- Tổng quan
- Nội dung
- Tiêu chuẩn liên quan
- Lược đồ
- Tải về
Tiêu chuẩn TCVN 7908:2008 Prepreg sợi thủy tinh
| Số hiệu: | TCVN 7908:2008 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Cơ quan ban hành: | Bộ Khoa học và Công nghệ | Lĩnh vực: | Công nghiệp |
|
Ngày ban hành:
Ngày ban hành là ngày, tháng, năm văn bản được thông qua hoặc ký ban hành.
|
2008 |
Hiệu lực:
|
Đã biết
|
| Người ký: | Đang cập nhật |
Tình trạng hiệu lực:
Cho biết trạng thái hiệu lực của văn bản đang tra cứu: Chưa áp dụng, Còn hiệu lực, Hết hiệu lực, Hết hiệu lực 1 phần; Đã sửa đổi, Đính chính hay Không còn phù hợp,...
|
Đã biết
|
TÓM TẮT TIÊU CHUẨN VIỆT NAM TCVN 7908:2008
Nội dung tóm tắt đang được cập nhật, Quý khách vui lòng quay lại sau!
Tải tiêu chuẩn Việt Nam TCVN 7908:2008
 Tiêu chuẩn Việt Nam TCVN 7908:2008 PDF (Bản có dấu đỏ)
Tiêu chuẩn Việt Nam TCVN 7908:2008 PDF (Bản có dấu đỏ) Tiêu chuẩn Việt Nam TCVN 7908:2008 DOC (Bản Word)
Tiêu chuẩn Việt Nam TCVN 7908:2008 DOC (Bản Word)TIÊU CHUẨN QUỐC GIA
TCVN 7908:2008
PREPREG SỢI THỦY TINH
Glass-fibre prepregs
Lời nói đầu
TCVN 7908: 2008 do Nhóm công tác TCVN/TC 61/SC13/WG 1 Vật liệu compozit biên soạn trên cơ sở dự thảo đề nghị của Trung tâm
Công nghệ Vật liệu - Viện ứng dụng Công nghệ, Tổng cục Tiêu chuẩn Đo lường Chất lượng xét duyệt, Bộ Khoa học và Công nghệ công bố.
PREPREG SỢI THỦY TINH
Glass-fibre prepregs
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các yêu cầu kỹ thuật và phương pháp thử tương ứng cho prepreg sợi thủy tinh loại E được sử dụng để chế tạo compozit ứng dụng trong công nghiệp, trên biển và hàng không.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi.
ISO 8604 : 1988, Plastics - Prepregs - Definitions of terms and symbols for designations (Chất dẻo - Prepreg - Định nghĩa về các thuật ngữ và ký hiệu để đặt ký hiệu).
ISO 10352 : 1997, Fibre-reinforced plastics - Moulding compounds and prepregs - Determination of mass per unit area (Chất dẻo sợi gia cường - Hợp chất tạo hình và prepreg - Xác định khối lượng trên đơn vị diện tích).
3. Thuật ngữ, định nghĩa
Trong tiêu chuẩn này sử dụng các thuật ngữ và định nghĩa sau :
3.1. Prepreg (prepreg)
Hỗn hợp của các nhựa (có hoặc không có chất độn), phụ gia và các vật liệu gia cường ở dạng vải hoặc sợi, sẵn sàng cho tạo hình thành sản phẩm.
[ISO 8604 : 1988].
3.2. Prepreg sợi thủy tinh (glass-fibre prepreg)
Prepreg được chế tạo từ sợi thủy tinh loại E kết hợp với nhựa vinyleste hoặc polyeste không no.
4. Yêu cầu kỹ thuật
4.1. Khái quát chung
Các yêu cầu về ngoại quan, đặc trưng kỹ thuật của prepreg sợi thủy tinh được xác định trực tiếp trên sản phẩm prepreg.
Tính chất cơ học của prepreg sợi thủy tinh được xác định thông qua tính chất cơ học của compozit chế tạo từ prepreg sợi thủy tinh theo phương pháp túi hút chân không một lần.
4.2. Yêu cầu ngoại quan
Bề mặt của prepreg sợi thủy tinh phải có độ đồng đều của nhựa tẩm, không có các vị trí thiếu nhựa.
4.3. Đặc trưng kỹ thuật của prepreg sợi thủy tinh
Các loại prepreg sợi thủy tinh phải có các đặc trưng kỹ thuật như nêu ra trong Bảng 1.
Bảng 1 - Đặc trưng kỹ thuật của các loại prepreg sợi thủy tinh
| TT | Loại prepreg | Loại sợi thủy tinh gia cường | Dệt kết cấu | Khổ kết cấu (mm) | Nhựa kết dính | Hàm lượng nhựa (%) | Khối lượng trên đơn vị diện tích (g/m2) |
| 1 | P603p | Thủy tinh E | 00/90 0 | 1270 ± 5 | Polyeste | 40 ± 5 | 1120 ± 10 % |
| 2 | P603 | Thủy tinh E | 00/90 0 | 1270 ± 5 | Vinyleste | 40 ± 5 | 1120 ± 10 % |
| 3 | P610p | Thủy tinh E | 00/90 0 | 1270 ± 5 | Polyeste | 40 ± 5 | 2600 ± 10 % |
| 4 | P610 | Thủy tinh E | 00/90 0 | 1270 ± 5 | Vinyleste | 40 ± 5 | 2600 ± 10 % |
| 5 | P808p | Thủy tinh E | 00/90 0 | 1270 ± 5 | Polyeste | 40 ± 5 | 1500 ± 10 % |
| 6 | P808 | Thủy tinh E | 00/90 0 | 1270 ± 5 | Vinyleste | 40 ± 5 | 1500 ± 10 % |
| 7 | P708p | Thủy tinh E | ± 450 | 1270 ± 5 | Polyeste | 40 ± 5 | 1400 ± 10 % |
| 8 | P708 | Thủy tinh E | ± 450 | 1270 ± 5 | Vinyleste | 40 ± 5 | 1400 ± 10 % |
| 9 | P206p | Thủy tinh E | 00,± 450, 900 | 1270 ± 5 | Polyeste | 40 ± 5 | 1600 ± 10 % |
| 10 | P206 | Thủy tinh E | 00,± 450, 900 | 1270 ± 5 | Vinyleste | 40 ± 5 | 1600 ± 10 % |
4.4. Tính chất cơ học của compozit chế tạo từ prepreg sợi thủy tinh bằng phương pháp túi hút chân không một lần
Compozit được chế tạo từ bán thành phẩm prepreg sợi thủy tinh theo phương pháp túi hút chân không một lần phải có các tính chất cơ học tương ứng như cho trong Bảng 2.
Bảng 2 - Chỉ tiêu cơ học của compozit
|
| Loại prepreg | |||||||||
| Tên chỉ tiêu | P603p | P603 | P610p | P610 | P808p | P808 | P808p | P708 | P206p | P206 |
| 1. Độ bền uốn, MPa, không nhỏ hơn | 460 | 400 | 460 | 380 | 410 | 380 | 460 | 410 | 410 | 390 |
| 2. Modul đàn hồi uốn, GPa, không nhỏ hơn | 24 | 15 | 20 | 17 | 20 | 15 | 18 | 13 | 15 | 14 |
| 3. Độ bền kéo, MPa, không nhỏ hơn | 330 | 340 | 425 | 360 | 435 | 360 | 440 | 410 | 380 | 370 |
| 4. Modul đàn hồi kéo, GPa, không nhỏ hơn | 16 | 14 | 15 | 17 | 18 | 15 | 18 | 19 | 13 | 13 |
5. Phương pháp thử
5.1. Lấy mẫu
Việc lấy mẫu sản phẩm được tiến hành như sau:
- Cứ 100 m² prepreg thì cắt năm mẫu có kích thước 20 cm x 40 cm.
- Các mẫu prepreg trên được ép tạo thành các tấm compozit bằng phương pháp túi hút chân không.
5.2. Kiểm tra ngoại quan
Quan sát bằng mắt thường.
5.3. Phương pháp xác định khối lượng trên đơn vị diện tích
Khối lượng trên đơn vị diện tích của prepreg được xác định theo ISO 10352 : 1997.
5.4. Xác định độ bền uốn và modul đàn hồi uốn
5.4.1. Nguyên tắc
Đặt tải với tốc độ dịch chuyển không đổi vào điểm giữa của mẫu thử cho đến khi mẫu thử bị phá hủy.
Đo và ghi lại tải ở thời điểm mẫu bị phá hủy, sau đó tính toán độ bền uốn và modul đàn hồi uốn.
5.4.2. Thiết bị, dụng cụ
- Thiết bị thử uốn thông thường, có sai số không quá 1 % (ví dụ như thiết bị INSTRON - Hoa Kỳ).
- Dụng cụ đo kích thước có độ chính xác đến ± 0,1 mm.
![]() 5.4.3. Chuẩn bị mẫu thử
5.4.3. Chuẩn bị mẫu thử
Cắt từ mỗi tấm compozit được chuẩn bị theo 5.1 năm phần mẫu thử có kích thước tương ứng như nêu ra trong Hình 1. Các mẫu thử không được có các khuyết tật bề mặt như quy định trong 4.2.
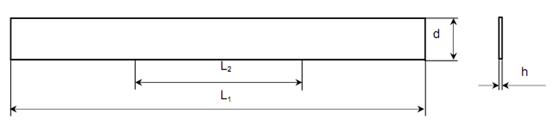
Chú giải
| Chiều dài mẫu thử Chiều rộng mẫu thử Chiều dày mẫu thử | L1 d h | = 127 mm ± 5 mm; = 12,7 mm ± 0,5 mm; = 3,2 mm ± 0,4 mm; |
Khoảng cách giữa hai gối đỡ L2 = 51 mm ± 3 mm.
Hình 1 - Mẫu thử xác định độ bền uốn và modul đàn hồi uốn
5.4.4. Cách tiến hành
Tiến hành phép thử ở nhiệt độ 25 oC ± 5 oC.
Đặt mẫu thử nằm cân đối lên hai gối đỡ của thiết bị thử uốn (5.4.2) với khoảng cách giữa hai gối đỡ là 51 mm ± 3 mm (xem Hình 1). Đưa đầu đo tải trọng nén thẳng vào điểm giữa của mẫu thử và cách mẫu thử 5 mm. Bật máy đo với tốc độ thử là 2 mm/min cho đến khi mẫu bị phá hủy. Ghi lại tải phá hủy mẫu.
Tiến hành đo với năm mẫu thử.
5.4.5. Tính toán kết quả
Xác định độ bền uốn su, theo công thức sau:
![]()
trong đó:
P là tải phá hủy mẫu, tính bằng Nintơn (N);
l là khoảng cách giữa hai gối đỡ, tính bằng milimét (mm);
d là chiều rộng mẫu thử, tính bằng milimét (mm);
h là chiều dày mẫu thử, tính bằng milimét (mm);
su là độ bền uốn của mẫu thử, tính bằng megapascal (MPa).
Kết quả cuối cùng là giá trị trung bình của các kết quả thu được từ năm mẫu thử.
Xác định modul đàn hồi uốn Eu, theo công thức sau:
![]()
trong đó:
P là tải phá hủy mẫu, tính bằng Niutơn (N);
l là khoảng cách giữa hai gối đỡ, tính bằng milimét (mm);
d là chiều rộng mẫu thử, tính bằng milimét (mm);
h là chiều dày mẫu thử, tính bằng milimét (mm);
Df là độ võng khi uốn, tính bằng milimét (mm);
Eu là modul đàn hồi uốn, tính bằng megapascal (MPa).
Kết quả cuối cùng là giá trị trung bình của các kết quả thu được từ năm mẫu thử.
5.5. Xác định độ bền kéo và modul đàn hồi kéo
5.5.1. Nguyên tắc
Đặt tải kéo với tốc độ dịch chuyển không đổi vào hai đầu mâm kẹp lên mẫu thử cho đến khi mẫu thử bị phá hủy. Đo và ghi lại tải ở thời điểm mẫu bị phá hủy, sau đó tính toán độ bền kéo và modul đàn hồi kéo.
5.5.2. Thiết bị, dụng cụ
- Thiết bị thử kéo thông thường, có sai số không lớn hơn 1 % (ví dụ như thiết bị INSTRON - Hoa Kỳ).
- Dụng cụ đo kích thước có độ chính xác đến ± 0,1 mm.
5.5.3. Chuẩn bị mẫu thử
Cắt từ mỗi tấm compozit được chuẩn bị theo 5.1 năm phần mẫu thử có kích thước tương ứng như nêu ra trong Hình 2. Các mẫu thử không được có các khuyết tật bề mặt như quy định trong 4.2.
5.5.4. Cách tiến hành
Tiến hành phép thử ở nhiệt độ 25 oC ± 5 oC.
Đặt mẫu thử vào hai đầu mâm kẹp của thiết bị thử kéo (5.5.2), điều chỉnh vị trí và xiết chặt hai đầu mâm kẹp. Bật máy với tốc độ kéo giữa hai đầu mẫu thử là 2 mm/min cho đến khi mẫu bị phá hủy. Ghi lại lực phá hủy mẫu.
Tiến hành đo với năm mẫu thử.
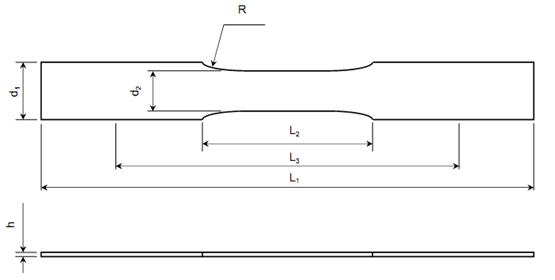
Chú giải
| Chiều dài mẫu thử | L1 | = 165 mm ± 5 mm |
| Chiều dài đoạn mặt cắt hẹp | L2 | = 57 mm ± 0,5 mm |
| Chiều rộng mẫu thử | d1 | = 19 mm ± 0,4 mm |
| Chiều rộng đoạn mặt cắt hẹp | d2 | = 13 mm ± 0,4 mm |
| Chiều dày mẫu thử | h | = 3,2 mm ± 0,4 mm |
| Khoảng cách giữa hai đầu gá | L3 | = 115 mm ± 5 mm. |
| Bán kính cong đoạn cắt | R | = 76° ± 1° |
Hình 2 - Mẫu thử xác định độ bền kéo và modul đàn hồi kéo
5.5.5. Tính toán kết quả
Xác định độ bền kéo sk, theo công thức sau:
![]()
trong đó:
P là lực phá hủy mẫu, tính bằng Niutơn (N);
d là chiều rộng mẫu thử, tính bằng milimét (mm);
h là chiều dày mẫu thử, tính bằng milimét (mm);
sk là độ bền kéo của mẫu thử, tính bằng megapascal (MPa).
Kết quả cuối cùng là giá trị trung bình của các kết quả thu được từ năm mẫu thử.
Xác định modul đàn hồi kéo Ek, theo công thức sau:
![]()
trong đó:
P là lực phá hủy mẫu, tính bằng Niutơn (N);
l là chiều dài mẫu, tính bằng milimét (mm);
d là chiều rộng mẫu thử, tính bằng milimét (mm);
h là chiều dày mẫu thử, tính bằng milimét (mm);
Dl là độ dãn dài khi kéo, tính bằng milimét (mm);
Ek là modul đàn hồi kéo, tính bằng megapascal (MPa).
Kết quả cuối cùng là giá trị trung bình của các kết quả thu được từ năm mẫu thử.
6. Báo cáo thử nghiệm
Báo cáo thử nghiệm phải bao gồm ít nhất các thông tin sau:
a) tên hoặc ký hiệu nhận biết sản phẩm prepreg sợi thủy tinh;
b) viện dẫn tiêu chuẩn này;
c) các đặc trưng kỹ thuật của sản phẩm;
d) các kết quả thử;
e) chi tiết những khác biệt so với quy trình đã được quy định;
e) tên người thử nghiệm;
f) ngày thử nghiệm.
7. Bao gói, ghi nhãn, bảo quản, vận chuyển
7.1. Bao gói
Prepreg sợi thủy tinh phải được bọc trong màng PE theo từng lớp riêng biệt.
7.2. Ghi nhãn
Prepreg sợi thủy tinh phải được ghi nhãn theo quy định hiện hành với các nội dung sau:
- tên sản phẩm;
- tên hoặc thương hiệu của nhà sản xuất;
- số chủng loại;
- ngày sản xuất;
- thời hạn sử dụng.
7.3. Bảo quản
Prepreg sợi thủy tinh phải được bảo quản trong kho lạnh ở nhiệt độ £ 10 oC.
7.4. Vận chuyển
Prepreg sợi thủy tinh phải được vận chuyển bằng phương tiện thích hợp ở nhiệt độ £ 15 oC.
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ASTM D 638-08, Standard Test Method for Tensile Properties of Plastics.
[2] ASTM D 790-00, Standard Test Method for Flexural Properties of Unreinforced and Reinforced Plastic and Electrical Insulating Materials.
Bạn chưa Đăng nhập thành viên.
Đây là tiện ích dành cho tài khoản thành viên. Vui lòng Đăng nhập để xem chi tiết. Nếu chưa có tài khoản, vui lòng Đăng ký tại đây!
