- Tổng quan
- Nội dung
- Tiêu chuẩn liên quan
- Lược đồ
- Tải về
Tiêu chuẩn Quốc gia TCVN 11090:2015 ISO 24998:2011 Dụng cụ thí nghiệm bằng chất dẻo-Đĩa petri dùng một lần cho thử nghiệm vi sinh
| Số hiệu: | TCVN 11090:2015 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Cơ quan ban hành: | Bộ Khoa học và Công nghệ | Lĩnh vực: | Công nghiệp |
|
Ngày ban hành:
Ngày ban hành là ngày, tháng, năm văn bản được thông qua hoặc ký ban hành.
|
2015 |
Hiệu lực:
|
Đã biết
|
| Người ký: | Đang cập nhật |
Tình trạng hiệu lực:
Cho biết trạng thái hiệu lực của văn bản đang tra cứu: Chưa áp dụng, Còn hiệu lực, Hết hiệu lực, Hết hiệu lực 1 phần; Đã sửa đổi, Đính chính hay Không còn phù hợp,...
|
Đã biết
|
TÓM TẮT TIÊU CHUẨN VIỆT NAM TCVN 11090:2015
Nội dung tóm tắt đang được cập nhật, Quý khách vui lòng quay lại sau!
Tải tiêu chuẩn Việt Nam TCVN 11090:2015
 Tiêu chuẩn Việt Nam TCVN 11090:2015 PDF (Bản có dấu đỏ)
Tiêu chuẩn Việt Nam TCVN 11090:2015 PDF (Bản có dấu đỏ) Tiêu chuẩn Việt Nam TCVN 11090:2015 DOC (Bản Word)
Tiêu chuẩn Việt Nam TCVN 11090:2015 DOC (Bản Word)TIÊU CHUẨN QUỐC GIA
TCVN 11090:2015
ISO 24998:2011
DỤNG CỤ THÍ NGHIỆM BẰNG CHẤT DẺO - ĐĨA PETRI DÙNG MỘT LẦN CHO THỬ NGHIỆM VI SINH
Plastics laboratory ware - Single-use Petri dishes for microbiological procedures
Lời nói đầu
TCVN 11090:2015 hoàn toàn tương đương với ISO 24998:2008, đã được xem xét lại năm 2012 với bố cục và nội dung không thay đổi.
TCVN 11090:2015 do Ban Kỹ thuật Tiêu chuẩn Quốc gia TCVN/TC 48 Dụng cụ thí nghiệm bằng thủy tinh biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng thẩm định, Bộ Khoa học và Công nghệ công bố.
DỤNG CỤ THÍ NGHIỆM BẰNG CHẤT DẺO - ĐĨA PETRI DÙNG MỘT LẦN CHO THỬ NGHIỆM VI SINH
Plastics laboratory ware - Single-use Petri dishes for microbiological procedures
1 Phạm vi áp dụng
Tiêu chuẩn này qui định các yêu cầu và phương pháp thử đĩa petri phẳng, dùng một lần trong thử nghiệm vi sinh.
Tiêu chuẩn này không áp dụng cho các sản phẩm được thiết kế tương tự có thể sử dụng cho mục đích nuôi cấy tế bào và nuôi cấy mô. Tiêu chuẩn cũng không áp dụng cho đĩa sử dụng để chứa môi trường vi sinh.
CHÚ THÍCH: Đĩa petri sử dụng cho các qui trình vi sinh thông thường, với số lượng lớn và liên tục, thường được vận hành tự động. Người sử dụng thiết bị này phải chấp nhận rằng, các đĩa petri của một nhà sản xuất bất kỳ đều phù hợp để sử dụng với thiết bị này và, nếu được cung cấp từ nhiều nguồn khác nhau, thì phải tương thích khi sử dụng chung.
2 Thuật ngữ và định nghĩa
Trong tiêu chuẩn này sử dụng các thuật ngữ và định nghĩa sau.
2.1
Đĩa Petri (Petri dish)
Bộ đĩa kèm theo nắp rời, được sử dụng để bảo vệ sự nguyên vẹn của vi sinh khi không sử dụng hoặc hoặc đang sử dụng và không gian bên trong.
2.2
Đĩa (dish)
Dụng cụ chứa dạng lòng nông, hình trụ hoặc hình vuông, miệng hở, và có đáy phẳng liền với thành ngoài.
CHÚ THÍCH: Đĩa có thể được chia nhỏ thêm bằng các vách ngăn bên trong để tạo thành các khoang riêng biệt.
2.3
Nắp (lid)
Nắp đậy có hình dạng tương tự và rộng hơn đĩa đi kèm với nó, để đậy kín thể tích làm việc.
CHÚ THÍCH: Mặt dưới của nắp có thể có một hoặc một số chỗ hơi nhô lên (thông khí) để dễ dàng lưu thông không khí. Nắp không có phần nhô như vậy được thiết kế để không cho lưu thông không khí.
3 Nguyên tắc sử dụng
Trong điều kiện được kiểm soát về môi trường để tránh sinh ra các vi sinh vật không mong muốn, mở nắp của đĩa Petri và nhỏ (rót) một lượng môi trường cấy vi sinh vào đĩa. Đậy đĩa lại và để cân bằng với môi trường đã được tạo ra trước đó.
Trong điều kiện phù hợp tương tự, lại mở nắp ra và rót mẫu khảo sát vào môi trường trong đĩa. Sau đó đậy nắp lại và lưu giữ ở điều kiện xác định trong khoảng thời gian cho đến khi các vi sinh vật được tạo ra từ mẫu để có thể tiếp tục nghiên cứu.
CHÚ THÍCH: Lưu ý đến qui định quốc gia hoặc khu vực về an toàn và môi trường khi thải bỏ đĩa Petri đã sử dụng.
4 Kiểu
Có bốn kiểu đĩa được qui định trong tiêu chuẩn này.
Kiểu A: Đĩa tròn, không được chia khoang bên trong, có hoặc không có lỗ thông khí trên nắp.
Kiểu B: Đĩa tròn, có chia khoang bên trong, có hoặc không có lỗ thông khí trên nắp.
Kiểu C: Đĩa vuông, không chia khoang bên trong, có hoặc không có lỗ thông khí trên nắp.
Kiểu D: Đĩa vuông, có chia khoang bên trong, có hoặc không có lỗ thông khí trên nắp.
CHÚ THÍCH: Có thể có thay đổi về thiết kế và kết cấu của Kiểu A đến Kiểu D theo Điều 6. Trong trường hợp này, chi tiết được qui định bởi nhà sản xuất.
5 Vật liệu
Đĩa Petri phải được làm từ chất dẻo trong suốt trơ với vi sinh và có màu sắc đồng đều để nhận dạng theo lô, hoặc không màu.
Đĩa hoàn thiện không được có sự thay đổi màu hoặc phai màu và các khuyết tật vật lý như nếp nhăn có thể làm ảnh hưởng đến tính năng sử dụng trong vi sinh.
6 Thiết kế và kết cấu
6.1 Qui định chung
Khi kiểm tra bằng mắt thường, đĩa Petri không được có mép sắc, phần nhô ra hoặc bề mặt thô ráp có thể cắt, đâm hoặc mài mòn da hoặc găng tay của người sử dụng, hoặc làm hỏng bao gói.
Đĩa Petri không được có lỗ gây rò rỉ hoặc làm ảnh hưởng đến tính nguyên vẹn của vi sinh.
Đế của đĩa và mặt đóng của nắp phải phẳng, phù hợp với giới hạn được qui định trong Bảng 1.
6.2 Kích thước
Kích thước của đĩa Petri phải phù hợp với Bảng 1 và, nếu có thể, phù hợp với các kích thước được qui định chi tiết trong 6.3 đến 6.5.
CHÚ THÍCH: Công nghệ sản xuất có thể tạo ra các sản phẩm dẻo phù hợp với dung sai rất nhỏ về kích thước, thường nhỏ hơn ± 0,02 mm đối với các sản phẩm có kích cỡ này. Vì lý do này, và để cho phép nhà sản xuất tự do cải tiến thiết kế, dung sai không được qui định cho các kích thước chính trong Bảng 1, nhưng nhà sản xuất có thể chọn kích thước cơ bản từ các giới hạn trên. Đồng thời cho phép cải tiến thiết kế đối với thành với vành tròn hoặc vành đa giác để thuận tiện cho vận hành tự động.
Bảng 1 - Kích thước đối với đĩa Petri
Kích thước tính bằng milimét
| Loại | Cỡ danh định | Giới hạn kích thước ngoài của đĩa | Giới hạn chiều cao ngoài của đĩa | Giới hạn chiều cao ngoài của nắp | Giới hạn khe hở xung quanh giữa nắp và đĩa (được lắp) tại điểm tiếp xúc | Độ phẳng: độ lệch cho phép lớn nhất của đáy đĩa và mặt nắp so với mặt phẳng | |
| Đường kính | Chiều dài thành | ||||||
| A (tròn) | 60 | 54 đến 65 | — | 13 đến 17 | 7,5 đến 10,5 | 1 đến 3 | 1,0 |
| A và B (tròn) | 90 | 85 đến 91 | — | 13 đến 17 | 7,5 đến 10,5 | 1 đến 3 | 1,0 |
| 100 | 95 đến 105 | — | 13 đến 17 | 7,5 đến 10,5 | 1 đến 3 | 1,5 | |
| 140 | 138 đến 144 | — | 13 đến 21 | 7,5 đến 10,5 | 2 đến 4 | 1,5 | |
| C và D (vuông) | 100 | — | 101 đến 104 | 17 đến 21 | 7,5 đến 10,5 | 1 đến 3 | 1,5 |
| 120 | — | 121 đến 129 | 13 đến 21 | 7,5 đến 10,5 | 2 đến 4 | 1,5 | |
Độ phẳng (xem Bảng 1) phải được đo như sau:
— khoảng cách lớn nhất giữa bất kỳ phần nào của đỉnh mặt đế và mặt phẳng ngang tiếp xúc với mặt đó;
— khoảng cách lớn nhất giữa bất kỳ phần nào của đỉnh mặt nắp và mặt phẳng ngang tiếp xúc với mặt đó.
6.3 Viền mép trên nắp
Phía ngoài mặt đậy của nắp có thể được hơi viền mép xung quanh chu vi, hoặc nếu là hình vuông thì viền quanh mép ngoài. Chiều cao phần viền mép không được quá 1 mm.
CHÚ THÍCH: Viền mép như vậy để ngăn các đĩa khi được xếp thành chồng không bị xô lệch vị trí với nhau.
6.4 Khoang chứa
Nếu đĩa được chia thành các khoang bên trong, chiều cao của vách ngăn phải nằm trong khoảng từ 50 % đến 100 % chiều cao đĩa và không có sự rò rỉ giữa các khoang. Số lượng khoang phải được ghi trên nhãn của bao gói chính, xem Điều 10 và Điều 11.
6.5 Sự thông khí
Theo 2.3, một hoặc nhiều lỗ thông khí có thể được tạo ở mặt trong của nắp, sát với thành nắp. Các lỗ thông này phải được tỏa tròn và kéo dài từ thành tới khe hở xung quanh lớn nhất có thể có giữa mép đĩa và nắp.
Chiều cao của một lỗ thông khí đơn phải nằm trong khoảng từ 0,12 mm đến 0,35 mm.
Các lỗ thông khí phức hợp phải được bố trí đối xứng trên nắp và có chiều cao trong khoảng từ 0,25 mm đến 0,7 mm.
Sự thể hiện có lỗ thông khí phải được ký hiệu bởi chữ "V" trên nhãn của bao gói chính. Xem Điều 10 và Điều 11.
7 Tính năng
7.1 Độ cứng
7.1.1 Nắp
Khi thử theo phương pháp mô tả trong Phụ lục A, đường kính trong (đối với Loại A và B) hoặc chiều rộng bên trong (đối với loại C và D) của nắp, đo theo hướng lực tác động, không được giảm quá 1 mm.
7.1.2 Đĩa
Khi thử theo phương pháp mô tả trong Phụ lục A, đường kính trong (đối với Loại A và B) hoặc chiều rộng bên trong (đối với loại C và D) của đĩa, đo theo hướng lực tác động, không được giảm quá 2 mm.
7.2 Độ bền nhiệt
Sau khi được thử theo phương pháp như mô tả trong Phụ lục B, đĩa phải duy trì được độ phẳng được qui định trong Bảng 1 và không lắc hoặc xoay trên mặt phẳng.
7.3 Độ bền cơ học
7.3.1 Nắp
Khi được thử theo phương pháp mô tả trong Phụ lục C, nắp không được rạn nứt hoặc biến dạng hoàn toàn dưới tải trọng 9,81 N.
7.3.2 Đĩa
Khi được thử theo phương pháp như mô tả trong Phụ lục C, đĩa không được rạn nứt hoặc biến dạng hoàn toàn dưới tải trọng 7,36 N.
7.4 Độ ổn định khi xếp chồng
Khi được thử theo phương pháp như mô tả trong Phụ lục D, chồng 10 đĩa Petri phải nghiêng được một góc 12° so với phương thẳng đứng mà không bị đổ.
8 Giới hạn bị nhiễm bẩn
Đĩa Petri phải không bị nhiễm bẩn bởi các chất bụi bẩn có đường kính lớn hơn 100 μm, khi được kiểm tra bởi người quan sát bằng mắt thường hoặc có điều chỉnh mà không có khuếch đại, dưới ánh sáng ổn định trong khoảng từ 300 Ix đến 750 Ix.
9 . Vô trùng và trạng thái vi sinh đặc biệt
Nếu nhà sản xuất yêu cầu rằng đĩa chưa mở và chưa được sử dụng là đĩa vô trùng, hoặc có trạng thái vi sinh đặc biệt, thì đĩa phải được đánh giá theo một phương pháp nhất định để xác nhận sự đáp ứng của yêu cầu đó. Việc xác nhận giá trị sử dụng của phương pháp đánh giá sự vô trùng là trách nhiệm của nhà sản xuất.
CHÚ THÍCH 1: Để xác nhận và kiểm soát định kỳ qui trình khử trùng, xem ISO 11137-1 và ISO 17665-1.
CHÚ THÍCH 2: Đối với phòng sạch và môi trường kiểm soát liên quan, xem ISO 14644 (phần 1 đến phần 8).
10 Bao gói
Đĩa petri phải được cung cấp, theo bộ, trong bao gói được niêm phong, có độ thấm đảm bảo ngăn được sự nhiễm bẩn vi sinh của các đĩa trong điều kiện bảo quản và sử dụng thông thường. Tất cả các đĩa Petri phải được xếp theo cùng hướng với tối đa 30 đĩa trong mỗi bao gói. Các đĩa Petri được bao gói phải được xếp theo bộ với số lượng thuận lợi cho việc bán, bảo quản và sử dụng, đặt trong hộp bìa cứng (bao gối sơ bộ) để bảo vệ bao gói và giảm thiểu rủi ro trong việc bảo đảm tình trạng vi sinh của đĩa Petri.
Nếu bao gói được làm từ màng polyetylen, độ dày màng không được nhỏ hơn 70 μm.
11 Ghi nhãn
Nếu có thể, bao gói sơ bộ (hộp bìa cứng bên ngoài, xem Điều 10) phải được ghi nhãn cụ thể tại vị trí phù hợp.
a) tên và địa chỉ của nhà sản xuất
b) mô tả hình dạng chi tiết sản phẩm, và kích thước danh định, có thông hơi hay không và số lượng khoang, nếu được chia, ví dụ "đĩa petri, hình tròn, 90 mm, hoặc "đĩa Petri, hình vuông, 100 mm, 4 khoang, có thông khí"
c) khi phù hợp, từ "Vô TRÙNG", hoặc câu biểu thị thể hiện trạng thái vi sinh hoặc sạch;
d) mã lô, có từ "LÔ" được đặt trước;
e) nếu cần thiết, nêu hạn sử dụng đĩa Petri, để bảo đảm tính an toàn, không làm giảm tính năng, biểu thị theo năm, tháng và ngày, theo định dạng YYYY MM hoặc YYYY MM DD ở vị trí phù hợp;
f) khi phù hợp, câu biểu thị việc sử dụng "in vitro" của đĩa;
g) điều kiện bảo quản và/hoặc sử dụng cụ thể theo yêu cầu.
Phụ lục A
(qui định)
Thử nghiệm điển hình đối với độ cứng
A.1 Mục đích của phép thử
Mục đích của phép thử là xác định dụng cụ được sản xuất có đủ độ cứng để bền với biến dạng quá mức khi thao tác hay không.
A.2 Thiết bị, dụng cụ
A.2.1 Thiết bị thử (xem Hình A.1) để giữ dụng cụ, bao gồm:
a) Tấm ván bằng gỗ, trên đó lắp chặt hai khối gỗ vuông với cạnh 25 mm và chiều cao 15 mm và cách nhau 25 mm.
b) Cữ chặn sau bằng gỗ cứng rộng 100 mm và cao 40 mm được vít chặt sau thiết bị thử 5 mm;
c) Dưỡng định vị cho thiết bị đo lực được làm bằng thanh kim loại cứng có rãnh 4 mm để điều chỉnh được khoảng cách (từ 15 mm đến 25 mm) cách khối gỗ phía trước và chiều cao (từ 15 mm đến 40 mm).
A.2.2 Thiết bị đo lực có khả năng tạo tải trọng 4,90 N (500 g trên thang đo của thiết bị đo lực).
A.2.3 Thước cặp đo bên trong, khoảng đo từ 0 mm đến 150 mm.
A.3 Điều kiện thử
Dụng cụ phải được duy trì tại nhiệt độ (20 ± 2) °C trong 1 h trước khi phép thử được tiến hành trong giới hạn nhiệt độ này.
Khi phép thử được thực hiện tại nước chấp nhận nhiệt độ chuẩn là (27 ± 2)°C, nhiệt độ này phải được thay thế cho nhiệt độ (20 ± 2) °C.
A.4 Cách tiến hành
A.4.1 Đặt tấm ván bằng gỗ lên bề mặt ngang. Đặt dụng cụ cần thử lên các khối gỗ với hướng lên trên và để dụng cụ cần thử tiếp xúc với cữ chặn sau của thiết bị và điều chỉnh sao cho lỗ cho thiết bị thử, tâm của dụng cụ và điểm tiếp xúc với cữ chặn sau tạo thành đường thẳng (hướng lực tác dụng) chia đôi đĩa.
A.4.2 Điều chỉnh dưỡng định vị cách dụng cụ 10 mm, và sao cho thiết bị thử, khi được đưa vào lỗ, sẽ tiếp xúc với thành ngoài của dụng cụ tại chiều cao bằng một nửa chiều cao tổng của thành.
A.4.3 Sử dụng thước cặp, đo đường kính trong hoặc chiều rộng bên trong của dụng cụ, theo hướng lực tác dụng.
A.4.4 Đưa test finger qua lỗ của dưỡng định vị và tạo tải trọng đều 4,90 N (500 g theo hiển thị trên thiết bị), theo phương ngang và dọc theo đường thẳng được mô tả trong A.4.1.
A.4.5 Đo lại đường kính trong hoặc chiều rộng bên trong của dụng cụ, theo A.4.3, sau 10 s trong khi vẫn duy trì việc đặt tải trọng.
A.4.6 Lấy thiết bị đo lực ra.
Kích thước danh định tính bằng milimét
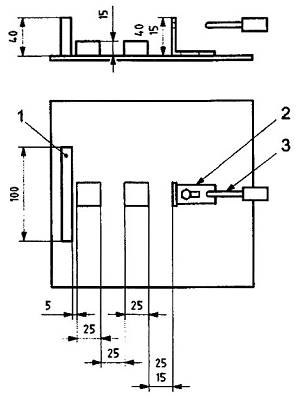
CHÚ DẪN
1 cữ chặn sau
2 dưỡng định vị cho thiết bị đo lực
3 Thiết bị đo lực
Hình A.1 - Hệ thống thử
A.5 Giải thích kết quả
Trừ giá trị của đường kính trong hoặc chiều rộng bên trong, được đo theo A.4.5 cho giá trị ban đầu tương ứng (được đo theo A.4.3). So sánh chênh lệch với giá trị được qui định trong 7.1.1 hoặc 7.1.2, tương ứng.
Phụ lục B
(qui định)
Thử nghiệm điển hình đối với độ bền nhiệt
B.1 Thuốc thử
B.1.1 Môi trường, dung dịch nước có chứa (1,5 ± 0,2) % thạch.
B.2 Cách tiến hành
Đặt đĩa lên bề mặt thủy tinh phẳng tại nhiệt độ môi trường. Gia nhiệt đến khi môi trường tan chảy, và khi thuốc thử nguội đến nhiệt độ (60 ± 2)°C, rót (20 ± 0,5) ml thuốc thử vào trong đĩa Petri, đậy nắp và để đông đặc lại.
B.3 Giải thích kết quả
Kiểm tra sự phù hợp của đĩa với Điều 7.2.
Phụ lục C
(qui định)
Thử nghiệm điển hình đối với độ bền cơ học
C.1 Mục đích của phép thử
Mục đích của phép thử là xác định dụng cụ được sản xuất có đủ chắc chắn để chịu được thao tác thí nghiệm thông thường hay không.
C.2 Thiết bị, dụng cụ
C.2.1 Thiết bị đo lực, có thể tạo tải trọng đến 19,61 N (2 000 g trên thang đo) (xem A.2.2).
C.2.2 Đồng hồ bấm giờ, độ chính xác ít nhất 0,1 s.
C.3 Điều kiện thử
Các điều kiện thử được qui định theo A.3
C.4 Cách tiến hành
C.4.1 Đặt dụng cụ với mặt phẳng được đỡ bởi thành bên lên trên bề mặt ngang vững chắc. Đặt đầu thử của thiết bị đo lực vào tâm của dụng cụ. Điều chỉnh thiết bị đo lực theo phương thẳng đứng.
C.4.2 Giữ thiết bị đo lực ở vị trí thẳng đứng, tạo tải trọng gia tăng đều. Tốc độ gia tăng phải sao cho trong khoảng thời gian từ 10 s đến 15 có thể tăng tải trọng từ 0 N đến 19,61 N (0 g đến 2 000 g theo hiển thị của bộ chỉ thị trên thiết bị).
C.4.3 Trong khi tạo tải trọng, quan sát dụng cụ xem có xuất hiện các vết rạn, nứt hoặc biến dạng hoàn toàn hay không. Ghi số đọc tải trọng trên thiết bị đo lực mà tại đó xảy ra các biến dạng này.
C.5 Giải thích kết quả
Kiểm tra sự phù hợp của đĩa với Điều 7.3.1 hoặc 7.3.2, nếu có thể.
Phụ lục D
(qui định)
Thử nghiệm điển hình đối với độ ổn định khi xếp chồng
D.1 Thuốc thử
D.1.1 Môi trường, dung dịch nước có chứa (1,5 ± 0,2) % agar.
D.2 Thiết bị, dụng cụ
D.2.1 Thước đo góc phù hợp, hoặc thước đo góc nghiêng so với phương thẳng đứng.
D.3 Cách tiến hành
D.3.1 Rót (20 ± 0,5) ml môi trường vào trong mỗi 10 đĩa Petri, đậy nắp và để đông đặc.
CHÚ THÍCH: Có thể sử dụng đĩa đã được thử bền nhiệt, và phù hợp với 7.2.
D.3.2 Xếp một chồng 10 đĩa Petri có chứa thuốc thử theo hướng lên trên lên bề mặt phẳng nằm ngang, cứng, trong đó đĩa dưới cùng được giữ chặt.
D.3.3 Nghiêng mặt phẳng với tốc độ đều sao cho chồng đĩa bị nghiêng đi, và ghi góc nghiêng so với phương thẳng đứng của chồng đĩa mà tại đó nó bị đổ.
D.4 Giải thích kết quả
Kiểm tra sự phù hợp của kết quả với 7.4.
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO 11137-1, Sterilization of health care poducts - Radiation - Part 1: Requirements for development, validation and routine control of a sterilization process for medical devices
[2] ISO 14644-1, Cleanrooms and associated controlled environments - Part 1: Classification of air cleanliness.
[3] ISO 14644-2, Cleanrooms and associated controlled environments - Part 2: Specifications for testing and monitoring to prove continued compliance with ISO 14644-1
[4] ISO 14644-3, Cleanrooms and associated controlled environments - Part 3: Test methods
[5] ISO 14644-4, Cleanrooms and associated controlled environments - Part 4: Design, construction and start-up
[6] ISO 14644-5, Cleanrooms and associated controlled environments - Part 5: Operations
[7] ISO 14644-6, Cleanrooms and associated controlled environments - Part 6: Vocabulary
[8] ISO 14644-7, Cleanrooms and associated controlled environments - Part 7: Separative devices (clean air hoods, gloveboxes, isolators and mini-environments)
[9] ISO 14644-8, Cleanrooms and associated controlled environments - Part 8: Classification of air borne molecular contamination
[10] ISO 17665-1, SteriIization of health care products - Moist heat - Part 1: Requirements for the development, validation and routine control of a sterilization process for medical devices.
Bạn chưa Đăng nhập thành viên.
Đây là tiện ích dành cho tài khoản thành viên. Vui lòng Đăng nhập để xem chi tiết. Nếu chưa có tài khoản, vui lòng Đăng ký tại đây!
