- Tổng quan
- Nội dung
- Tiêu chuẩn liên quan
- Lược đồ
- Tải về
Tiêu chuẩn Việt Nam TCVN 7426-1:2004 Xu hướng của vải đối với hiện tượng xù lông bề mặt và vón kết
| Số hiệu: | TCVN 7426-1:2004 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Cơ quan ban hành: | Đang cập nhật | Lĩnh vực: | Công nghiệp |
|
Ngày ban hành:
Ngày ban hành là ngày, tháng, năm văn bản được thông qua hoặc ký ban hành.
|
2004 |
Hiệu lực:
|
Đã biết
|
| Người ký: | Đang cập nhật |
Tình trạng hiệu lực:
Cho biết trạng thái hiệu lực của văn bản đang tra cứu: Chưa áp dụng, Còn hiệu lực, Hết hiệu lực, Hết hiệu lực 1 phần; Đã sửa đổi, Đính chính hay Không còn phù hợp,...
|
Đã biết
|
TÓM TẮT TIÊU CHUẨN VIỆT NAM TCVN 7426-1:2004
Nội dung tóm tắt đang được cập nhật, Quý khách vui lòng quay lại sau!
Tải tiêu chuẩn Việt Nam TCVN 7426-1:2004
 Tiêu chuẩn Việt Nam TCVN 7426-1:2004 PDF (Bản có dấu đỏ)
Tiêu chuẩn Việt Nam TCVN 7426-1:2004 PDF (Bản có dấu đỏ) Tiêu chuẩn Việt Nam TCVN 7426-1:2004 DOC (Bản Word)
Tiêu chuẩn Việt Nam TCVN 7426-1:2004 DOC (Bản Word)TIÊU CHUẨN VIỆT NAM
TCVN 7426-1 : 2004
VẬT LIỆU DỆT –
XÁC ĐỊNH XU HƯỚNG CỦA VẢI ĐỐI VỚI HIỆN TƯỢNG
XÙ LÔNG BỀ MẶT VÀ VÓN KẾT –
PHẦN 1: PHƯƠNG PHÁP DÙNG HỘP THỬ VÓN KẾT
Textiles – Determination of fabrics propensity to surface fuzzing and to pilling –
Part 1: Pilling box method
1. Phạm vi áp dụng
Tiêu chuẩn này mô tả phương pháp xác định khả năng chống vón kết và sự thay đổi bề mặt của vải.
2. Tài liệu viện dẫn
TCVN 1748 : 1991 (ISO 139 : 1973), Vật liệu dệt – Môi trường chuẩn để điều hòa và thử.
3. Thuật ngữ và định nghĩa
Trong tiêu chuẩn này sử dụng các thuật ngữ và định nghĩa sau:
3.1.
Xù lông (fuzzing)
Việc tạo ra sự xù xì, ráp hoặc xù lông của xơ trên bề mặt vải, làm thay đổi bề mặt có thể nhìn thấy được.
CHÚ THÍCH: Những thay đổi này có thể xuất hiện trong quá trình giặt, giặt khô và/hoặc khi mặc.
3.2.
Hạt vón kết (pills)
Xơ vón thành hạt trên mặt vải và dày đến mức ánh sáng không xuyên qua được và tạo thành bóng râm.
CHÚ THÍCH: Những thay đổi này có thể xuất hiện trong quá trình giặt, giặt khô và/hoặc khi mặc.
3.3.
Sự tạo hạt vón kết (pilling)
Sự tạo thành các hạt vón kết trên bề mặt vải.
4. Nguyên tắc
Mẫu thử được gá vào các ống làm bằng polyretan và được quay ngẫu nhiên trong hộp có lớp lót bằng lie với tốc độ quay không đổi. Sự xù lông và vón kết được đánh giá bằng mắt sau một chu kỳ quay xác định. Bất kỳ sự xử lý đặc biệt nào đối với mẫu phòng thí nghiệm, như giặt, tẩy, phải được thỏa thuận trước và phải ghi vào báo cáo thử nghiệm.
5. Thiết bị, dụng cụ
5.1. Hộp thử vón kết, hình khối lập phương, kích thước bên trong khi chưa có lót là 235 mm. Toàn bộ bề mặt trong của hộp phải được lót bằng một loại vật liệu dày 3,2 mm. Hộp được quay với tốc độ (60 ± 2) vòng/phút xung quanh trục nằm ngang đi qua tâm của hai mặt đối xứng. Một mặt của hộp có thể mở ra được để quan sát.
CHÚ THÍCH: Phương tiện để hiệu chuẩn và để so sánh các hộp thử vón kết được nêu ở phụ lục A.
Lớp lót lie phải được thường xuyên kiểm tra vào các khoảng nghỉ và phải được thay thế khi chắc chắn đã bị hỏng hoặc bị bẩn tới mức làm thay đổi các tính chất mài mòn của chúng (xem A.4).
5.2. Các ống gá mẫu bằng polyuretan, (yêu cầu 4 ống), mỗi ống dài (140 ± 1) mm có đường kính ngoài là (31,5 ± 1) mm, chiều dày thành ống (3,2 ± 0,5) mm, khối lượng (52,25 ± 1) g.
5.3. Gá mẫu, được sử dụng để gá mẫu vào các ống
5.4. Băng dính polyvinyl clorua (PVC), rộng 19 mm
5.5. Máy khâu
5.6. Thiết bị đánh giá, được chiếu sáng bằng đèn huỳnh quan trắng hoặc bóng đèn (nhiệt độ màu của nguồn sáng là không đáng kể) để tạo ra nguồn sáng đồng đều trên toàn bộ bề rộng của mẫu thử và được che theo cách mà người quan sát không phải nhìn trực tiếp vào ánh sáng. Vị trí của nguồn sáng được đặt ở một góc giữa 5 0 và 15 0 so với mặt phẳng của mẫu (xem hình 1). Đối với tầm nhìn bình thường thì khoảng cách giữa mắt và mẫu thử phải trong khoảng giữa 30 cm và 50 cm.
6. Môi trường điều hòa và thử nghiệm
Môi trường chuẩn để điều hòa và thử vật liệu dệt được qui định trong TCVN 1748 (ISO 139), nghĩa là ở nhiệt độ (20 ± 2) 0C, và độ ẩm tương đối (65 ± 2) %.
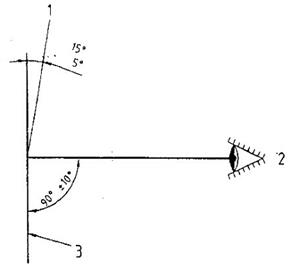
Chỉ dẫn
1 Nguồn sáng
2 Người quan sát
3 Mẫu thử
Hình 1 – Chiếu sáng mẫu thử
7. Chuẩn bị mẫu thử
7.1. Xử lý sơ bộ
Nếu không có sự thỏa thuận nào khác thì giặt hoặc tẩy khô mẫu theo phương pháp đã được thỏa thuận giữa các bên có liên quan.
CHÚ THÍCH 1: Quy trình được mô tả trong ISO 6330 hoặc ISO 3175-1 và 3175-2 là phù hợp
CHÚ THÍCH 2: Việc giặt và tẩy khô mẫu thử nhằm bảo vệ bề mặt mài của hộp thử và các ống gá mẫu khỏi dầu hoặc chất hoàn tất có thể làm cho kết quả không chính xác.
Nếu tiến hành giặt hoặc tẩy khô, cần đánh giá mẫu thử trước và sau khi xử lý sơ bộ bằng cách sử dụng cấp độ mô tả ở điều 9.
7.2. Cắt mẫu
Cắt bốn mẫu thử kích thước 125 mm x 125 mm. Trên mỗi mẫu thử đánh dấu mặt trái và hướng chiều dọc của vải. Nếu vải không thể phân biệt được mặt trái phải thì thử cả hai mặt. Cắt thêm một mẫu nữa kích thước 125 mm x 125 mm dùng để đánh giá.
CHÚ THÍCH: Mẫu thử phải được lấy ngẫu nhiện ở các vị trí sao cho các mẫu không được trùng sợi dọc và sợi ngang.
7.3. Số lượng mẫu
Lấy hai mẫu, gấp mặt phải vào phía trong, nếu phân biệt được, và chiều dọc là hướng của nếp gấp. Khâu một đường cách cạnh cắt 12 mm để tạo thành ống, sử dụng mật độ mũi may sao cho tạo ra một đường khâu cân đối. Tương tự, chuẩn bị 2 mẫu nữa với chiều ngang là hướng của nếp gấp.
7.4. Gá mẫu thử
Lộn mặt trong của mẫu ra ngoài sao cho mặt phải của mẫu là mặt ngoài của ống, cắt bỏ 6 mm ở mỗi đầu ống để loại bỏ các lỗi của đường may. Dùng gá (5.3) để gá mỗi mẫu đã được chuẩn bị vào các ống gá mẫu polyuretan (5.2) sao cho các đầu mẫu thử cách đều các đầu của ống gá mẫu polyuretan (xem hình 2). Đảm bảo đường khâu phải thẳng. Dùng băng dính PVC (5.4) dính cố định các đầu ….vào ống và để thừa khoảng 6 mm trên ống gá mẫu polyuretan. Chiều dài của băng dính ở mỗi đầu ….. không vượt quá 1,5 lần chu vi ống.
Kích thước tính bằng milimet
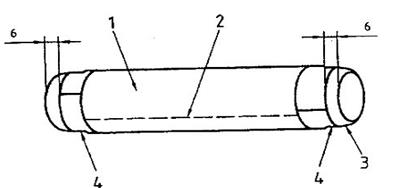
Chỉ dẫn
1 Mẫu thử
2 Đường may
3 Ống polyuretan
4 Băng dính
Hình 2 – Gá mẫu thử vào ống polyuretan
7.5. Điều hòa mẫu
Điều hòa mẫu trong điều kiện khí hậu qui định ở điều 6 ít nhất trong 16 h. Tiến hành thử mẫu ở trong cùng điều kiện đó.
8. Cách tiến hành
Đảm bảo bên trong của hộp thử (5.1) phải sạch và không có xơ.
Đặt bốn mẫu thử đã gá vào trong cùng một hộp thử. Đóng chặt và quay các ống trong hộp với số vòng quay đã thỏa thuận.
CHÚ THÍCH: Các dự đoán về sự mài mòn không qua thử là cho phép đối với tất cả các loại vải. Điều này cần thiết cho các bên liên quan để thỏa thuận số vòng quay cho mỗi loại cấu trúc vải riêng biệt khi thử.
Lấy mẫu ra khỏi hộp thử và tháo chỉ đường may.
9. Đánh giá sự xù lông và/hoặc vón kết
Thiết bị đánh giá mẫu được đặt trong phòng tối.
Đặt mẫu đã thử và mẫu chưa thử, có hoặc chưa xử lý sơ bộ (xem 7.1) lên chính giữa bục của thiết bị đánh giá mẫu (xem hình 1), với chiều dài theo hướng thẳng đứng. Nếu cần có thể sử dụng băng dính để cố định mẫu. Đặt mẫu đã thử bên trái và mẫu chưa thử bên phải.
Để tránh sự lóa của nguồn sáng, quan sát mẫu từ bên ngoài thiết bị đánh giá mẫu (5.6) trực tiếp từ phía trước của mẫu, như hình 1.
Dó tính chất chủ quan của sự đánh giá, nên có từ hai người trở lên quan sát và đánh giá mẫu thử.
Cấp độ của mỗi mẫu thử phù hợp với cấp độ ghi trong bảng 1. Nếu cấp độ nằm giữa hai cấp, ghi kết quả tới nữa cấp, ví dụ 3-4.
Kết quả thử của mỗi người đánh giá là giá trị trung bình cấp độ của bốn mẫu thử. Kết quả thử của mẫu phòng thí nghiệm là trung bình của các cấp độ của các người quan sát.
Việc đánh giá theo ảnh chuẩn có thể được sử dụng để hỗ trợ cho phương pháp đánh giá mô tả ban đầu, đã được thỏa thuận giữa các bên liên quan.
Lần đánh giá thứ hai có thể được tiến hành bằng cách quay mẫu tới vị trí mà các hạt vón kết được nhìn thấy rõ hơn. Lần đánh giá này có thể được sử dụng để cung cấp các dữ liệu đối với điều kiện “khắc nghiệt”, ví dụ quan sát trên bề mặt nằm ngang của mẫu.
Ghi lại những biểu hiện xấu hơn trên bề mặt mẫu.
Bảng 1 – Đánh giá bằng mắt
| Cấp độ | Mô tả |
| 5 | Không có sự thay đổi |
| 4 | Bề mặt xù lông nhẹ và/hoặc hình thành cục bộ các hạt vón kết |
| 3 | Bề mặt xù lông vừa phải và/hoặc vón kết vừa phải. Các hạt vón kết có kích cỡ và mật độ khác nhau bao phủ từng phần trên bề mặt mẫu |
| 2 | Bề mặt xù lông và vón kết đáng kể. Các hạt vón kết có kích cỡ và mật độ khác nhau bao phủ phần lớn bề mặt mẫu |
| 1 | Xù lông bề mặt dày và/hoặc vón kết lớn. Các hạt vón kết có kích cỡ và mật độ khác nhau bao phủ toàn bộ bề mặt mẫu. |
10. Kết quả
Ghi cấp độ của mỗi mẫu thử và tính kết quả trung bình của tất cả các đánh giá được tiến hành theo điều 9. Nếu kết quả trung bình không phải là số nguyên thì làm tròn số đến nữa cấp gần nhất. Sự sai lệch kết quả trên cơ sở giá trị trung bình của bốn mẫu thử không được quá nữa cấp. Nếu sự sai lệch này nhiều hơn nữa cấp, phải ghi lại cấp độ của mỗi mẫu thử.
11. Báo cáo thử nghiệm
Báo cáo thử nghiệm phải bao gồm các thông tin sau:
a) viện dẫn tiêu chuẩn này;
b) mô tả mẫu phòng thí nghiệm;
c) nếu thích hợp, chi tiết xử lý sơ bộ mẫu phòng thí nghiệm;
d) số lượng mẫu thử và số lượng người quan sát;
e) số vòng thử;
f) ngày thử;
g) cấp độ cuối cùng được đánh giá liên quan đến sự xù lông hoặc vón kết hoặc cả hai;
h) chi tiết bất kỳ sự sai khác nào so với cách tiến hành trong tiêu chuẩn này.
Phụ lục A
(tham khảo)
Lưu ý đối với việc sử dụng hộp thử vón kết
A.1. Hộp thử vón kết
Tốc độ quay (60 ± 2) vòng/phút phải được kiểm tra định kỳ.
Đối với lớp lót mới phải chạy không tải cùng với bốn ống gá mẫu trống khoảng 200 h cho tới khi lớp lót đó không tạo ra bụi lie nữa. Nói chung, các đặc tính mài mòn của lie không phải là nguồn chính gây ra sự sai lệch của kết quả thử, nhưng sau một khoảng thời gian dài sử dụng, bề mặt của lie có thể bóng và bị nhiễm bẩn. Sự thay đổi như vậy có thể dẫn tới việc thử vón kết ít khắc nghiệt hơn. Trong những trường hợp như vậy lớp lót lie phải được thay thế.
A.2. Ống gá mẫu
Các ống gá mẫu đúc bằng polyuretan lúc mới phải giống hệt nhau. Kinh nghiệm cho thấy rằng không có sự mài mòn đáng kể của các ống này xuất hiện khi sử dụng trong các điều kiện bình thường.
Phần cần phải lưu ý nhất của ống là bề mặt lồi ra bên ngoài phía đầu ống. Các ống mới phải được kiểm tra khi nhận nhằm đảm bảo chắc chắn rằng không có các lỗi do đúc xuất hiện tại các phần đó. Hỏng do sử dụng thường không xảy ra, nhưng nếu xuất hiện thì điều đó chứng tỏ rằng ống cần phải được thay thế.
A.3. Làm sạch và bảo dưỡng
Trước mỗi phép thử phải đảm bảo là tất cả các tơ và xơ vụn từ lần thử trước đã được loại bỏ khỏi bên trong hộp, ví dụ dùng máy hút bụi hoặc sử dụng chổi quét sơn loại nhỏ. Định kỳ, có thể cần phải làm sạch lớp lót lie nếu chúng bị nhiễm bẩn bởi các chất hoàn tất, ví dụ từ mẫu vải thử. Dung môi làm sạch thích hợp là cồn metyl công nghiệp. Chỉ sử dụng một lượng rất nhỏ dung môi để lau bề mặt của lie.
CHÚ THÍCH: Việc sử dụng cồn metyl công nghiệp phải tuân thủ theo các qui định pháp lý kỹ thuật của quốc gia.
A.4. Hiệu chuẩn
Mỗi khách hàng sử dụng phương pháp thử này được nhận hai mẫu vải hiệu chuẩn thích hợp với phép thử của phòng thí nghiệm và cho các mức độ vón kết và xù lông khác nhau nằm trong dải cấp độ 1-2 đến 4.
Vải hiệu chuẩn phải được sử dụng để thử cho mỗi lần lắp đặt hộp mới và mỗi lần thay lớp lót mới và các mẫu vải đã thử phải được giữ để cho lần đánh giá lại tiếp theo. Tại các đợt nghỉ thường lệ, ví dụ 6 tháng vải hiệu chuẩn phải được thử lại và so sánh với mẫu đã thử trước đó. Với cách này thì bất kỳ sự chênh lệch nào hoặc là giữa các hộp hoặc là trong một hộp đều có thể phát hiện được. Cũng phải lưu ý rằng thực tế là mẫu có thể bị căng nhẹ bề mặt.
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO 3175 - : 1998, Textiles – Dry cleaning and finishing – Part 1: Method for assessing the cleanability of textiles and garments (Vật liệu dệt – Giặt khô và hoàn tất – Phần 1: Phương pháp đánh giá độ sạch của vật liệu dệt và sản phẩm may).
[2] ISO 3175 – 2 : 1998, Textiles – Dry cleaning and finishing – Part 2: Procedure for tetrachloroethene (Vật liệu dệt – Giặt khô và hoàn tất – Phần 2: Qui trình dùng tetracloeten).
[3] ISO 6330, Textiles – Domestic washing and drying procedures for textile testing (Vật liệu dệt – Các qui trình giặt và sấy gia dụng để thử vật liệu dệt).
Bạn chưa Đăng nhập thành viên.
Đây là tiện ích dành cho tài khoản thành viên. Vui lòng Đăng nhập để xem chi tiết. Nếu chưa có tài khoản, vui lòng Đăng ký tại đây!
