- Tổng quan
- Nội dung
- Tiêu chuẩn liên quan
- Lược đồ
- Tải về
Tiêu chuẩn Quốc gia TCVN 4938:1989 Máy cắt kim loại-Phương pháp kiểm tra độ ổn định vị trí góc của bộ phận làm việc có chuyển động
| Số hiệu: | TCVN 4938:1989 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Cơ quan ban hành: | Uỷ ban Khoa học và Kỹ thuật Nhà nước | Lĩnh vực: | Công nghiệp |
|
Ngày ban hành:
Ngày ban hành là ngày, tháng, năm văn bản được thông qua hoặc ký ban hành.
|
1989 |
Hiệu lực:
|
Đang cập nhật |
| Người ký: | Đang cập nhật |
Tình trạng hiệu lực:
Cho biết trạng thái hiệu lực của văn bản đang tra cứu: Chưa áp dụng, Còn hiệu lực, Hết hiệu lực, Hết hiệu lực 1 phần; Đã sửa đổi, Đính chính hay Không còn phù hợp,...
|
Đã biết
|
TÓM TẮT TIÊU CHUẨN VIỆT NAM TCVN 4938:1989
Nội dung tóm tắt đang được cập nhật, Quý khách vui lòng quay lại sau!
Tải tiêu chuẩn Việt Nam TCVN 4938:1989
 Tiêu chuẩn Việt Nam TCVN 4938:1989 PDF (Bản có dấu đỏ)
Tiêu chuẩn Việt Nam TCVN 4938:1989 PDF (Bản có dấu đỏ) Tiêu chuẩn Việt Nam TCVN 4938:1989 DOC (Bản Word)
Tiêu chuẩn Việt Nam TCVN 4938:1989 DOC (Bản Word)TCVN 4938:1989
MÁY CẮT KIM LOẠI - PHƯƠNG PHÁP KIỂM TRA ĐỘ ỔN ĐỊNH VỊ TRÍ GÓC CỦA BỘ PHẬN LÀM VIỆC CÓ CHUYỂN ĐỘNG
Metal cutting machines - Methods for control of the angle position of movable tool
Lời nói đầu
TCVN 4938:1989 do Trung tâm Tiêu chuẩn Chất lượng biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng trình duyệt, Ủy ban Khoa học và Kỹ thuật Nhà nước (nay là Bộ khoa học và Công nghệ) ban hành;
Tiêu chuẩn này được chuyển đổi năm 2008 từ Tiêu chuẩn Việt Nam cùng số hiệu thành Tiêu chuẩn Quốc gia theo quy định tại Khoản 1 Điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật và điểm a Khoản 1 Điều 6 Nghị định số 127/2007/NĐ-CP ngày 1/8/2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật.
MÁY CẮT KIM LOẠI - PHƯƠNG PHÁP KIỂM TRA ĐỘ ỔN ĐỊNH VỊ TRÍ GÓC CỦA BỘ PHẬN LÀM VIỆC CÓ CHUYỂN ĐỘNG
Metal cutting machines - Methods for control of the angle position of movable tool
Tiêu chuẩn này quy định các phương pháp kiểm tra độ ổn định vị trí góc của bộ phận làm việc của máy cắt kim loại trong quá trình chuyển động thẳng của nó.
1. Quy định chung
1.1. Kiểm tra cần được tiến hành theo một trong các phương pháp nêu trong Bảng 1.
Bảng 1
| Số hiệu phương pháp | Phương pháp kiểm tra |
| 1 | Kiểm tra bằng một nivô |
| 2 | Kiểm tra bằng hai nivô hoặc nivô vi sai |
| 3 | Kiểm tra bằng ba nivô |
| 4 | Kiểm tra bằng ống tự chuẩn trực gương phẳng |
| 5 | Kiểm tra bằng giao thoa kế lade và kính phản xạ |
Cho phép sử dụng các phương pháp và phương tiện kiểm tra khác so với quy định của tiêu chuẩn này, với điều kiện chúng đảm bảo các yêu cầu theo TCVN 4235:1986.
1.2. Các yêu cầu chung đối với các phương pháp kiểm tra theo TCVN 4235:1986.
1.3. Kiểm tra cần được tiến hành ở một số vị trí trên đoạn dịch chuyển của bộ phận làm việc theo quy định trong các tiêu chuẩn hiện hành về độ chính xác đối với từng loại máy cụ thể. Trong trường hợp không có các chỉ dẫn đó, việc kiểm tra cần tiến hành ở 5 vị trí cách đều nhau trên đoạn dịch chuyển của bộ phận làm việc.
1.4. Vị trí, việc định vị bộ phận làm việc cần kiểm tra và việc định vị các bộ phận làm việc khác tùy thuộc chức năng của chúng được quy định trong tiêu chuẩn về độ chính xác đối với từng loại máy cụ thể.
1.5. Kiểm tra độ ổn định vị trí góc của bộ phận làm việc cần tiến hành trong hướng dịch chuyển của bộ phận đó hoặc trong hướng vuông góc với hướng dịch chuyển đó.
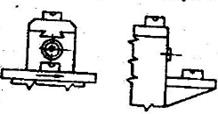
Cho phép tiến hành kiểm tra đồng thời ở hai hướng đo (ví dụ bằng một vài nivô theo Hình 1).
1.6. Thuật ngữ được sử dụng trong tiêu chuẩn này được dẫn ra trong Phụ lục A.
2. Phương pháp kiểm tra
2.1. Phương pháp kiểm tra 1
2.1.1. Sơ đồ kiểm tra
Sơ đồ kiểm tra được thể hiện trên Hình 2.

Hình 1 Hình 2
2.1.2. Phương tiện kiểm tra
Để tiến hành kiểm tra sử dụng nivô
2.1.3. Tiến hành kiểm tra
Đặt nivô trên bộ phận làm việc cần kiểm tra của máy ở vị trí đã được quy định trong các tiêu chuẩn hiện hành về độ chính xác đối với các máy cụ thể. Bộ phận làm việc được đặt ở những vị trí theo quy định ở điều 1.3. Ghi số đo của nivô ở tất cả các vị trí của bộ phận làm việc.
2.1.4. Đánh giá kết quả kiểm tra
Sai lệch về độ ổn định vị trí góc được tính bằng hiệu đại số lớn nhất của các số đo của nivô.
2.2. Phương pháp kiểm tra 2
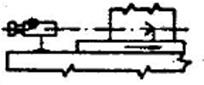
2.2.1. Sơ đồ kiểm tra.
Sơ đồ kiểm tra được thể hiện trên Hình 3.
Hình 3
2.2.2. Phương tiện kiểm tra
Để tiến hành kiểm tra sử dụng hai nivô hoặc nivô vi sai.
2.2.3. Tiến hành kiểm tra
Một nivô đặt ở bộ phận làm việc có chuyển động, cần kiểm tra của máy, cái thứ hai đặt ở phần không chuyển động của máy trên hướng do đã định tại vị trí đã được quy định trong các tiêu chuẩn hiện hành về độ chính xác đối với các loại máy cụ thể. Bộ phận làm việc của máy đặt ở vị trí đã quy định theo điều 1.3. Ghi số đo của hai nivô ở tất cả các vị trí của bộ phận làm việc và tính hiệu đại số (những số liệu ban đầu).
Trong trường hợp khi dùng các nivô ghép với nhau (nivô vi sai), hiệu các số đo của hai nivô (số liệu ban đầu) tại tất cả các vị trí của bộ phận làm việc dọc được trực tiếp trên thiết bị.
2.2.4. Đánh giá các kết quả kiểm tra
Sai lệch về độ ổn định vị trí góc của bộ phận làm việc, của máy được tính bằng hiệu đại số lớn nhất của các số liệu ban đầu ghi tại tất cả các vị trí của bộ phận làm việc.
Ví dụ về đánh giá các kết quả kiểm tra
Tính sai lệch về độ ổn định vị trí góc của bộ phận làm việc trong quá trình kiểm tra bằng hai nivô được ghi trong Bảng 2.
Bảng 2
| Vị trí của nivô và các kết quả tính toán | Số đo các nivô tại các vị trí của bộ phận làm việc, mm/1000 mm | ||||
| 1 | 2 | 3 | 4 | 5 | |
| Trên bộ phận làm việc có chuyển dịch | 0,04 | 0,04 | - 0,05 | - 0,05 | 0,06 |
| Trên bộ phận làm việc không chuyển dịch | 0,05 | - 0,02 | 0,02 | 0,06 | 0,06 |
| Hiệu các chỉ số đo của các nivô (số liệu ban đầu) | - 0,01 | 0,06 | - 0,07 | - 0,01 | 0,001 |
| Sai lệch về độ ổn định vị trí góc | 0,06 - (- 0,07) = 0,13 | ||||
2.3. Phương pháp kiểm tra 3
2.3.1. Sơ đồ kiểm tra
Sơ đồ kiểm tra được thể hiện trên Hình 4
Hình 4
2.3.2. Phương tiện kiểm tra
Để tiến hành kiểm tra sử dụng 3 nivô
2.3.3. Tiến hành kiểm tra
Ba nivô được đặt trên bộ phận làm việc có chuyển động cần kiểm tra tại hướng đo đã định ở vị trí đã được quy định trong các tiêu chuẩn về độ chính xác đối với các loại máy cụ thể. Nếu như những điều kiện đó không xác định được thì các nivô đặt theo quy định trong 2.3.1. Trong trường hợp chiều dài của bộ phận làm việc có chuyển động nhỏ hơn 1000 mm cho phép tiến hành kiểm tra không cần sử dụng nivô trung gian.
Bộ phận làm việc của máy đặt ở những vị trí theo quy định ở trong 1.3. Ghi số đo của tất cả các nivô.
2.3.4. Đánh giá các kết quả kiểm tra.
Đối với từng nivô xác định hiệu đại số lớn nhất của các số đo của các nivô tại tất cả các vị trí của bộ phận làm việc.
Sai lệch độ về ổn định vị trí góc của bộ phận làm việc được tính bằng hiệu đại số lớn nhất số đo của các nivô.
2.4. Phương pháp kiểm tra 4
2.4.1. Sơ đồ kiểm tra được thể hiện trên Hình 5.
Hình 5
2.4.2. Phương tiện kiểm tra
Để tiến hành kiểm tra dùng ống tự chuẩn trực và gương phẳng.
2.4.3. Tiến hành kiểm tra
Ống tự chuẩn trực được đặt trên phần không chuyển động của máy sao cho trục quang học của nó tương đối song song với hướng chuyển động của bộ phận làm việc cần kiểm tra của máy. Gương phẳng được đặt trên bộ phận làm việc cần kiểm tra của máy ở chỗ đã định (chẳng hạn ở giữa) và vuông góc với hướng dịch chuyển. Bộ phận làm việc đặt ở những vị trí đã định theo quy định trong điều 1.3. Ghi số đo của ống chuẩn trực ở tất cả các vị trí của bộ phận làm việc.
2.4.4. Đánh giá các kết quả kiểm tra
Sai lệch về độ ổn định vị trí góc của bộ phận làm việc được tính bằng hiệu đại số lớn nhất của các số đo của ống tự chuẩn trực.
2.5. Phương pháp kiểm tra 5
2.5.1. Sơ đồ kiểm tra
Sơ đồ kiểm tra được thể hiện trên Hình 6
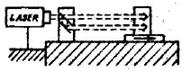
Hình 6
2.5.2. Phương tiện kiểm tra
Để tiến hành kiểm tra dùng giao thoa kế lade để đo sai lệch góc và kính phản xạ.
2.5.3. Tiến hành kiểm tra
Việc lắp đặt giao thoa kế lade và kính phản xạ cũng như quá trình đo tương ứng như việc lắp đặt và quá trình đo bằng ống tự chuẩn trực và gương phẳng (xem trong 2.4.3.).
2.5.4. Đánh giá các kết quả kiểm tra
Sai lệch về độ ổn định vị trí góc tính tương tự như trong 2.4.4.
Phụ lục A
Thuật ngữ và định nghĩa
Sai lệch về độ ổn định vị trí góc của bộ phận làm việc có chuyển động là hiệu đại số lớn nhất các số đo vị trí góc của bộ phận làm việc trên chiều dài dịch chuyển đã được xác định của nó.
Bạn chưa Đăng nhập thành viên.
Đây là tiện ích dành cho tài khoản thành viên. Vui lòng Đăng nhập để xem chi tiết. Nếu chưa có tài khoản, vui lòng Đăng ký tại đây!
