 Pháp lý doanh nghiệp
Pháp lý doanh nghiệp Tiêu chuẩn ngành 22TCN 282:2002 Phương pháp thử sơn tín hiệu giao thông
Tiêu chuẩn ngành 22TCN 282:2002
| Số hiệu: | 22TCN 282:2002 |
| Loại văn bản: | Tiêu chuẩn ngành |
| Cơ quan ban hành: | Bộ Giao thông Vận tải |
| Lĩnh vực: | Giao thông |
| Năm ban hành: | 2002 |
| Hiệu lực: | |
| Người ký: | |
| Tình trạng hiệu lực: | Đã biết Vui lòng đăng nhập tài khoản gói Tiêu chuẩn hoặc Nâng cao để xem Tình trạng hiệu lực. Nếu chưa có tài khoản Quý khách đăng ký tại đây! |
tải Tiêu chuẩn ngành 22TCN 282:2002
22 TCN 282 - 02
YÊU CẦU KỸ THUẬT PHƯƠNG PHÁP THỬ
SƠN TÍN HIỆU GIAO THÔNG, SƠN VẠCH ĐƯỜNG NHIỆT DẺO
1. QUY ĐỊNH CHUNG
1.1. Phạm vi và đối tượng áp dụng
Tiêu chuẩn này quy định các yêu cầu kỹ thuật, phương pháp thử đối với vật liệu sơn vạch đường nhiệt dẻo sản xuất trong nước hoặc nhập ngoại dùng trên mặt đường bê tông nhựa, bê tông xi măng hoặc mặt đường láng nhựa (có nhựa nổi lên mặt) bằng phương pháp phun, đẩy ép hoặc thanh gạt.
Ghi chú: 3 loại sơn vạch đường nhiệt dẻo đề cập trong tiêu chuẩn này được phân loại theo 3 phương pháp thi công.
Loại I: Phun
Loại II: Đẩy ép
Loại III: Thanh gạt
1.2. Tiêu chuẩn tham khảo
Tiêu chuẩn này được biên soạn trên cơ sở tham khảo tiêu chuẩn AS4049,3 - 1994. "Paints and related materials - Road marking materials. Part 2: Thermoplastic road marking materials"
1.3. Thuật ngữ chủ yếu sử dụng trong tiêu chuẩn
1.3.1. Cốt liệu - Thành phần khoáng dạng hạt như: cacbonat canxi, thạch anh, hay đá silic thường dùng để tạo khối cho sơn vạch đường nhiệt dẻo.
1.3.2. Chất tạo màng - Một loại nhựa nhiệt dẻo (kể cả khi có chứa dầu hoặc chất hoá dẻo) tạo sự bám dính với mặt đường và tạo kết dính nội giữa các thành phần khác nhau (chất độn, bột màu, cốt liệu và các hạt thủy tinh).
1.3.3. Chất trộn - Một loại bột được thêm vào thành phần của hỗn hợp, tạo sự phân tán của bột màu và tạo một số tính chất cho hỗn hợp vật liệu.
1.3.4. Độ phát sáng - Tỷ lệ phát sáng của bề mặt phản xạ theo một hướng cho trước so với sự phát sáng của bề mặt khuếch tán ánh sáng trắng lý tưởng khi được nhìn theo cùng một hướng và được chiếu sáng theo cùng một cách, tính theo tỷ lệ phần trăm (%).
1.3.5. Nhiệt độ đun nóng an toàn – Được quy định tùy theo nhà sản xuất, không bao giờ được đun nóng vật liệu trên nhiệt độ đó.
1.3.6. Bột màu - Là loại bột rắn mịn, phân tán trong môi trường sơn để tạo màu cho sơn.
1.3.7. Tính phản quang - Là đặc tính của hạt thủy tinh có khả năng phản xạ ánh sáng tới.
1.3.8. Sơn vạch đường nhiệt dẻo - Vật liệu bao gồm cốt liệu, bột màu, chất tạo màng, hạt thủy tinh và chất độn. Có thể chảy mềm khi nung nóng và rắn lại khi làm lạnh, được sử dụng làm tín hiệu vạch đường.
2. YÊU CẦU KỸ THUẬT
2.1. Thành phần vật liệu
2.1.1. Tỷ lệ thành phần
Bảng 1
Tỷ lệ thành phần của vật liệu sơn kẻ đường nhiệt dẻo
Vật liệu | Hàm lượng (%) | Phương pháp thử nghiệm |
Chất tạo màng | 20 ± 2 | Mục 3.2. |
Hạt thủy tinh | 20 tối thiểu * | Mục 3.3. |
Cốt liệu càng với bột màu, chất độn và hạt thủy tinh | 80 ± 2 |
|
* Duy trì tối thiểu 20% khối lượng hạt thủy tinh ngay cả trong trường hợp các hạt thủy tinh được phủ thêm trên bề mặt vật liệu.
2.1.2. Kích cỡ vật liệu vô cơ - 100% khối lượng cốt liệu, bột màu, chất độn và hạt thủy tinh phải đi qua lỗ sàng thử nghiệm kích cỡ 2,8mm.
2.1.3. Độ phản quang – Các hạt thủy tinh đưa vào sơn vạch đường nhiệt dẻo tạo độ phản quang thuộc loại trộn lẫn trong sơn và được quy định trong các tiêu chuẩn tương ứng (ví dụ AS 2009).
Ghi chú:
1. Với sơn vạch đường nhiệt dẻo không sử dụng hạt thủy tinh phủ trên bề mặt, thì không có tính phản quang ban đầu. Các hạt thủy tinh sử dụng trên bề mặt sơn để tạo độ phản quang ban đầu thuộc loại nổi, quy định trong các tiêu chuẩn tương ứng (ví dụ AS. 2009).
2. Sử dụng hạt thủy tinh trên bề mặt phổ biến hơn so với dạng trộn lẫn trong sơn do có khả năng tăng cường độ phản quang cho vật liệu.
2.2. Yêu cầu kỹ thuật của vật liệu sơn vạch đường nhiệt dẻo
2.2.1. Màu sắc - Khi bản mẫu thử nghiệm được gia công theo mục 3.1. thì màu sắc sơn vạch đường (được đánh giá bằng mắt thường dưới ánh sáng tự nhiên theo TCVN 2102 - 1993) được phân chia như sau:
Màu trắng - Tương đương Y35 theo phân loại của tiêu chuẩn Úc - AS 2700S; tương đương hoặc trắng hơn màu trắng của oxít titan sử dụng làm sơn vạch đường.
Màu vàng - Màu vàng thư (tương đương với Y12 - Y14 - theo phân loại của AS 2700S).
2.2.2. Độ phát sáng
2.2.2.1. Vật liệu màu trắng - Độ phát sáng của vật liệu màu trắng sau khi được chuẩn bị theo mục 3.1 và thử nghiệm theo mục 3.4 sẽ không nhỏ hơn 75%.
2.2.2.2. Vật liệu màu vàng - Độ phát sáng không nhỏ hơn 50%.
2.2.3. Độ ổn định nhiệt - Khi thử nghiệm độ ổn định nhiệt theo mục 3.5, độ phát sáng không nhỏ hơn 70% đối với vật liệu màu trắng và 45% đối với vật liệu màu vàng.
2.2.4. Điểm chảy mềm - Điểm chảy mềm của sơn vạch đường nhiệt dẻo xác định theo AS.2341. 18 (hoặc tiêu chuẩn tương đương) nằm trong khoảng 85 – 105oC.
Ghi chú: Đối với các điều kiện khí hậu khác nhau, có thể sử dụng các vật liệu có điểm chảy mềm khác nhau.
2.2.5. Độ mài mòn - Khi được thử nghiệm theo mục 3.6, phần khối lượng mất mát không được vượt quá 0,4g trong 500 chu kỳ quay (hoặc không vượt quá 0,2g sau 100 chu kỳ quay, xác định theo JISK5665).
2.2.6. Độ kháng chảy - Khi mẫu được thử nghiệm theo mục 3.7, độ kháng chảy được đo như độ lún trung bình sẽ không được vượt quá 10% ở 40oC .
2.2.7. Tỷ trọng - Nếu tỷ trọng của sơn vạch đường nhiệt dẻo cần xác định, thì thực hiện phương pháp ở mục 3.8, và giá trị này không được dao động quá ± 0,05 kg/l so với giá trị tỷ trong quy định.
2.2.8. Thời gian khô - Thời gian khô không dính tay của vạch kẻ đường không lớn hơn 2 phút (trong điều kiện nhiệt độ mặt đường thi công từ 10oC đến 32oC) hoặc không lớn hơn 10 phút (trong điều kiện nhiệt độ mặt đường thi công từ 33oC đến 55oC).
2.2.9. Thử nghiệm hiện trường (hoặc phương pháp so sánh tương đương)
2.2.9.1. Yêu cầu chung - Các sơn vạch đường thử nghiệm chứa hạt hoặc không chứa hạt được thi công theo hướng dẫn ở mục 3.11, trên một con đường nhỏ cho 1.500.000 chiếc xe qua lại liên tục trong thời gian từ 3 ÷ 9 tháng, sau đó đánh giá độ bền trượt, độ phản quang, độ mài mòn và độ phát sáng. Mặt đường dùng thử nghiệm có thể là bê tông nhựa loại chặt hoặc mặt đường láng nhựa nhưng phải ổn định cho đến khi kết thúc thử nghiệm. Tất cả các thử nghiệm hiện trường cho một loại sản phẩm phải được thực hiện trên cùng một loại mặt đường.
2.2.9.2. Độ chống trượt - Được thử nghiệm trên đường có xe lăn theo hướng dẫn ở mục 3.9, sau khi cho 300.000 cho đến 3.000.000 xe cộ đi qua vạch kẻ mới thi công, giá trị độ bền trượt của vạch đường chứa hạt hoặc không chứa hạt không được nhỏ hơn 45BPN.
2.2.9.3. Độ phản quang - Được thử nghiệm trên đường có xe lăn theo hướng dẫn ở mục 3.11. Kiểm tra tự nhiên vạch đường thử nghiệm sau khi có 300.000 đến 3000.000 xe cộ lưu thông qua lại, độ phản quang của vạch chứa hạt hoặc không chứa hạt không được nhỏ hơn 100mcd.lx-1. m-2 đối với vật liệu trắng và không nhỏ hơn 70mcd.lm-1. m-2 đối với vật liệu vàng.
2.2.9.4. Độ mài mòn - Được đánh giá sau khi cho 3.000.000 xe cộ đi qua vạch đường thử nghiệm.
(a) Đối với mặt đường bê tông nhựa loại chặt, bậc đánh giá đối chiếu từ bộ hình chuẩn không được nhỏ hơn 10 và chỉ số mài mòn không được vượt quá 20 khi sử dụng phương pháp kẻ ô.
(b) Đối với mặt đường láng nhựa, bậc đánh giá xác định từ bộ hình chuẩn không được nhỏ hơn 8 và chỉ số mài mòn không được vượt quá 24 khi sử dụng phương pháp kẻ ô.
2.2.9.5. Độ phát sáng - Sau khi thử nghiệm ở mục 3.4 với khoảng 3.000.000 xe cộ đi qua, độ phát sáng của dải kẻ đường không được nhỏ hơn 45%.
3. PHƯƠNG PHÁP THỬ SƠN VẠCH ĐƯỜNG NHIỆT DẺO
3.1. Chuẩn bị màu vật liệu thử nghiệm
3.1.1. Phạm vi áp dụng
Quy trình chuẩn bị màu vật liệu thử nghiệm này được sử dụng trong các phương pháp thử quy định tại các Điều từ 3.2; 3.4; 3.5; 3.6; 3.7 dưới đây.
3.1.2. Nguyên tắc
Sau khi lấy mẫu, cân tối thiểu 2,5kg, đun nóng trên nhiệt độ chảy mềm, trộn đều, sau đó rót vật nóng chảy vào một khuôn mẫu tạo hình thích hợp cho mẫu thử nghiệm.
3.1.3. Dụng cụ và thiết bị
• Thùng chứa - Làm bằng thủy tinh hoặc kim loại sạch và bền nhiệt.
• Bộ phận nung - Một lò hay 1 bếp nung có thể đỡ được thùng chứa. Bộ phận nung đảm bảo đun nóng thùng chứa chứa đầy vật liệu lên 200oC trong vòng 2 giờ và có khả năng duy trì ở một nhiệt độ nhất định với độ chênh lệch không quá 10oC.
• Nhiệt kế - Có độ chính xác ± 2oC.
• Dụng cụ khuấy dạng dao trộn.
• Tấm đế mẫu thử nghiệm - Bề mặt kim loại hay thủy tinh được chuẩn bị theo quy định AS. 1580, 105,2. Các tấm đế mẫu, mẫu phải bằng phẳng, không bị biến dạng, không có vết lằn gợn hay rạn nứt. Kích cỡ tầm mẫu: 150 x 100 x 5mm đối với tấm thủy tinh và 200 x 200 x 2mm đối với tấm nhôm. Tất cả các tấm mẫu phải được rửa sạch bằng dung môi.
• Tủ hút.
3.1.4. Quy trình chuẩn bị mẫu thử nghiệm
3.1.4.1. Tổng quát
Vật liệu thử nghiệm phải được chuẩn bị tương ứng với phần 3.1.4.2. đối với vật liệu dạng bột hoặc 3.1.4.3. đối với vật liệu dạng khối.
Ghi chú: Cần bảo đảm để mẫu lấy ra đại diện cho một mẻ sản xuất, lựa chọn bằng kỹ thuật lấy mẫu thích hợp.
3.1.4.2. Vật liệu dạng bột - Lấy tối thiểu 2,5kg mẫu vật liệu để làm nóng trong lò hoặc trên bếp theo chỉ dẫn sau đây:
• Quá trình nung trong lò
(a) Trước khi làm nóng chảy mẫu, nung nóng lò lên nhiệt độ 200 ± 10oC, sau đó đặt mẫu vào trong lò. Sau 20 phút (thường trong khoảng 10 ÷ 15 phút đối với các lần nung tiếp sau) nhấc mẫu ra khỏi lò rồi đưa mẫu vào tủ hút; khuấy kỹ, nhanh bằng đũa khuấy; đo nhiệt độ và đặt mẫu trở lại lò nung. Khi nhiệt độ của mẫu đạt 185 ± 5oC, toàn khối vật liệu có dạng đồng thể, rót vật liệu lên trên bề mặt tấm mẫu thử nghiệm, hoặc tạo mẫu thử nghiệm tương ứng với phần 3.1. Thời gian kể từ khi bắt đầu nung đến khi tạo mẫu thử nghiệm không được vượt quá 2 giờ.
(b) Nếu mẫu vật liệu vẫn không đồng thể ở 185 ± 5oC, tăng nhiệt độ lò lên 220 ± 10oC. Tiếp tục nung nóng rồi nhấc mẫu ra sau những khoảng thời gian từ 10 ÷ 15 phút, khuấy và đo nhiệt độ tương tự như bước (a). Khi mẫu đã hoàn toàn đồng thể ta thực hiện việc tạo mẫu thử nghiệm như trên.
(c) Nếu mẫu vật liệu vẫn không đồng thể ở 220 ± 10oC thì phế bỏ.
(d) Ghi lại nhiệt độ khi rót vật liệu và khoảng thời gian kể từ khi bắt đầu nung mẫu cho đến khi tạo mẫu thử nghiệm.
• Quá trình nung trên bếp
(a) Trước khi làm nóng chảy mẫu, nung nóng bề mặt bếp đến nhiệt độ 250 ÷ 270oC . Sau đó đặt lên bếp tối thiểu 2,5 kg mẫu thử đựng trong một bình chứa thích hợp. Khuấy liên tục để đảm bảo độ đồng đều, tiếp tục đun và đo nhiệt độ sau những khoảng thời gian 5 phút. Khi nhiệt độ của mẫu đạt 185 ± 5oC dưới dạng đồng thể, rót vật liệu lên trên bề mặt tấm mẫu thử nghiệm, hoặc tạo mẫu thử nghiệm tương ứng với phần 3.1. Thời gian kể từ khi bắt đầu nung đến khi tạo mẫu không được vượt quá 1 giờ.
(b) Nếu mẫu vật liệu không đồng thể ở 185 ± 5oC, tiếp tục nung nóng mẫu, nhấc mẫu ra sau nhưng khoảng thời gian 5 phút, khuấy và đo nhiệt độ tương tự như bước (a). Khi mẫu đã hoàn toàn đồng thể thực hiện việc tạo mẫu thử nghiệm.
(c) Nếu mẫu vật liệu vẫn không đồng thể ở 220 ± 10oC thì loại bỏ.
3.1.4.3. Vật liệu dạng khối hay vật liệu được tạo hình trước - Mẫu vật liệu với khối lượng tối thiểu 2,5kg đưa vào trong lò nung hay đặt lên bếp nung. Cách làm như sau.
(a) Không cần gia nhiệt, lấy một khối lượng mẫu vừa đủ và đập vụn thành những miếng nhỏ hơn, mỗi mảnh nặng không quá 50g.
(b) Thực hiện quy trình nung mô tả ở phần "Quá trình nung trên bếp". Khuấy đều mẫu vật liệu ngay trước khi rót thành mẫu thử nghiệm thích hợp. Thời gian từ khi nung nóng mẫu cho đến khi rót không được vượt quá 1 giờ.
3.1.5. Gia công mẫu thử nghiệm
Các mẫu thích hợp để thử nghiệm phải được chế tạo theo kích cỡ đưa ra ở bảng 3. Cách làm như sau:
(a) Nếu chưa rót được thì nung nóng vật liệu nhiệt dẻo được chuẩn bị ở trên đến nhiệt độ 185 ± 5oC và khuấy đều.
(b) Trong trường hợp cần một mẫu hình tròn, rót vật liệu nhiệt dẻo lên một tấm thử nghiệm theo hình cái đĩa, bán kính khoảng 100mm, chiều dày xấp xỉ 2 mm.
(c) Nếu yêu cầu vật liệu bao phủ toàn bộ tấm đế mẫu để thử nghiệm độ mài mòn (mục 3.6), rót vật liệu nhiệt dẻo lên tấm kim loại rồi dùng thanh gạt tạo một lớp màng dày 2mm.
(d) Đặt mẫu ở điều kiện nhiệt độ 25 ± 2oC với độ ẩm trung bình 70 ± 5% ít nhất 30 phút, tránh ánh sáng mặt trời và bụi bẩn.
Bảng 2
Kích cỡ mẫu thử nghiệm
Thử nghiệm | Phương pháp thử nghiệm | Kích cỡ mẫu thử nghiệm | Tấm mẫu thử nghiệm |
1 - Hàm lượng chất tạo màng | Mục 3.2 |
|
|
(a) Phương pháp A |
| 30g | - |
(b) Phương pháp B |
| 100mm (đường kính) x 10mm (chiều dày) | - |
2 - Độ phát sáng | Mục 3.4 | 100mm (đường kính) | Kim loại, cao su, Silicon, thủy tinh |
3 - Độ ổn định nhiệt | Mục 3.5 | 250g | Cao su, silicon |
4 - Độ mài mòn | Mục 3.6 | 100mm x 100mm x 2mm | Tấm kim loại |
5 - Tỷ trọng | Mục 3.8 | 200mm x 200mm x 2mm | Nhôm |
6 - Màu sắc | AS.1580.601.1, AS. 2700S | 100mm (đường kính) | Kim loại hoặc thủy tinh |
3.2. Xác định hàm lượng chất tạo màng
3.2.1. Phạm vi áp dụng
Phần này trình bày 2 phương pháp xác định hàm lượng chất tạo màng của sơn vạch đường nhiệt dẻo sau khi mẫu được gia công theo mục 3.1.
3.2.2. Nguyên lý
Hàm lượng chất tạo màng được xác định bằng một trong hai phương pháp sau đây:
(a) Phương pháp chiết nóng bằng dung môi phù hợp.
(b) Phương pháp thiêu kết.
Phương pháp (a) có thể được sử dụng như một phương pháp chuẩn để xác định hàm lượng và kích cỡ hạt thủy tinh.
Ghi chú: Một vài chất tạo màng chứa polymer rất khó tan. Để hoà tan hoàn toàn thường phải sử dụng dung môi hoặc đặc hiệu, trong trường hợp khó hơn cần tham khảo ý kiến của nhà sản xuất.
3.2.3. Phương pháp A - Phương pháp chiết nóng
3.2.3.1. Dung môi - Sử dụng bất cứ dung môi nào có thể hoà tan hoàn toàn chất tạo màng.
3.2.3.2. Dụng cụ và thiết bị
• Hộp chứa mẫu - Dạng hình trụ làm từ lưới đồng thau hoặc lưới đồng với kích cỡ mắt lưới khoảng 1 ÷ 2 mm. Kích thước của hộp phải phù hợp để có thể treo dưới nút bình và trên mức chất lỏng bằng 2 móc thép (hình 1).
• Bình - Bằng thủy tinh chịu nhiệt với dung tích 750ml.
• Sinh hàn hồi lưu
• Bộ phận nung mẫu - Nung bằng điện với hình dạng thích hợp.
• Lò sấy - Có thông gió và có khả năng duy trì nhiệt độ 105 ± 5oC.
• Bình hút ẩm - Chứa silicagen.
• Cân phân tích - Chính xác đến 0,005g.
• Giấy lọc tấm.
3.2.3.3. Quy trình
(a) Lấy khoảng 30 g mẫu thử nghiệm được gia công theo mục 3.1.
(b) Đặt vừa vặn giấy lọc vào hộp lưới tạo thành một lớp tráng kín, sau đó sấy khô toàn bộ ở nhiệt độ 105 ± 5oC . Để nguội hộp lưới trong bình hút ẩm, rồi đem cân, trọng lượng thu được (mc).
(c) Đặt cẩn thận mẫu thử nghiệm vào hộp đã được lót giấy lọc rồi đem cân toàn bộ, với độ chính xác 0,01 g (m1).
(d) Rót 200ml dung môi vào bình, treo hộp chứa mẫu và lắp sinh hàn, sau đó đun hồi lưu cho đến khi chất lỏng chảy qua hộp lưới không còn chứa chất tạo màng.
(e) Dừng đun hồi lưu, làm nguội thiết bị và tháo sinh hàn. Nhấc hộp lưới cùng với phần cốt liệu không tan còn lại, đem rửa sạch rồi sấy khô ở nhiệt độ 100oC đến 120oC. Trong quá trình làm khô, cân hộp lưới sau những khoảng thời gian 30 phút. Tiếp tục làm khô cho đến khi sự chênh lệch sau mỗi lần cân không vượt quá 0,01g. Ghi lại lượng cân cuối cùng (m2).
(f) Thu hồi toàn bộ vật liệu có mặt trong dung dịch bằng cách lọc toàn bộ dung dịch qua giấy lọc thích hợp hoặc quay ly tâm. Đem cân phần không tan thu được (m3).
3.2.3.4. Công thức tính:

trong đó:
B - hàm lượng chất tạo màng, % khối lượng;
m1 - khối lượng mẫu + hộp lưới + giấy lọc, g;
m2 - khối lượng phần cốt liệu thu hồi + hộp lưới + giấy lọc, g;
m3 - khối lượng phần cặn thu được từ dung dịch sau khi lọc hoặc ly tâm, g;
mc - khối lượng hộp lưới + giấy lọc.
3.2.4. Phương pháp B - phương pháp thiêu kết
3.2.4.1. Dụng cụ và thiết bị
• Cốc nung - Được làm bằng sứ hoặc từ một loại vật liệu thích hợp khác.
• Lò nung cách lửa - Có khả năng duy trì nhiệt độ trong khoảng 500 ± 25oC .
Ghi chú: Lò nung cách lửa có thể tích 2,4lít với công suất cực đại 1,5kW là thích hợp.
• Bình hút ẩm - Chứa silicagen hoặc chất làm khô bất kỳ.
• Cân phân tích - Có khả năng cân tới 100g với độ chính xác 0,005g.
• Dụng cụ trộn - Làm bằng kim loại.
• Tủ hút.
3.2.4.2. Quy trình
(a) Lấy một mẫu thử nghiệm hình tròn có đường kính gần đúng 100mm dày khoảng 10mm được gia công theo 3.1.
(b) Đập vật liệu thành những miếng nhỏ và đặt vào 2 cốc nung như nhau khối lượng (mc), mỗi cốc khoảng 10g vật liệu. Sai số mỗi lần cân không vượt quá 0,01g.
(c) Đặt cốc nung chứa vật liệu đã tán nhỏ lên bếp điện trong tủ hút và than hoá cho đến khi không còn khói bay ra. Nhấc cốc nung ra khỏi bếp, phần còn lại trong cốc nung được đập vụn thành bột. Cẩn thận tránh hao hụt vật liệu trong nồi.
(d) Đặt cốc nung và phần bột đã được tán nhỏ vào giữa lòng lò nung cách lửa và nung nóng ở 500oC tối thiểu trong 1 giờ cho đến khi khối lượng không đổi. Để tránh không làm phân huỷ cacbonat vô cơ, không được nung mẫu quá 550oC .
(e) Sau khi thiêu kết ở bước (d), làm nguội mẫu trong bình hút ẩm và cân lại phần vật liệu sau khi nung (m2) với độ chính xác 0,01g.
(f) Tính hàm lượng chất tạo màng theo công thức ở phần 3.2.4.3.
(g) Nếu chênh lệch giữa các kết quả nhận được lớn hơn 0,3%, phải lặp lại quy trình trên.
3.2.4.3. Công thức tính:

trong đó:
B - hàm lượng chất tạo màng, % khối lượng;
m1 - khối lượng cốc nung + mẫu, g;
m2 - khối lượng cốc nung + phần cặn sau khi nung, g;
mc - khối lượng cốc nung, g.
Tính kết quả dưới dạng phần trăm khối lượng cho mỗi mẫu rồi lấy kết quả trung bình.
3.3. Xác định kích cỡ vật liệu và hàm lượng hạt thủy tinh
3.3.1. Phạm vi ứng dụng
Phần này mô tả các phương pháp xác định cấp hạt và hàm lượng hạt thủy tinh của sơn vạch đường nhiệt dẻo, khi hàm lượng chất tạo màng được xác định bằng một trong 2 phương pháp nêu ở mục 3.2.
3.3.2. Nguyên lý
Vật liệu được chuẩn bị ở mục 3.1 sau khi đem thử nghiệm hàm lượng chất tạo màng ở mục đem phân loại cấp hạt bằng sàng lọc thử nghiệm, sau đó các hạt thủy tinh được tách ra khỏi hỗn hợp nhờ máy rung điện, và từ đó xác định thành phần phần trăm của nó.
3.3.3. Dụng cụ và thiết bị
• Sàng lọc thử nghiệm - Lỗ sàng có kích thước 2,8mm và 425  .
.
• Máy rung điện - Rung với tốc độ 50 vòng/s với biên độ có thể chỉnh được, có một tấm thủy tinh đặt sít vào giá đỡ. Tấm thủy tinh có kích thước 380 x 150mm; trong suốt quá trình vận hành máy, tấm thủy tinh sẽ phải nghiêng 1/20 hay 2,9o theo phương nằm ngang.
Ghi chú: Có thể sử dụng máy "Sytron" hoặc loại tương tự.
• Bàn chải - Nhỏ và mềm.
• Cân phân tích - Chính xác tới 0,005g
3.3.4. Xác định cấp hạt các cấu tử
(a) Nếu ta sử dụng phương pháp chiết nóng ở mục 3.2, trước hết đốt cháy giấy lọc và trộn thật kỹ phần tro với phần cốt liệu.
(b) Thực hiện thử nghiệm phân loại cấp hạt bằng cách sử dụng lưới sàng 2,8mm và 425 theo AS.1141.11.
(c) Tính phần trăm khối lượng (%) hạt lọt qua mỗi lần sàng và là phần trăm khối lượng chung của các thành phần như cốt liệu, bột màu, chất độn và hạt thủy tinh.
3.3.5. Xác định hàm lượng hạt thủy tinh
(a) Hợp nhất lại tất cả vật liệu còn lại sau 2 lần sàng (bước 3.3.4(b)) sau đó tách các hạt tròn khỏi các hạt kích cỡ khác theo AS 2009.
(b) Xác định khối lượng tổng cộng (mc) của các hạt thủy tinh tròn thu được và tính khối lượng (mc x 100/70) của các hạt thủy tinh trong mẫu ban đầu của sơn vạch đường nhiệt dẻo.
Ghi chú: Đảm bảo 70% các hạt thủy tinh là hình tròn.
3.3.6. Báo cáo kết quả
Phần trăm (%) khối lượng vật liệu lọt qua sàng.
Hàm lượng phần trăm (%) hạt thủy tinh trong nguyên mẫu vật liệu (mc x 100/70).
3.4. Xác định độ phát sáng
3.4.1. Phạm vi áp dụng
Phần này đưa ra phương pháp xác định độ phát sáng của sơn vạch đường trong điều kiện phòng thí nghiệm cũng như trên hiện trường.
3.4.2. Nguyên lý
Phép đo độ phát sáng của mẫu thử nghiệm được thực hiện nhờ sử dụng quang phổ kế hoặc máy đo màu so sánh với mẫu gạch lát trắng đối chứng có độ bóng thấp.
3.4.3. Dụng cụ và vật liệu
• Gạch lát trắng đối chứng - Có giá trị CIE Y lớn hơn 75 và được chuẩn so với bộ khuếch tán phản xạ toàn phần.
• Tấm thử nghiệm và mẫu - Làm bằng kim loại, thủy tinh, hoặc cao su silicon với đường kính mẫu 200mm (chuẩn bị ở mục 3.1).
• Máy đo màu và quang phổ kế - Phù hợp cho sử dụng dưới các điều kiện sau:
(a) Độ rọi khuếch tán với một góc nhìn trong khoảng 10o trực giao, hay một góc nhìn khuếch tán với độ rọi trong khoảng 10o trực giao.
(b) Chất phát sáng D65 hay chất phát sáng C.
(c) Tuân theo màu CIE với hàm y10 hay Y trong CIE 15.2 AS.2700S.
Ghi chú: Máy đo màu Minolta Chroma Meter II hoặc tương tự là thích hợp.
• Bàn chải - Nhỏ và mềm.
3.4.4. Quy trình
3.4.4.1. Phương pháp 1 - Phương pháp trong phòng thí nghiệm
a) Nhấc mẫu hình đĩa ra khỏi tấm nền và lật ngược, như vậy mặt nhẵn phía sau của mẫu sẽ ngửa lên, trên đó có thể thực hiện phép đo.
b) Hiệu chỉnh dụng cụ so với gạch lát trắng đối chứng.
c) Đặt dụng cụ trên bề mặt thử nghiệm và đo giá trị Y. Các phép đo được lấy từ 5 vị trí khác nhau trên mẫu.
3.4.4.2. Phương pháp 2 - Phương pháp trên hiện trường
a) Sử dụng 1 lít nước sạch và một bàn chải cứng, lau rửa một phần vạch kẻ thử nghiệm không chứa hạt cho sạch bụi bẩn trên bề mặt cách mép gần nhất là 500 ± 75mm. Tráng bằng 1 lít nước sạch và để khô.
b) Chú ý đề phòng và ngăn không cho ánh sáng nhiễu tới máy đo màu, sau đó thực hiện các bước (b) và ở quy trình 3.4.4.1, nhưng phép đo chỉ định vị tại một vị trí trên màng sơn. Đo 5 lần, sau mỗi lần đo quay máy khoảng 72o.
3.4.5. Kết quả
Tính trung bình 5 giá trị đo được ở trên và biểu diễn nó dưới dạng phần trăm (%) lấy chính xác tới 1 %.
3.5. Xác định độ ổn định
3.5.1. Phạm vi áp dụng
Phần này đưa ra một phương pháp xác định độ ổn định nhiệt của sơn vạch đường nhiệt dẻo bằng cách đo độ phát sáng sau khi nung nóng vật liệu trong một khoảng thời gian nhất định.
3.5.2. Nguyên lý
Độ phát sáng của vật liệu được đo sau khi vật liệu được duy trì ở 200oC trong khoảng thời gian 6 giờ.
3.5.3. Dụng cụ và thiết bị
• Bộ phận nung nóng - Một bể dầu hoặc một hộp nhôm thích hợp đặt trên bếp điện có khả năng duy trì mẫu thử ở 200 ± 3oC.
• Thiết bị khuấy kiểu mái chèo - Máy khuấy điện, có khả năng khuấy liên tục mẫu nóng chảy với tốc độ 150 ± 10 vòng/phút. Trục máy khuấy có đường kính 6,5mm và phải có độ dài thích hợp để một đầu lắp mô tơ khuấy và 1 đầu gắn que khuấy mái chèo có kích thước dài 40 ± 0,5 mm rộng 30 ± 0,5mm và dày 1,5 ± 0,5mm.
• Cốc thí nghiệm - Làm bằng thủy tinh chịu nhiệt với dung tích 250ml và kích thước là 110mm (chiều cao) x 65mm (đường kính).
• Máy đo - Được trình bày ở mục 3.4.
• Khuôn mẫu - Làm bằng cao su silicon, có đường kính xấp xỉ 100mm để tạo mẫu hình đĩa.
• Cân phân tích - Có khả năng cân tới 300g với độ chính xác là 1g.
3.5.4. Quy trình
(a) Cân 250 ± 10g mẫu được chuẩn bị ở mục 3.1 và cho vào cốc thử nghiệm.
(b) Đặt nhiệt độ mẫu thử trong khoảng 200oC hoặc nhiệt độ thử nghiệm cực đại với độ chính xác ± 2oC, đừng bao giờ thấp hơn.
(c) Đặt cốc thử nghiệm vào trong bộ phận nung. Khi nóng chảy, bề mặt mẫu thử phải dưới bề mặt dầu (nếu sử dụng bể dầu) hoặc dưới mép của hộp nhôm (nếu sử dụng hộp nhôm).
(d) Khi mẫu nóng chảy, hạ thấp cần khuấy khoảng 15mm từ miệng cốc và bắt đầu khuấy.
(e) Duy trì điều kiện thử nghiệm trong vòng 6 giờ, sau đó nhấc cốc ra và rót hỗn hợp trong cốc vào khuôn cao su silicon nhẵn, sạch.
(f) Sau khi vật liệu được làm nguội tới nhiệt độ phòng, nhấc vật liệu ra khỏi khuôn, lật ngược, rồi đo độ phát sáng theo hướng dẫn ở mục 3.4.
3.5.5. Báo cáo kết quả
Độ phát sáng lấy chính xác tới 1%.
3.6. Xác định độ mài mòn
3.6.1. Phạm vi áp dụng
Phần này đưa ra một phương pháp xác định độ bền mài mòn của sơn vạch đường nhiệt dẻo.
3.6.2. Nguyên lý
Thực hiện thử nghiệm mài mòn trên mẫu, khối lượng hao hụt do mài mòn được xác định sau 500 chu kỳ mài dưới một tải trọng 1kg.
3.6.3. Thiết bị
• Máy mài và các phụ tùng - Bàn quay của máy mài sẽ quay trên một mặt phẳng nằm ngang. Bàn quay không được lệch so với mặt phẳng nằm ngang quá 50 ở vị trí cách ngoại vi đĩa quay 1mm.
• Bánh mài - Thuộc loại CS - 17 bật nẩy đàn hồi
Ghi chú: Bánh mài CS - 17 làm từ vật liệu chuẩn có xu hướng bị cứng lại theo thời gian. Vì vậy đều quan trọng là chỉ được phép sử dụng trong vòng 12 tháng trở lại. Điều này có thể được xác định từ ngày sản xuất ghi trên cạnh bên của bánh mài hoặc theo ngày mua.
Thông thường độ cứng của vật liệu chuẩn có thể chuẩn lại bằng máy đo độ cứng Shore A - 2 Scale. Độ cứng chấp nhận được nằm trong khoảng 80 ± 5 đơn vị.
• Đĩa quét bề mặt - loại S - 11 phù hợp với máy mài taber abraser.
Ghi chú: Có thể thay đĩa quét loại S - 11 bằng dụng cụ mài bằng kim cương. Trong cả hai trường hợp phải đảm bảo đường kính bánh mài không được nhỏ dưới đường kính yêu cầu tối thiểu (được quy định bởi nhà sản xuất).
• Cân phân tích - Cân tới 200g với độ chính xác 0,005g.
• Máy hút bụi - Bao gồm một bộ điều khiển chân không và một bộ điều khiển hút lắp vừa với máy mài để loại bột, vụn do mài mòn.
Ghi chú: Hầu hết các máy mài taber abarser đều kèm theo máy hút chân không.
• Tấm đế mẫu thử nghiệm - Bằng nhôm hoặc bằng thép cacbon thấp, tấm phẳng, có cùng bề dày, kích thước 100 x 100 x 2mm, có một lỗ tròn 7mm ở giữa nhằm mục đích định vị.
3.6.4. Điều kiện thử nghiệm
Việc thử nghiệm được thực hiện dưới điều kiện làm việc bình thường (được mô tả trong AS.1580. 101.1).
3.6.5. Quy trình
Tối thiểu thử nghiệm 2 mẫu theo quy trình như sau:
(a) Lắp ráp bánh mài trên đế chân ray tương ứng của nó. Sau đó điều chỉnh tải trọng đặt trên bánh mài tới 1kg.
(b) Lắp đĩa quét bề mặt S - 11 trên bàn quay. Sau đó hạ đầu mài xuống từ từ cho tới khi bánh mài đặt vuông góc với đĩa.
Ghi chú: 1 bánh mài Taber 200 có thể dùng để thay thế 1 đĩa mài S - 11.
c) Đặt máy đếm ở 0. Khởi động bánh quay và cho chạy bánh mài ngược với đĩa quét hoặc dao kim cương trong 50 chu kỳ. Loại bỏ bột mài sinh ra khi mài bằng bộ hút chân không hoặc bằng cách quét nhẹ liên tục trên bề mặt. Thực hiện làm sạch bề mặt trước khi thử nghiệm của từng mẫu và sau mỗi 500 vòng mài liên tục mẫu thử nghiệm.
d) Định vị mẫu thử nghiệm trên bàn quay. Sau đó hạ từ từ đầu mài xuống cho đến khi bánh mài tiếp xúc với lớp phủ trên tấm mẫu.
e) Lắp vòi hút chân không để loại bột mài.
f) Mài mẫu 100 vòng hay nhiều hơn để tạo một đường mài đều đặn (đúng với hướng dẫn vận hành máy của nhà sản xuất). Trong suốt quá trình thử nghiệm phải loại bỏ bột mài bằng chân không hoặc bằng cách quét nhẹ liên tục trên bề mặt tấm mẫu.
g) Sau 100 vòng mài, dùng chổi quét nhẹ bột mài trên bề mặt vật liệu. Cân mẫu với độ chính xác tới 0,005g (A).
h) Quét lại bề mặt bánh mài như thực hiện ở phần (c).
i) Trừ phi có những yêu cầu đặc biệt, cho mẫu tiếp tục chịu mài thêm 500 vòng nữa. Trong quá trình thử nghiệm, liên tục loại bỏ bột mài bằng cách quét nhẹ hoặc bằng máy hút chân không.
j) Kết thúc thử nghiệm, làm sạch bụi còn lưu lại trên mẫu, sau đó đem cân và ghi khối lượng còn lại của mẫu (B).
k) Tính trung bình khối lượng mất mát của 2 mẫu thử nghiệm.
3.6.6. Báo cáo kết quả
Kết quả báo cáo sẽ bao gồm những nội dung sau:
(a) Khối lượng hao hụt (A-B) của 2 mẫu kiểm tra với sai số không lớn hơn 0,01g.
(b) Phương pháp chế tạo bánh mài.
(c) Độ cứng của bánh mài.
3.7. Xác định độ kháng chảy
3.7.1. Phạm vi áp dụng
Phần này đưa ra một phương pháp xác định độ kháng chảy của sơn vạch đường nhiệt dẻo.
3.7.2. Nguyên lý
Hai mẫu thử nghiệm dạng hình nón được giữ ở 40oC trong 48 giờ và tính phần trăm (%) độ giảm chiều cao của mẫu.
3.7.3. Thiết bị
• Lò nung - Một hộp, một thùng hay một lò nung có khả năng duy trì ở nhiệt độ 40 ± 2oC trong 48 giờ.
• Thiết bị đo - Có thể đo chiều cao hình nón mẫu thử nghiệm, đơn vị mm.
• Chóp nón kim loại - 2 bộ khuôn hình nón ghép bằng kim loại, chiều cao 100 ± 5mm, hở đáy và góc ở đỉnh là 60o.
3.7.4. Quy trình
(a) Nung nóng một lượng đủ vật liệu thử nghiệm tới 90 ± 5oC trên điểm chảy mềm của nó.
(b) Đúc 2 mẫu thử nghiệm hình nón từ vật liệu trên, mỗi mẫu có góc ở đỉnh là 60o và chiều cao thẳng đứng là 100 ± 5mm.
(c) Đo và ghi lại chiều cao của hình nón chính xác tới đơn vị mm.
(d) Sau 24 giờ ở nhiệt độ phòng, nhấc mỗi mẫu ra khỏi khuôn và đặt thẳng đứng trên một mặt phẳng nằm ngang trong lò nung và duy trì nhiệt độ ở 40 ± 2oC trong 48 giờ.
(e) Đo và ghi lại chiều cao của hình nón sau 48 giờ trong lò nung.
3.7.5. Kết quả
Độ kháng chảy trung bình của vật liệu nhiệt dẻo là mức hao hụt chiều cao của 2 mẫu, tính bằng phần trăm (%), chính xác đến 0,1%.
3.8. Xác định tỷ trọng
3.8.1. Phạm vi áp dụng
Phần này đưa ra một phương pháp xác định tỷ trọng của sơn vạch đường nhiệt dẻo.
3.8.2. Nguyên lý
Tỷ trọng của vật liệu nhiệt dẻo được xác định ở 25oC, bằng phương pháp thế nước.
3.8.3. Dụng cụ và thiết bị
• Cân phân tích - Cân chính xác tới 0,005g.
• Tỷ trọng kế - Miệng rộng, dung tích nhỏ nhất là 25 ml làm từ thủy tinh boro silicat. Thể tích của mỗi bình tỷ trọng phải được biết chính xác tới 0,001ml.
• Nước cất hoặc nước khử ion.
• Bể nước - Duy trì nhiệt độ 25 ± 0,2oC.
• Tấm đế mẫu thử nghiệm - Làm từ nhôm, kích cỡ 200 x 200 x 2mm với mẫu đường kính 100mm được chuẩn bị theo mục 3.1.
3.8.4. Quy trình
Thực hiện 2 lần thử nghiệm. Hai kết quả thu được từ cùng một người thí nghiệm sẽ không được coi là chính xác, trừ phi 2 kết quả chênh lệch không quá 0,02 kg/l. Quy trình thử nghiệm như sau:
(a) Cân bình tỷ trọng khô sạch kèm theo cả nút bình, giá trị lấy chính xác tới 0,001g (m1).
(b) Nhấc mẫu vừa tạo ra khỏi tấm nền, sau đó đập vụn thành từng mảnh nhỏ có kích cỡ cho vừa vào bình tỷ trọng.
(e) Cho khoảng 20g vật liệu nhiệt dẻo (tối đa là 5 miếng) vào bình tỷ trọng, cân cùng với nút bình, khối lượng (m2).
(d) Rót nước cất vào trong bình rồi đổ nước ra để loại hết bọt khí. Sau đó làm đầy bình, nút lại rồi đặt vào bể nước đã được điều chỉnh nhiệt độ ở 25 ± 0,2oC.
Duy trì ở điều kiện này trong 1h, để bình tỷ trọng đạt đến cân bằng.
(e) Nhấc bình tỷ trọng ra khỏi bể nước, làm khô và cân lại ta được khối lượng (m3).
(f) Tính tỷ trọng của vật liệu nhiệt dẻo theo công thức ở phần 3.8.5.
(g) Lặp lại quá trình thử nghiệm như trên nếu như 2 kết quả chênh lệch quá 0,02g/l.
3.8.5. Công thức tính

trong đó:
D - tỷ trọng của vật liệu, kg/l;
m1 - khối lượng bình tỷ trọng + nút bình, g;
m2 - khối lượng mẫu + bình tỷ trọng + nút bình, g;
V - thể tích bình tỷ trọng ở 25oC, cm3 (ml);
m3 - khối lượng mẫu + bình tỷ trọng + nút bình + nước, g.
3.8.6. Báo cáo kết quả
Tỷ trọng vật liệu nhiệt dẻo là kết quả trung bình 2 thử nghiệm, tính bằng kg/l ở 25oC, chính xác đến 0,01kg/l.
3.9. Xác định độ chống trượt (phương pháp con lắc)
3.9.1. Phạm vi áp dụng
Phần này mô tả quy trình xác định trị số độ chống trượt (SRV) của sơn vạch đường nhiệt dẻo bằng máy đo quả lắc.
3.9.2. Nguyên lý
Vật liệu nhiệt dẻo được thi công thử nghiệm trên mặt đường, dùng máy đo quả lắc cầm tay xác định độ chống trượt của vạch kẻ.
3.9.3. Định nghĩa
Trị số độ chống trượt (SRV) là số đo trở kháng ma sát giữa bàn trượt cao su và bề mặt thử nghiệm.
3.9.4. Thiết bị
• Máy đo ma sát con lắc.
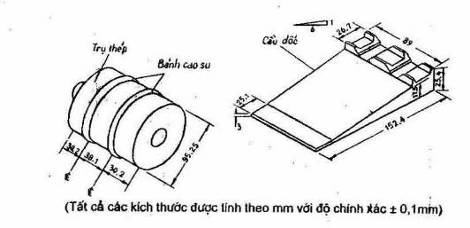
• Bàn trượt cao su có gờ sâu 24 ± 1mm và chiều dày 6 ± 1mm.
Gờ của bàn trượt cao su phải vuông, mặt cắt sạch và không bị nhiễm bẩn không được sờ tay vào bề mặt bánh lăn. Khi không sử dụng, bánh lăn được bảo quản trong bóng tối ở 10 ÷ 25oC và loại bỏ khi tuổi thọ quá 12 tháng. Bàn trượt cao su có thể được gắn bằng xi măng trên tấm đỡ bằng nhôm.
Khi gờ bàn trượt bị mài mòn quá 3mm theo bề ngang hoặc quá 1,5mm theo chiều dọc thì loại bỏ.
Các bàn trượt mới, trước khi sử dụng, được mài bằng giấy nhám cacbua silic P 100 hoặc trên giấy nhám tương tự trong điều kiện khô.
• Gạch lát tiêu chuẩn - Một viên gạch lát hình vuông không tráng men thủy tinh với trị số chống trượt là 20 (SRV20) xấp xỉ 50 BPN. Giá trị thực được đo ngay sau khi chỉnh máy đo, và đây là giá trị chuẩn để kiểm tra trước khi sử dụng.
• Nhiệt kế - Có khả năng xác định nhiệt độ bề mặt trong khoảng 0oC tới 50oC .
• Dụng cụ đo chiều dài mặt tiếp xúc - Dụng cụ đo bao gồm một thước chia độ mỏng để đo chiều dài đường tiếp xúc trong khoảng 124 và 127mm. Cũng có thể dùng thước dài bội số của 127mm với khoảng chia vạch là 3mm.
• Các dụng cụ khác - Một thùng nước và một bình phun nước chứa nước sạch ở nhiệt độ thường, một bàn chải và một cái chắn gió 3 cạnh, một tấm ván nền có kích cỡ và độ cứng vừa đủ để đặt các thiết bị đo thử nghiệm, đồng thời để gắn tấm gạch lát trên bề mặt tấm ván.
3.9.5. Chuẩn bị máy đo trong phòng thí nghiệm
(a) Kiểm tra chất lượng của bàn trượt cao su theo các yêu cầu đưa ra ở mục 3.9.4.2.
(b) Đặt tấm ván nền tại một vị trí thích hợp và cố định viên gạch lát chuẩn sao cho quả lắc lắc cùng chiều với chiều mũi tên ở mặt dưới của viên gạch.
(c) Đặt máy đo theo hướng dẫn ở mục 3.9.6, và xác định trị số đối với viên gạch lát đã mô tả mục 3.9.7. Trị số này phải nằm trong phạm vi 2 đơn vị của giá trị chuẩn đối với viên gạch. Nếu kết quả thu được không thoả mãn các yêu cầu trên, thì phải chỉnh lại máy đo cho đúng giá trị chuẩn trước khi sử dụng.
3.9.6. Chuẩn bị máy đo cho thử nghiệm trên hiện trường
a) Làm sạch bụi trên bề mặt, lựa chọn vị trí thử nghiệm trong phạm vi đường xe lăn.
b) Đặt mức thử nghiệm bằng cách chỉnh ốc vít trên bệ máy.
c) Nâng cao đầu con lắc bằng cách nới chốt hãm và xoay núm chuyển đầu con lắc trên giá và hệ thống cơ ở giữa phía sau của máy, để kim lắc đung đưa dễ dàng trên bề mặt. Kẹp chặt đầu con lắc bằng chốt hãm ở độ cao cần thiết.
d) Nâng cao kim lắc đến vị trí tháo ngang nằm ở bên phải của máy. Nhờ cơ cấu hãm kim sẽ tự động khoá lại. Đưa kim chỉ thang chia độ quay quanh vị trí dừng của nó trên cùng một đường với kim lắc.
e) Ấn vào nút mở làm cho con lắc đung đưa cùng với dao động của kim chỉ. Hãm kim lắc khi bắt đầu và ghi lại số đọc trên kim chỉ độ trước khi thả quả lắc về vị trí ban đầu của nó. Kiểm tra tác động của gió trên kết quả thu được. Nếu như gió có ảnh hưởng đến phép đo thì ta lặp lại quy trình trên có sử dụng dụng cụ chắn gió.
f) Đưa kim chỉ trở về vị trí 0 ban đầu bằng cách vặn lỏng vòng khoá và chỉnh các vòng ma sát bằng cách quay vòng ma sát bên ngoài trên giá đỡ.
g) Lặp lại phép thử và chỉnh vòng ma sát cho đến khi con lắc dao động kéo theo kim chỉ quay về vị trí 0.
h) Hãm từ từ quả lắc đến vị trí thẳng đứng. Dịch chuyển bàn trượt về bên phải cùng với tay nâng đã được nâng trước khi tháo móc để con lắc chuyển động về phía bên trái cho đến mép của bàn trượt vừa vặn chạm vào bề mặt thử nghiệm.
i) Dùng dụng cụ đo chiều dài đường tiếp xúc đánh dấu vị trí tiếp xúc, nâng bàn trượt bằng tay nâng, dịch chuyển con lắc về phía trái, sau đó nới tay nâng và quay con lắc về phía phải cho đến khi mép của bàn trượt một lần nữa vừa vặn tiếp xúc với bề mặt thử nghiệm. Khi dụng cụ đo đã được chỉnh đúng, khoảng cách giữa hai điểm tiếp xúc với bề mặt nằm trong khoảng 124 và 127mm. Có thể chỉnh chính xác khoảng cách này bằng cách nâng lên hoặc hạ xuống đầu con lắc.
j) Hãm con lắc ở vị trí rời nằm ngang và quay kim chỉ theo chiều kim đồng hồ cho đến khi trùng với điểm dừng đã điều chỉnh.
3.9.7. Quy trình đo
a) Làm ướt bề mặt thử nghiệm và bề mặt của bàn trượt cao su.
b) Ấn vào nút khởi động con lắc, cho phép kim lắc dao động xung quanh vị trí vuông góc từ phía bên phải sang bên trái kéo theo sự chuyển dịch của kim đo.
c) Hãm con lắc và ghi lại chỉ số đo được.
d) Đưa kim lắc và chỉ số trở về vị trí khởi động ban đầu, tách tấm trượt rời khỏi bề mặt thử nghiệm bằng chốt nâng tay.
e) Vận hành con lắc và kim chỉ cho đến khi kết quả của 5 lần thực hiện dao động liên tiếp đều nằm trong phạm vi 3 đơn vị, nhớ tẩm ướt bề mặt sau mỗi lần thử nghiệm. Ghi lại tất cả các chỉ số đo được.
Ghi chú: Các thử nghiệm dao động liên tiếp của con lắc sẽ cho cùng một giá trị ma sát hoặc thấp hơn. Nếu như giá trị của dao động sau cao hơn giá trị trước thì có thể vạch kẻ đường đã bị dính dầu hoặc mở.
f) Tính giá trị trung bình của 5 lần đo liên tiếp có kết quả nằm trong phạm vi 3 đơn vị (SRVt).
g) Ghi lại nhiệt độ (t) của bề mặt ướt.
Ghi chú: Máy đo phải được giữ an toàn khi không sử dụng, tránh va chạm và làm dao động các bộ phận trong máy.
3.9.8. Công thức tính

trong đó:
SRV20 - giá trị độ bền trượt được chuẩn ở 20oC;
SRVt - giá trị độ bền trượt trung bình thu được khi thử nghiệm tại hiện trường ở toC ;
t - nhiệt độ của bề mặt thử nghiệm (oC).
3.9.9. Báo cáo kết quả
Giá trị trung bình độ bền trượt (SRV20) lấy theo đơn vị BPN (British Pendulum Number - Chỉ số độ lắc của Anh).
3.10. Xác định độ phản quang
3.10.1. Phạm vi áp dụng
Phần này mô tả quy trình xác định độ phản quang của sơn vạch đường nhiệt dẻo.
3.10.2. Nguyên lý
Sử dụng quang kế thích hợp hoặc máy đo độ phản quang. Đo tối thiểu 5 giá trị và lấy kết quả trung bình.
3.10.3. Thiết bị
• Quang kế hoặc máy đo độ phản quang – Quang kế thích hợp với cấu hình cho phép góc quan sát ( ) là 1,5o và góc tới (
) là 1,5o và góc tới ( ) là 86o5.
) là 86o5.
Ghi chú: "Mirolux 12" hoặc thiết bị tương tự có các tính năng thoả mãn các yêu cầu trên.
• Màn che - Làm bằng nhựa bọt để ngăn ánh sáng từ nơi thử nghiệm.
• Chất phát sáng - Loại A hoặc tương tự.
3.10.4. Quy trình
Quy trình thử nghiệm như sau:
a) Khởi động máy theo hướng dẫn vận hành.
b) Đo và ghi lại giá trị độ phản quang của dải kẻ đường thử nghiệm trong phạm vi bánh xe lăn với góc quan sát là 1,5o và góc tới là 86,5o.
c) Trong phạm vi vết xe lăn đo ít nhất 5 giá trị.
3.10.5. Báo cáo kết quả
Kết quả là giá trị trung bình của các phép đo, đơn vị đo là mcd.lx-1.m-2.
3.11. Các thử nghiệm tại hiện trường
3.11.1. Quy định chung
3.11.1.1. Các thử nghiệm hiện trường được tiến hành đối với từng loại mác sản phẩm sơn nhiệt dẻo do nhà sản xuất thực hiện và phải được cơ quan chứng nhận chất lượng có thẩm quyền xác nhận.
3.11.1.2. Mục đích thử nghiệm tại hiện trường - Phần này đưa ra các quy trình thi công tại hiện trường và thử nghiệm: độ phản quang, độ mài mòn và độ phát sáng của sơn vạch đường nhiệt dẻo.
3.11.2. Nguyên tắc chung
Trên những con đường chỉ định, vật liệu nhiệt dẻo được thi công thành những đường kẻ ngang so với dòng giao thông qua lại với độ dày quy định. Sau một thời gian xác định, thực trạng đường kẻ thử nghiệm sẽ được đánh giá bằng các biện pháp được nêu trong phần sau.
3.11.3. Hiện trường thử nghiệm
Vị trí thử nghiệm phải là một đoạn đường đủ xa từ ngã rẽ để tránh các hiệu ứng đổi hướng của dòng giao thông, và chịu tải của 1.500.000 xe cộ qua lại trong khoảng thời gian từ 3 ÷ 9 tháng. Mặt đường thử nghiệm là đường rải nhựa asphalt loại đặc hoặc mặt đường láng nhựa mịn đã được thi công ít nhất 6 tháng.
3.11.4. Trang thiết bị thử nghiệm hiện trường
• Thiết bị kẻ đường - Thiết bị kẻ đường thương phẩm hoặc máy kẻ đường bằng tay hay tự động, có khả năng tạo đường kẻ kích thước (3 ± 0,1m) x (150 ± 10mm), màng phủ đồng nhất với độ dày 1,5 ± 0,2mm.
• Tấm nền thử nghiệm - Tối thiểu là 4 tấm với kích thước quy định là 300mm x 100mm, được làm từ thiếc hoặc nhôm.
• Micrometer (thiết bị đo chiều dày màng sơn) - Thuộc loại khung sâu với phần diện tích phẳng tối thiểu là 10mm2 và có khả năng đo chính xác tới 0,01mm.
• Các dụng cụ đo nhiệt độ - Để đo các giá trị trung bình của nhiệt độ không khí và nhiệt độ mặt đường tại thời điểm thi công.
• Các thiết bị và hàng rào an toàn - Cần thiết để điều khiển giao thông và để bảo vệ người kẻ đường thử nghiệm trong suốt quá trình thi công và quá trình đóng rắn vật liệu nhiệt dẻo.
• Máy đo độ phản quang.
Ghi chú: Máy đo cần có các tính năng tương đương với Mirolux 12.
3.11.4.7. Phương pháp A - Đánh giá độ mài mòn bằng phương pháp đối chiếu ảnh hình tiêu chuẩn - Một bộ gồm 6 hình tiêu chuẩn cho các bậc phân loại từ 0 ÷ 10.
Ghi chú: Hình 2.1, 2.2, 2.3, chỉ ra các mức đã được xác định từ các hình chuẩn hình.
3.11.4.8. Phương pháp B - Đánh giá độ mài mòn bằng phương pháp kẻ ô.
• Ô thử nghiệm - kích thước tối thiểu là 500mm chiều dài và 100mm chiều rộng, các ô vuông nhỏ có kích thước 50mm x 50mm (hình 3).
• Bảng số liệu hiện trường - ghi các kết quả (bảng 4).
• Bàn chải lông cứng, mượt - dùng để làm sạch đường kẻ thử nghiệm.
3.11.5. Quy trình thử nghiệm hiện trường
(a) Dựng hàng rào an toàn, các bản hiệu và trụ nón ngăn cách để phân luồng giao thông khỏi vị trí thử nghiệm.
(b) Nhiệt độ không khí nằm trong khoảng 15 ÷ 30oC và nhiệt độ mặt đường không được nhỏ hơn 10oC. Ghi lại tất cả các dữ liệu này và bất kỳ một hiện tượng thời tiết không bình thường nào tại thời điểm thử nghiệm.
(c) Lau sạch tất cả các hạt bụi, ẩm, các chất lạ xung quanh khu vực thử nghiệm.
(d) Đặt một tấm thử nghiệm ngang qua chiều rộng sát viền ngoài của vạch đường, cách cuối vạch khoảng 300mm. Đảm bảo rằng các tấm thử nghiệm này không xâm phạm vào vùng đánh giá và không ảnh hướng tới độ dày màng sơn.
(e) Bắt đầu từ mép của vùng thử nghiệm, thi công 4 dải kẻ đường, trong đó có 2 dải được rải hạt thủy tinh trên bề mặt với tỷ lệ 325 ± 25g/m2. Các dải kẻ có chiều rộng 150 ± 10mm với độ dài chỉ định là 1,5 ± 0,2mm.
(f) Sau quá trình đóng rắn của vật liệu nhiệt dẻo không chứa hạt thủy tinh, kiểm tra lại độ dày của vật liệu đóng rắn bằng trắc vi kế (micrometer). Lấy đủ các số đo (tối thiểu là 10) để đảm bảo xác định được độ dày trung bình.
(g) Chỉ đánh giá những vạch kẻ đạt chiều dày quy định.
(h) Đánh dấu để nhận dạng các vạch kẻ.
(i) Kết thúc công việc, quan sát bằng mắt kiểm tra những dị thường của quá trình thi công.
(j) Sau một khoảng thời gian tối thiểu 1 giờ, nhấc và dọn tất cả các hàng rào an toàn để giao thông qua lại tự do trên vùng thử nghiệm.
3.11.6. Quy trình đánh giá kết quả thử nghiệm hiện trường
3.11.6.1. Độ phản quang - Sau mỗi lượt 300.000 và 3.000.000 xe qua lại đo độ phản quang của đường kẻ thử nghiệm trên cùng một vị trí vết xe lăn, thực hiện theo mục 3.10.
3.11.6.2. Độ mài mòn - Sau 3.000.000 lượt xe qua lại, phương pháp ở phần 3.11.6.2.1 (Phương pháp A) và phần 3.11.6.2.2. (Phương pháp B) được sử dụng để đánh giá độ mài mòn của đường kẻ thử nghiệm không chứa hạt.
3.11.6.2.1. Phương pháp A - Phương pháp ảnh.
(a) Chỉ định hai thí nghiệm viên, sau khi quan sát mức độ mài mòn trên vạch xe lăn, xác định ảnh nào hoặc cặp ảnh nào có hình thức gần giống với thực trạng của đường kẻ thử nghiệm. Dùng phép nội suy tính ra tỷ lệ trung gian giữa hai bức ảnh.
(b) Kết quả là giá trị trung bình độ mài mòn của vạch kẻ.
3.11.6.2.2. Phương pháp B - Phương pháp kẻ ô
(a) Làm ẩm đường kẻ thử nghiệm có vạch đường xe chạy bằng nước sạch. Sau đó dùng bản chải mềm quét sạch bụi bẩn trên bề mặt.
(b) Đặt lưới ô vuông trên đường kẻ thử nghiệm lấy tâm là vết xe lăn.
(c) Chỉ định hai thí nghiệm viên làm việc độc lập với nhau, đánh giá độ mài mòn của mỗi ô vuông tương ứng với tỷ lệ đưa ra ở bảng 3 và ghi lại số các ô vuông trong mỗi hàng trên bảng số liệu hiện trường (bảng 4).
Bảng 3
Các bậc đánh giá từ lưới ô vuông
Bậc | Diện tích còn lưu lại vật liệu nhiệt dẻo, (%) | Hệ số gia tăng |
a | ( 75 | x1 |
b | < 75 và ( 50 | x2 |
c | < 50 và ( 25 | x3 |
d | < 25 | x4 |
(d) Khi những dấu hiệu trượt hoặc những dấu hiệu không mài mòn khác khiến cho việc đánh giá ô vuông trong mạng rất khó khăn, bỏ qua các ô vuông đó. Ghi lại các kết quả của những ô vuông có thể đánh giá được và mở rộng mạng lưới, ứng với hình 3, để có thêm các ô vuông mới sao cho số tổng cộng các ô vuông lên tới 20.
(e) Tính chỉ số mài mòn như sau:
(i) Nhân số ô vuông ở mỗi cấp với hệ số gia tăng tương ứng ở cấp đó.
(ii) Cộng cả 4 tổng nhỏ ở mỗi hàng ta sẽ có chỉ số mài mòn.
(iii) Lấy trung bình kết quả thu được.
(f) Ghi lại kết quả của hai người thí nghiệm viên và lấy kết quả trung bình.
Bảng 4
Bảng thử nghiệm hiện trường
Ô | Vạch kẻ | |
1 |
|
|
2 |
|
|
3 |
|
|
4 |
|
|
5 |
|
|
6 |
|
|
7 |
|
|
8 |
|
|
9 |
|
|
10 |
|
|
3.1.6.3. Độ phát sáng: Sau 3.000.000 lượt xe cộ đi qua, đo độ phát sáng của vạch kẻ theo mục 3.4. và ghi lại kết quả.
3.11.7. Báo cáo kết quả
a) Trung bình tháng nhiệt độ cao nhất trong ngày, lượng mưa trung bình tháng ghi tại trạm khí tượng gần nhất trong suốt quá trình thử nghiệm.
b) Độ phản quang của vạch đường thử nghiệm có chứa hạt thủy tinh sau khi cho 300.000 và 3.000.000 lượt xe đi qua.
c) Độ phát sáng đo được sau 3.000.000 lượt xe đi qua.
d) Phương pháp đánh giá độ mài mòn đã dùng tức là phương pháp ảnh (Phương pháp A) hay phương pháp ô vuông (Phương pháp B) và các kết quả được biểu diễn hoặc là số lượng ảnh hoặc là chỉ số mài mòn.
PHỤ LỤC 1
CÁC PHƯƠNG PHÁP CHỨNG NHẬN HỢP CHUẨN
Phụ lục đưa ra các phương pháp thức khác nhau để người sản xuất hoặc nhà cung cấp có thể chứng minh sự phù hợp với tiêu chuẩn.
1. Phương pháp lấy mẫu thống kê
Lấy mẫu thống kê là một quy trình cho phép quyết định về chất lượng của các mẻ sản phẩm khi chỉ quan sát và thử nghiệm một phần nhỏ sản phẩm đó. Quy trình này sẽ chỉ có giá trị nếu như kế hoạch lấy mẫu được dựa trên một cơ sở thống kê và phải thoả mãn các yêu cầu sau đây:
(a) Mẫu phải được rút một cách ngẫu nhiên từ một số lượng lớn sản phẩm được biết trước. Lai lịch của sản phẩm cho phép xác định là sản phẩm đó được làm từ vật liệu gì, ở cùng một thời điểm, bằng cùng một quá trình, dưới cùng một hệ quản lý.
(b) Đối với mỗi điều kiện khác nhau, phải có cách lấy mẫu thích hợp. Kế hoạch lấy mẫu đối với một nhà sản xuất, với một khối lượng cho trước và một đầu ra của sản phẩm hoàn toàn không có mối liên quan với nhà sản xuất khác sản xuất cùng một loại vật phẩm.
Để việc lấy mẫu thống kê có ý nghĩa đối với người tiêu dùng, nhà sản xuất hay nhà cung cấp cần phải chứng minh là các điều kiện trên đã được thoả mãn. Lấy mẫu và việc thiết lập kế hoạch lấy mẫu phải được thực hiện theo phụ lục (2).
2. Giấy chứng nhận sản phẩm
Mục đích của giấy chứng nhận sản phẩm là để đảm bảo chất lượng của sản phẩm, không lệ thuộc vào nhà sản xuất.
Giấy chứng nhận sẽ phải thoả mãn hệ thống tiêu chuẩn của ISO 9002, cũng như phải thoả mãn kết quả của tất cả các loại thử nghiệm mẫu, sau đó kiểm nghiệm độ phù hợp của nó. Giấy chứng nhận đòi hỏi nhà sản xuất phải duy trì hệ thống chất lượng có hiệu quả để khống chế sản lượng sao cho phù hợp với tiêu chuẩn.
Giấy chứng nhận sản phẩm dùng để chứng minh rằng sản phẩm nhất quán phù hợp với tiêu chuẩn.
3. Hệ thống chất lượng của nhà cung cấp
Đó là nơi mà nhà sản xuất hay nhà cung cấp có thể chứng tỏ một hệ thống điều khiển chất lượng được đăng ký và dự toán phù hợp với yêu cầu và được quy định bởi tiêu chuẩn Việt Nam, hệ thống chất lượng này có thể tạo uy tín và sự tin tưởng về sự tuân thủ tiêu chuẩn của sản phẩm. Những yêu cầu đảm bảo chất lượng phải được thoả thuận giữa người tiêu thụ và nhà cung cấp trong đó phải có sự thoả thuận về chất lượng và kế hoạch kiểm soát, thử nghiệm sản phẩm.
4. Các biện pháp khác
Nếu như các phương pháp trên không phù hợp, việc xác định tính tuân thủ các yêu cầu của tiêu chuẩn có thể được đánh giá bằng cách dựa trên kết quả thử nghiệm kết hợp với giấy bảo hành chất lượng của nhà sản xuất.
Không kể đến mức chất lượng chấp nhận hay tần số thử nghiệm, trách nhiệm thuộc về nhà sản xuất hay nhà cung cấp sao cho sản phẩm phải thoả mãn các yêu cầu kỹ thuật của tiêu chuẩn.
PHỤ LỤC 2
HƯỚNG DẪN LẤY MẪU SƠN VẠCH DƯỜNG NHIỆT DẺO
1. Phạm vi áp dụng
Phần này trình bày quy trình lấy mẫu thử nghiệm cho sơn vạch đường nhiệt dẻo.
2. Nguyên lý
Bằng một cách lấy mẫu thích hợp theo AS. 1142.3.1, mẫu phải được lấy ra từ thiết bị sản xuất tương ứng với phần 3.1 cho các vật liệu tán thành bột hay phần C.2 đối với vật liệu dạng khối.
3. Quy trình
3.1. Vật liệu bột: Chọn ngẫu nhiên 3 túi vật liệu từ cùng một mẻ sản phẩm. Bằng cách sử dụng máy chia mẫu có một khe hở cực đại khoảng 50mm theo AS.1142.3.1 lấy ra từ mỗi túi 3 mẫu, mỗi mẫu có khối lượng khoảng 2kg. Phối trộn cả 3 mẫu vào một thùng sạch được dán nhãn rõ ràng với những chi tiết có liên quan như: nhà sản xuất, số mẻ, ngày sản xuất. Giữ phần còn lại ở 3 túi cho đến khi các thử nghiệm kết thúc.
3.2. Vật liệu dạng khối: Lựa chọn ngẫu nhiên 3 thùng vật liệu nhiệt dẻo lấy ra từ một mẻ. Đập vụn các vật liệu trong cả 3 thùng trên, loại bỏ những mảnh mà bằng mắt nhận thấy không đồng đều về cả kết cấu và màu sắc. Lấy một phần không nhỏ hơn 2kg vật liệu trong mỗi thùng, phối trộn cả 3 phần trên vào trong một thùng sạch có dán nhãn rõ ràng với các chi tiết liên quan như: người sản xuất, số mẻ, ngày sản xuất. Không được gia nhiệt trong suốt quá trình lấy mẫu.
Giữ phần còn lại không sử dụng ở cả 3 thùng cho đến khi các thử nghiệm kết thúc. Đối với các vật liệu định hình trước, lựa chọn ngẫu nhiên hơn 2,5kg vật liệu lấy ra từ cùng một số mẻ.
3.3. Dán nhãn: Các mẫu phải được phân biệt rõ ràng bằng các nhãn trên thùng có ghi những chỉ dẫn sau:
(a) Dạng sản phẩm.
(b) Số mẻ.
(c) Ngày lấy mẫu.
Những thông tin phụ cần thiết để nhận dạng mẫu phải được ghi vào từng mẫu. Thông tin bổ sung bao gồm:
(a) Nhà cung cấp.
(b) Địa điểm và ngày lấy mẫu.
(c) Số lượng vật liệu chứa trong mẫu.
(d) Dạng và số liệu của từng thùng hay xe tải vận chuyển vật liệu để làm mẫu.
PHỤ LỤC 3
HƯỚNG DẪN THI CÔNG SƠN VẠCH ĐƯỜNG NHIỆT DẺO
1. Phạm vi áp dụng
Phần này hướng dẫn về cách sử dụng và thi công sơn vạch đường nhiệt dẻo.
2. Số liệu kỹ thuật của nhà sản xuất
Các bảng hướng dẫn kỹ thuật của nhà sản xuất, các bảng hướng dẫn an toàn của sản phẩm và tất cả các hướng dẫn sử dụng phải được nghiên cứu kỹ.
3. Chuẩn bị nơi thử nghiệm
Phải làm sạch bề mặt khu vực thi công sơn. Những vạch đường cũ còn tồn tại phải được cạo bỏ trước. Bề mặt đường không được có dầu, mỡ, hơi ẩm, nhiệt độ phải đạt 7oC hoặc cao hơn. Không thi công khi nhiệt độ mặt đường nhỏ hơn 3oC (trên điểm sương).
Đối với mặt đường bê tông, đầu tiên phải phủ một lớp nhựa lót để tăng cường độ bám dính của vạch kẻ đường. Đối với những mặt đường loại khác cũng có thể sử dụng lớp nhựa lót để đảm bảo độ bám dính.
4. Phân loại vật liệu
Tiêu chuẩn này xem xét 3 loại vật liệu kẻ đường do yêu cầu 3 phương pháp thi công khác nhau.
Loại I: Phun
Loại II: Đẩy ép
Loại III: Dùng thanh gạt
5. Chuẩn bị vật liệu
Khi chuẩn bị vật liệu cần chú ý những điểm sau:
(a) Tránh nung nóng quá nhiệt độ đun nóng an toàn của vật liệu nhiệt dẻo. Hiện tượng mất màu và dòn hoá có thể xảy ra nếu như nhiệt dộ vượt quá giá trị do nhà sản xuất quy định.
(b) Vật liệu nhiệt dẻo phải được thi công trong vòng 6 giờ sau khi đạt nhiệt độ sử dụng.
(c) Sau khi thiết bị được nung nóng sơ bộ, các vật liệu được đưa vào ở mức đảm bảo quá trình khuấy cơ học duy trì thuận tiện.
6. Tạo phản quang cho vật liệu
Khi cần tạo độ phản quang ban đầu cho vật liệu, các hạt thủy tinh rắn phải được sử dụng ngay trên bề mặt vật liệu nhiệt dẻo vừa thi công với tỷ lệ tối thiểu là 325 ± 75g/m2 theo (AS.2009).
7. Phương pháp thi công
Các vật liệu có thể được thi công bằng cách ép, gạt, gia công định hình, hay vật liệu tạo hình trước. Bảng dưới đây chỉ ra độ dày phổ biến của vật liệu được sử dụng làm vật liệu kẻ đường tuỳ theo vật liệu và phương pháp thi công.
Các phương pháp thi công đối với sơn vạch đường nhiệt dẻo
Các loại vật liệu nhiệt dẻo | Phương pháp thi công | Mục đích sử dụng | Độ dày (mm) | |
Nhỏ nhất | Lớn nhất | |||
Chất tạo màng bằng nhựa tổng hợp |
|
|
|
|
Gạt | Bằng tay hoặc máy tự động | Vạch ngang và biểu tượng | 2 | 5 |
Phun | Máy tự động | Vạch dọc | 2 | 3 |
Ép đẩy | Máy tự động | Vạch dọc | 2 | 5 |
Gia công định hình | Máy tự động | Vạch dọc | 3 | 10 |
Vật liệu tạo hình trước | Bằng tay | Biểu tượng vạch dọc | 2 | 4 |
Các vấn đề sau đây cần phải được xem xét trước khi thi công sơn vạch đường:
(a) Nhiệt độ của vật liệu được thi công phải nằm trong khoảng quy định của nhà sản xuất.
(b) Vạch kẻ hoàn thiện không phồng rộp, không có vết xước và các khuyết tật khác.
(c) Dung sai cho độ rộng vạch tiêu chuẩn phải nằm trong khoảng từ -5% ÷ +10%.
(d) Vật liệu phải chịu được dòng giao thông qua lại sau 2 phút thi công khi nhiệt độ mặt đường là 10oC và sau 10 phút khi nhiệt độ mặt đường là 55oC. Có thể làm nguội mặt đường sau khi kẻ vạch bằng phun nước hoặc bằng các biện pháp khác miễn là vạch kẻ không bị mất vẻ đẹp. Tuỳ thuộc vào độ dày thi công, vật liệu nhiệt dẻo sẽ có thời gian đóng rắn lâu hơn.
PHỤ LỤC 4
BẢNG TỔNG HỢP CÁC CHỈ TIÊU KỸ THUẬT VÀ CÁC PHƯƠNG PHÁP THỬ NGHIỆM SƠN VẠCH ĐƯỜNG NHIỆT DẺO
TT | Chỉ tiêu kỹ thuật | Yêu cầu kỹ thuật | Phương pháp thử nghiệm |
1 | Màu sắc (a) Màu trắng (b) Màu vàng |
≥ Y35 Y12 ÷ Y14 | TCVN 2102 - 1993 và tham khảo mẫu chuẩn AS.2700S |
2 | Độ phát sáng (a) Sơn màu trắng (b) Sơn màu vàng |
≥ 75% ≥ 50% | Mục 3.4 |
3 | Độ bền nhiệt (a) Sơn màu trắng (b) Sơn màu vàng |
Độ phát sáng ≥ 70% Độ phát sáng ≥ 45% | Mục 3.5 (Độ phát sáng đo được sau khi duy trì vật liệu ở 200°C trong 6h) |
4 | Điểm chảy mềm | 85 ÷ 105oC | AS.2341.18, JISK5400 |
5 | Độ mài mòn | ≤ 0,4g hoặc ≤ 0,2g | Mục 3.6 (Khối lượng hao hụt do mài mòn sau 500 vòng mài dưới tải trọng 1kg) JISK5665 (Khối lượng hao hụt do mài mòn sau 100 vòng mài) |
6 | Độ kháng chảy | <10% | Mục 3.7 (Độ chảy trung bình, % đo ở 40oC) |
7 | Tỷ trọng | Thay đổi trong khoảng ± 0,05kg/l | Mục 3.8 |
8 | Thời gian khô không dính tay trong điều kiện nhiệt độ mặt đường thi công từ: a) 10oC đến 32°C b) 33oC đến 55oC | ≤ 2 (phút) ≤ 10 (phút) | AS 1580.401.8 hoặc JISK 5665 |
9 | Thử nghiệm tại hiện trường |
| Mục 3.11 |
9.1 | Độ chống trượt | <45BPN | Mục 3.9 |
9.2 | Độ phản quang a) Sơn màu trắng b) Sơn màu vàng |
≥ 100mcd.lx-1.m-2 ≥ 70mcd.lx--1,m-2 | Mục 3.10 (Đo độ phản quang sau khi cho 300.000 ÷ 3.000.000 xe cộ qua lại) |
9.3 | Độ mài mòn | Bậc ảnh chuẩn ≥ 10 Chỉ số mài mòn ≤ 20 | Mục 3.11.6.2.1. (Phương pháp dùng bộ ảnh chuẩn) Mục 3.11.6.2.2 (Phương pháp kẻ ô) |
9.4 | Độ phát sáng | ≥ 45% | Mục 3.4 |
PHỤ LỤC 5
CÁC TÀI LIỆU LIÊN QUAN
(1) AS 2009 - Glass beads for road - marking materials
(3) TCVN 2102 - Phương pháp xác định màu sắc của màng sơn - 1973
(2) AS 2700S - Colour standard for general purposes
(4) AS 2341.18 - Determination of softening point (ring and ball method)
(5) AS 1580. 105.2 - Pretreatment of metals test panels - Sanding
(6) AS 1152 - Specification of test sieves
(7) AS 1199 - Sampling procedures and tables for inspection by attributes.
(8) AS 1399 - Guide to AS 1199 - Sampling procedures and tables for inspection by attributes.
(9) JISK 5400 - Testing methods for paints.
(10) JISK 5665 - Traffic paint.
PHỤ LỤC 6
HÌNH VẼ - ẢNH VÀ HÌNH MẪU CHUẨN
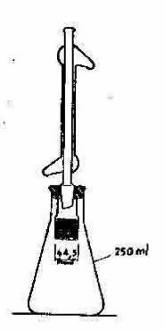
Hình 1. Bình chứa mẫu (Phương pháp chiết nóng)
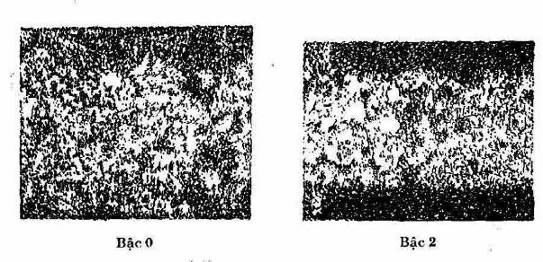
Hình 2.1. Bộ hình tiêu chuẩn mô tả mức độ mài mòn
Hình 2.2. Bộ hình tiêu chuẩn mô tả mức độ mài mòn
Hình 2.3. Bộ hình tiêu chuẩn mô tả mức độ mài mòn
Hình 3. Ô thử nghiệm
![]()
![]() Hình 4. Sơ đồ bố trí hình học quang phổ kế
Hình 4. Sơ đồ bố trí hình học quang phổ kế
Hình 5. Bộ phân tán hạt thủy tinh
(A) – Đĩa cố định |
|
(B) – Đĩa di động |
|
(C) – Lò xo |
|
(D) - Thanh dẫn làm giảm hạt thủy tinh | |
(E) - Thân thiết bị |
|
(F) – Thanh dẫn của đĩa phân tán hạt | |
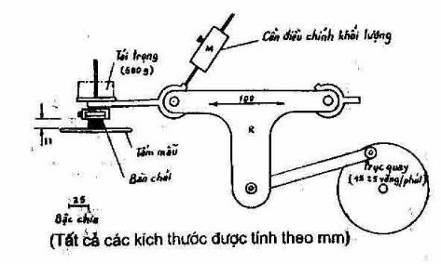
Hình 6. Máy quét
Hình 7. Thiết bị đo thời gian khô
|
|
Hình 8. Thiết bị đo độ va đập | Hình 9. Bộ phận tán khí |
Lược đồ
Vui lòng Đăng nhập tài khoản gói Tiêu chuẩn hoặc Nâng cao để xem Lược đồ.
Chưa có tài khoản? Đăng ký tại đây