái
P2 là tải trọng thay thế trọng lượng của động cơ
Đường kính quả lô: ≥ 750 mm
Chiều cao vấu cam: 15 - 25 mm
Số lượng vấu cam trên quả lô: ≥ 2
Vận tốc: V ≥ 20 km
Vận tốc vòng: n ≥ 130 v/ph
Thời gian thử: T ≥ 80 giờ
Phương pháp 2:
Hình 3. Sơ đồ nguyên lý kiểm tra độ bền khung xe với tải trọng động
(Phương pháp 2)
Trong đó:
P1 là tải trọng lớn nhất theo thiết kế, đặt tại vị trí người lái
P2 là tải trọng thay thế trọng lượng của động cơ
Vận tốc vòng: n ≥ 130 v/ph
Chiều cao con đội: h = 15 - 25 mm
Thời gian thử: T ≥ 80 giờ
3. Quy định quản lý
3.1. Phương thức kiểm tra, thử nghiệm
Khung xe được sản xuất lắp ráp và nhập khẩu mới phải được kiểm tra, thử nghiệm theo Quyết định số 58/2007/QĐ-BGTVT ngày 21/11/2007 của Bộ trưởng Bộ Giao thông vận tải về kiểm tra chất lượng, an toàn kỹ thuật và bảo vệ môi trường trong sản xuất, lắp ráp xe mô tô, xe gắn máy.
3.2. Tài liệu kỹ thuật và mẫu thử
Khi có yêu cầu đăng ký thử nghiệm, cơ sở sản xuất, nhập khẩu khung xe có trách nhiệm cung cấp các tài liệu kỹ thuật và mẫu thử như sau:
3.2.1. Tài liệu kỹ thuật
- Bản vẽ thiết kế khung xe thể hiện được các kích thước, vật liệu chế tạo và yêu cầu kỹ thuật của khung xe (đối với khung xe nhập khẩu thì yêu cầu bản vẽ kỹ thuật phải ghi vật liệu chế tạo sẽ được thực hiện sau 02 năm kể từ ngày Quy chuẩn này có hiệu lực thi hành);
- Bản đăng ký thông số kỹ thuật và số khung xe mô tô, xe gắn máy (theo mẫu phụ lục đính kèm).
3.2.2. Mẫu thử
- 01 khung xe thành phẩm đã đóng số khung;
- 01 khung xe thành phẩm đã đóng số khung có lắp hệ thống treo, hệ thống chuyển động, hệ thống điều khiển và yên xe;
- 01 bộ phôi để hàn khung xe (nếu khung xe nhập khẩu thì không yêu cầu mẫu thử này).
3.3. Báo cáo thử nghiệm
Cơ sở thử nghiệm phải lập báo cáo kết quả thử nghiệm có các nội dung ít nhất bao gồm các mục quy định trong tiêu chuẩn này tương ứng với từng kiểu loại khung xe.
3.4. Áp dụng quy định
Trong trường hợp các văn bản, tài liệu được viện dẫn trong Quy chuẩn này có sự thay đổi, bổ sung hoặc được thay thế thì thực hiện theo quy định trong văn bản mới.
4. Tổ chức thực hiện
Cục Đăng kiểm Việt Nam chịu trách nhiệm triển khai, hướng dẫn thực hiện quy chuẩn này trong kiểm tra an toàn kỹ thuật đối với khung xe được sản xuất và nhập khẩu.
Vụ Khoa học Công nghệ - Bộ Giao thông vận tải có trách nhiệm kiểm tra, giám sát việc thực hiện Quy chuẩn này./.
PHỤ LỤC
BẢN ĐĂNG KÝ THÔNG SỐ KỸ THUẬT VÀ SỐ KHUNG XE MÔ TÔ, XE GẮN MÁY
1. Tên cơ sở đăng ký:..........................................................................................
Địa chỉ: ................................................................................................................
Cơ sở sản xuất (nhập khẩu) khung xe: .................................................................
Cơ sở sản xuất, lắp ráp xe: ...................................................................................
2. Quy chuẩn áp dụng: QCVN......: 2010/BGTVT
3. Nội dung đăng ký:
3.1. Ký hiệu thiết kế:
3.2. Các thông số chính:
+ Khối lượng khung:... kg
+ Tải trọng lớn nhất theo thiết kế:... kG
+ Trọng lượng của động cơ:... kG
|
+ Cỡ vành: |
Trước:..... |
Sau:..... |
|
+ Cỡ lốp: |
Trước:..... |
Sau:..... |
|
+ Hệ thống treo: |
Trước:..... |
Sau:..... |
3.3. Sử dụng cho loại xe:.....
3.4. Mã số khung:
+ Mã số khung: R???????????????? (Mã số khung bao gồm 17 ký tự tuân theo quy định tại TCVN 6578-2000 và TCVN 6580-2000)
+ Thiết bị đóng: ....................................................................................................
+ Phương pháp: ....................................................................................................
+ Nơi đóng:...........................................................................................................
+ Số khung mẫu:...................................................................................................
Vị trí đóng số khung: số khung được đóng trên ống cổ phía bên phải (ví dụ tham khảo)
Hình minh họa vị trí đóng số khung
+ Nội dung các ký tự của số khung (ví dụ tham khảo):
|
R |
A |
B |
W |
C |
H |
1 |
M |
N |
9 |
G |
1 2 3 4 5 6 |
|
R |
A |
B |
: Mã cơ sở sản xuất, lắp ráp xe |
|
|
|
|
W |
: Mã kiểu dáng xe |
|
|
|
|
|
C |
: Mã kiểu động cơ |
|
|
|
|
|
|
H |
: Mã dung tích động cơ |
|
|
|
|
|
|
|
1 |
: Mã quản lý xe |
|
|
|
|
|
|
|
|
M |
N |
: Mã cơ sở sản xuất khung xe |
|
|
|
|
|
|
|
|
|
|
9 |
: Mã năm sản xuất |
|
|
|
|
|
|
|
|
|
|
|
G |
: Mã nhà máy sản xuất, lắp ráp xe |
|
|
1 2 3 4 5 6 |
: Số thứ tự khung xe |
Lược đồ
Vui lòng Đăng nhập tài khoản gói Tiêu chuẩn hoặc Nâng cao để xem Lược đồ.
Chưa có tài khoản? Đăng ký tại đây
Vui lòng Đăng nhập tài khoản gói Nâng cao để xem Nội dung MIX.
Chưa có tài khoản? Đăng ký tại đây