 Pháp lý doanh nghiệp
Pháp lý doanh nghiệp Tiêu chuẩn ngành 14TCN 188:2006 Yêu cầu kỹ thuật phun phũ kẽm kết cấu thép công trình thủy lợi
Tiêu chuẩn ngành 14TCN 188:2006
| Số hiệu: | 14TCN 188:2006 |
| Loại văn bản: | Tiêu chuẩn ngành |
| Cơ quan ban hành: | Bộ Nông nghiệp và Phát triển nông thôn |
| Lĩnh vực: | Xây dựng, Nông nghiệp-Lâm nghiệp |
| Ngày ban hành: | 26/12/2006 |
| Hiệu lực: | Đang cập nhật |
| Người ký: | |
| Tình trạng hiệu lực: | Đã biết Vui lòng đăng nhập tài khoản gói Tiêu chuẩn hoặc Nâng cao để xem Tình trạng hiệu lực. Nếu chưa có tài khoản Quý khách đăng ký tại đây! |
tải Tiêu chuẩn ngành 14TCN 188:2006
TIÊU CHUẨN NGÀNH
14TCN 188:2006
CÔNG TRÌNH THỦY LỢI - PHUN PHỦ KẼM KẾT CẤU THÉP - YÊU CẦU KỸ THUẬT
Ban hành kèm theo Quyết định số 4024/QĐ-BNN ngày 26 tháng 12 năm 2006 của Bộ Nông nghiệp và Phát triển nông thôn
1. PHẠM VI ÁP DỤNG TIÊU CHUẨN
1.1. Tiêu chuẩn này quy định yêu cầu kỹ thuật cơ bản về phun phủ kẽm kết cấu thép trong các công trình thủy lợi.
1.2. Ngoài những điều quy định trong tiêu chuẩn này, phải tuân theo những quy định trong các tiêu chuẩn có liên quan khác.
1.3. Các loại vật liệu kẽm và thiết bị phun phủ trình bày ở trong tiêu chuẩn này, nếu sử dụng những chủng loại vật liệu khác phải có chú thích rõ ràng trên bản vẽ thiết kế.
2. THUẬT NGỮ VÀ ĐỊNH NGHĨA
Các thuật ngữ dùng trong tiêu chuẩn này được hiểu như sau:
2.1. Phun phủ kẽm
Là quá trình kẽm hóa lỏng được dòng khí nén thổi làm phân tán thành các lớp sương mù, phủ lên bề mặt kim loại đã được làm sạch, tạo ra một lớp kẽm có chiều dày theo yêu cầu, trong đó các phần tử kim loại đè lên nhau theo từng lớp.
2.2. Bề mặt được phun phủ
Là bề mặt trực tiếp được phun phủ kẽm.
2.3. Góc bắn của dòng cát
Là góc hợp bởi đường trục chi tiết và đường trục của dòng cát.
3. CÁC TÀI LIỆU TRÍCH DẪN
- "TOCT 9047 - 75" (1975), Tiêu chuẩn về thành phần dung môi và chế độ làm sạch bề mặt chi tiết;
- "SSPC-PC1", Tiêu chuẩn về tẩy rửa vết dầu mỡ trên bề mặt chi tiết;
4. YÊU CẦU KỸ THUẬT PHUN PHỦ KẼM
4.1. Yêu cầu kỹ thuật
4.1.1. Vật liệu chi tiết cần phun phủ trước hết cần phải kiểm tra mác thép, độ cứng và kích thước để lựa chọn công nghệ phun cho thích hợp.
4.1.2. Các bề mặt chi tiết đã được làm sạch phải được phun phủ không được để quá 2 giờ. Đối với những bề mặt không phun phủ phải được che chắn bảo vệ (ren, vít,...).
4.1.3. Đối với các chi tiết có dạng hình tròn, được phun phủ bằng máy thì tốc độ quay của chi tiết bảo đảm trong khoảng (6 ÷ 20)m/ph đối với mặt ngoài và từ (20 ÷ 23)m/ph đối với mặt trong. Tốc độ chạy của súng phun được chọn phụ thuộc vào chiều dày lớp phun theo bảng A1, phụ lục A.
4.14. Những chi tiết dạng khác thì dùng súng phun cầm tay để phun vào toàn bộ bề mặt chi tiết.
4.1.5. Khi phun các bề mặt phẳng, phải luôn luôn để đầu phun thẳng góc với bề mặt phạm vi thay đổi góc cho phép đến ≥ 45° so với bề mặt.
4.1.6. Tại các vị trí chuyển tiếp đột ngột của chi tiết, phải được phun trước, đạt chiều dày khoảng (1/3 ÷ 1/2) chiều dày quy định.
4.1.7. Nên phun phủ một lần để đạt tới chiều dày quy định.
4.1.8. Trong quá trình phun nhiệt độ của chi tiết tốt nhất từ (10°C ÷ 80°C).
4.1.9. Áp suất khí nén tại đầu phun là 6Bar và lượng dao động không được lớn hơn 1 Bar.
4.1.10. Điện áp hồ quang (30 ÷ 40)V, cường độ dòng điện phun chọn phù hợp với công suất đầu phun.
4.1.11. Đối với đầu phun bằng khí cháy axetylen và ôxy chọn tỷ lệ hỗn hợp khí cháy trong khoảng: O2/C2H2 = (1,1-1,2).
4.1.12. Không được tiến hành phun phủ kẽm dưới trời mưa. Độ ẩm không khí trong quá trình phun tốt nhất là < 80%.
4.2. Chiều dày lớp phun phủ
Chiều dày lớp phun phủ phải đảm bảo đủ để đáp ứng được mục đích, yêu cầu đặt ra. Chiều dày lớp phun phủ là tổng của các thành phần yêu cầu như sau:
- Chiều dày lớp phun tối thiểu để đảm bảo sức bám dính;
- Chiều dày lớp phun để gia công cơ khí;
- Chiều dày lớp phun để điền đầy các chỗ sần sùi (tạo nhám);
- Chiều dày lớp phun để sửa chữa nhiều lần.
h = h1 + h2 + h3 + h4,
Trong đó:
h - chiều dày tổng cộng 1 phía (mm)
h2 - chiều dày tối thiểu của lớp phun để điền đầy các chỗ sần sùi;
h3, h4 - lượng dư để tiện và mài (theo bảng A2 phụ lục A).
h1 - chiều dày tối thiểu của lớp phun sau khi đã gia công xong tính cho 1 phía (theo bảng A3 của phụ lục A);
4.3. Các bề mặt chịu tải trọng động
4.3.1. Đối với các bề mặt chi tiết chịu tải trọng động, phải phun phủ từ hai lớp trở lên. Khi phun theo từng dải cần phải đảm bảo sao cho các dải đó trùng lên nhau 1/3 chiều rộng của dải, khi phun với 2 lớp thì yêu cầu lớp thứ 2 phải vuông góc với lớp thứ nhất theo hướng các dải phun. Trường hợp phun ba lớp thì lớp thứ ba có hướng của các dải lệch nhau so với hướng của lớp thứ hai một góc (60°-120°).
4.3.2. Khi tính toán thiết kế lớp phun phủ cho các bề mặt chịu tải trọng động phải lưu ý đến tính chất cơ học của lớp phủ như sau:
- Sức bền kéo của lớp phủ nhỏ hơn nhiều so với sức bền kéo của chi tiết;
- Sức bền nén của lớp phủ lớn hơn sức bền kéo của chi tiết khoảng 40%;
- Độ cứng của lớp phủ nhỏ hơn độ cứng của vật liệu kẽm trước khi phun (tham khảo bảng A4, phụ lục A).
4.4. Các bề mặt chịu tải trọng đặc biệt (va đập, ma sát lớn,...)
Do tính chất cơ lý của lớp phủ kẽm không cao, nên đối với những bề mặt chịu tải trọng va đập, ma sát lớn nên được thiết kế bằng vật liệu thép không gỉ hoặc trong trường hợp đặc biệt có thể bảo vệ bằng hàn đắp.
5. PHƯƠNG PHÁP LÀM SẠCH BỀ MẶT
5.1. Quy trình công nghệ làm sạch và tạo nhám bề mặt

5.2. Làm sạch bằng cơ học
Làm sạch bề mặt bằng cơ học bao gồm tẩy ba via, đánh rỉ trên bề mặt và làm sạch các chất bẩn khác.
5.3. Làm sạch bằng hóa lý
Làm sạch bề mặt bằng phương pháp hóa, lý có thể thực hiện theo những cách sau:
5.3.1. Dùng các chất hòa tan hữu cơ và dung dịch của các thành phần xút
5.3.1.1. Sử dạng chất hòa tan hữu cơ trichoetylen.
Ghi chú: Đây là chất hữu cơ không gây cháy nhưng có hại cho sức khỏe con người nên chỉ dùng đối với các thiết bị được đóng kín hoặc được phun tạo ngay lớp bảo vệ.
5.3.1.2. Dùng dầu hoặc benzen ở nhiệt độ khoảng (70°C ÷ 100°C).
5.3.2. Làm sạch bằng điện phân
Làm sạch trong dung dịch kiềm được khuyến khích sử dụng.
5.3.3. Ngâm kim loại
5.3.3.1. Ngâm chi tiết cần phun phủ trong dung dịch nước có chứa (10 ÷ 20)% axít lưu hình và nung nóng của nhiệt độ từ (40°C ÷ 70°C) hoặc dùng dung dịch axit có muối với nồng độ nêu trên và nhiệt độ bình thường.
5.3.3.2. Sau khi làm sạch trong các dung dịch nêu trên, phải làm sạch tiếp bằng cách nhúng vào nước sạch để bề mặt khử những chất bẩn còn lại.
5.4. Tạo nhám lớp bề mặt trước khi phun phủ
Tạo độ nhám cần thiết trên bề mặt thép bằng các phương pháp theo bảng A5 phụ lục A.
5.4.1. Phương pháp phun cát
Chỉ gia công phun cát đối với các chi tiết chiều dày lớn hơn 4mm, các chi tiết có độ bền cơ học thấy hay giới hạn mỏi thấp.
Khí nén: phải được lọc sạch dầu mỡ và hơi ẩm, áp lực khí nén từ (4 ÷ 5) Bar;
Khoảng cách từ vòi phun cát tới bề mặt chi tiết: (75 ÷ 100)mm;
Chất lượng hạt cát: Cát để phun phải sạch, khô, không lẫn dầu mỡ,... Kích thước hạt cát được cho trong bảng A6 phụ lục A.
Góc bắn của dòng cát: sự thay đổi góc bắn sẽ làm thay đổi độ nhấp nhô bề mặt chi tiết. Tùy thuộc vào chỉ tiêu thiết kế về độ nhấp nhô bề mặt mà có thể lựa chọn các góc bắn phù hợp theo bảng A7 phụ lục A. Sau khi phun xong phải dùng khí nén thổi trực tiếp vào bề mặt chi tiết để làm sạch nốt các tạp chất bụi bám vào trong quá trình phun.
5.4.2. Phương pháp phun bi (hạt kim loại)
Vật liệu để phun bề mặt chi tiết là các hạt bằng gang trắng hoặc thép.
Khí nén: (4 ÷ 6) Bar;
Đường kính hạt trong khoảng: d = (0,4 ÷ 2)mm.
Vận tốc hạt phun ra khoảng: (60 ÷ 70)m/s;
Khoảng cách từ vòi phun đến bề mặt chi tiết: (300 ÷ 350)mm
5.4.3. Các phương pháp khác
Đối với các chi tiết có dạng hình cầu, hình trụ và có độ cứng lớn hơn 50 HRC, để tạo nhám bề mặt bằng các phương pháp khác như cắt ren phẳng, tiện ren và đục ở đỉnh ren, tiện và lăn ép đỉnh ren, lăn khía và cuốn dây hay phương pháp gại điện, a nốt cơ học.
5.5. Kiểm tra nguồn năng lượng và thiết bị trước khi phun phủ
Trước khi tiến hành phun phủ kim loại cần phải được kiểm tra nghiệm thu công tác chuẩn bị thiết bị chuyên dùng bao gồm: thiết bị để phun kim loại (máy nén khí, bình chứa khí, nguồn điện để phun kim loại, hệ thống điện và tủ điện điều khiển, đầu phun) và các thiết bị khác (bình lọc khí nén, thiết bị phun, súng phun, máy nắn dây phun) cho đúng và phù hợp với yêu cầu thiết kế lớp phun phủ chi tiết. Các nội dung kiểm tra cụ thể như sau:
5.5.1. Nguồn điện
Kiểm tra nguồn năng lượng cấp cho đầu phun, nguồn điện dùng cho quá trình phun phủ kẽm là nguồn điện 1 chiều với đặc tính thoải có tính năng tự động cao.
5.5.2. Thiết bị máy móc
5.5.2.1. Máy nén khí
Các loại máy nén khí phải bảo đảm yêu cầu:
+ Lưu lượng khí tối thiểu 100m3/h;
+ Bảo đảm áp suất làm việc ổn định liên tục khi làm việc từ (6 ÷ 8) Bar;
5.5.2.2. Bình chứa khí
Nhất thiết phải có bình chứa khí để tạo áp lực ổn định trong quá trình phun phủ kẽm. Thể tích bình chứa tùy theo lưu lượng của máy nén khí để đạt được sự cân bằng độ thay đổi của áp suất.
5.5.2.3. Đầu phun
Sử dụng các loại đầu phun để phun phủ kẽm như: đầu phun bằng điện (hồ quang điện), dầu phun bằng khí cháy, đầu phun bằng điện + khí (plasma).
5.5.2.4. Bầu lọc khí nén
Bầu lọc khí nén phải đảm bảo lọc được dầu mỡ và hơi nước.
Kiểm tra chất lượng của không khí nén qua bình lọc bằng cách chạy qua ống có đường kính 6mm và xì không khí đó lên bề mặt miếng kim loại nhẵn bóng. Nếu trên bề mặt không có dầu, mỡ và nước là đạt yêu cầu.
5.5.2.5. Máy nắn dây phun
Đối với vật liệu phun ở dạng dây nhất thiết phải có máy nắn dây nhằm đảm bảo dây phun phải thẳng và sạch trước khi đi vào đầu phun.
5.5.2.6. Thiết bị làm sạch bề mặt chi tiết
Chú ý đối với các sản phẩm kết cấu thép trong công trình thủy lợi, chiều dày lớp phủ kẽm ≤ 0,6mm thiết bị làm sạch bề mặt chi tiết phải sử dụng máy phun cát (hoặc hạt kim loại).
6. VẬT LIỆU PHUN PHỦ
Vật liệu kẽm dùng để phun phủ có thể ở dạng dây hoặc dạng bột.
6.1 Dây kẽm
Có các chỉ tiêu, yêu cầu kỹ thuật theo bảng A8 phụ lục A.
6.2 Bột kẽm
Trước khi phun bột phải được sấy và phân cấp hạt, các chỉ tiêu, yêu cầu kỹ thuật đối với bột kẽm theo bảng A9 phụ lục A.
7. KIỂM TRA BỀ MẶT LỚP PHUN PHỦ
Kiểm tra lớp phun phủ gồm các nội dung chủ yếu sau:
7.1. Chiều dày lớp phun phủ
Kiểm tra bằng thước cặp có độ chính xác 0,02mm hoặc bằng phương pháp siêu âm.
7.2. Kiểm tra độ bám của lớp phun phủ
Được thực hiện bằng phương pháp kiểm tra theo mẫu:
7.2.1. Mẫu thí nghiệm kéo
Mẫu thí nghiệm kéo được làm bằng vật liệu C45 có tiết diện 37x45mm, sơ đồ, phương pháp thí nghiệm mẫu thể hiện trong mục B.1 phụ lục B.
7.2.2. Mẫu thí nghiệm độ bám trượt
Mẫu thí nghiệm độ bám trượt có dạng hình trụ. Đường kính bề mặt mẫu phun phủ là Φ28±0,01, vật liệu C45. Mẫu được thực hiện phun phủ theo quy trình công nghệ để đạt được kích thước sau khi phun Φ33±001.
Mẫu được đặt trên máy thí nghiệm kéo và nén. Ứng suất bám trượt được tính theo công thức:
 = Pn/F, (daN/mm2)
= Pn/F, (daN/mm2)
Trong đó: Pn - lực nén, daN;
F - diện tích tiết diện xung quanh (F = π.D.h), mm2;
D - đường kính mẫu (D = 28mm);
h - chiều dài phần lớp phun (h = 13mm).
7.2.3. Kiểm tra cường độ chịu kéo của lớp phun
Mẫu kiểm tra cường độ chịu kéo bao gồm 2 ống hình trụ, phương pháp thí nghiệm mẫu thể hiện trong mục B.2 phụ lục B.
7.2.4. Mẫu đo độ bền nén của lớp phun
Mẫu được chế tạo bằng cách phun lên bề mặt của một lõi thép, sau đó gia công đến khi chỉ còn lại lớp phun có kích thước đường kính trong Φt13±0,01 và đường kính ngoài Φn26 ±0,01. Sau đó đưa lên máy thí nghiệm kéo nén để thử. Lực chịu nén ở đây là ứng suất nén lớn nhất xuất hiện khi trên mẫu xuất hiện vết nứt đầu tiên.
7.3. Xác định ứng suất dư của lớp phun
Để xác định ứng suất dư của lớp phun, sử dụng phương pháp Rơnghen. Dựa trên kết quả tính toán sự thay đổi khoảng cách giữa hai mặt phẳng trong tinh thể ta có thể tính được ứng suất dư trong tinh thể đó:

Trong đó:
d0 - khoảng cách giữa hai mặt khi góc chụp θ = 62°; ψ = 45°, mm;
d1 - khoảng cách giữa hai mặt khi góc chụp θ = 62°; ψ = 81°, mm;
Bằng phương pháp Rơngen có thể tính được d1; d0 và suy ra có thể tính được ứng suất dư trong lớp phun.
7.4. Xác định độ chịu mài mòn của lớp phun
Mẫu để tiến hành thử độ chịu mài mòn của lớp phun có nhiều loại và tùy theo phương pháp đo. Có thể sử dụng máy đo thông dụng nhất hiện nay ở Việt Nam là AMSLER, các bước đo thử độ mài mòn được thực hiện như kiểm tra độ mài mòn của chi tiết thép.
7.5. Đánh giá kết quả bề mặt sau khi phun phủ
Kết quả kiểm tra được so sánh với yêu cầu kỹ thuật thiết kế để đánh giá chất lượng công tác phun phủ. Trong trường hợp đồ án thiết kế không ghi rõ các yêu cầu kỹ thuật cụ thể, có thể tham khảo kết quả ở phụ lục A.4 để đánh giá các chỉ tiêu về độ bền nén, ứng suất phun và độ mài mòn.
Phụ lục A
(Quy định)
CÁC YÊU CẦU KỸ THUẬT ĐỐI VỚI VẬT LIỆU VÀ THIẾT BỊ PHỤC VỤ CÔNG TÁC PHUN PHỦ KẼM
Bảng A1: Tốc độ quay của chi tiết và dịch chuyển của đầu phun
Đường kính chi tiết (mm) | Số vòng quay chi tiết (vg/h) | Tốc độ dịch của súng phun (mm/vg) |
10 ÷ 30 | 160 | 2,5 |
31 ÷ 60 | 80 | 1,7 |
61 ÷ 100 | 60 | 1,7 |
101 ÷ 200 | 30 | 1,2 |
201 ÷ 300 | 15 | 1,2 |
301 ÷ 400 | 10 | 1,2 |
Bảng A2: Lượng dư cho tiện và mài
Đường kính chi tiết (mm) | Lượng dư tiện và mài tính cho một bên (mm) | |||
Tiện | Mài | Tổng cộng | Chỉ mài | |
Đến 25 | 0,5 | 0,12 | 0,62 | 0,30 |
Từ 26 ÷ 50 | 0,6 | 0,13 | 0,73 | 0,33 |
Từ 51 ÷ 75 | 0,7 | 0,14 | 0,84 | 0,35 |
Từ 76 ÷ 100 | 0,8 | 0,14 | 0,94 | 0,38 |
Từ 101 ÷ 125 | 0,9 | 0,19 | 1,05 | 0,42 |
Từ 126 ÷ 150 | 1,0 | 0,15 | 1,15 | 0,45 |
Trên 150 | 1,2 | 0,16 | 1,36 | 0,45 |
Bảng A3: Chiều dày của lớp phun sau khi gia công
Đường kính chi tiết phun (mm) | Chiều dày tối thiểu h1 (mm) cho 1 phía |
Đến 25 | 0,6 |
Từ 26 ÷ 50 | 0,6 ÷ 65 |
Từ 51 ÷ 75 | 0,65 ÷ 75 |
Từ 76 ÷ 100 | 0,75 ÷ 80 |
Từ 101 ÷ 125 | 0,80 ÷ 85 |
Từ 126 ÷ 150 | 0,85 ÷ 95 |
Trên 150 | 0,95 ÷ 1,0 |
Bảng A4: Tính chất cơ lý của lớp phủ so với vật liệu ban dầu
Giới hạn bền của vật liệu | Vật liệu | |
Vật liệu ban đầu | Lớp phủ | |
Giới hạn bền kéo (N/m2) | 1,01.108 | 0,34.108 |
Giới hạn bền nén (N/m2) |
| 1,3.108 |
Độ cứng (HB) | 24 | 17 ÷ 23 |
Bảng A5: Các phương pháp làm sạch, tạo độ nhám bề mặt
Phương pháp | Chiều dày lớp phủ | Loại công nhân | Thiết bị | Phạm vi sử dụng | ||
Min | Max | Công nhân | Bậc | |||
Phun cát | 0,02 | 3,0 | Phun cát | 3-4 | Thiết bị phun cát | Sửa chữa các khe nứt của chi tiết đúc, chống rỉ trang trí. |
Cắt ren và phun cát | 0,15 | 4,0 | Nguội Phun cát | 3-4 | Thiết bị phun cát | Dùng cho những lớp phủ mỏng và trong việc phục hồi các chi tiết trục khuỷu. |
Cắt ren phẳng | 0,5 | 20,0 | Tiện | 4-5 | Máy tiện và dao cắt ren | Để phủ các chi tiết máy mòn (trục và bạc lót) bề mặt được xêmentit và bề mặt không qua tôi. |
Cắt rãnh và cán dầu | 0,5 | 30,0 | Tiện | 4-5 | Máy tiện, dao cắt ren và dụng cụ cán | Để phủ các chi tiết máy mòn (trục và bạc lót) bề mặt được xêmentit và bề mặt không qua tôi và bề mặt trụ trong của xi lanh |
Cắt ren và cán dầu | 0,5 | 30,0 | Tiện | 4-5 | Máy tiện, dao cắt ren và dụng cụ cán | Dùng cho các bề mặt qua xêmentit hoặc qua tôi. |
Tạo nhám bề mặt bằng Hồ quang (Gại điện) | 0,7 | 10,0 | Hàn | 5 | Máy tiện, biến thế và gá lắp gại điện chuyên dùng | Dùng cho các bề mặt qua xêmentit và tôi, chuẩn bị các bề mặt trong của xi lanh. |
Bảng A6: Kích thước hạt cát và hạt thép dùng cho máy phun cát
Vật liệu chi tiết | Kích thước hạt (mm) | |
Hạt cát | Hạt thép | |
Thép ít các bon | 0,8 ÷ 1,0 | 0,8 ÷ 1,0 |
Thép các bon trung bình | 1,9 ÷ 1,8 | 1,0 ÷ 1,5 |
Gang xám | 0,25 ÷ 0,5 | 1,0 ÷ 1,5 |
Gang trắng | 1,5 ÷ 2,5 | 1,5 ÷ 2,5 |
Bảng 7: Góc bắn của súng phun cát vào bề mặt chi tiết
Góc bắn | Độ nhấp nhô (µm) | |
Thép C45 | Gang | |
22° | 9,12 | 13,75 |
45° | 19,25 | 19,25 |
67° | 10,12 | 24,00 |
90° | 15,75 | 25,00 |
Bảng 8: Các thông số kỹ thuật về vật liệu dây phun bằng kẽm
Thành phần | Đường kính dây | Nhiệt độ nóng chảy | Sai số cho phép về đường kính dây |
Zn 99,65% | 1 ÷ 2,5mm | 400°C | 0,05mm |
Bảng 9: Các thông số kỹ thuật về vật liệu bột phun bằng kẽm
Thành phần | Độ hạt | Nhiệt độ và thời gian sấy trước khi phun | Kích thước đường kính bộ dây sàng | |
Nhiệt độ sấy | Thời gian sấy |
| ||
Zn 99,65% | 1600+4900 lỗ/cm2 | 120°C+150°C | (1 ÷ 3) giờ | Nhỏ hơn 100µm |
Phụ lục B
(Tham khảo)
MẪU VÀ PHƯƠNG PHÁP THÍ NGHIỆM KIỂM TRA LỚP PHUN PHỦ KẼM
Hình B.1. Mẫu thí nghiệm kéo
Mẫu thí nghiệm kéo được làm bằng vật liệu C45 có tiết diện 37x45mm. Trong mẫu có lắp chốt Φ5±0,01.
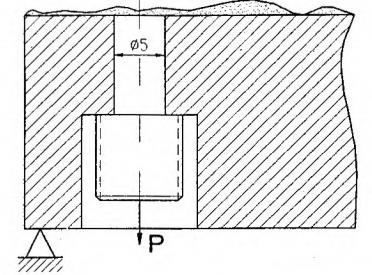
Ghi chú:
Trên toàn bộ bề mặt mẫu và chốt được tạo độ nhám như chi tiết được phun phủ sau đó được tẩy ba via và làm sạch bằng dung dịch rửa: NaOH (20g/l), Na2CO3 (50g/l), Na2SiO3 (5g/l), NaPO4 (50g/l). Sau đó đem rửa toàn bộ bằng nước lã. Mẫu được phun theo chế độ phun đối với bề mặt phẳng sao cho độ bám dính đạt cao nhất, chiều dày lớp phủ thường từ (1 ÷ 1,5)mm.
Sau khi phun xong, mẫu được lắp trên máy thí nghiệm kéo với lực kéo 500kG. Ứng suất bám kéo được tính theo công thức:
σ = P/F
Trong đó: P - lực kéo chốt (kG);
F - tiết diện chốt (cm2)
Hình B.2. Mẫu kiểm tra cường độ chịu kéo của lớp phun
Mẫu thử gồm 2 ống hình trụ có đường kính trong Φ26 và đường kính ngoài là Φ30±0,01 (hình vẽ B2). Hai ống được nối trên một trục gá được giữ chặt hai đầu bằng mũ ốc để thực hiện phun theo quy trình công nghệ yêu cầu đạt kính thước sau khi phun Φ35 ±0,01.
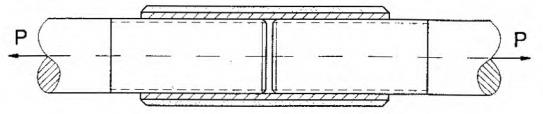
Sau đó tháo trục gá, lắp các chốt kéo và đưa lên máy thí nghiệm kéo và nón. Độ bền kéo của lớp phun được xác định theo công thức: σk = P/F
Trong đó:
P- lực kéo đứt;
F- diện tích tiết diện lớp phun (mm2);
F = π (d12 - d02)/4
d1 - đường kính ngoài lớp phun (mm);
d0 - đường kính ngoài của mẫu phun (mm);
Phụ lục C
(Tham khảo)
CÁC ĐẶC TÍNH KỸ THUẬT CỦA MÁY NÉN VÀ ỐNG DẪN KHÍ DÙNG CHO PHUN KIM LOẠI
Bảng C.1. Đặc tính kỹ thuật máy nén khí dùng cho phun kim loại
Loại máy | Lưu lượng (m3/p) | Áp lực Bar | Số vòng quay | Công suất | Kích thước mm | Sử dụng | ||
Dài | Rộng | Cao | ||||||
BK-3-6 | 3,0 | 6 | 730 | 28 | 705 | 860 | 1030 | Đặt cho 1 trạm có cả phun cát |
BK-2 | 3,0 | 5-6 | 369 | 30 | 775 | 715 | 1040 | |
BK-200 | 4,5 | 6 | 650 | 40 | 1110 | 665 | 1150 | |
BK-240 | 6,5 | 6 | 650 | 56 | 1330 | 810 | 1500 | Đặt cho 1 trạm có cả phun cát |
Bảng C.2 Đường kính ống dẫn khí nén cho phun kim loại
Chiều dài đường ống (mm) | Lưu lượng khí nén được chuyển | ||||||
3 | 4 | 5 | 6 | 8 | 10 | 12 | |
Đường kính trong ống khí nén với áp lực 6 Bar và tổn thất áp lực 0,1 Bar | |||||||
10 | 25 | 28 | 30 | 32 | 36 | 40 | 43 |
20 | 27 | 32 | 35 | 37 | 41 | 44 | 48 |
40 | 33 | 37 | 40 | 43 | 47 | 50 | 54 |
60 | 35 | 39 | 42 | 47 | 51 | 55 | 58 |
80 | 37 | 42 | 45 | 49 | 54 | 58 | 62 |
100 | 39 | 43 | 47 | 51 | 57 | 61 | 66 |
Lược đồ
Vui lòng Đăng nhập tài khoản gói Tiêu chuẩn hoặc Nâng cao để xem Lược đồ.
Chưa có tài khoản? Đăng ký tại đây