- Tổng quan
- Nội dung
- Tiêu chuẩn liên quan
- Lược đồ
- Tải về
Tiêu chuẩn TCVN 7011-7:2013 Kiểm độ chính xác hình học của các trục tâm của chuyển động quay
| Số hiệu: | TCVN 7011-7:2013 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Cơ quan ban hành: | Bộ Khoa học và Công nghệ | Lĩnh vực: | Công nghiệp |
|
Ngày ban hành:
Ngày ban hành là ngày, tháng, năm văn bản được thông qua hoặc ký ban hành.
|
2013 |
Hiệu lực:
|
Đã biết
|
| Người ký: | Đang cập nhật |
Tình trạng hiệu lực:
Cho biết trạng thái hiệu lực của văn bản đang tra cứu: Chưa áp dụng, Còn hiệu lực, Hết hiệu lực, Hết hiệu lực 1 phần; Đã sửa đổi, Đính chính hay Không còn phù hợp,...
|
Đã biết
|
TÓM TẮT TIÊU CHUẨN VIỆT NAM TCVN 7011-7:2013
Nội dung tóm tắt đang được cập nhật, Quý khách vui lòng quay lại sau!
Tải tiêu chuẩn Việt Nam TCVN 7011-7:2013
 Tiêu chuẩn Việt Nam TCVN 7011-7:2013 PDF (Bản có dấu đỏ)
Tiêu chuẩn Việt Nam TCVN 7011-7:2013 PDF (Bản có dấu đỏ) Tiêu chuẩn Việt Nam TCVN 7011-7:2013 DOC (Bản Word)
Tiêu chuẩn Việt Nam TCVN 7011-7:2013 DOC (Bản Word)TIÊU CHUẨN QUỐC GIA
TCVN 7011-7:2013
ISO 230-7:2006
QUY TẮC KIỂM MÁY CÔNG CỤ - PHẦN 7: ĐỘ CHÍNH XÁC HÌNH HỌC CỦA CÁC TRỤC TÂM CỦA CHUYỂN ĐỘNG QUAY
Test code for machine tools - Part 7: Geometric accuracy of axes of rotation
Lời nói đầu
TCVN 7011-7:2013 hoàn toàn tương đương với ISO 230-7:2006.
TCVN 7011-7:2013 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 39 Máy công cụ biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ TCVN 7011 (ISO 230) Qui tắc kiểm máy công cụ bao gồm các phần sau:
- TCVN 7011-1:2007 (ISO 230-1:1996) Phần 1: Độ chính xác hình học của máy khi vận hành trong điều kiện không tải hoặc gia công tinh;
- TCVN 7011-2:2007 (ISO 230-2:1997) Phần 2: Xác định độ chính xác và khả năng lặp lại định vị của trục điều khiển số;
- TCVN 7011-3:2007 (ISO 230-3:2001) Phần 3: Xác định các ảnh hưởng nhiệt;
- TCVN 7011-4:2013 (ISO 230-4:2005) Phần 4: Kiểm độ tròn cho máy công cụ điều khiển số;
- TCVN 7011 -5:2007 (ISO 230-5:2000) Phần 5: Xác định tiếng ồn do máy phát ra;
- TCVN 7011-6:2007 (ISO 230-6:2002) Phần 6: Xác định độ chính xác định vị theo các đường chéo khối và đường chéo bề mặt (Kiểm sự dịch chuyển theo đường chéo);
- TCVN 7011-7:2013 (ISO 230-7:2006) Phần 7: Độ chính xác hình học của các trục tâm của chuyển động quay;
- TCVN 7011-8:2013 (ISO/TR 230-8:2010) Phần 8: Rung động;
- TCVN 7011-9:2013 (ISO/TR 230-9:2005) Phần 9: Ước lượng độ không đảm bảo đo cho các phép kiểm máy công cụ theo bộ TCVN 7011 (ISO 230), công thức cơ bản.
Bộ ISO 230 Qui tắc kiểm máy công cụ còn có các phần sau:
- ISO 230-10:2011 Part 10: Determination of the measuring performance of probing systems of numerically controlled machine tools;
- ISO/WD TR 230-11 Part 11: Measuring instruments and their application to machine tool geometry.
QUI TẮC KIỂM MÁY CÔNG CỤ - PHẦN 7: ĐỘ CHÍNH XÁC HÌNH HỌC CỦA CÁC TRỤC TÂM CỦA CHUYỂN ĐỘNG QUAY
Test code for machine tools - Part 7: Geometric accuracy of axes of rotation
1. Phạm vi áp dụng
Tiêu chuẩn này đưa ra các phương pháp quy định đặc tính kỹ thuật và phương pháp kiểm độ chính xác hình học của các trục tâm của chuyển động quay (sau đây gọi là trục tâm quay) được sử dụng trong các máy công cụ. Các trục chính, các đầu chuyển động quay, các bàn chuyển động quay và xoay của các máy công cụ tạo thành các trục tâm quay, tất cả các trục tâm này đều có các chuyển động không theo dự định trong không gian do kết quả của nhiều nguồn sai số.
Tiêu chuẩn này áp dụng cho các tính chất sau của các trục chính:
- Trục tâm của chuyển động quay có sai số;
- Sự dịch chuyển của trục tâm do tốc độ.
Các tính chất quan trọng khác của trục chính như sự dịch chuyển của trục tâm do nhiệt và sự dịch chuyển của trục tâm do thay đổi của nhiệt độ môi trường được đề cập trong TCVN 7011-3 (ISO 230-3).
Tiêu chuẩn này không áp dụng cho các tính chất sau của trục chính:
- Độ chính xác định vị góc (xem TCVN 7011-1 (ISO 230-1) và TCVN 7011 -2 (ISO 230-2));
- Độ đảo của các bề mặt và bộ phận (xem TCVN 7011-1 (ISO 230-1));
- Đặc tính kỹ thuật của mặt phân cách giá dao;
- Các đại lượng đo rung quán tính (xem TCVN 7011-8 (ISO 230-8));
- Các đại lượng đo tiếng ồn (xem xem TCVN 7011-5 (ISO 230-5));
- Dải tốc độ quay và độ chính xác (xem ISO 10791-6 và ISO 13041-6);
- Các phép đo hoặc phương pháp cân bằng (xem ISO 1940-1 và ISO 6103);
- Tổn thất chạy không tải (tổn thất công suất);
- Độ trôi do nhiệt (xem TCVN 7011-3 (ISO 230-3)).
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn có ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi (nếu có).
TCVN 7011-1:2007 (ISO 230-1:1996) Qui tắc kiểm máy công cụ - Phần 1: Độ chính xác hình học của máy khi vận hành trong điều kiện không tải hoặc gia công tinh;
TCVN 7011-2 (ISO 230-2) Qui tắc kiểm máy công cụ - Phần 2: Xác định độ chính xác và khả năng lặp lại định vị của trục điều khiển số;
TCVN 7011-3 (ISO 230-3) Qui tắc kiểm máy công cụ - Phần 3: Xác định các ảnh hưởng của nhiệt;
ISO 841:2001, Industrial automation systems and integration - Numerical control of machines - Coordinate system and motion nomenclature (Các hệ thống và tổ hợp tự động trong công nghiệp - Điều khiển số của máy - Hệ thống tọa độ và danh mục chuyển động).
3. Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa sau:
3.1. Khái niệm chung
3.1.1. Cụm trục chính (spindle unit)
Bộ phận cung cấp một trục tâm quay.
CHÚ THÍCH: Các bộ phận khác như bàn quay, ngõng trục và mũi tâm quay được bao gồm trong định nghĩa này.
3.1.2. Trục chính (spindle)
Phần quay (rotor)
Thành phần quay của cụm trục chính.
3.1.3. Hốc trục chính (spindle housing)
Phần tĩnh (stator)
Thành phần tĩnh tại của cụm trục chính.
3.1.4. Ổ trục (bearing)
Thành phần của cụm trục chính dùng để đỡ trục chính (phần quay) và cho phép chuyển động quay giữa trục chính và hốc trục chính.
3.1.5. Trục tâm quay (axis of rotation)
Đoạn thẳng quanh nó xảy ra chuyển động quay.
Xem Hình 1a).
CHÚ THÍCH: Thông thường, trong chuyển động quay, đoạn thẳng này tịnh tiến (hướng kính và chiều trục) và nghiêng trong hệ tọa độ chuẩn do độ không chính xác của các ổ trục và mặt tựa ổ trục, chuyển động của kết cấu hoặc sự dịch chuyển của trục tâm như đã chỉ ra trên các Hình 1a) và b).
3.1.6. Các trục của hệ tọa độ chuẩn (reference coordinate axes)
Các trục X, Y, và Z vuông góc với nhau và cố định đối với một vật thể (đối tượng) xác định.
Xem Hình 1a).
CHÚ THÍCH: Vật thể xác định có thể là cố định hoặc quay.
3.1.7. Chiều dương (positive direction)
Theo ISO 841, chiều chuyển động làm tăng kích thước dương của chi tiết gia công.
3.1.8. Trục chính hoàn hảo (perfect spindle)
Trục chính không có chuyển động có sai số của trục tâm quay của nó so với đường trục trung bình (của trục chính).
3.1.9. Chi tiết gia công hoàn hảo (perfect workpiece)
Vật thể rắn có một bề mặt quay hoàn hảo quanh một đường tâm.
3.1.10. Đường trục trung bình (axis average line)
Một đoạn thẳng được định vị theo các trục của hệ tọa độ chuẩn biểu thị vị trí trung bình của trục tâm quay.
Xem Hình 1a).
CHÚ THÍCH 1: Đường trục trung bình là một thuật ngữ hữu ích cho mô tả các thay đổi về vị trí của một trục tâm quay đáp lại các thay đổi của tải trọng, nhiệt độ hoặc tốc độ.
CHÚ THÍCH 2: Trừ khi có quy định khác, đường trục trung bình nên được xác định bằng tính toán tâm bình phương nhỏ nhất của hai tập hợp dữ liệu của chuyển động có sai số hướng kính được lấy ở các vị trí riêng biệt dọc trục (xem 3.4).
CHÚ THÍCH 3: ISO 841 định nghĩa trục Z của một máy là trục "song song với trục chính chính của máy". Điều này ngụ ý rằng trục Z của máy song song với đường trục trung bình của trục chính chính. Tuy nhiên vì định nghĩa về đường trục trung bình cũng áp dụng cho các trục chính khác và các trục tâm quay cho nên, thông thường không phải tất cả các trục tâm quay đều song song với trục Z của máy. Một đường trục trung bình chỉ nên song song với trục Z của máy nếu nó gắn liền với trục chính chính của máy.
3.1.11. Sự dịch chuyển của trục tâm (axis shift)
Sự dịch chuyển tương đối gần như tĩnh giữa dụng cụ cắt và chi tiết gia công của đường trục trung bình do thay đổi các điều kiện.
Xem Hình 1c).
CHÚ THÍCH: Các nguyên nhân của sự dịch chuyển của trục tâm bao gồm dịch chuyển do nhiệt, các thay đổi của tải trọng, các thay đổi của tốc độ.
3.1.12. Cảm biến dịch chuyển (displacement sensor)
Thiết bị đo dịch chuyển giữa hai đối tượng quy định.
VÍ DỤ: Dụng cụ đo điện dung, biến áp vi sai biến đổi tuyến tính (LVDT), đầu dò dòng xoáy, giao thoa kế laser, dụng cụ đo có chỉ báo bằng số.
3.1.13. Vòng cấu trúc (structural loop)
Cụm các bộ phận duy trì vị trí tương đối giữa hai đối tượng quy định.
CHÚ THÍCH: Một cặp điển hình của các đối tượng quy định là dụng cụ cắt và chi tiết gia công, vòng cấu trúc có thể bao gồm trục chính, các ổ trục và hốc trục chính, ụ trước của máy, đường hướng và thân máy, dụng cụ cắt và đồ gá kẹp chặt.
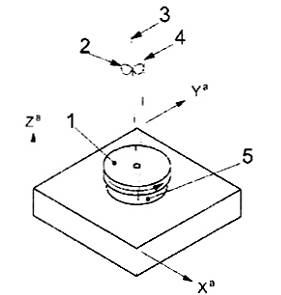
CHÚ DẪN:
| 1. Trục chính (phần quay) | 4. Trục tâm quay (tại góc C) |
| 2. Chuyển động có sai số của trục tâm quay (trước góc C) | 5. Hốc trục chính (phần tĩnh) |
3. Đường trục trung bình
a) Các trục của hệ tọa độ chuẩn, trục tâm quay, đường trục trung bình và chuyển động có sai số của trục chính
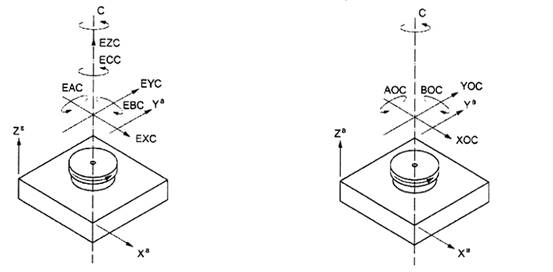
| CHÚ DẪN: | CHÚ DẪN |
| EXC Chuyển động hướng kính theo chiều X | XOC Vị trí của C |
| EYC Chuyển động hướng kính theo chiều Y | YOC Vị trí của C |
| EZC Chuyển động chiều trục | AOC Vuông góc của C với Y |
| EAC Chuyển động nghiêng quanh trục X | BOC Vuông góc của C` với X |
| EBC Chuyển động nghiêng quanh trục Y |
|
| ECC Sai số định vị góc |
|
| a Trục chuẩn |
|
| b) Các chuyển động có sai số của trục tâm quay | c) Các sai số vị trí (độ dịch chuyển của trục tâm) của đường trục trung bình |
Hình 1 - Các trục của hệ tọa độ chuẩn, trục tâm quay, đường trục trung bình và chuyển động có sai số của trục chính được chỉ ra đối với trục chính C hoặc trục tâm quay C
3.1.14. Hướng cảm biến (sensitive direction)
Hướng vuông góc với bề mặt của chi tiết gia công hoàn hảo đi qua điểm gia công hoặc điểm đo tức thời.
Xem Hình 2.
CHÚ THÍCH: Đối với một hướng cảm biến cố định, các kết quả đo dịch chuyển tương đối giữa dụng cụ cắt và chi tiết gia công tương đương với sai số hình dạng của bề mặt được gia công của chi tiết gia công.
a) Trường hợp chung của chuyển động có sai số

| b) Chuyển động có sai số chiều (dọc) trục | c) Chuyển động có sai số mặt đầu (mặt mút) |

| d) Chuyển động có sai số hướng kính | e) Chuyển động có sai số nghiêng |
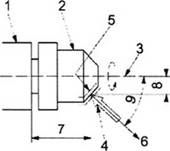
CHÚ DẪN:
| 1. Trục chính | 6. Hướng cảm biến |
| 2. Chi tiết gia công hoàn hảo | 7. Vị trí chiều trục |
| 3. Đường trục trung bình | 8. Vị trí đường kính |
| 4. Cảm biến dịch chuyển | 9. Góc xác định hướng cảm biến |
| 5. Chuyển động có sai số |
|
Hình 2 - Trường hợp chung của chuyển động có sai số và các chuyển động có sai số chiều trục, mặt đầu, hướng kính và nghiêng đối với hướng cảm biến cố định
3.1.15. Chiều không cảm biến (non-sensitive direction)
Bất cứ chiều nào vuông góc với hướng cảm biến.
3.1.16. Hướng cảm biến cố định (fixed sensitive direction)
Hướng cảm biến ở đó chi tiết gia công được quay bởi trục chính và điểm gia công hoặc điểm đo cố định.
3.1.17. Hướng cảm biến quay (rotating sensitive direction)
Hướng cảm biến ở đó chi tiết gia công cố định và điểm gia công hoặc điểm đo quay cùng với trục chính.
CHÚ THÍCH: Máy tiện có hướng cảm biến cố định, máy doa tọa độ có hướng cảm biến quay.
3.1.18. Độ đảo (runout)
Dịch chuyển tổng đo được bằng cảm biến dịch chuyển áp vào một bề mặt di động hoặc được chuyển động đối với một bề mặt cố định.
CHÚ THÍCH 1: Đối với độ đảo của một bộ phận tại một tiết diện đã cho, xem 5.6.1.1.4, TCVN 7011-1:2007 (ISO 230-1:1996).
CHÚ THÍCH 2: Các thuật ngữ “TIR" (số đọc tổng của dụng cụ chỉ báo - total indicator reading) và "FIM" (chuyển động đầy đủ của dụng cụ chỉ báo - full indicator movement) tương đương với độ đảo.
3.1.19. Độ đảo của điểm tĩnh định (stationary point runout)
Dịch chuyển tổng đo được bằng cảm biến dịch chuyển áp vào một điểm trên một bề mặt quay có chuyển động ngang không đáng kể so với cảm biến khi cả cảm biến và bề mặt quay cùng với nhau.
Xem Hình 3.
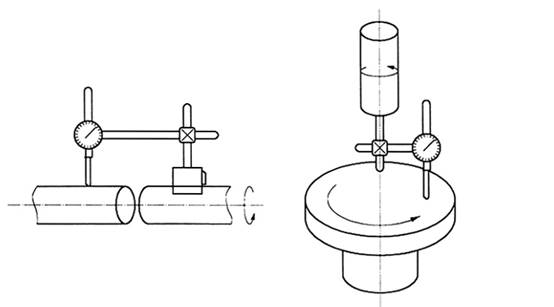
Hình 3 - Các sơ đồ ứng dụng mẫu về sử dụng độ đảo của điểm tĩnh tại (kiểm hướng kính đối với độ đồng tâm và kiểm mặt đầu đối với độ song song)
3.1.20. Độ vuông góc (squareness)
Độ trực giao (perpendicularity)
Quan hệ góc giữa hai mặt phẳng, hai đường thẳng hoặc một đường thẳng và một mặt phẳng trong đó sai lệch góc so với 90° không vượt quá một giá trị đã cho.
CHÚ THÍCH: Một bề mặt phẳng là “vuông góc" với một trục tâm quay nếu nhận được các tâm prôfin trùng nhau trên một biểu đồ cực của chuyển động dọc trục và mặt đầu hoặc hai biểu đồ cực của chuyển động mặt đầu ở các bán kính khác nhau. Đối với máy công cụ, độ vuông góc của chuyển động ám chỉ các vị trí liên tiếp trên quỹ đạo của một điểm chức năng trên một bộ phận di động của máy so với một mặt phẳng (bộ phận đỡ hoặc đường hướng), một đường thẳng (đường trục hoặc giao tuyến của hai mặt phẳng) hoặc quĩ đạo của một điểm chức năng trên một bộ phận di động khác. Xem 5.5, TCVN 7011-1:2007 (ISO 230-1:1996).
3.1.21. Hành trình tự do (khe hở) (play)
Trạng thái độ cứng vững bằng không trên một phạm vi giới hạn của độ dịch chuyển do khe hở giữa các thành phần của một vòng cấu trúc.
3.1.22. Tính trễ (hysteresis)
Dịch chuyển tịnh tiến (hoặc góc) giữa hai đối tượng do sự tác động hoặc loại bỏ tuần tự các lực (hoặc mômen) bằng nhau theo các chiều đối diện.
CHÚ THÍCH: Tính trễ gây ra bởi các cơ cấu, như khe hở của truyền động, khe hở của đường hướng, biến dạng cơ học và các mối nối bị lỏng.
3.1.22.1. Tính trễ thiết lập (setup hysteresis)
Tính trễ của các bộ phận khác nhau trong một thiết lập kiểm, thường là do các mối nối cơ khí bị lỏng.
3.1.22.2. Tính trễ của máy (machine hysteresis)
Tính trễ của kết cấu máy khi chịu tác động của các tải trọng riêng.
3.2. Chuyển động có sai số (error motion)
Dịch chuyển tương đối không được dự định (của trục tâm quay) theo hướng cảm biến giữa dụng cụ cắt và chi tiết gia công.
CHÚ THÍCH: Các chuyển động có sai số được quy định bởi vị trí và hướng như được thể hiện trên Hình 2a) và không bao gồm các chuyển động do sự dịch chuyển trục tâm liên quan đến các thay đổi về nhiệt độ, tải hoặc tốc độ quay.
3.2.1. Trục tâm của chuyển động quay có sai số (axis of rotation error motion)
Các thay đổi về vị trí và hướng của trục tâm quay so với đường trục trung bình của nó là một hàm số của góc quay trục chính.
CHÚ THÍCH: Có thể đo chuyển động có sai số này như là các chuyển động của bề mặt của một vật mẫu kiểm hình trụ hoặc hình cầu hoàn hảo có đường tâm trùng với trục tâm quay.
3.2.2. Chuyển động có sai số của kết cấu (structural error motion)
Chuyển động có sai số do sự kích thích bên trong hoặc bên ngoài và chịu ảnh hưởng của độ đàn hồi, khối lượng và sự cản rung của vòng cấu trúc.
Xem 3.6.
3.2.3. Chuyển động có sai số của ổ trục (bearing error motion)
Chuyển động có sai số do ổ trục không hoàn hảo.
CHÚ THÍCH: Xem Phụ lục A.
3.2.4. Chuyển động có sai số tổng (total error motion)
Chuyển động cố sai số toàn bộ ghi được gồm các thành phần chuyển động có sai số đồng bộ và không đồng bộ của trục chính và kết cấu.
3.2.5. Chuyển động có sai số tĩnh (static error motion)
Trường hợp đặc biệt của chuyển động có sai số trong đó chuyển động có sai số được lấy mẫu với trục chính đứng yên ở một loạt các vị trí quay riêng biệt.
CHÚ THÍCH: Đại lượng này được sử dụng để đo chuyển động có sai số loại trừ bất cứ các ảnh hưởng động lực nào.
3.2.6. Chuyển động có sai số đồng bộ (synchronous error motion)
Phần của chuyển động có sai số tổng xảy ra ở các bội số nguyên của tần số quay.
CHÚ THÍCH; Đây là đường bao trung bình của biểu đồ cực của chuyển động có sai số tổng trên số vòng quay.
3.2.7. Chuyển động có sai số cơ bản (fundamental error motion)
Phần của chuyển động có sai số tổng xảy ra ở tần số quay của trục chính.
3.2.8. Chuyển động có sai số đồng bộ còn dư (residual synchronous error motion)
Phần của chuyển động có sai số đồng bộ xảy ra ở các bội số nguyên của tần số quay khác với tần số quay cơ bản.
3.2.9. Chuyển động có sai số không đồng bộ (asynchronous error motion)
Phần của chuyển động có sai số tổng xảy ra ở các tần số khác với các bội số nguyên của tần số quay.
CHÚ THÍCH 1: Chuyển động có sai số không đồng bộ là các sai lệch của chuyển động có sai số tổng so với chuyển động có sai số đồng bộ.
CHÚ THÍCH 2: Chuyển động có sai số không đồng bộ gồm có các thành phần chuyển động có sai số.
a) Không có chu kỳ;
b) Có chu kỳ, nhưng xảy ra ở các tần số khác với tần số quay của trục chính và các bội số nguyên của nó, và
c) Có chu kỳ ở các tần số là hài bậc ba (điều hòa bậc hai) của tần số quay của trục chính.
3.2.10. Chuyển động có sai số hướng kính (radial error motion)
Chuyển động có sai số theo chiều vuông góc với đường trục trung bình và tại một vị trí chiều trục quy định.
Xem Hình 2d).
CHÚ THÍCH 1: Chuyển động có sai số này có thể được đo giống như các chuyển động theo phương hướng kính của bề mặt của một vật mẫu kiểm hình cầu hoặc trụ hoàn hảo với đường tâm của nó trùng với trục tâm quay.
CHÚ THÍCH 2: Thuật ngữ “độ đảo hướng kính" có một nghĩa đã được chấp nhận, bao gồm cả sai số do định tâm và độ không tròn của chi tiết gia công, và vì vậy nó không tương đương với chuyển động có sai số hướng kính.
3.2.11. Chuyển động có sai số hướng kính thuần túy (pure radial error motion)
Chuyển động có sai số trong đó trục tâm quay luôn song song với đường trục trung bình và chuyển động vuông góc với đường trục trung bình theo hướng cảm biến.
CHÚ THÍCH: Chuyển động có sai số hướng kính thuần túy chỉ là khái niệm của chuyển động có sai số hướng kính khi không có chuyển động có sai số nghiêng. Không nên cố thử đo sai số này.
3.2.12. Chuyển động có sai số nghiêng (tilt error motion)
Chuyển động có sai số theo chiều tạo thành một góc so với đường trục trung bình.
Xem Hình 2e).
CHÚ THÍCH 1: Có thể đánh giá chuyển động này bằng cách đo đồng thời chuyển động có sai số hướng kính trong hai mặt phẳng hướng kính riêng biệt cách nhau một khoảng dọc theo đường trục trung bình.
CHÚ THÍCH 2: Các sai số "tạo côn", "lắc lư", "đảo", “tạo tháp" là các thuật ngữ không ưa dùng đối với chuyển động có sai số nghiêng.
CHÚ THÍCH 3: Thuật ngữ "chuyển động có sai số nghiêng" đã được lựa chọn thay vì "chuyển động có sai số góc" để tránh nhầm lẫn với chuyển động quay quanh trục hoặc với sai số định vị góc của các bộ phận như các bàn quay.
3.2.13. Chuyển động có sai số chiều trục (axial error motion)
Chuyển động có sai số đồng trục với đường trục trung bình.
Xem Hình 2b).
CHÚ THÍCH 1: Có thể đo chuyển động này như là các chuyển động theo chiều trục dọc theo đường trục trung bình của bề mặt một đĩa phẳng hoàn hảo hoặc vật mẫu kiểm hình cầu có đường tâm trùng với trục tâm quay.
CHÚ THÍCH 2: “Trượt chiều trục", “độ đảo mặt đầu”, “sai số dạng pittông", “đảo xiên vẹo" là các thuật ngữ không ưa dùng cho chuyển động có sai số chiều trục.
3.2.14. Chuyển động có sai số mặt đầu (face error motion)
Chuyển động có sai số song song với đường trục trung bình ở một vị trí hướng kính quy định.
Xem Hình 2c).
CHÚ THÍCH: Chuyển động có sai số mặt đầu là tổ hợp của các chuyển động có sai số chiều trục và nghiêng. Thuật ngữ “độ đảo mặt đầu” có nghĩa đã được thừa nhận tương tự như “độ đảo hướng kính" và vì vậy không tương đương với chuyển động có sai số mặt đầu.
3.2.15. Đo chuyển động có sai số (error motion measurement)
Hồ sơ đo chuyển động có sai số bao gồm tất cả các thông tin thích hợp về máy, dụng cụ đo và các điều kiện kiểm.
3.3. Biểu đồ cực của chuyển động có sai số (error motion polar plot)
Sự biểu thị các chuyển động có sai số của các trục tâm quay được tạo ra bằng cách vẽ biểu đồ dịch chuyển theo góc quay của trục chính.
Xem Hình 4.
3.3.1. Biểu đồ cực của chuyển động có sai số tổng (total error motion polar plot)
Biểu đồ cực của toàn bộ chuyển động có sai số đã ghi được.
3.3.2. Biểu đồ cực của chuyển động có sai số đồng bộ (synchronous error motion polar plot)
Biểu đồ cực của các thành phần chuyển động có sai số có các tần số là các bội số nguyên của tần số quay.
CHÚ THÍCH: Có thể chấp nhận việc lập biểu đồ cực của chuyển động có sai số đồng bộ bằng cách tính trung bình biểu đồ cực của chuyển động có sai số tổng.

a) Chuyển động có sai số tổng
| b) Chuyển động có sai số đồng bộ | c) Chuyển động có sai số không đồng bộ |
| d) Chuyển động có sai số trong | e) Chuyển động có sai số ngoài |
Hình 4 - Các biểu đồ cực của chuyển động có sai số
3.3.3. Biểu đồ cực của chuyển động có sai số không đồng bộ (asynchronous error motion polar plot)
Biểu đồ cực của phần chuyển động có sai số tổng xảy ra ở các tần số không phải là các bội số nguyên của tần số quay.
3.3.4. Biểu đồ cực của chuyển động có sai số cơ bản (fundamental error motion polar plot)
Đường tròn phù hợp nhất đi qua biểu đồ cực của chuyển động có sai số chiều trục đồng bộ hoặc mặt đầu quanh một tâm prôfin cực đã quy định.
3.3.5. Biểu đồ cực của chuyển động có sai số chiều trục (axial error motion polar plot)
Biểu đồ cực của chuyển động có sai số chiều trục bao gồm cả các chuyển động có sai số chiều trục đồng bộ và không đồng bộ còn dư.
3.3.6. Biểu đồ cực chuyển động có sai số đồng bộ còn dư (residual synchronous error motion polar plot)
Biểu đồ cực của phần chuyển động có sai số đồng bộ xảy ra ở các tần số khác các tần số cơ bản.
CHÚ THÍCH: Sự phân chia chuyển động có sai số đồng bộ thành các thành phần cơ bản và còn dư chỉ áp dụng cho các chuyển động có sai số chiều trục và mặt đầu. Theo các chiều hướng kính và nghiêng, chuyển động có sai số cơ bản không xuất hiện - giá trị đo được xảy ra ở tần số cơ bản không phải là một đặc tính của trục tâm quay.
3.3.7. Biểu đồ cực của chuyển động có sai số trong (inner error motion polar plot)
Đường bao của ranh giới phía trong của biểu đồ cực của chuyển động có sai số tổng.
3.3.8. Biểu đồ cực của chuyển động có sai số ngoài (outer error motion polar plot)
Đường bao của ranh giới bên ngoài của biểu đồ cực của chuyển động có sai số tổng.
3.4. Tâm của chuyển động có sai số (error motion centre)
Tâm được xác định để đánh giá các biểu đồ cực của chuyển động có sai số.
Xem Hình 5.
CHÚ THÍCH: Bảng 1 trình bày các tâm được ưu tiên sử dụng để đánh giá các giá trị chuyển động có sai số. Nếu không quy định tâm thì tâm ưu tiên được thừa nhận.
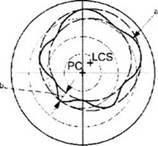
a Biểu đồ cực của chuyển động có sai số
b Giá trị của chuyển động có sai số đối với tâm LSC (đường tròn xác định theo phương pháp bình phương nhỏ nhất).
Hình 5 - Biểu đồ cực của chuyển động có sai số, tâm PC (biểu đồ cực) và tâm LSC (đường tròn bình phương nhỏ nhất) và giá trị của chuyển động có sai số đối với tâm LSC
Bảng 1 - Tâm ưu tiên của các loại chuyển động có sai số
| Loại chuyển động có sai số | Tâm ưu tiên |
| Chuyển động có sai số hướng kính | Tâm LSC |
| Chuyển động có sai số nghiêng | Tâm LSC |
| Chuyển động có sai số chiều trục | Tâm PC |
| Chuyển động có sai số mặt đầu | Tâm PC |
3.4.1. Tâm biểu đồ cực, tâm PC (polar chart centre, PC centre)
Tâm của biểu đồ cực.
3.4.2. Tâm prôfin cực (polar profile centre)
Tâm thu được từ prôfin cực bằng phương pháp toán học hoặc phương pháp đồ thị.
3.4.3. Tâm đường tròn xác định bằng phương pháp bình phương nhỏ nhất, tâm LSC (least- squares circle centre, LSC centre)
Tâm của một đường tròn làm giảm tới mức nhỏ nhất tổng số các bình phương của một số lượng thích hợp các sai lệch hướng kính cách đều nhau được đo từ tâm tới biểu đồ cực của chuyển động có sai số.
3.4.4. Tâm chia tách nhỏ nhất theo chiều hướng kính, tâm MRS (minimum radial separation centre, MRS centre)
Tâm làm giảm tới mức nhỏ nhất khoảng chênh lệch theo hướng kính yêu cầu có chứa biểu đồ cực của chuyển động có sai số giữa hai đường tròn đồng tâm.
3.4.5. Tâm đường tròn nội tiếp lớn nhất, tâm MIC (maximum inscribed circle centre, MIC centre)
Tâm của đường tròn lớn nhất có thể vẽ được trong biểu đồ cực của chuyển động có sai số.
3.4.6. Tâm đường tròn ngoại tiếp nhỏ nhất, tâm MCC (minimum circumscribed circle centre, MCC centre)
Tâm đường tròn nhỏ nhất sẽ chứa vừa đúng biểu đồ cực của chuyển động có sai số.
CHÚ THÍCH 1: Trừ khi có quy định khác, tâm prôfin cực được xác định bằng biểu đồ cực của chuyển động có sai số đồng bộ.
CHÚ THÍCH 2: Một chi tiết gia công được định tâm với sai số định tâm bằng không (0) khi tâm của biểu đồ cực trùng với tâm prôfin cực đã chọn.
3.5. Giá trị của chuyển động có sai số (error motion value)
Đánh giá độ lớn của một thành phần chuyển động có sai số trên một số vòng quay quy định.
CHÚ THÍCH: Trong hầu hết các trường hợp, một giá trị chuyển động có sai số bằng hiệu số các bán kính của hai đường tròn đồng tâm sẽ bao bọc vừa đúng biểu đồ cực của chuyển động có sai số tương ứng và giá trị thu được phụ thuộc vào vị trí của tâm chung của hai đường tròn này. Các định nghĩa 3.5.1 đến 3.5.7 được trình bày dưới dạng các biểu đồ cực để giúp hiểu biết hiện tượng và các tính toán. Phân tích toán học cho phép tính toán các giá trị mà không cần phải vẽ các biểu đồ cực.
3.5.1. Giá trị chuyển động có sai số tổng (total error motion value)
Hiệu số có tỷ lệ của các bán kính của hai đường tròn đồng tâm từ một tâm của chuyển động có sai số được quy định vừa đủ chứa biểu đồ cực của chuyển động có sai số tổng.
CHÚ THÍCH: Bốn giá trị chuyển động có sai số tổng được định nghĩa: chuyển động có sai số hướng kính tổng, chuyển động có sai số nghiêng tổng, chuyển động có sai số chiều trục tổng và chuyển động có sai số mặt đầu tổng.
3.5.2. Giá trị chuyển động có sai số đồng bộ (synchronous error motion value)
Hiệu số có tỷ lệ của các bán kính của hai đường tròn đồng tâm từ một tâm của chuyển động có sai số được quy định vừa đủ chứa biểu đồ cực của chuyển động có sai số đồng bộ.
Xem hình 6
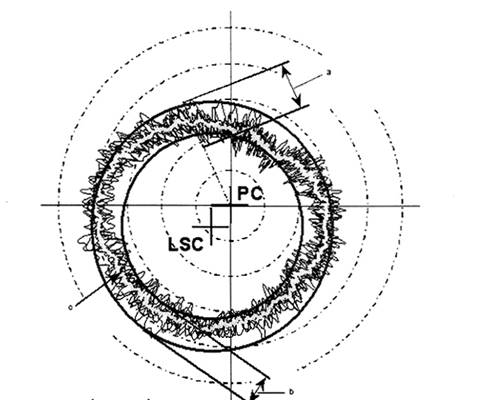
a Giá trị chuyển động có sai số không đồng bộ
b Giá trị chuyển động có sai số đồng bộ
c Biểu đồ chuyển động có sai số đồng bộ
Hình 6 - Biểu đồ cực của chuyển động có sai số, các giá trị của chuyển động có sai số không đồng bộ và đồng bộ
3.5.3. Giá trị chuyển động có sai số không đồng bộ (asynchronous error motion value)
Chiều rộng lớn nhất có tỷ lệ của biểu đồ cực của chuyển động có sai số không đồng bộ được đo dọc theo một đường hướng kính đi qua tâm của prôfin cực quy định.
Xem Hình 6.
CHÚ THÍCH: Giá trị chuyển động có sai số không đồng bộ được xác định từ biểu đồ cực của chuyển động có sai số tổng như là chiều rộng hướng kính lớn nhất của “dải mây" tại một vị trí góc bất kỳ quanh chu vi. Đây là phép đo duy nhất không dùng các đường tròn đồng tâm, vì nó đòi hỏi sự thay đổi hướng kính quanh toàn bộ chu vi. Để bảo đảm hoàn toàn đúng, giá trị chuyển động có sai số không đồng bộ cần được đo dọc theo một đường hướng kính từ tâm của biểu đồ cực (PC) như là từ tâm thích hợp nhất, cho dù phép đo này trái ngược với phép đo có cảm giác là đúng (xem Hình 6).
3.5.4. Giá trị chuyển động có sai số chiều trục cơ bản (fundamental axial error motion value)
Giá trị tương đương với hai lần khoảng cách có tỷ lệ giữa tâm của biểu đồ cực (PC) và một tâm prôfin cực quy định của biểu đồ cực của chuyển động có sai số đồng bộ.
CHÚ THÍCH 1: Có thể lựa chọn đây là biên độ của thành phần tần số quay.
CHÚ THÍCH 2: Không có giá trị chuyển động có sai số hướng kính cơ bản - theo chiều hướng kính, chuyển động có sai số xảy ra ở tần số quay được gây ra bởi một vật mẫu chuẩn ở ngoài tâm và không phải là đặc tính của trục tâm quay.
3.5.5. Giá trị chuyển động có sai số đồng bộ còn dư (residual synchronous error motion value)
Hiệu số có tỷ lệ của các bán kính của hai đường tròn đồng tâm từ một tâm của chuyển động có sai số được quy định vừa đủ chứa biểu đồ cực của chuyển động có sai số đồng bộ còn dư.
3.5.6. Giá trị chuyển động có sai số trong (inner error motion value)
Hiệu số có tỷ lệ của các bán kính của hai đường tròn đồng tâm từ một tâm của các chuyển động có sai số được quy định vừa đủ chứa biểu đồ cực của chuyển động có sai số trong.
3.5.7. Giá trị chuyển động có sai số ngoài (outer error motion value)
Hiệu số có tỷ lệ của các bán kính của hai đường tròn đồng tâm từ một tâm của chuyển động có sai số được quy định vừa đủ chứa biểu đồ cực của chuyển động có sai số ngoài.
3.6. Chuyển động có sai số của kết cấu (structural error motion)
Chuyển động có sai số do sự kích thích bên trong hoặc bên ngoài và chịu ảnh hưởng của độ đàn hồi, khối lượng và sự cản rung của vòng cấu trúc.
CHÚ THÍCH: Chuyển động có sai số của kết cấu có thể tác động lại đối với chuyển động quay của trục chính và có thể ảnh hưởng đến các phép đo.
3.6.1. Chuyển động có sai số của kết cấu với trục chính quay (structural error motion with rotating spindle)
Chuyển động của một thành phần của vòng cấu trúc so với thành phần khác, được đo trong khi trục chính quay.
CHÚ THÍCH: Trong một số máy, hệ thống dẫn động của trục chính có thể truyền các sai lệch lớn cho kết cấu.
3.6.2. Chuyển động có sai số của kết cấu với trục chính không quay (structural error motion with non-rotating spindle)
Chuyển động của một hoặc nhiều thành phần của vòng kết cấu so với trục tâm quay, được đo trong khi trục chính không quay.
CHÚ THÍCH: Trong nhiều ứng dụng, điều quan trọng là phải cách ly các nguồn chuyển động của kết cấu với các nguồn bên ngoài, nghĩa là các bơm chất làm mát hoặc bơm thủy lực hoặc sự kích thích do rung của sàn gây ra.
3.6.3. Biểu đồ của chuyển động có sai số của kết cấu (structural error motion plot)
Biểu đồ dịch chuyển thẳng theo thời gian là phương pháp phổ biến nhất để ghi chuyển động của kết cấu.
CHÚ THÍCH: Tuy nhiên, có thể cần đến biểu đồ cực để phân tích chuyển động có sai số của kết cấu, chuyển động này là đồng bộ với chuyển động quay của trục chính.
3.6.4. Giá trị chuyển động có sai số của kết cấu (structural motion value)
Dải (lớn nhất-nhỏ nhất) của dịch chuyển đo được trong thời gian đã định và các điều kiện vận hành quy định.
3.7. Sự dịch chuyển của trục tâm do thay đổi tốc độ (axis shift caused by speed change)
3.7.1. Dịch chuyển hướng kính (radial shift)
Dịch chuyển của trục tâm theo chiều vuông góc với đường trục trung bình.
3.7.2. Dịch chuyển nghiêng (tilt shift)
Dịch chuyển của trục tâm theo chiều tạo thành một góc với đường trục trung bình.
3.7.3. Dịch chuyển chiều trục (axial shift)
Dịch chuyển của trục tâm theo chiều song song với đường trục trung bình.
3.7.4. Dịch chuyển mặt đầu (face shift)
Tổ hợp của các dịch chuyển chiều trục và nghiêng trong trục tâm quay được đo tại một vị trí hướng kính quy định.
3.7.5. Biểu đồ dịch chuyển của trục tâm do tốc độ (speed-induced axis shift plot)
Biểu đồ đường thẳng của sự dịch chuyển trong trục tâm quay do tốc độ quay thay đổi.
3.7.6. Giá trị dịch chuyển của trục tâm do tốc độ (speed-induced axis shift value)
Hiệu số giữa các số đo dịch chuyển lớn nhất và nhỏ nhất của một cảm biến dịch chuyển đơn (hoặc tổ hợp của các cảm biến dịch chuyển cho các phép đo nghiêng và mặt đầu) ở các tốc độ quay khác nhau quy định.
4. Các lưu ý ban đầu
4.1. Đơn vị đo
Trong tiêu chuẩn này, tất cả các kích thước dài được tính bằng milimét, tất cả các sai lệch của kích thước dài (chuyển động có sai số) được tính bằng micrômét. Hơn nữa tất cả các kích thước góc được tính bằng độ và tất cả các sai lệch của kích thước góc (chuyển động có sai số) được tính bằng micrôradian hoặc giây (cung).
4.2. Viện dẫn TCVN 7011-1 (ISO 230-1)
Để áp dụng tiêu chuẩn này cần viện dẫn TCVN 7011-1 (ISO 230-1), đặc biệt là đối với lắp đặt máy trước khi kiểm, làm nóng các bộ phận chuyển động và độ chính xác được khuyến nghị của thiết bị kiểm.
4.3. Dụng cụ đo được khuyến nghị và thiết bị kiểm
Các dụng cụ đo được khuyến nghị ở đây chỉ là các ví dụ. Có thể sử dụng các dụng cụ đo khác có khả năng đo cùng các đại lượng và có cùng một độ chính xác hoặc độ chính xác cao hơn.
a) Hệ thống đo dịch chuyển (gần như) không tiếp xúc không nhạy với các thay đổi về kim tương của vật kiểm mẫu, có phạm vi đo, độ phân giải, độ ổn định nhiệt, độ chính xác và dải tần thích hợp. Dải tần yêu cầu phụ thuộc vào số lượng các chuyển động sóng trên vòng quay cần được phân tích và dải tốc độ của trục chính. Đối với hầu hết các máy công cụ, một dải tần 10 kHz là có thể chấp nhận được đối với các tốc độ quay đến 6000 r/min. Các dải tần cao hơn theo tỷ lệ được yêu cầu cho các tốc độ trục chính cao hơn.
b) Thiết bị thu thập dữ liệu như hệ thống dựa trên máy tính (Computer) để lấy mẫu và lưu giữ các dữ liệu về dịch chuyển cho sự phân tích tiếp sau.
c) Các trục gá kiểm có kết cấu được quy định trong các tiêu chuẩn riêng của máy hoặc được thỏa thuận giữa nhà cung cấp/nhà sản xuất và người sử dụng, xem A.3, TCVN 7011-1:2007 (ISO 230-1:1996).
d) Đồ gá để lắp các cảm biến dịch chuyển.
Phải kiểm tra độ chính xác lâu dài của thiết bị đo, ví dụ, bằng các phép kiểm độ dịch chuyển của bộ chuyển đổi.
Các dụng cụ đo phải được ổn định về nhiệt trước khi bắt đầu kiểm.
4.4. Môi trường
Máy và dụng cụ đo, nếu có liên quan, phải được giữ trong môi trường kiểm trong thời gian đủ dài (nên trong một đêm) để đạt tới trạng thái ổn định về nhiệt trước khi kiểm. Chúng phải được bảo vệ tránh gió lùa và bức xạ từ bên ngoài như ánh sáng mặt trời, các thiết bị gia nhiệt cao.
4.5. Trục tâm quay được kiểm
Trục tâm quay phải được lắp ráp hoàn chỉnh và vận hành đầy đủ. Phải tiến hành các phép kiểm trục tâm quay trong điều kiện không tải.
CHÚ THÍCH: Đây không phải là kiểm kiểu đối với cụm trục chính. Các phép kiểm của cùng một cụm trục chính trong các máy khác nhau có thể cho các kết quả khác nhau do lắp ráp, các tác động của nhiệt và tình trạng rung.
4.6. Làm nóng trục tâm quay
Các phép kiểm phải được thực hiện sau một quy trình làm nóng thích hợp theo quy định của nhà sản xuất và/hoặc thỏa thuận giữa nhà cung cấp/nhà sản xuất và người sử dụng.
Nếu không quy định các điều kiện khác, các chuyển động sơ bộ phải được hạn chế ở mức chỉ cần thiết cho điều chỉnh dụng cụ đo hoặc các đầu quay, các bàn quay và bàn xoay. Trục chính cần được kiểm sau khi đã được làm nóng tại một nửa tốc độ quay lớn nhất của nó trong thời gian tối thiểu là 10 min.
5. Các phương pháp kiểm chuyển động có sai số
5.1. Quy định chung
Các chuyển động có sai số theo hướng cảm biến lần lượt gây ra sai số hình dạng và sai số gia công tinh bị gián đoạn đối với chi tiết gia công và như vậy các chuyển động có sai số rất quan trọng đối với sự biểu thị đặc trưng tính năng của máy công cụ. Các chuyển động có sai số vuông góc với hướng cảm biến được xem là theo chiều không cảm biến và không được đánh giá. Tuy nhiên có thể có các tác động thứ cấp rất đáng kể trong một số trường hợp (như là các chi tiết quay rất nhỏ).
5.2. Các thông số kiểm và đặc tính kỹ thuật
Cần quan tâm đến các thông số sau đối với mỗi phép đo:
a) Các vị trí hướng kính, chiều trục hoặc mặt đầu tại đó thực hiện các phép đo;
b) Sự nhận biết tất cả các vật mẫu kiểm, đích và đồ gá được sử dụng;
c) Địa điểm thiết lập đo;
d) Vị trí của bất kỳ các giai đoạn định vị quay hoặc tịnh tiến được nối với bộ phận được kiểm;
e) Góc định hướng của hướng cảm biến, ví dụ các góc chiều trục, hướng kính hoặc trung gian, khi thích hợp;
f) Trình bày kết quả đo, ví dụ, giá trị chuyển động có sai số, biểu đồ cực, biểu đồ theo thời gian, biểu đồ tần số;
g) Tốc độ quay của trục chính (bằng không đối với chuyển động có sai số tĩnh);
h) Khoảng thời gian tính bằng giấy hoặc số vòng quay của trục chính;
i) Qui trình làm nóng thích hợp hoặc qui trình chạy rà;
j) Đáp ứng tần số của dụng cụ đo, được cho bằng Héc hoặc số chu trình trên vòng quay bao gồm cả các đặc tính dừng của bất cứ bộ lọc điện tử nào, và trong trường hợp dụng cụ đo kiểu kỹ thuật số, độ phân giải của dịch chuyển và tốc độ lấy mẫu;
k) Vòng cấu trúc bao gồm vị trí và định hướng của các cảm biến so với hốc trục chính từ đó báo lại chuyển động có sai số, các đối tượng quy định dùng để xác định vị trí các đường tâm trục chính và các trục của hệ tọa độ chuẩn, và các thành phần kết nối các đối tượng này;
I) Thời gian và ngày đo;
m) Kiểu và tình trạng hiệu chuẩn của tất cả các dụng cụ đo được sử dụng cho phép kiểm.
n) Các điều kiện vận hành khác có thể ảnh hưởng đến phép đo như nhiệt độ môi trường xung quanh.
5.3. Chuyển động của kết cấu, trục chính được ngắt
5.3.1. Quy định chung
Các phép kiểm này được thiết kế để chỉ ra chuyển động tương đối giữa trục chính và chi tiết gia công gây ra bởi bản thân máy và môi trường.
5.3.2. Qui trình kiểm
Thiết lập kiểm tương tự như thiết lập cho phép kiểm ETVE như được mô tả trong 5.2 của TCVN 7011-3 (ISO 230-3).
Trước tiên, đo chuyển động của kết cấu với nguồn điện của máy và các hệ thống phụ được đóng mạch, nhưng các truyền động của máy được ngắt, đó là vị trí dừng khẩn cấp.
Sau đó, đo chuyển động của kết cấu với nguồn điện của máy và các hệ thống phụ được đóng mạch, như là các bộ phận thủy lực được đóng mạch và các truyền động của máy được đóng mạch, đó là với máy ở chế độ chạy dao.
5.3.3. Phân tích các kết quả
Giá trị chuyển động của kết cấu là dịch chuyển đỉnh tới đáy được quan trắc trong một thời gian tương đối ngắn (ví dụ 1s).
5.4. Kiểm trục chính - Hướng cảm biến quay
5.4.1. Quy định chung
Các phép kiểm này áp dụng cho các nguyên công gia công cơ có hướng cảm biến quay, ví dụ như khoan, doa, phay và mài theo đường công tua.
5.4.2. Chuyển động có sai số hướng kính
5.4.2.1. Thiết lập kiểm
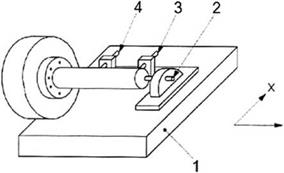
Hình 7 thể hiện sơ đồ thiết lập kiểm cho phép đo. Trong thiết lập này, lắp một bi kiểm chính xác hoặc một vật mẫu kiểm thích hợp khác, như một vật hình trụ được lắp vào trục chính của máy. Các cảm biến dịch chuyển được lắp với bàn máy theo các chiều vuông góc. Bi được định tâm trên trục tâm quay để giảm tới mức tối thiểu độ lệch tâm. Vị trí góc của trục chính được đo bằng dụng cụ đo góc như là cơ cấu mã hóa quay được lắp trên trục chính.
Thay cho cơ cấu mã hóa quay, vị trí góc của trục chính cũng có thể được xác định bằng lắp bi có độ lệch tâm tương đối nhỏ. Độ lệch tâm này phát ra các tín hiệu hình sin có sự dịch chuyển pha 90° một lần trên mỗi vòng quay, chồng lên các tín hiệu ra của cảm biến dịch chuyển. Như vậy, có thể tính toán vị trí gốc bằng các tín hiệu hình sin cần thiết cho lập biểu đồ cực. Thiết lập kiểm cho trường hợp này được cho trên Hình 8.
5.4.2.2. Qui trình kiểm
Phải thực hiện các phép đo chuyển động có sai số hướng kính ở ba tốc độ của trục chính 2)
a) Cho trục chính quay ở 10 % tốc độ lớn nhất hoặc ở tốc độ nhỏ nhất và ghi lại các số đọc của cả hai cảm biến dịch chuyển như là một hàm số của vị trí góc của trục chính;
b) Cho trục chính quay ở 50 % tốc độ lớn nhất và ghi lại các số đọc của cả hai cảm biến dịch chuyển như là một hàm số của vị trí góc của trục chính;
c) Cho trục chính quay ở 100 % tốc độ lớn nhất và ghi lại các số đọc của cả hai cảm biến dịch chuyển như là một hàm số của vị trí góc của trục chính.
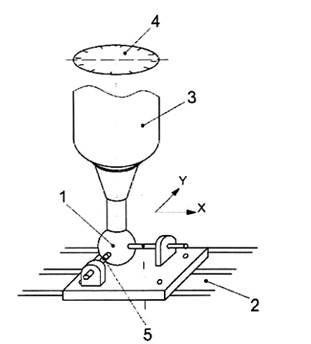
CHÚ DẪN:
1. Vật mẫu chuẩn (bi kiểm)
2. Bàn máy
3. Trục chính
4. Dụng cụ đo vị trí góc
5. Cảm biến dịch chuyển
Hình 7 - Sơ đồ thiết lập kiểm chuyển động có sai số hướng kính với hướng cảm biến quay khi sử dụng dụng cụ đo vị trí góc và vật mẫu kiểm (bi) chuẩn được định tâm (Phương pháp Vanherck/Peters)
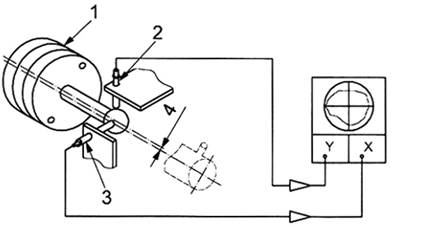
CHÚ DẪN
1. Tấm lắc lư
2. Cảm biến thẳng đứng
3. Cảm biến nằm ngang
4. Dịch chuyển của bi kiểm theo chiều dụng cụ cắt.
Hình 8 - Phương pháp kiểm cho chuyển động hướng kính với hướng cảm biến quay và bi được lắp lệch tâm so với trục chính (phương pháp Tlusty)
5.4.2.3. Phân tích dữ liệu
Chuyển động có sai số hướng kính được xác định bằng cách ghi lại các dịch chuyển hướng kính của trục chính (bộ phận quay) như là các hàm số của vị trí góc của trục chính đối với chuẩn đứng yên được đo bằng hai cảm biến dịch chuyển được đặt vuông góc với nhau và bằng tính toán và hiển thị biểu đồ cực của chuyển động có sai số theo công thức sau:
![]()
Trong đó
![]() là vị trí góc của trục chính;
là vị trí góc của trục chính;
r(![]() ) là chuyển động có sai số hướng kính ở vị trí góc
) là chuyển động có sai số hướng kính ở vị trí góc ![]() ;
;
DX(![]() ) là tín hiệu ra của cảm biến dịch chuyển hướng theo trục X;
) là tín hiệu ra của cảm biến dịch chuyển hướng theo trục X;
DY(![]() ) là tín hiệu ra của cảm biến dịch chuyển hướng theo trục Y;
) là tín hiệu ra của cảm biến dịch chuyển hướng theo trục Y;
ro là giá trị của bán kính thiết lập bởi sự chỉnh thẳng của các cảm biến dịch chuyển và vật mẫu kiểm.
Ở mỗi tốc độ, phải lập một biểu đồ cực của chuyển động có sai số của trục chính cho số vòng quay thích hợp 3). Biểu đồ điển hình cho một tốc độ trục chính đơn được cho trên Hình 4a). Đối với mục đích của tiêu chuẩn này, chỉ có hai giá trị chuyển động có sai số sẽ được tính toán từ biểu đồ chuyển động có sai số. Giá trị chuyển động có sai số không đồng bộ phải là chiều rộng lớn nhất có tỷ lệ của biểu đồ cực của chuyển động có sai số tổng (trước khi lấy trung bình) được đo dọc theo đường hướng kính đi qua tâm biểu đồ cực, như được thể hiện trên Hình 4c) và Hình 6. Tiếp sau, biểu đồ cực của chuyển động có sai số đồng bộ phải được tính toán bằng lấy trung bình các kết quả của biểu đồ cực của chuyển động có sai số tổng đối với tổng số vòng quay. Một biểu đồ cực của chuyển động có sai số đồng bộ điển hình được chỉ ra là đường nét đậm trên Hình 4b) và Hình 6. Giá trị chuyển động có sai số hướng kính đồng bộ là hiệu số có tỷ lệ các bán kính của hai đường tròn đồng tâm được định tâm tại tâm LSC chỉ vừa đủ chứa biểu đồ cực của chuyển động có sai số đồng bộ. Các giá trị chuyển động có sai số hướng kính phải được quy định với vị trí chiều trục tại đó thực hiện các phép đo. Phải báo cáo các giá trị chuyển động có sai số hướng kính đồng bộ và không đồng bộ tương ứng với mỗi một trong ba tốc độ của trục chính.
5.4.3. Chuyển động có sai số nghiêng
5.4.3.1. Thiết lập kiểm
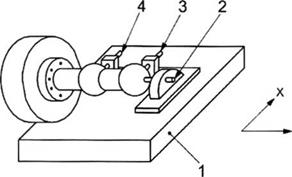
Đo chuyển động có sai số nghiêng đòi hỏi phải thực hiện các phép đo chuyển động có sai số hướng kính tại hai điểm riêng biệt trong không gian, như được thể hiện trên Hình 9. Một vật mẫu kiểm có hai viên bi được đặt cách nhau một khoảng hoặc một trục gá trụ có thể được kẹp chặt với trục chính và thẳng hàng với trục tâm quay của trục chính. Các khoảng cách nhỏ nhất được khuyến nghị giữa các viên bi/cảm biến dịch chuyển cho các cỡ trục chính khác nhau được cho trong Bảng 2.
Có hai phương pháp được đề cập để đo chuyển động có sai số nghiêng. Phương pháp 1 mô tả việc sử dụng hai cảm biến và phương pháp 2 mô tả việc sử dụng bốn cảm biến để đo độ nghiêng. Cả hai phương pháp đều được chấp nhận.
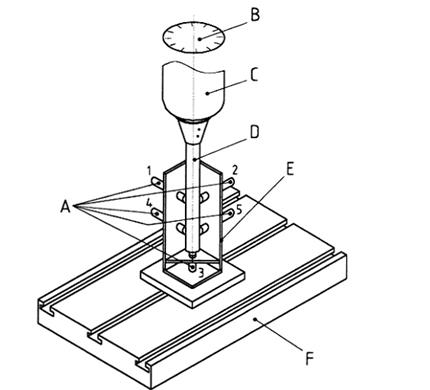
CHÚ DẪN
A Các cảm biến (1 đến 5)
B Dụng cụ đo góc
C Trục chính
D Trục kiểm
E Đồ gá
F Bàn máy
Hình 9 - Hệ thống kiểm 5 cảm biến để đo các chuyển động có sai số của trục chính theo hướng cảm biến quay
Bảng 2 - Khoảng cách chiều trục nhỏ nhất được khuyến nghị giữa các bi/cảm biến dịch chuyển để đo chuyển động có sai số nghiêng
| Đường kính danh nghĩa của trục chính ở ổ trục trước mm | Khoảng cách dọc trục nhỏ nhất giữa các cảm biến dịch chuyển mm | |
| > | ≤ | |
|
| 10 | 25 |
| 10 | 18 | 32 |
| 18 | 30 | 40 |
| 30 | 50 | 50 |
| 50 | 80 | 63 |
| 80 | 120 | 80 |
| 120 | 180 | 100 |
| 180 | 250 | 125 |
| 250 |
| 150 |
5.4.3.2. Qui trình kiểm - Phương pháp 1
Trước tiên, lắp một bi kiểm hoặc vật mẫu khác và các cảm biến dịch chuyển theo 5.4.2.1 và thực hiện các phép đo chuyển động có sai số hướng kính ở ba tốc độ của trục chính:
a) Cho trục chính quay ở 10 % tốc độ lớn nhất 4) (hoặc tại tốc độ nhỏ nhất, lấy giá trị nào lớn hơn) và ghi lại các số đọc của cả hai cảm biến dịch chuyển như là một hàm số của vị trí góc trục chính.
b) Cho trục chính quay ở 50 % tốc độ lớn nhất và ghi lại các số đọc của cả hai cảm biến dịch chuyển như là một hàm số của vị trí góc trục chính;
c) Cho trục chính quay ở 100 % tốc độ lớn nhất và ghi lại các số đọc của cả hai cảm biến dịch chuyển như là một hàm số của vị trí góc trục chính.
Tiếp sau, gá đặt lại bi hoặc vật mẫu kiểm khác ở khoảng cách chiều trục nhỏ nhất được khuyến nghị (xem Bảng 2) so với vị trí trước đó và thực hiện loạt các phép đo thứ hai ở 10 % (hoặc tại tốc độ nhỏ nhất, lấy giá trị nào lớn hơn), 50 % và 100 % tốc độ lớn nhất.
5.4.3.3. Phân tích dữ liệu - Phương pháp 1
Chuyển động có sai số hướng kính đồng bộ và chuyển động có sai số hướng kính không đồng bộ tương ứng với mỗi tốc độ trục chính ở cả hai vị trí chiều trục phải được xác định theo 5.4.2.3. Hiệu số của các số đo chuyển động có sai số hướng kính đồng bộ chia cho khoảng cách giữa chúng (xem Bảng 2) được định nghĩa là chuyển động có sai số nghiêng đồng bộ, tính bằng rađian. Hiệu số của các số đo chuyển động có sai số hướng kính không đồng bộ chia cho chiều dài được định nghĩa là sai số chuyển động nghiêng không đồng bộ, tính bằng rađian.
5.4.3.4. Qui trình kiểm - Phương pháp 2
Lắp đặt vật kiểm và các cảm biến dịch chuyển theo 5.4.3.1 và thực hiện các phép đo ở ba tốc độ của trục chính.
a) Cho trục chính quay ở 10 % tốc độ lớn nhất 5) (hoặc tại tốc độ nhỏ nhất, lấy giá trị nào lớn hơn) và ghi lại các số đọc của cả hai cảm biến dịch chuyển như là một hàm số của vị trí góc trục chính.
b) Cho trục chính quay ở 50 % tốc độ lớn nhất và ghi lại các số đọc của cảm biến dịch chuyển như là một hàm số của vị trí góc trục chính;
c) Cho trục chính quay ở 100 % tốc độ lớn nhất và ghi lại các số đọc của cảm biến dịch chuyển như là một hàm số của vị trí góc trục chính.
5.4.3.5. Phân tích dữ liệu - Phương pháp 2
Chuyển động có sai số hướng kính đồng bộ và chuyển động có sai số hướng kính không đồng bộ tương ứng với mỗi tốc độ trục chính ở cả hai vị trí chiều trục phải được xác định theo 5.4.2.3. Các hiệu số giữa các tín hiệu ra của các cảm biến 1 và 4 và các cảm biến 2 và 5 được sử dụng như là DX và DY trong công thức sai số hướng kính được cho trong 5.4.2.3 và r0 được thiết lập bằng 0 (lưu ý rằng cảm biến số 3 không được yêu cầu). Chuyển động nghiêng đồng bộ, tính bằng rađian, nhận được bằng cách chia sai số đồng bộ cho khoảng cách giữa các cảm biến trong thiết lập kiểm.
5.4.4. Chuyển động có sai số chiều trục
5.4.4.1. Thiết lập kiểm
Hình 10 thể hiện sơ đồ một thiết lập kiểm cho phép đo. Trong thiết lập này, một bi kiểm chính xác được lắp vào trục chính. Một cảm biến dịch chuyển được lắp vào bàn máy theo chiều trục và tựa vào bi kiểm. Bi được định tâm trên trục tâm quay để giảm độ lệch tâm tới mức tối thiểu. Đo vị trí góc của trục chính bằng một dụng cụ đo góc như là một cơ cấu mã hóa được lắp trên trục chính.
5.4.4.2. Qui trình kiểm
Vị trí của cảm biến dịch chuyển như đã chỉ ra ở vị trí chiều trục trên Hình 10.
Cho trục chính quay ở 10 % (hoặc tốc độ nhỏ nhất, lấy giá trị nào lớn hơn), 50 % và 100 % tốc độ lớn nhất 5) và ghi lại các số đọc của cảm biến dịch chuyển như là một hàm số của vị trí góc trục chính.
5.4.4.3. Phân tích dữ liệu
Phân tích biểu đồ cực của chuyển động có sai số đối với chuyển động có sai số chiều trục cũng tương tự như đối với chuyển động có sai số hướng kính, ngoại trừ chuyển động có sai số cơ bản (độ lệch tâm) không được loại bỏ bằng phân tích. Chuyển động có sai số chiều trục có thể được thể hiện trên một biểu đồ tuyến tính của chuyển động có sai số theo hướng gốc của trục chính. Chuyển động có sai số chiều trục không đồng bộ phải là phạm vi dịch chuyển lớn nhất trên số lượng vòng quay 5) thích hợp của trục chính. Chuyển động có sai số chiều trục đồng bộ phải là phạm vi các giá trị chuyển động có sai số đồng bộ được xác định đối với tâm bình phương nhỏ nhất.
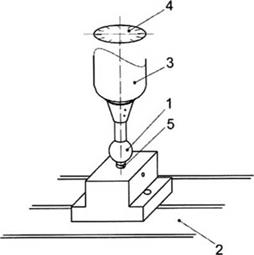
CHÚ DẪN:
1. Vật mẫu chuẩn (bi kiểm)
2 .Bàn máy
3. Trục chính
4. Dụng cụ đo vị trí góc
5. Cảm biến dịch chuyển
Hình 10 - Thiết lập để đo chuyển động có sai số chiều trục
5.5. Kiểm trục chính - Hướng cảm biến cố định
5.5.1. Quy định chung
Các phép kiểm này áp dụng cho các nguyên công gia công cơ có hướng cảm biến cố định, ví dụ như tiện và mài mặt trụ.
5.5.2. Thiết lập kiểm
Hình 11 thể hiện sơ đồ một số thiết lập kiểm thích hợp để đo các chuyển động có sai số của trục chính cho trường hợp hướng cảm biến cố định, nghĩa là cho một trục chính gia công. (Trong các phép kiểm sau, giả thiết rằng một tín hiệu, tỷ lệ với hướng góc của trục chính, được phát ra sao cho các biểu đồ cực của chuyển động có sai số như là một hàm số của góc trục chính có thể được tạo ra trên một máy tính (Computer) hoặc trên một máy hiện sóng). Lắp một bi kiểm chính xác hoặc một vật mẫu kiểm thích hợp khác vào trục chính của máy và cảm biến dịch chuyển vào giá dao hoặc một đồ gá được kẹp chặt cứng vững vào giá dao. Bi hoặc vật mẫu kiểm cần được định tâm theo trục tâm quay để giảm độ lệch tâm tới mức tối thiểu. Lưu ý rằng độ lệch tâm có thể bị nhầm lẫn với chuyển động có sai số chiều trục cơ bản.
a)
b)
CHÚ DẪN:
1. Bàn trượt ngang
2. Cảm biến chiều trục
3. Cảm biến hướng kính 2
4. Cảm biến hướng kính 1
Hình 11 - Các thiết lập kiểm dùng để đo chuyển động có sai số của trục chính theo hướng cảm biến cố định
5.5.3. Chuyển động có sai số hướng kính
5.5.3.1. Qui trình kiểm
Chuyển động có sai số hướng kính phải được đo bằng cách định vị cảm biến dịch chuyển theo chiều hướng kính như được thể hiện trên Hình 11.
Phải thực hiện các phép đo chuyển động có sai số hướng kính ở ba tốc độ trục chính sau khi trục chính đã được làm nóng lên ở một nửa tốc độ quay lớn nhất tính bằng vòng trên phút trong thời gian 10 min. Các tốc độ trục chính được lựa chọn cho kiểm phải là 10 % (hoặc ở tốc độ nhỏ nhất, lấy giá trị nào lớn hơn), 50 % và 100 % tốc độ trục chính lớn nhất 6) được khuyến nghị. Ở mỗi tốc độ phải lập biểu đồ cực của chuyển động có sai số của trục chính đối với số vòng quay 7) thích hợp.
5.5.3.2. Phân tích dữ liệu
Ở mỗi tốc độ, phải lập một biểu đồ cực của chuyển động có sai số của trục chính đối với một số vòng quay 8) thích hợp. Một biểu đồ điển hình cho một tốc độ trục chính được thể hiện trên Hình 4a). Phải nhấn mạnh rằng mặc dù các biểu đồ có vẻ như tương tự nhau đối với hướng cảm biến cố định và đối với hướng cảm biến quay, nhưng chúng không giống hệt nhau. Các biểu đồ này biểu thị số đo các đại lượng khác nhau. Đối với mục đích của tiêu chuẩn này, chỉ có hai giá trị chuyển động có sai số sẽ được tính toán từ biểu đồ chuyển động có sai số. Giá trị chuyển động có sai số không đồng bộ phải là chiều rộng lớn nhất có tỷ lệ của biểu đồ cực của chuyển động có sai số tổng (trước khi lấy trung bình) được đo dọc theo đường hướng kính đi qua tâm biểu đồ cực như được thể hiện trên Hình 6. Tiếp sau, biểu đồ cực của chuyển động có sai số đồng bộ phải được tính toán bằng cách lấy trung bình các kết quả của biểu đồ cực của chuyển động có sai số tổng đối với tổng số vòng quay. Một biểu đồ cực của chuyển động có sai số đồng bộ điển hình được thể hiện là đường nét đậm trên Hình 4 (b) và Hình 6. Giá trị chuyển động có sai số hướng kính đồng bộ là hiệu số có tỷ lệ của các bán kính hai đường tròn đồng tâm được định tâm ở tâm LSC vừa đủ chứa biểu đồ cực của chuyển động có sai số đồng bộ. Các giá trị chuyển động có sai số hướng kính phải được quy định với vị trí chiều trục tại đó thực hiện các phép đo.
5.5.4. Chuyển động có sai số chiều trục
5.5.4.1. Qui trình kiểm
Chuyển động có sai số chiều trục phải được đo bằng cách định vị cảm biến dịch chuyển theo chiều trục như được thể hiện trên Hình 11. Phải đo chuyển động có sai số chiều trục theo cùng một qui trình và tại cùng các tốc độ trục chính như đã quy định cho chuyển động có sai số chiều trục theo hướng cảm biến quay theo 5.4.4.1.
5.5.4.2. Phân tích dữ liệu
Phân tích biểu đồ cực của chuyển động có sai số đối với chuyển động có sai số chiều trục cũng tương tự như chuyển động có sai số hướng kính, ngoại trừ chuyển động có sai số cơ bản (độ lệch tâm) không được loại bỏ bằng phân tích. Chuyển động có sai số chiều trục có thể được thể hiện trên một biểu đồ tuyến tính của chuyển động có sai số theo hướng góc của trục chính. Chuyển động có sai số chiều trục không đồng bộ phải là phạm vi dịch chuyển lớn nhất trên số vòng quay 8) thích hợp của trục chính. Chuyển động có sai số chiều trục đồng bộ phải là dải các giá trị chuyển động có sai số đồng bộ được xác định theo tâm bình phương nhỏ nhất.
5.5.5. Chuyển động có sai số nghiêng
5.5.5.1. Thiết lập kiểm
Phép đo chuyển động có sai số nghiêng theo hướng cảm biến cố định đòi hỏi phải đo chuyển động có sai số hướng kính tại hai điểm riêng biệt trong không gian, như được thể hiện trên Hình 11, khi sử dụng các cảm biến hướng kính 1 và 2. Một vật mẫu kiểm có hai viên bi có tâm được đặt cách nhau một khoảng (xem Bảng 2) hoặc một trục kiểm chính xác có thể được kẹp chặt với trục chính và thẳng hàng với trục tâm quay của trục chính để giảm độ lệch tâm tới mức tối thiểu.
Có hai phương pháp được đưa ra để đo chuyển động có sai số nghiêng. Phương pháp 1 mô tả việc sử dụng một cảm biến dịch chuyển và phương pháp 2 mô tả việc sử dụng hai cảm biến dịch chuyển để đo độ nghiêng. Cả hai phương pháp đều được chấp nhận.
5.5.5.2. Qui trình kiểm - Phương pháp 1
Lắp bi kiểm hoặc trục kiểm và một cảm biến dịch chuyển phù hợp với 5.5.2 và thực hiện các phép đo chuyển động có sai số hướng kính tại ba tốc độ trục chính khác nhau.
a) Cho trục chính quay với số vòng quay 10) thích hợp ở 10 % tốc độ lớn nhất (hoặc ở tốc độ nhỏ nhất, lấy giá trị nào lớn hơn) và ghi lại các số đọc của cảm biến dịch chuyển như là một hàm số của vị trí góc của trục chính.
b) Cho trục chính quay ở 50 % tốc độ lớn nhất và ghi lại các số đọc của cảm biến dịch chuyển như là một hàm số của vị trí góc trục chính;
c) Cho trục chính quay ở 100 % tốc độ lớn nhất và ghi lại các số đọc của cảm biến dịch chuyển như là một hàm số của vị trí góc trục chính.
Tiếp theo, lắp lại bi hoặc trục gá và cảm biến tại vị trí cách vị trí trước một khoảng từ 50 mm đến 100 mm và thực hiện một loạt các phép đo lần thứ hai.
5.5.5.3. Phân tích dữ liệu - Phương pháp 1
Chuyển động có sai số hướng kính đồng bộ và chuyển động có sai số hướng kính không đồng bộ tương ứng với mỗi tốc độ trục chính ở cả hai vị trí chiều trục phải được xác định theo 5.5.3.2. Hiệu số của các số đo chuyển động có sai số hướng kính chia cho khoảng các giữa chúng được định nghĩa là sai số chuyển động nghiêng đồng bộ tính bằng radian.
5.5.5.4. Qui trình kiểm - Phương pháp 2
Sự phân tích dưới đây giả thiết rằng hai cảm biến dịch chuyển được đặt trên các đường xích đạo của các viên bi hoặc dọc theo trục kiểm cách nhau một khoảng Ld. Hai cảm biến dịch chuyển có thể được điều chỉnh sao cho độ nhạy của chúng (điện áp ra/dịch chuyển) là như nhau và các tín hiệu ra của chúng được trừ đi lẫn nhau trước khi đi vào bộ phân tích của trục chính, hoặc độ khuyếch đại của chúng được hiệu chuẩn và phép trừ được thực hiện bằng phần mềm.
Trục chính phải được vận hành với số vòng quay 10) thích hợp ở ba tốc độ được lựa chọn của trục chính như trong 5.5.4.2, và các hiệu số giữa các số đọc (cảm biến 1 và cảm biến 2) được vẽ biểu đồ trên một biểu đồ cực.
5.5.5.5. Phân tích dữ liệu - Phương pháp 2
Giá trị chuyển động có sai số nghiêng không đồng bộ phải là thành phần không đồng bộ của biểu đồ cực của chuyển động có sai số tổng thu được từ hiệu số giữa hai số đọc của cảm biến, được đo dọc theo một đường hướng kính đi qua tâm biểu đồ cực và chia cho khoảng cách Ld giữa hai cảm biến. Đó là:
![]()
Trong đó
![]() (
(![]() ) là chuyển động có sai số nghiêng, tính bằng rađian;
) là chuyển động có sai số nghiêng, tính bằng rađian;
r2(![]() ) là chuyển động có sai số hướng kính tại cảm biến 2;
) là chuyển động có sai số hướng kính tại cảm biến 2;
r1(![]() ) là chuyển động có sai số hướng kính tại cảm biến 1;
) là chuyển động có sai số hướng kính tại cảm biến 1;
Ld là khoảng cách giữa các tâm của hai cảm biến dịch chuyển;
![]() là góc định hướng (hướng góc) của trục chính (góc trên biểu đồ cực).
là góc định hướng (hướng góc) của trục chính (góc trên biểu đồ cực).
Chuyển động có sai số nghiêng đồng bộ thu được bằng cách chia hiệu số giữa hai giá trị chuyển động có sai số đồng bộ, tương ứng với hai vị trí, cho khoảng cách giữa hai cảm biến.
PHỤ LỤC A
(Tham khảo)
THẢO LUẬN VỀ CÁC KHÁI NIỆM CHUNG
A.1. Lời giới thiệu
Phụ lục này thảo luận các khái niệm chung có liên quan đến quy định kỹ thuật và phép đo chất lượng của các trục tâm quay có trên các máy công cụ. Nó dựa trên tài liệu thống nhất về các trục tâm quay [8] của CIRP.
Với mục đích làm sáng tỏ, Phụ lục này sẽ sử dụng các ví dụ cụ thể khi trình bày các khái niệm, như là trục chính của một máy tiện. Tuy nhiên, cần nhấn mạnh rằng các khái niệm được thảo luận có thể được áp dụng cho tất cả các trục tâm quay có thể có trong một máy công cụ hoặc các thành phần của thiết bị đo - bán quay, ổ ngõng trục, mũi tâm quay và v.v ...
A.2. Trục tâm quay hoàn hảo
A.2.1. Tổng quan
Sẽ là hữu ích khi bắt đầu bằng việc xem xét các yêu cầu cần được đáp ứng bởi một trục tâm quay hoàn hảo. Trong khi điều này dường như là hiển nhiên khi được bao hàm bởi một câu đơn giản như “chi tiết gia công có thể quay một cách thuần túy quanh một đường cố định trong không gian” thì nhiều điểm thiết yếu đã chỉ ra rằng câu trên đây là chưa đầy đủ.
A.2.2. Chuyển động tương đối
Xem xét một máy tiện được lắp đặt trên boong một con tàu đang chạy trên biển. Rõ ràng là đường tâm của trục chính chịu tác động của các chuyển động lớn “trong không gian” mà không ảnh hưởng đến độ chính xác của chi tiết gia công. Điều gì là quan trọng đối với chuyển động tương đối giữa chi tiết gia công và dụng cụ cắt. Đó là chuyển động tương đối chỉ liên quan đến vòng cấu trúc, một thuật ngữ sẽ chỉ các bộ phận cơ khí duy trì vị trí tương đối giữa chi tiết gia công và dụng cụ cắt (mâm cặp, trục chính, các ổ trục của trục chính, ụ phôi (ụ trước), thân máy, các bộ phận trượt, giá dao trong ví dụ này).
A.2.3. Hướng cảm biến
Giả thiết sự gia công bề mặt phẳng được thực hiện trên một máy tiện. Nếu các khuyết tật của các ổ trục của trục chính gây ra các dịch chuyển nhỏ theo chiều trục của chi tiết gia công so với dụng cụ cắt tại điểm cắt gọt thì các sai số sẽ lần lượt cắt vào chi tiết gia công và vì thế chuyển động chiều trục ở trong hướng cảm biến. Ngược lại, các chuyển động nhỏ tiếp tuyến với mặt mút không gây ra các sai số cắt gọt và vì thế các chuyển động này ở trong chiều không cảm biến. Hình A.1 thể hiện một số ví dụ . Thông thường, hướng cảm biến song song với một đường vuông góc với bề mặt quay được tạo ra và đi qua điểm gia công. Bất kỳ đường nào vuông góc với hướng cảm biến đều là chiều không cảm biến.
A.2.4. Hướng cảm biến quay
Trái với các máy như máy tiện, có các kiểu máy cơ bản khác trong đó chi tiết gia công cố định và dụng cụ cắt quay, ví dụ như máy doa. Vì hướng cảm biến luôn song song với một đường đi qua điểm gia công cho nên hướng cảm biến quay cùng với dụng cụ cắt (Hình A.2). Như được thảo luận trong A.11 và A.12, các phương pháp kiểm khác nhau được sử dụng cho các trục tâm quay tùy thuộc vào hướng cảm biến của máy là cố định hoặc quay so với thân máy.
A.2.5. Cảm biến dịch chuyển và dụng cụ cắt
Các ví dụ trên đều nói đến các dụng cụ cắt. Thuật ngữ "dụng cụ cắt” phải được hiểu rộng hơn để bao gồm các thứ như bánh mài. Hơn nữa, tất cả các khái niệm trên có giá trị áp dụng như nhau cho các thiết bị đo với cảm biến dịch chuyển thay thế cho dụng cụ cắt.
Trên cơ sở thảo luận ở trên, có thể đưa ra cách trình bày chính xác hơn cho các yêu cầu đối với một trục tâm quay hoàn hảo trong một máy công cụ hoặc một thiết bị đo:
“Một trục tâm quay hoàn hảo có khả năng làm quay một chi tiết gia công quanh một đường không chuyển động theo hướng cảm biến đối với một dụng cụ cắt (hoặc ngược lại đối với trường hợp một chi tiết gia công cố định và dụng cụ cắt quay)”.
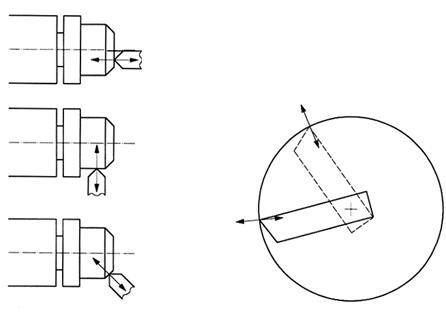
| Hình A.1 - Minh họa hướng cảm biến trong gia công mặt đầu, tiện và vát cạnh | Hình A.2 - Minh họa hướng cảm biến quay ở hai thời điểm khi doa lỗ |
Nói đúng hơn, sự diễn đạt như đã nêu ở trên có thiếu sót là không giới hạn chuyển động tương đối theo chiều không cảm biến vì bất cứ sự chuyển động nào theo chiều này sẽ gây ra một số sai số khi xử lý một bề mặt cong như mặt trụ của Hình A.3. Tuy nhiên, có thể tranh cãi rằng các hậu quả thực tế của việc không đo được các trục tâm quay thực theo chiều không cảm biến đòi hỏi phải có một sai số đo không đáng kể để giảm đáng kể sự cố gắng đi theo hướng này. Công thức sau hữu ích cho việc đánh giá sai số này. Đặt:
EN = chuyển động theo chiều không cảm biến
Es = sai số theo hướng cảm biến do EN
R = bán kính của chi tiết
Thì
Es=  (nêu EN là nhỏ so với R) (A.1)
(nêu EN là nhỏ so với R) (A.1)
Ví dụ, cho EN = 0,02 mm và R = 10 mm
Es =  = 2.10-5 mm = 0,02 mm
= 2.10-5 mm = 0,02 mm
Đối với bán kính 10 mm, một chuyển động có sai số 20 mm theo chiều không cảm biến gây ra một sai số chỉ là 0,02 mm (20nm) theo hướng cảm biến nghĩa là đây là một sai số "cấp hai". Như vậy khi lý luận bỏ qua chuyển động theo chiều không cảm biến thì có thể phải thừa nhận rằng chuyển động này gần như tương tự với chuyển động theo hướng cảm biến và nếu chuyển động có sai số là nhỏ so với bán kính.
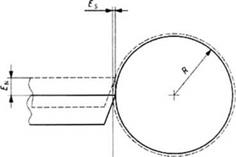
Chiều không cảm biến
Hình A.3 - Sai số cấp hai do chuyển động tương đối theo chiều không cảm biến dọc theo bề mặt cong
A.3. Trục tâm quay không hoàn hảo - Chuyển động có sai số
Đối với một trục tâm quay thực, thuật ngữ chung “chuyển động có sai số” sẽ được sử dụng để mô tả dịch chuyển tương đối theo hướng cảm biến giữa dụng cụ cắt và chi tiết gia công. Các nguyên nhân về mặt vật lý của chuyển động có sai số có thể được nghĩ tới là chuyển động có sai số của ổ trục do các yếu tố như độ không tròn của các chi tiết ổ trục, và chuyển động có sai số của kết cấu do khối lượng hữu hạn, độ mềm dẻo và cản rung của vòng cấu trúc với các nguồn kích thích bên trong và bên ngoài. Thường không thể tách riêng các dữ liệu kiểm chuyển động có sai số vào hai loại này, mặc dù về mặt này việc ghi các dữ liệu trên các biểu đồ cực đồng bộ hóa là có ích, và sẽ được thảo luận tiếp trong A.7.5.
A.4. Chuyển động có sai số của kết cấu
Thuật ngữ “chuyển động có sai số của kết cấu" được ưa dùng hơn "rung" để nhấn mạnh mối quan hệ với vòng cấu trúc và với chuyển động tương đối, có thể là không đúng, ví dụ như nếu đo chuyển động có sai số của kết cấu bằng cách gắn một gia tốc kế vào giá dao của một máy tiện và lấy tích phân tín hiệu ra hai lần, vì việc làm này có thể gây ra chuyển động tuyệt đối. Đối với một vòng cấu trúc cứng vững thì toàn bộ vòng có thể chịu gần như cùng một chuyển động rung tuyệt đối, dẫn đến chuyển động có sai số của kết cấu không đáng kể.
Vì chỉ có chuyển động tương đối là quan trọng, vòng cấu trúc cũng quan trọng cho sử dụng theo chức năng của một trục tâm quay như đối với khung chữ C và đe của một trắc vi kế cầm tay. Cố gắng tính đến chuyển động có sai số của kết cấu do các ổ trục có các con lăn gây ồn và loại trừ chúng khỏi các cơ cấu dẫn động hoặc động cơ, hoặc tính đến cộng hưởng trong trục chính nhưng không phải là cộng hưởng của giá dao, dường như là việc làm tùy tiện và không thực tế. Phương pháp tiếp cận được dùng trong tiêu chuẩn này đã tính đến chuyển động có sai số của kết cấu từ tất cả các nguồn như là một đề tài hợp lệ để thảo luận, nhưng để cho người sử dụng lựa chọn vòng cấu trúc thích hợp nhất với mục đích của họ. Như vậy, tiêu chuẩn này có thể áp dụng cho kiểm một trục chính như một cụm “đứng một mình” trên một tấm kiểm hoặc như một bộ phận gắn liền với một máy hoàn chỉnh. Không nên có sự hiểu mập mờ, không rõ về vòng cấu trúc gắn liền với phép đo chuyển động có sai số hoặc quy định kỹ thuật.
A.5. Sự trôi do nhiệt
Một nguyên nhân bổ sung của chuyển động tương đối giữa dụng cụ cắt và chi tiết gia công là sự phân bố nhiệt thay đổi trong vòng cấu trúc. Chuyển động tương đối theo hướng cảm biến do sự giãn nở nhiệt kèm theo hoặc sự co lại có liên quan đến độ trôi do nhiệt. Sự trôi do nhiệt được xử lý tách biệt khỏi chuyển động có sai số bởi vì nó thường xảy ra theo thang thời gian chậm hơn so với chuyển động có sai số và cho phép có sự chia tách của hai phép đo. Có thể xem trong TCVN 7011-3 (ISO 230-3) về sự trôi do nhiệt.
A.6. Hình học của chuyển động có sai số
A.6.1. Tổng quan
Mục đích của điều này là phát triển mối quan hệ hình học để cho phép dự đoán chuyển động có sai số của bất cứ kích cỡ và hình dạng của chi tiết gia công nào từ một ít số đo chuyển động có sai số cơ bản, khi giả thiết rằng chi tiết gia công có thể được xem như một vật thể cứng vững và chi tiết gia công là chi tiết quay.
Để thuận tiện cho nghiên cứu, chuyển động tương đối của dụng cụ cắt và chi tiết gia công được xử lý dưới dạng chuyển động tương đối của hai đoạn thẳng, như được thể hiện trên Hình A.4. Một trong hai đoạn thẳng, trục tâm quay, được gắn vào chi tiết gia công và chuyển động cùng với chi tiết gia công. Đoạn thẳng kia được cố định với dụng cụ cắt ở vị trí trung bình của trục tâm quay sao cho nó có thể trùng với một trục tâm quay hoàn hảo và chuyển thành như một đường trục trung bình.
Thông thường, chi tiết gia công có sáu bậc tự do, gồm có ba chuyển động tịnh tiến và ba chuyển động góc như được thể hiện trên Hình A.5, tại một thời điểm t đã cho. Trong số các chuyển động này, chuyển động góc c quanh đường trục trung bình là chức năng hướng tới của trục tâm quay. Bậc tự do nào trong năm bậc tự do còn lại sẽ đóng góp quan trọng vào chuyển động có sai số phụ thuộc vào hướng cảm biến và vị trí chiều trục và hướng kính của điểm gia công. Đối với các nguyên công tiện được thể hiện trên Hình A.1, có thể kết luận được rằng hướng cảm biến luôn luôn nằm trong mặt phẳng các hành trình của xe dao.
CHÚ THÍCH: Ví dụ, nếu một dao tiện đang tiến vào bằng chuyển động theo trục Y thì hướng cảm biến sẽ nằm trong mặt phẳng Y-Z.
Việc khảo sát các máy công cụ và các thiết bị đo khác ở đó chi tiết gia công quay đã chỉ ra rằng, trong thực tế của tất cả các trường hợp, hướng cảm biến được hạn chế cho một mặt phẳng. Để thuận tiện, mặt phẳng này, được gọi là mặt phẳng X’-Z’ và trục tâm quay là trục tâm quay C, các chuyển động EYC(t) và EAC(t) luôn luôn theo chiều không cảm biến và có thể được bỏ qua. Nói cách khác, chỉ có các chuyển động có liên quan là EXC(t), EZC(t) và EBC(t), chúng xuất hiện trong mặt phẳng chiếu X'-Z’ Các thuật ngữ cho trong A.6.2 đến A.6.6 sẽ được sử dụng 9).
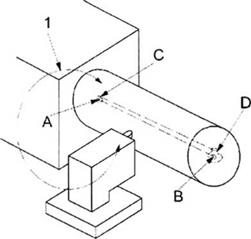
CHÚ DẪN:
1 Vòng cấu trúc
AB Đường trục trung bình
CD Đường trục tâm quay tại thời điểm t
Hình A.4 - Ví dụ về trục tâm quay: AB cố định so với dụng cụ cắt, CD được gắn vào chi tiết gia công
A.6.2. Chuyển động có sai số hướng kính thuần túy
Chuyển động EXC (t) trên Hình A.5a), trong đó trục tâm quay song song với đường trục trung bình và chuyển động vuông góc với nó trong hướng cảm biến.
A.6.3. Chuyển động có sai số chiều trục
Chuyển động EZC (t) trên Hình A.5a), trong đó trục tâm quay đồng trục với đường trục trung bình và chuyển động hướng trục so với nó.
A.6.4. Chuyển động có sai số nghiêng
Chuyển động EBC (t) trên Hình A.5a), trong đó trục tâm quay chuyển động theo góc (chuyển động góc) đối với đường trục trung bình và trong mặt phẳng của các chuyển động có sai số hướng kính thuần túy và chiều trục.
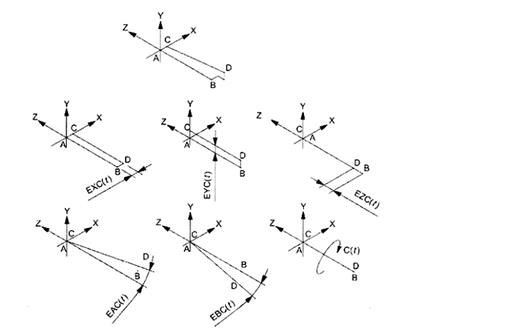
a) Sơ đồ của chuyển động tương đối và sáu bậc tự do giữa đường trục trung bình và trục tâm quay tại thời điểm t
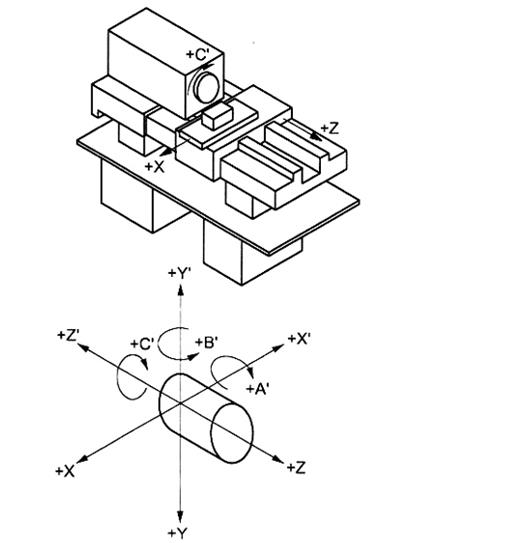
b) Hệ thống tọa độ chuẩn theo SO 841
Hình A.5 - Ký hiệu trục tâm của chuyển động quay có sai số đối với một máy tiện
A.6.5. Chuyển động có sai số hướng kính
Thông thường, chuyển động có sai số nghiêng và chuyển động có sai số hướng kính thuần túy xảy ra tại cùng một thời điểm, và tổng số tại bất cứ vị trí chiều trục riêng biệt nào đều được chuyển thành chuyển động có sai số hướng kính. Biết chuyển động có sai số hướng kính EXoC (t) tại một vị trí chiều trục và chuyển động có sai số nghiêng EBC (t) sẽ cho phép dự đoán chuyển động có sai số hướng kính r(t) tại vị trí chiều trục khác như được thể hiện trên Hình A.6a).
EXC(t) = EXoC (t) + L x EBC(t) [giả thiết EXC(t) « L] (A.2)
Trong đó L là khoảng cách giữa hai vị trí chiều trục. Vì chuyển động có sai số hướng kính thay đổi theo vị trí chiều trục, nên cần phải quy định vị trí chiều trục của phép đo chuyển động có sai số hướng kính.
A.6.6. Chuyển động của mặt đầu
Thuật ngữ chuyên dùng khác là chuyển động của mặt đầu, nó mô tả chuyển động có sai số theo chiều trục tại một khoảng cách quy định R từ đường trục trung bình, như được thể hiện trên Hình A.6b). Chuyển động của mặt đầu F(t) có liên quan đến chuyển động có sai số chiều trục và nghiêng.
F(t) = EZC(t) - R X EBC(t) [giả thiết F(t)<<R] (A.3)
Vì chuyển động của mặt đầu thay đổi theo vị trí hướng kính cho nên cần thiết phải quy định bán kính của phép đo chuyển động của mặt đầu.
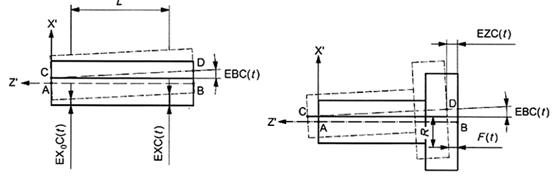
| a) Thay đổi của chuyển động có sai số hướng kính theo khoảng cách chiều trục | b) Thay đổi của chuyển động của mặt đầu theo bán kính |
Hình A.6 - Hình học của chuyển động có sai số hướng kính và chuyển động của mặt đầu
A.6.7. Chuyển động có sai số - Trường hợp chung
Trường hợp chung nhất của chuyển động có sai số liên quan đến một góc  tùy ý của hướng cảm biến đối với một đường trục trung bình, như đối với bề mặt cầu được thể hiện trên Hình A.7. Chuyển động có sai số phụ thuộc vào cả hai vị trí chiều trục và hướng kính, chúng phải được quy định cùng với .
tùy ý của hướng cảm biến đối với một đường trục trung bình, như đối với bề mặt cầu được thể hiện trên Hình A.7. Chuyển động có sai số phụ thuộc vào cả hai vị trí chiều trục và hướng kính, chúng phải được quy định cùng với .
Công thức cho chuyển động có sai số e(t) dưới dạng chuyển động có sai số chiều trục, hướng kính và nghiêng là:
e(f) = EXC(f) sin + F(t) cos
EX0C(t) sin+ EZC(t) cos+ EBC(t) (L sin - Rcos) (A.4)
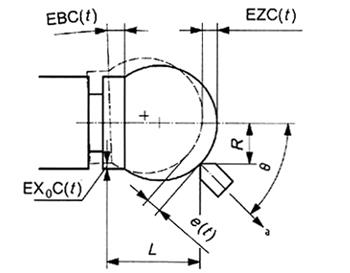
a Hướng cảm biến
Hình A.7 - Trường hợp chung của chuyển động có sai số
Từ các công thức (A.2), (A.3) và (A.4) cho thấy rằng chuyển động có sai số nói chung hoặc chuyển động có sai số của bất cứ trường hợp riêng nào cũng có thể thu được nếu biết chuyển động có sai số chiều trục EZC(t), chuyển động có sai số nghiêng EBC(t) và chuyển động có sai số hướng kính EX0C(t) tại một vị trí chiều trục đã cho.
Hình A.8 thể hiện các sơ đồ của hai sự bố trí kiểm có thể được sử dụng để đo các chuyển động có sai số cần thiết. Trong cả hai trường hợp, các chuyển động có sai số hướng kính và chiều trục được đo trực tiếp bằng các cảm biến dịch chuyển không tiếp xúc. Trên Hình A.8 a), chuyển động có sai số nghiêng thu được từ chuyển động mặt đầu bằng công thức (A.3),
EBC(t) = (1/R) [EZC(t) - F(t)] (A.5)
Trên Hình 8b), sử dụng phép đo chuyển động có sai số hướng kính thứ hai để thu được chuyển động có sai số nghiêng từ công thức (A.2),
EBC(t) = (1/L) [EX2C(t) - EX1C(t)] (A.6)
Cần chú ý rằng chuyển động có sai số hướng kính thuần túy EXC(t) không xuất hiện trong bất cứ các công thức nào nêu trên. Sai số này là một khái niệm có ích trong việc tìm hiểu hình học của chuyển động có sai số nhưng không phải là một yếu tố phải được đo khi xác định trạng thái của một trục tâm quay.
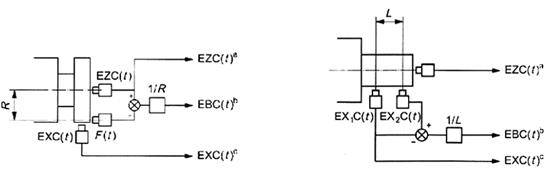
| a) Sự bố trí kiểm sử dụng các phép đo chuyển động có sai số hướng kính, mặt đầu và chiều trục | b) Sự bố trí kiểm sử dụng hai phép đo chuyển động có sai số hướng kính và một phép đo chuyển động có sai số chiều trục |
a Chiều trục
b Nghiêng
c Hướng kính
Hình A.8 - Các sơ đồ bố trí kiểm cho các chuyển động có sai số hướng kính, chiều trục và nghiêng theo một hướng cảm biến được cố định
A.7. Các biểu đồ cực của chuyển động có sai số
A.7.1. Tổng quan
Một dạng rất có ích để biểu thị các đại lượng đo chuyển động có sai số của một trục tâm quay là biểu đồ cực của chuyển động có sai số đối với góc quay của trục tâm C(t) [xem Hình A.5a)]. Các ưu điểm sau đối với phương pháp này sẽ được liệt kê và thảo luận:
a) Dự đoán độ tròn của chi tiết và khả năng gia công tinh bề mặt của một máy công cụ;
b) Chẩn đoán chuyển động có sai số của ổ trục và chuyển động có sai số của kết cấu;
c) Giảm độ chính xác yêu cầu đối với định tâm bi kiểm;
d) Đánh giá giá trị chuyển động có sai số.
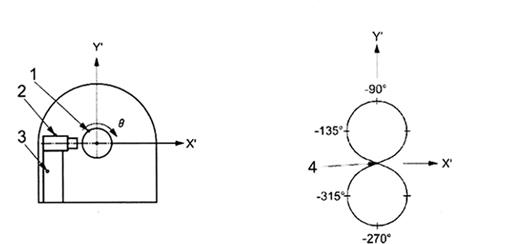
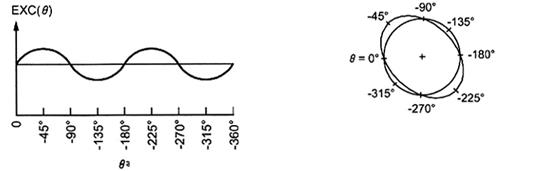
A.7.2. Ví dụ cụ thể - Biểu đồ cực của chuyển động có sai số hướng kính
Một ví dụ cụ thể về biểu đồ cực của chuyển động có sai số theo một hướng cảm biến được cố định sẽ được sử dụng làm cơ sở cho thảo luận. Khi sử dụng chuyển động có sai số hướng kính để minh họa, Hình A.9a) thể hiện một sự bố trí kiểm có một bi kiểm (giả thiết rằng bi có độ tròn hoàn hảo và độ đồng tâm hoàn hảo so với trục tâm quay) và một cảm biến dịch chuyển được bố trí để đo theo hướng cảm biến 10). Hình A.9b) thể hiện hình chiếu được phóng đại của đường được giả thiết của trục tâm quay trong mặt phẳng X' - Y’ so với cảm biến dịch chuyển. Đường được giả thiết gồm có một hình mẫu dạng số 8 lặp lại đã được ghi dấu theo góc quay tại các điểm khác nhau. Hình A.9c) thể hiện biểu đồ phẳng của chuyển động có sai số hướng kính được đo bằng cảm biến dịch chuyển đối với góc quay như là kết quả của hình mẫu dạng số 8 trong đó chuyển động của viên bi so với cảm biến dịch chuyển là dương (đối với quy ước thông thường, xem ISO 841). Hình A.9 d) thể hiện các dữ liệu tương tự như hình A.9c) ở dạng biểu đồ cực của chuyển động có sai số hướng kính đối với một bán kính không đổi tùy ý. Như vậy hình mẫu dạng số 8 dẫn đến một biểu đồ cực của chuyển động có sai số hướng kính dạng elip nghiêng. Tất nhiên, không cần thiết phải có một hình mẫu dạng số 8 để tạo ra một elip, vì các chuyển động khác theo chiều không cảm biến có thể xảy ra mà không làm thay đổi chuyển động có sai số hướng kính.
A.7.3. Chuyển động có sai số hướng kính trung bình và độ tròn của chi tiết
Nếu cảm biến dịch chuyển trên Hình A.9a) được thay thế bằng một dụng cụ cắt lý tưởng (có khả năng cắt gọt chính xác phù hợp với vị trí của nó mà không có độ võng, mòn v.v...). Rõ ràng là chuyển động dạng số 8 có thể dẫn đến một chi tiết không tròn. Vì bán kính của chi tiết chỉ chịu ảnh hưởng của chuyển động trục tâm theo hướng cảm biến cho nên một chuyển động có sai số hướng kính dương (từ giá dao) sẽ dẫn đến một bán kính chi tiết lớn hơn và ngược lại. Nếu chi tiết được tháo ra và đặt trên một máy đo độ tròn không có sai số thì biểu đồ độ tròn sẽ giống như biểu đồ của Hình A.9 d) như được thể hiện trên Hình A.10. Độ không tròn của hai biểu đồ là giống nhau và vì vậy biểu đồ cực của chuyển động có sai số hướng kính của trục tâm quay của máy công cụ dự đoán độ tròn tốt nhất của chi tiết gia công mà một máy có khả năng tạo ra trong các điều kiện cắt gọt lý tưởng. Các yếu tố khác như điều kiện cắt gọt không lý tưởng (tạo thành gờ, mòn của dụng cụ cắt, độ võng của dụng cụ cắt thay đổi v.v...), các dấu vết của bước tiến, biến dạng của mâm cặp, biến dạng do nhiệt và thoát ra các ứng suất dư có thể làm cho khả năng này không trở thành hiện thực.
Nếu chi tiết nêu trên được giữ ở vị trí sau khi cắt gọt và cảm biến dịch chuyển được đặt lại trên giá dao thì với điều kiện cắt gọt được giả thiết là lý tưởng và chuyển động có sai số hướng kính lặp lại, độ đảo hướng tâm của bề mặt chi tiết có thể bằng 0. Chuyển động có sai số hướng kính và các sai số độ tròn của chi tiết bị triệt tiêu do các độ lớn của chúng bằng nhau và ngược dấu. Đây là một ví dụ về độ chênh lệch giữa các số đo chuyển động có sai số hướng kính và độ đảo hướng kính (xem A.10).
Ví dụ nêu trên được lý tưởng hóa ở chỗ chuyển động có sai số của trục tâm quay đã được giả thiết là lặp lại một cách chính xác từ vòng quay này đến vòng quay khác. Hình A.11a) thể hiện một trường hợp điển hình hơn của chuyển động có sai số, nó là dạng không lặp lại. Hình A.11a) được biết đến là biểu đồ cực của chuyển động có sai số tổng. Hình A.11b) thể hiện biểu đồ cực của chuyển động có sai số đồng bộ, nó nhận được từ Hình A.11a) bằng lấy trung bình chuyển động có sai số hướng kính tại mỗi vị trí góc trên số vòng quay ghi được. Hình A.11c) thể hiện biểu đồ cực của chuyển động có sai số không đồng bộ gồm hiệu số giữa các biểu đồ cực của chuyển động có sai số tổng và chuyển động có sai số đồng bộ.
Có thể lý giải rằng biểu độ cực của chuyển động có sai số đồng bộ biểu thị sai số hình dạng (như độ tròn đối với chuyển động có sai số hướng kính). Điều này đúng ở mức là hình dạng của biểu đồ cực của chuyển động có sai số tổng đối với bất cứ một vùng quay nào tương tự với hình dạng của biểu đồ cực của chuyển động có sai số đồng bộ.
| a) Sơ đồ kiểm chuyển động có sai số hướng kính đối với một hình chiếu cạnh của máy tiện | b) Hình chiếu cạnh được phóng đại của đường được giả thiết của trục tâm quay trong mặt phẳng X’ - Y’ |
| c) Biểu đồ thẳng của chuyển động có sai số hướng kính | d) Biểu đồ cực của chuyển động có sai số hướng kính |
CHÚ DẪN:
1. Bi kiểm
2. Cảm biến dịch chuyển
3. Giá dao
4. Các trục chuẩn X, Z
a Góc quay
Hình A.9 - Ví dụ giả định về phép đo và vẽ biểu đồ chuyển động có sai số hướng kính

| a) Biểu đồ cực chuyển động có sai số hướng kính | b) Prôfin độ tròn của chi tiết |
Hình A.10 - Mối quan hệ của chuyển động có sai số hướng kính với độ tròn của chi tiết đối với ví dụ của Hình A.9

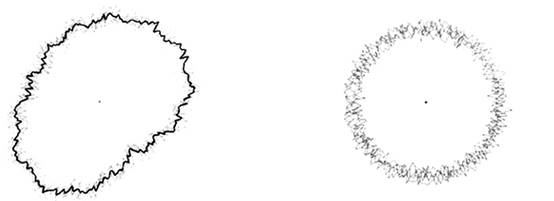
a) Chuyển động có sai số tổng
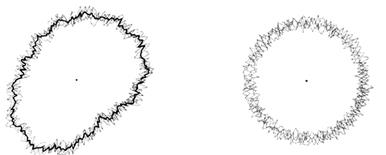
| b) Chuyển động có sai số đồng bộ | c) Chuyển động có sai số không đồng bộ |
Hình A.11 - Các biểu đồ cực của chuyển động có sai số tổng, đồng bộ, không đồng bộ, trong và ngoài
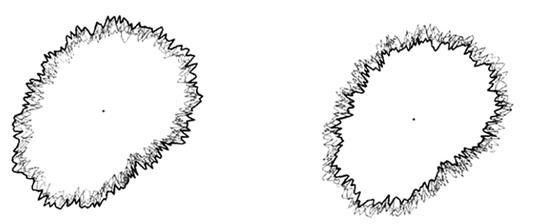
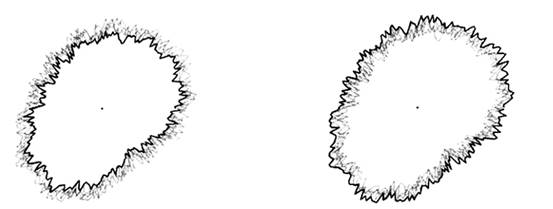
| d) Chuyển động có sai số ngoài | e) Chuyển động có sai số trong |
Hình A.11 (kết thúc)
A.7.4. Chuyển động có sai số không đồng bộ và độ nhám bề mặt
Cũng có thể sử dụng biểu đồ cực của chuyển động có sai số không đồng bộ để dự đoán độ nhám bề mặt được tạo ra trong các điều kiện cắt gọt lý tưởng. Nên nhớ rằng độ nhám bề mặt thường được đo ngang qua lớp bề mặt (nghĩa là song song với trục tâm đối với một mặt trụ hoặc hướng vào tâm trên mặt mút phẳng), do đó số đo tương tự như sự giao nhau của một số vòng quay liên tiếp tại một góc riêng biệt trên biểu đồ cực của chuyển động có sai số tổng. Nếu chuyển động có sai số không đồng bộ đã bằng 0, thì tính không đều lúc này có thể là các dạng đường viền đăng ten gắn liền với bán kính của dụng cụ cắt như được thể hiện trên Hình A.12a), và được xem xét như một dạng "gia công tinh lý thuyết”. Chiều cao đỉnh tới đáy Rt của dạng gia công tinh lý thuyết kết hợp với bán kính của dụng cụ cắt  và bước tiến trên vòng quay s là:
và bước tiến trên vòng quay s là:
Rt =  (nếu s là nhỏ so với
(nếu s là nhỏ so với  ) (A.7)
) (A.7)
Giá trị Rt có thể dễ dàng được làm khá nhỏ, ví dụ nếu s = 0,02 mm/rev và = 5 mm thì Rt = 0,01 mm.
Tuy nhiên, nếu có sự hiện diện của chuyển động có sai số không đồng bộ thì bề mặt được cắt gọt theo các mức thay đổi về số vòng quay liên tiếp như trong Hình A.12b). Rõ ràng là một mức chuyển động có sai số không đồng bộ đã cho được chuyển sang độ nhám bề mặt đỉnh tới đáy bằng nhau nếu chiều rộng cắt của nhám (thường là 0,08 mm đối với lượng chạy dao 0,02 mm/rev) lớn hơn nhiều lần so với bước tiến trên vòng quay. Tổng số của mức chuyển động có sai số không đồng bộ và Rt từ công thức (A.7) biểu thị nhám bề mặt đỉnh tới đáy có tiềm năng đối với máy trong các điều kiện cắt gọt lý tưởng, với giá trị Ra (chiều cao trung bình) xấp xỉ bằng một phần tư. Tiềm năng này có thể được thực hiện đối với các dụng cụ cắt kim cương không phoi để cắt gọt một số kim loại màu nhưng trong hầu hết các điều kiện cắt gọt, sự hiện diện của các cạnh (mép) trên dụng cụ cắt dẫn đến nhám bề mặt lớn. Trong một số trường hợp dụng cụ cắt có sự tiếp xúc lặp lại với cùng một điểm trên chi tiết gia công đối với một số lớn các vòng quay như tiện với dao mũi bằng, mài mặt trụ với đá mài có mặt mút phẳng hoặc dừng thấp nhất ở 0 với bất cứ dụng cụ cắt nào. Trong trường hợp này có thể đưa ra thảo luận rằng vật liệu sẽ được cắt đi tới mức chi tiết gia công có sự dịch chuyển lớn nhất về phía dụng cụ cắt và vì vậy (sử dụng như quy ước về dấu của Hình A.9) độ tròn của chi tiết có thể được dự đoán từ biểu đồ cực của chuyển động có sai số trong gồm có đường viền của đường ranh giới bên trong của biểu đồ cực của chuyển động có sai số tổng như đã chỉ ra trên Hình A.11e). Đối với các nguyên công bên trong lỗ hình trụ, biểu đồ cực của chuyển động có sai số ngoài có ý nghĩa tương tự [xem Hình A.11d)]. Độ tin cậy của dự đoán nêu trên được giới hạn bởi tính đồng dạng của chuỗi các biểu đồ này cũng như bởi các điều kiện cắt gọt không lý tưởng.
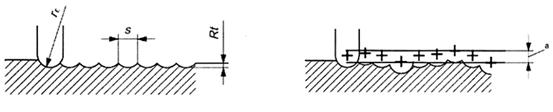
a Chuyển động có sai số không đồng bộ
| a) Gia công tinh theo lý thuyết với điều kiện cắt gọt lý tưởng với chuyển động có sai số không đồng bộ bằng 0 | b) Ảnh hưởng của chuyển động có sai số không đồng bộ đến giá trị nhám đỉnh tới đáy với điều kiện cắt gọt lý tưởng |
Hình A.12 - Quan hệ giữa nhám bề mặt và chuyển động có sai số không đồng bộ
A.7.5. Chuyển động có sai số của ổ trục và kết cấu
Ngoài ưu điểm dự đoán đặc tính của máy, có thể dùng biểu đồ cực trong chuẩn đoán các nguyên nhân vật lý của chuyển động có sai số quan sát được. Trong bối cảnh này, nó có thể giúp ích cho việc xem xét chuyển động có sai số tổng như một chuyển động có sai số không đồng bộ chồng lên toàn bộ prôfin của chuyển động có sai số đồng bộ lặp lại. Có thể chỉ ra bằng phương pháp toán học rằng một prôfin lặp lại chỉ có thể bao hàm các tần số bằng tần số quay của trục tâm hoặc các bội số nguyên của tần số quay của trục tâm. Như vậy, các ổ trục và hệ thống truyền động của trục rất có thể là các nguồn chuyển động có sai số đồng bộ. Đặc biệt là các ổ trục có màng lưu chất (thủy động, thủy tĩnh, khí tĩnh) tỏ ra là các mẫu có tính lặp lại cao.
Thuật ngữ chuyển động có sai số không đồng bộ không đòi hỏi các nguyên nhân vật lý của chuyển động có sai số không đồng bộ là ngẫu nhiên theo hướng thống kê, nhưng chỉ nói đến một cách đơn giản dạng bên ngoài của biểu đồ cực của chuyển động có sai số tổng sau một số vòng quay. Thực tế là chuyển động có sai số không đồng bộ thường do các nguồn không ngẫu nhiên như hoạt động của các động cơ hoặc bơm ở các tần số không phải là các bội số nguyên của tần số quay của trục tâm.
Lúc này có thể xác định các tần số dễ dàng hơn bằng các biểu đồ cực của một hoặc một số ít vòng quay để tránh các vết phủ chờm lên nhau. Các hồ sơ cơ bản theo thời gian gồm có các đường thẳng cũng có ích cho xác định các tần số, nhưng có thể gây phức tạp cho sự tách ly các thành phần chuyển động có sai số đồng bộ và không đồng bộ.
Sự thảo luận như đã nêu trên gợi ý rằng chuyển động có sai số đồng bộ có thể được coi là ngang bằng với chuyển động có sai số của ổ trục và tương tự như các chuyển động có sai số không đồng bộ và của kết cấu. Đây thường là sự đơn giản hóa. Chuyển động có sai số không đồng bộ có thể chỉ bắt nguồn trong một ổ trục do sự không ổn định của búa hơi ở mức thấp trong một ổ trục khí tĩnh hoặc các bi, con lăn hoặc các đường lăn không hoàn hảo trong ổ lăn. Đôi khi các ổ bi và ổ đũa biểu thị một đặc tuyến chỉ lặp lại ở mọi vòng quay khác 11) kết hợp với các con lăn chuyển động ở tốc độ xấp xỉ bằng một nửa tốc độ của trục. Các ổ trượt có thể có thuộc tính tương tự do tác động thủy động lực học được gọi là sự xoáy nửa tốc độ. Trong các trường hợp này sai lệch giữa các vòng quay liên tiếp biểu thị chuyển động có sai số không đồng bộ gây ra bởi chuyển động có sai số của ổ trục. Chuyển động đồng bộ cũng có thể được gây ra bởi các nguồn khác với các ổ trục như là một bộ phận dẫn động vận hành ở các bội số nguyên của tần số quay của trục tâm hoặc một chi tiết của thiết bị không có liên quan đến trục tâm có sự đồng bộ hóa ngẫu nhiên với tần số quay của trục tâm. Kỹ thuật hữu ích để xác định vị trí của các nguồn chuyển động có sai số là ghi lại các thay đổi như là các nguồn có tiềm năng được bật và tắt hoặc thay đổi tốc độ. Một phương pháp tiếp cận khác là thay đổi tốc độ của trục tâm quay. Ở tốc độ quay bằng không (0) của trục, chiều dày “dải mây" còn lại biểu thị chuyển động có sai số không đồng bộ do các nguồn khác với các ổ trục và hệ thống dẫn động. Biểu đồ cực của chuyển động có sai số đồng bộ tại tốc độ của trục bằng 0 cũng có thể thu được từ biểu đồ cực của chuyển động có sai số tĩnh được thực hiện bằng cách đặt trục tâm không quay ở một chuỗi các vị trí góc riêng biệt. Cần chú ý rằng, trừ khi các vị trí góc này có khoảng cách gần nhau, bất cứ các thành phần tần số cao nào (dưới dạng các chu trình trên vòng quay) có thể được lọc ở ngoài biểu đồ cực của chuyển động có sai số trung bình. Khả năng hiện diện các thành phần tần số cao trong biểu đồ cực của chuyển động có sai số đồng bộ ngăn ngừa việc sử dụng bộ lọc chọn tần số thấp để loại bỏ chuyển động có sai số không đồng bộ, vì một phần của chuyển động có sai số đồng bộ cũng có thể bị loại bỏ.
Tiêu chuẩn này không quy định các nguồn của chuyển động có sai số được tính đến trong đánh giá một trục tâm quay. Ví dụ, nếu một máy chịu tác động của một mức rung cao của công trình xây dựng thì quan niệm thông thường có thể cho rằng máy bị tác động xấu bởi môi trường của nó. Tuy nhiên có thể quan niệm rằng máy đã được mua với các đặc điểm kết cấu đặc biệt để đối phó với môi trường này, trong trường hợp náy các phép kiểm về chuyển động có sai số có thể phải bao gồm rung của công trình xây dựng như là một nguồn của chuyển động có sai số.
A.7.6. Chuyển động có sai số cơ bản và còn dư
Thuật ngữ sẽ được sử dụng để nói đến thành phần hình sin xuất hiện một lần trên vòng quay của một biểu đồ cực của chuyển động có sai số là chuyển động có sai số cơ bản. Vì bi kiểm được định tâm hoàn hảo khi thành phần này biến mất do đó chuyển động có sai số hướng kính cơ bản của một trục tâm quay không xuất hiện.
Một cách tương tự, chuyển động có sai số cơ bản không tồn tại. Điều này có thể được hiểu bằng cách hình dung một chi tiết hình trụ hoàn hảo được lắp trên một trục tâm quay không hoàn hảo. Nếu việc giá lắp được điều chỉnh sao cho chi tiết hình trụ không có sai số định tâm ở các đầu mút thì sẽ không có chuyển động có sai số nghiêng xuất hiện một lần trên vòng quay. Vì các thuật ngữ thuộc cùng nhóm như "tạo thành mặt côn", “lắc lư” và “tiếng sóng vỗ" ám chỉ một thành phần xuất hiện một lần trên vòng quay cho nên chúng là các tên gọi không thích hợp cho chuyển động có sai số nghiêng.
Ngược lại, chuyển động có sai số chiều trục cơ bản tồn tại, không phải do sai số lắp một bi kiểm với tư cách là sai số định tâm. Nó gồm có một chuyển động trượt chiều trục xuất hiện một lần trên vòng quay của trục tâm quay dọc theo đường trục trung bình, và có thể nảy sinh, ví dụ như do các thành phần lực đẩy không vuông góc của ổ trục.
Tham chiếu công thức (A.3) cho thấy rằng chuyển động có sai số mặt đầu cơ bản tồn tại và bằng chuyển động có sai số chiều trục cơ bản. Điều này có thể được hiểu bằng cách hình dung một chi tiết dạng đĩa phẳng hoàn hảo được lắp trên một trục tâm quay hoàn hảo. Sai số lắp có thể dẫn đến chuyển động mặt đầu hình sin xuất hiện một lần trên vòng quay (tăng lên theo tỷ thuận với bán kính), nhưng sai số này sẽ biến mất nếu chi tiết dạng đĩa vuông góc hoàn hảo với trục tâm quay. Giả thiết có sự vuông góc hoàn hảo và sau đó thay đổi từ một trục tâm hoàn hảo thành một trục tâm có chuyển động có sai số chiều trục cơ bản thì sẽ dẫn đến tình trạng cùng một chuyển động có sai số sẽ xảy ra ở tất cả các bán kính. Như vậy, một chi tiết dạng đĩa phẳng hoàn hảo vuông góc với một trục tâm quay không hoàn hảo nếu chuyển động có sai số mặt đầu cơ bản là như nhau ở tất cả các bán kính. Có thể loại bỏ chuyển động có sai số mặt đầu cơ bản bằng cách lắp chi tiết dạng đĩa không vuông góc với trục tâm quay, nhưng sự loại bỏ này chỉ có thể xảy ra ở một bán kính. Góc của độ không vuông góc cần thiết cho sự loại bỏ này trở nên lớn hơn vì bán kính trở nên nhỏ hơn khi đạt tới một tình huống không thể xảy ra ở bán kính bằng 0.
Sự tồn tại của chuyển động có sai số mặt đầu cơ bản có hậu quả cần quan tâm trong gia công và đo các mặt mút phẳng. Nếu một chi tiết dạng đĩa phẳng được gia công mặt đầu (mút) trên một trục tâm hoàn hảo ngoại trừ sự hiện diện của chuyển động có sai số chiều trục cơ bản thì chi tiết có thể được xem như được làm bằng nhiều vòng mỏng có mặt đầu phẳng, mỗi vòng đều không vuông góc với trục tâm quay với độ không vuông góc tăng lên khi bán kính giảm đi. Một chi tiết như vậy sẽ không phẳng trên toàn bề mặt của nó. Tuy nhiên nếu chi tiết được lắp trên một máy đo độ tròn có bộ chuyển đổi cảm biến theo chiều trục thì chi tiết có thể được nghiêng đi sao cho không có sự cảm biến được sai số độ tròn trong một vết theo đường tròn đồng tâm với tâm của chi tiết. Một chi tiết như vậy được xem là có độ phẳng theo đường tròn có thể được xem là sai nếu không hiểu được chúng một cách chính xác.
Chuyển động có sai số còn dư là một thuật ngữ chung được áp dụng cho hiệu số giữa chuyển động có sai số đồng bộ và chuyển động có sai số cơ bản. Các hậu quả của chuyển động có sai số còn dư tương tự như đối với chuyển động có sai số hướng kính đồng bộ. Ví dụ, chuyển động có sai số mặt đầu còn dư trong quá trình gia công cắt gọt dẫn đến các sai số về độ phẳng theo đường tròn theo cùng một cách như chuyển động có sai số hướng kính đồng bộ dẫn đến sai số độ tròn. Trong trường hợp chung của chuyển động có sai số có góc của hướng cảm biến tùy ý  so với đường trục trung bình, chuyển động có sai số cơ bản tỷ lệ với cosin của nhân với chuyển động có sai số chiều trục cơ bản [xem công thức A.4)]. Như vậy độ côn 45 ° bao hàm đến 70,7 % là chuyển động có sai số cơ bản đối với một mặt mút phẳng.
so với đường trục trung bình, chuyển động có sai số cơ bản tỷ lệ với cosin của nhân với chuyển động có sai số chiều trục cơ bản [xem công thức A.4)]. Như vậy độ côn 45 ° bao hàm đến 70,7 % là chuyển động có sai số cơ bản đối với một mặt mút phẳng.
A.8. Ảnh hưởng của mất cân bằng
Mất cân bằng của các thành phần quay tạo ra lực hình sin xuất hiện một lần trên vòng quay với biên độ lớn nhất thay đổi theo bình phương của tốc độ trục chính, theo hướng cảm biến quay. Trong gia công cắt gọt, hậu quả của sự hình thành lực hình sin này đối với một trục tâm hoàn hảo khác là ở chỗ mặc dù một chi tiết có độ tròn hoàn hảo có thể được gia công ở một tốc độ đã cho sẽ biểu lộ một sai số định tâm ở các tốc độ khác. Nếu hai đoạn hình trụ được gia công trên cùng một chi tiết ở các tốc độ khác nhau thì các đường tâm hình học của chúng sẽ không trùng nhau. Nếu độ dịch chuyển của trục tâm quay đối với một vật quay bao gồm một thành phần nghiêng cũng như một thành phần hướng tâm thì các đường tâm của hai mặt trụ trên sẽ không song song. Các dịch chuyển theo chiều nghiêng cũng làm thay đổi độ song song hoặc vuông góc của trục tâm quay với các đường hướng của máy làm cho các mặt trụ được gia công có độ côn và các mặt mút phẳng được gia công thành mặt côn.
Với sự thảo luận ở trên, mất cân bằng được thừa nhận là gây ra một quỹ đạo tròn của một bi kiểm được định tâm lúc ban đầu. Nếu vòng cấu trúc có độ mềm dẻo không tuyến tính và/hoặc không đối xứng thì sự mất cân bằng có thể kích thích các chuyển động điều hòa cao hơn để dẫn đến các sai số độ tròn và độ phẳng. Vì lý do này, sự tạo cân bằng của thành phần quay cũng quan trọng như bất cứ biện pháp nào khác.
Trong trường hợp gia công tinh bề mặt, có thể chứng minh được rằng, trong chuyển động quay của một điểm, không có mối quan hệ giữa gia công tinh bề mặt và mất cân bằng. Đây là khó khăn đối với một số người tin rằng sự cần thiết của một máy chạy êm, không bị rung để đạt được sự gia công tinh bóng như gương là rất rõ ràng. Trên thực tế, đây là điều tuyệt đối thiết yếu đối với một máy mài mặt trụ. Để hiểu rằng tại sao yêu cầu trên không cần thiết đối với một máy tiện cần hiểu rõ sự khác biệt giữa rung đồng bộ và rung không đồng bộ. Mất cân bằng tạo ra chuyển động có sai số đồng bộ, và trong chuyển động quay của một điểm, nó không ảnh hưởng đến gia công tinh vì vị trí tương đối của dụng cụ cắt so với trục tâm quay ở mỗi vòng quay đầy đủ là như nhau. Một máy tiện hoàn hảo khác có lượng mất cân bằng lớn sẽ đạt được sự gia công tinh theo lý thuyết [xem Hình 12a)].
Mặt khác, chuyển động có sai số không đồng bộ là chuyển động của dụng cụ cắt đối với trục chính ở các tần số khác với các bội số nguyên của tần số của trục chính. Nó ảnh hưởng tới vị trí của dụng cụ cắt so với trục tâm quay tại mỗi vòng quay đầy đủ và do đó ảnh hưởng đến gia công tinh bề mặt [xem Hình A.12b)]. Gia công tinh bề mặt bằng các máy mài trụ chịu ảnh hưởng của mất cân bằng vì trục chính mang đá mài quay ở một tốc độ khác với trục chính mang chi tiết gia công và chuyển động có sai số đồng bộ của trục chính mang đá mài sẽ tự động trở thành chuyển động có sai số không đồng bộ so với trục chính mang chi tiết gia công.
A.9. Sai số của mẫu kiểm
Như đã giả thiết rằng một bi kiểm hoàn hảo về mặt hình học hoặc vật mẫu tương đương đã được sử dụng trong các ví dụ khác nhau về đo chuyển động có sai số. Rõ ràng là các sai số hình học trong một vật mẫu sẽ gây ra các số đo sai đối với chuyển động có sai số, và luôn không thể giả thiết rằng vật mẫu có sai số không đáng kể, vì các trục tâm quay chất lượng cao có thể có các chuyển động có sai số khoảng 0,02 mm. Phụ lục B mô tả phương pháp tách riêng các sai số của vật mẫu khỏi thành phần chuyển động có sai số đồng bộ của trục tâm quay.
A.10. Chuyển động có sai số dựa trên độ đảo hoặc số đọc tổng của dụng cụ chỉ báo (TIR)
Cần chú ý rằng, các phép đo chuyển động có sai số khác với các phép đo độ đảo hoặc số đọc của dụng cụ chỉ báo (TIR) về nhiều mặt. Điều quan trọng là phải hiểu những sự khác biệt này, vì các phép kiểm độ đảo đã được sử dụng rộng rãi trong quá khứ để đánh giá độ chính xác của các trục tâm quay. Độ đảo được định nghĩa là “dịch chuyển tổng đo được bởi một dụng cụ cảm biến tì vào một bề mặt chuyển động hoặc được chuyển động so với một bề mặt cố định". Theo định nghĩa này phép đo độ đảo hướng kính bao gồm cả sai số độ tròn và sai số định tâm của bề mặt mà cảm biến dịch chuyển phát hiện được và vì vậy độ đảo hướng kính sẽ chỉ đồng nhất với chuyển động có sai số hướng kính nếu cả hai sai số này bằng không (0). Như đã lưu ý ở trên, không có điều kiện nào trong các điều kiện này được hoàn thành một cách dễ dàng. Trong khi sai số định tâm không tránh khỏi làm sao cho độ đảo lớn hơn chuyển động có sai số thì các sai số độ tròn có thể làm cho độ đảo hoặc lớn hơn hoặc nhỏ hơn chuyển động có sai số. Tình trạng độ đảo nhỏ hơn chuyển động có sai số có thể xuất hiện nếu bề mặt tiếp xúc với cảm biến dịch chuyển đã được gia công cơ ở vị trí trên các ổ trục như đã thảo luận trước đây trong A.7.3. Các lập luận tương tự áp dụng cho chuyển động có sai số mặt đầu đối lập với độ đảo mặt đầu; phép đo độ đảo mặt đầu bao gồm sai số độ không vuông góc và sai số độ phẳng theo đường tròn (cũng xem A.7.6).
A.11. Phép đo theo hướng cảm biến quay
Như đã được chú thích trong A.2.4, hướng cảm biến quay so với thân máy trong các trường hợp đó chi tiết gia công được lắp trên thân máy và dụng cụ cắt được lắp trên trục tâm quay. Các máy doa là các ví dụ về các máy có hướng cảm biến quay.
Về nguyên tắc, áp dụng các khái niệm như nhau về chuyển động có sai số của trục tâm quay cho hướng cảm biến quay cũng như hướng cảm biến cố định. Điều này sẽ xử lý những sự khác biệt liên quan đến đo và hiển thị biểu độ cực của chuyển động có sai số.
Chuyển động có sai số chiều trục là số đo duy nhất không phụ thuộc vào hướng cảm biến là cố định hoặc quay và vì vậy được đo dễ dàng nhất bằng một cảm biến dịch chuyển cố định cảm biến dọc theo đường trục trung bình.
Đối với các trục tâm quay có tốc độ thấp như các bàn quay và trục xoay, có thể cả hai trường hợp hướng cảm biến cố định và quay có thể được đề cập đến bằng cách sử dụng một máy ghi phân cực mà dẫn động góc của nó được đồng bộ hóa bằng cơ hoặc điện với trục tâm quay. Đối với hướng cảm biến quay, bi kiểm được đỡ trên thân máy và cảm biến dịch chuyển được lắp trên trục tâm quay. Đối với một hoặc một vài vòng quay của trục tâm, thường có thể quấn dây dẫn của cảm biến quanh trục tâm sao cho không gây ra ảnh hưởng đến phép đo; đối với chuyển động quay liên tục, có thể sử dụng các vòng trượt hoặc các bộ phận tương đương với chúng.
Đối với các trục tâm quay có tốc độ cao, đáp ứng tần số của các máy ghi phân cực thường không đủ, vì biểu đồ cực có thể chứa các cấp tần số có độ lớn cao hơn tần số quay của trục tâm. Máy hiện sóng có gắn camera là dụng cụ thích hợp hơn nhưng vì nó sử dụng tọa độ thẳng hơn là tọa độ cực, cho nên phải có trang bị để tạo ra một đường tròn cơ sở và gây ra chuyển động có sai số để xuất hiện như một sai lệch hướng kính từ đường tròn cơ sở.
Sử dụng máy hiện sóng là đơn giản nhất trong trường hợp đo chuyển động có sai số hướng kính với một hướng cảm biến quay khi sử dụng một phương pháp được mô tả bởi Tlusty[9]. Hình A.13 là một sơ đồ thể hiện các cảm biến dịch chuyển ngang và thẳng đứng, chúng cảm biến theo chiều hướng kính tỳ vào bi kiểm. Các tín hiệu của cảm biến được khuyếch đại và cung cấp cho các trục nằm ngang và thẳng đứng của máy hiện sóng. Bằng việc sử dụng một tấm lắc lư, bi kiểm được làm cho lệch tâm so với đường trục trung bình. Đối với một trục tâm hoàn hảo, kết quả sẽ là một đường tròn hoàn hảo như trục tâm chuyển động quay tạo ra. Đối với một trục tâm không hoàn hảo, chuyển động có sai số hướng kính theo chiều lệch tâm của viên bi kiểm làm thay đổi hình dạng của hiển thị trên máy hiện sóng. Chuyển động vuông góc với độ lệch tâm của bi kiểm làm cho đường cong của máy hiện sóng chuyển động theo chiều tiếp tuyến với đường tròn cơ sở gây ra ảnh hưởng không đáng kể về hình dạng. Như vậy, sự bố trí kiểm đã tạo ra phép đo chuyển động có sai số hướng kính dọc theo hướng cảm biến quay, song song với một đường từ đường trục trung bình tới tâm hình học của bi kiểm lệch tâm. Nếu có thể lắp dụng cụ cắt hoặc cảm biến trên trục tâm chỉ theo một hướng góc, thì bi kiểm phải được làm cho lệch tâm theo hướng này. Nếu hướng là tùy ý thì trục tâm cần được kiểm với độ lệch tâm của bi theo một số hướng khác nhau.
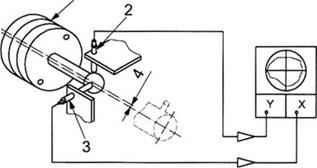
CHÚ DẪN:
1. Tấm lắc lư
2. Cảm biến thẳng đứng
3. Cảm biến nằm ngang
4. Dịch chuyển của bi kiểm theo hướng dụng cụ cắt
Hình A.13 - Phương pháp kiểm cho chuyển động có sai số hướng kính với hướng cảm biến quay (phương pháp Tlusty)
A.12. Phép đo theo hướng cảm biến được cố định
Sử dụng máy hiện sóng để đo chuyển động có sai số hướng tâm với một hướng cảm biến cố định đòi hỏi phải có phương tiện riêng biệt để tạo ra đường tròn cơ sở. Hình A.14 thể hiện một phương pháp được mô tả bởi Bryan et al[10]. Hai cam tròn có độ lệch tâm 0,1 mm theo các chiều vuông góc được cảm biến bằng các cảm biến dịch chuyển có độ khuyếch đại tương đối thấp để tạo ra các tín hiệu sin và cosin cho đường tròn cơ sở; cũng có thể sử dụng một cam với các cảm biến được đặt cách nhau 90°. Chuyển động có sai số hướng kính được phát hiện bởi một cảm biến dịch chuyển thứ ba có độ khuyếch đại cao tỳ vào bi kiểm được định tâm trên đường trục trung bình (càng gần càng tốt). Các tín hiệu sin và cosin được khuyếch đại bởi tín hiệu chuyển động có sai số hướng kính và sau đó được cấp vào hai trục của máy hiện sóng. Sự điều biến của đường tròn cơ sở bởi tín hiệu từ cảm biến chuyển động có sai số hướng kính cố định tạo ra một biểu đồ cực của chuyển động có sai số hướng kính theo (đối lập với) vị trí góc của trục tâm quay. Vanherck [11] thay thế cho các cam lệch tâm và các cảm biến có độ khuyếch đại thấp có dụng cụ đo góc nhỏ đã được thương mại hóa được gắn vào trục tâm quay. Kết cấu này có ưu điểm vì chi phí thấp hơn, ít khó khăn trong việc nhận được đường tròn cơ sở có độ tròn chính xác và thiết bị kiểm đơn giản, có ảnh hưởng không đáng kể từ dụng cụ đo góc đến trục tâm quay ngoại trừ trong các trường hợp chính xác nhất.
A.13. Xem xét sử dụng hệ thống hai cảm biến dịch chuyển cho hướng cảm biến cố định
Vì phương pháp kiểm do Bryan mô tả (xem Hình A.14) đòi hỏi phải có thiết bị chuyên dùng, cho nên phải xem xét thay thế hệ thống hai cảm biến dịch chuyển do Tlusty mô tả (xem Hình A.13) để đo chuyển động có sai số hướng kính với một hướng cảm biến cố định. Nếu sự thay thế này được thực hiện thì biểu đồ cực của chuyển động có sai số hướng kính được tạo ra sẽ không đại diện cho độ không tròn sẵn có của chi tiết như đã thảo luận trong A.7.3. Nếu  = 0 ° là hướng cảm biến cố định, thì biểu đồ cực phản ánh chuyển động có sai số hướng kính theo chiều này chỉ trong vùng lân cận của = 0o và = 180 °. Hơn nữa, nếu chuyển động cục bộ đã cho của trục tâm quay xảy ra ở = 0o xuất hiện như một đỉnh trên biểu đồ cực thì cùng một chuyển động như vậy xảy ra ở = 180 °sẽ có dấu ngược lại không mong muốn và sẽ xuất hiện như một đáy. Ở = 90o và = 270 °, chuyển động tương tự sẽ không được ghi lại trên biểu đồ cực.
= 0 ° là hướng cảm biến cố định, thì biểu đồ cực phản ánh chuyển động có sai số hướng kính theo chiều này chỉ trong vùng lân cận của = 0o và = 180 °. Hơn nữa, nếu chuyển động cục bộ đã cho của trục tâm quay xảy ra ở = 0o xuất hiện như một đỉnh trên biểu đồ cực thì cùng một chuyển động như vậy xảy ra ở = 180 °sẽ có dấu ngược lại không mong muốn và sẽ xuất hiện như một đáy. Ở = 90o và = 270 °, chuyển động tương tự sẽ không được ghi lại trên biểu đồ cực.
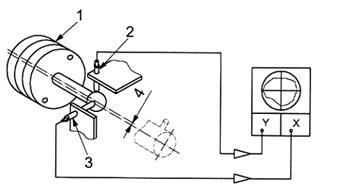
CHÚ DẪN:
1. Tấm lắc lư
2. Các cam tạo ra đường tròn
3. Vật mẫu hình cầu
4. Cảm biến dịch chuyển
5. Bộ nhân
Hình A.14 - Phương pháp kiểm cho chuyển động có sai số hướng kính với hướng cảm biến cố định (Phương pháp Bryan)
Bất kể các nhận xét ở trên, về mặt trực giác vẫn còn nhận thấy rằng giá trị chuyển động có sai số hướng kính gần như tương tự nhau đối với cả hai hướng cảm biến cố định và quay cho dù các chi tiết của biểu đồ cực khác nhau. Quan điểm này dường như là hợp lý nếu yếu tố có liên quan là chuyển động có sai số hướng kính không đồng bộ. Tuy nhiên, đối với chuyển động có sai số hướng kính đồng bộ, một trục tâm có biểu hiện là một hình elip khi được kiểm theo hướng cảm biến cố định có thể không bị chuyển động có sai số hướng kính khi được kiểm theo hướng cảm biến quay. Trường hợp xảy ra đối với các chuyển động có sai số sau:
DX()= -Acos2 (A.8)
DY()= Asin2(A.9)
Trong đó hệ thống tọa độ là hệ thống tọa độ của Hình A.9a). Với hướng cảm biến cố định dọc theo trục X, biểu đồ cực của chuyển động có sai số hướng kính có công thức
r() = r0 - Acos2 (A.10)
Trong đó r0 là bán kính đường tròn cơ sở. Công thức (A.10) biểu thị một hình elip có một giá trị r0 - A ở = 0 ° và = 180o và giá trị của r0 + A ở = 90 o và = 270 o Giá trị chuyển động có sai số hướng kính dựa trên bất cứ các tâm prôfin cực nào là 2A. Nếu hướng cảm biến quay với góc thì chuyển động có sai số hướng kính được cho bởi công thức:
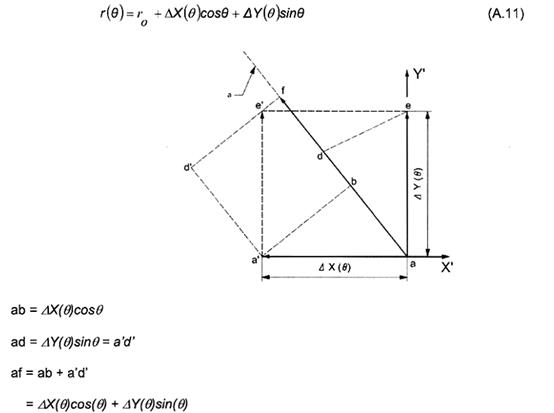
a Hướng cảm biến
Hình A.15 - Biểu đồ vectơ đối với hướng cảm biến quay
Hình A.15 thể hiện sự phân tích DX() và DY() thành các thành phần dọc theo hướng cảm biến quay để dẫn đến công thức A.11. Kết hợp các công thức (A.8) và (A.9) với công thức (A.11) và sử dụng các đồng nhất thức lượng giác
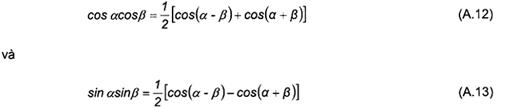
Kết quả là:

Công thức (A.14) là phương trình của một đường tròn, là dịch chuyển so với gốc một khoảng A, và vì vậy trục tâm có thể là hoàn hảo nếu được kiểm bởi hệ thống hai cảm biến dịch chuyển.
Có thể có các lập luận bổ sung về điều nêu trên. Trước tiên, có thể đưa ra lý giải rằng nếu đường tròn dịch chuyển được đánh giá bằng các đường tròn đồng tâm từ tâm biểu đồ cực (PC), thì một giá trị 2A thu được như với hướng cảm biến cố định. Tuy nhiên, không có cách để thực hiện sự hiệu chỉnh về không (0) bằng điện tử lúc ban đầu để định vị tâm PC, vì đường tròn cơ sở không thể được tạo ra một cách độc lập với prôfin cực khi sử dụng phương pháp kiểm trên Hình A.13. Thứ hai là, có thể có quan điểm rằng ví dụ ở trên là sự kiện không bình thường về mặt toán học và không có khả năng xảy ra trong thực tế. Về vấn đề này có thể lưu ý rằng các biểu đồ cực của chuyển động có sai số hướng kính thường biểu hiện là một hình elip, và ở tầm mở rộng, các biểu đồ toàn bộ theo các chiều X và Y chứa các thành phần như đã cho trong các công thức (A.8) và (A.9), các thành phần này sẽ không đóng góp vào giá trị chuyển động có sai số hướng kính đo được.
PHỤ LỤC B
(Tham khảo)
SỰ LOẠI TRỪ SAI SỐ ĐỘ TRÒN CỦA BI KIỂM
B.1. Lời giới thiệu
Các phép đo chuyển động có sai số hướng kính chịu ảnh hưởng trực tiếp của độ không tròn của bi kiểm hoặc vật mẫu tròn tiếp xúc với các cảm biến dịch chuyển. Phụ lục này trình bày một phương pháp tách độ không tròn của vật mẫu khỏi chuyển động có sai số hướng kính của trục tâm quay được mô tả bởi Donaldson[12].
Trong sự mô tả sau, ký hiệu P(C) (đối với chi tiết) biểu thị độ không tròn của vật mẫu và S(C) (đối với trục chính) biểu thị chuyển động có sai số hướng kính.
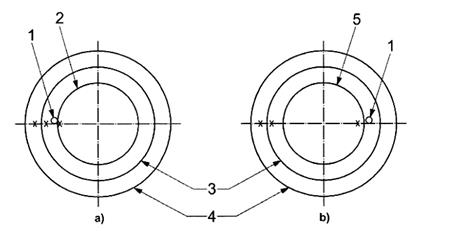
CHÚ DẪN:
1. Cảm biến dịch chuyển
2. Vật mẫu
3. Trục
4. Thân hộp
5. Vật mẫu ở mặt sau
Hình B.1 - Sơ đồ thiết lập kiểm đối với a) T1 (C) [Xem công thức (B.1)] và b) T2P (C)
[Xem công thức (B.2)] và T25 (C) [Xem công thức (B.4)]
B.2. Phương pháp tính trung bình của prôfin
B.2.1. Tổng quan
Trong điều này sẽ giả thiết rằng trục tâm quay không chịu chuyển động có sai số hướng kính không đồng bộ, chuyển động có sai số không đồng bộ sẽ được thảo luận trong B.4. Có thể chia phương pháp thành hai quy trình: Quy trình P, tạo ra sai số độ tròn của vật mẫu, và quy trình S, tạo ra chuyển động có sai số hướng kính.
B.2.2. Quy trình P
Quy trình P bắt đầu bằng việc ghi một biểu đồ cực ban đầu; các sai lệch so với đường tròn cơ sở sẽ được ký hiệu là T1(C). Hình B.1a) thể hiện sơ đồ bố trí kiểm, có các vị trí góc ban đầu tùy ý được đánh dấu C = 0° bằng các dấu trùng nhau trên vật mẫu, cảm biến dịch chuyển, trục và thân hộp của trục tâm quay. Giá trị ghi được của T1(C) là tổng của prôfin độ tròn của vật mẫu P (C) và chuyển động có sai số hướng kính S (C).
T1 (C) = P (C) + S (C ) (B.1)
Giả thiết rằng sử dụng quy ước dấu cho số đo độ tròn sao cho các đỉnh và đáy trên biểu đồ cực tương đương với đỉnh và đáy trên vật mẫu. Bước thứ hai của quy trình P là lập biểu đồ cực thứ hai T2P (C) khi sử dụng sự bố trí của Hình B.1 b) trong đó các dấu của trục và thân hộp trùng nhau tại c = 0° nhưng vị trí của vật mẫu và cảm biến dịch chuyển được đảo ngược lại (được quay đi 180° quanh trục tâm quay). Đối với bước thứ hai [Hình B.1b)] quan hệ giữa vị trí góc của biểu đồ cực và vị trí góc của trục nên đồng nhất. Phải sử dụng cùng một quy ước về dấu như đối với T1 (C). So sánh giữa các Hình B.1a) và Hình B.1b) chỉ ra rằng độ không tròn của vật mẫu được ghi theo cùng một cách, vì vị trí tương đối của cảm biến dịch chuyển và vật mẫu không thay đổi. Tuy nhiên, chuyển động có sai số hướng kính được ghi lại với dấu ngược lại trên Hình B.1b), bởi vì một chuyển động của trục chính về phía cảm biến dịch chuyển trên Hình B.1a) trở thành một chuyển động ra xa cảm biến dịch chuyển trên Hình B.1b). Được biểu thị thành công thức:
T2P (C) = P (C) - S (C ) (B.2)
Cộng các công thức (B.1) và (B.2) và giải ra đối với P (C) thu được

Công thức (B.3) nói lên rằng prôfin độ không tròn của vật mẫu P(C) là prôfin trung bình của các biểu đồ cực thứ nhất và thứ hai. Nếu T1 (C) và T2P (C) được ghi trên cùng một biểu đồ cực, thì có thể thu được P (C) bằng cách vẽ một biểu đồ cực thứ ba ở giữa hai biểu đồ đầu tiên như được thể hiện trên Hình B.2a).
B.2.3. Quy trình S
Quy trình S bắt đầu bằng việc ghi một prôfin ban đầu T1 (C) như trong quy trình P. Bước thứ hai của quy trình S cũng tương tự như bước thứ hai của quy trình P, ngoại trừ quy ước về dấu phải ngược lại. Biểu đồ cực thứ hai T2S (C) có dạng
T2S (C) = - T2S (C) = -P(C) + S (C ) (B.4)
Cộng các công thức (B.1) và (B.4) và giải ra đối với S(C) thu được
![]() (B.5)
(B.5)
Công thức (B.5) nói lên rằng biểu đồ cực thứ ba được vẽ ở giữa T1(C) và T2S(C) sẽ là biểu đồ cực của chuyển động có sai số hướng kính S(C). Sau đây là tóm tắt của hai quy trình trên:
| Quy trình | Ngược với bản ghi 2 | Trung bình |
| P | Vật mẫu, cảm biến chuyển vị | Vật mẫu, độ không tròn |
| S | Vật mẫu, cảm biến chuyển vị, dấu | Chuyển động có sai số hướng kính |
B.3. Phương pháp trừ prôfin
Trong một số trường hợp chỉ có thể thu được một trong các biểu đồ cực T2P(C) và T2S (C). Nếu P(C) hoặc S(C) đã thu được bằng tính toán trung bình, thì thành phần sai số kia trong hai sai số này có thể thu được bằng cách trừ prôfin đã biết khỏi T1(C) như được thể hiện bởi công thức (B.1). Bằng đồ thị, cần thiết phải lập một biểu đồ cực mới bằng cách bố trí liên quan với một đường tròn cơ sở mới, các điểm nằm trên biểu đồ này tương ứng với một số thích hợp các hiệu số hướng kính được chuyển từ biểu đồ gốc. Hình B.3a) và Hình B.3b) minh họa quy trình này khi sử dụng các prôfin của Hình B.2a) và Hình B.2b) tương ứng. Không nên sử dụng phương pháp trừ cho các trường hợp có nhiều khó khăn và dễ bị sai số nếu có thể áp dụng được phương pháp tính toán trung bình của prôfin.
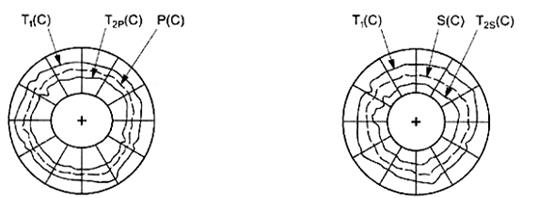
| a) Độ không tròn của vật mẫu P(C) | b) Chuyển động có sai số hướng kính S(C) |
Hình B.2 - Tính toán trung bình đối với prôfin để tách riêng sai số: a) độ không tròn của vật mẫu P(C); b) chuyển động có sai số hướng kính S(C)
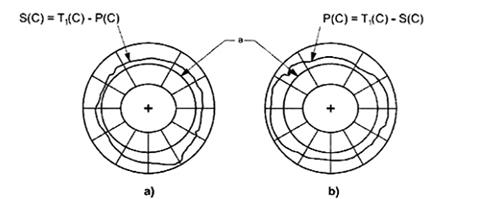
a Đường tròn cơ sở
Hình B.3 - Tách riêng sai số bằng trừ prôfin khi sử dụng các dữ liệu của Hình B.2
B.4. Xem xét thực tế
Đã có nhiều xem xét thực tế để thu được các kết quả chính xác. Giả thiết quan trọng trong các công thức là cả P(C) và S(C) đều tự lặp lại giữa các phép đo thứ nhất và thứ hai. Về tính lặp lại của prôfin độ tròn của vật mẫu, yêu cầu này đòi hỏi phải chú ý đến các chi tiết như sự đảo chiều của cả vật mẫu và cảm biến dịch chuyển bằng góc 180° mà không có sự dịch chuyển chiều trục hoặc nghiêng của hai đường chuyển động của cảm biến dịch chuyển quanh chi tiết. Độ nhạy đối với vị trí của đường chuyển động của cảm biến có thể được kiểm bằng kiểm tra độ lặp lại của T1(C) khi đường được dịch chuyển một lượng nhỏ trong lần điều chỉnh đầu tiên.
Sự hiện diện của chuyển động có sai số hướng kính không đồng bộ S(C) phải được giải thích vì biểu đồ cực của chuyển động có sai số hướng kính đồng bộ và độ chính xác thu được phụ thuộc vào khả năng có thể thu được chuyển động có sai số hướng kính trung bình lặp lại được trong hai lần điều chỉnh. Điều này có thể được kiểm bằng các số ghi liên tiếp của T1(C) trong lần điều chỉnh đầu tiên. Độ lặp lại trên một vòng quay đôi khi được cải thiện bằng cách quay trục về phía sau tới cùng một điểm bắt đầu, đặc biệt là đối với các ổ trục con lăn.
Đồng bộ hóa số đọc của một loạt các chuyển động có sai số đối với vị trí góc của trục chính đã đơn giản hóa đáng kể sự loại trừ sai số độ tròn của bi kiểm. Có thể thực hiện sự đồng bộ hóa bằng cách gắn một bộ phận mã hóa góc có một góc chuẩn vào mặt mút sau của trục chính. Với sự thu thập các dữ liệu đồng bộ hóa này, một số đọc của một loạt các chuyển động có sai số trên một vòng quay luôn bắt đầu một cách chính xác ở cùng một vị trí góc. Biểu đồ cực có thể được định tâm bằng cách loại bỏ số sóng hài cơ bản. Đường tròn chuẩn có thể được tạo ra bằng cách cộng một tín hiệu cơ bản vào tín hiệu. Tổng số hoặc hiệu số giữa hai tín hiệu có thể được tính toán một cách dễ dàng.
PHỤ LỤC C
(Tham khảo)
CÁC THUẬT NGỮ VÀ ĐỊNH NGHĨA VỀ TÍNH MỀM CỦA TRỤC TÂM QUAY
C.1. Độ mềm dẻo (compliance)
Dịch chuyển trên một đơn vị lực giữa hai đối tượng được quy định cho vòng cấu trúc, vị trí và chiều dài của lực tác dụng, và vị trí và chiều của dịch chuyển.
C.2. Độ cứng vững (stiffness)
Nghịch đảo của độ mềm dẻo.
C.3. Độ mềm dẻo hướng kính (radial compliance)
Độ mềm dẻo áp dụng khi chiều của lực và dịch chuyển vuông góc với trục chuẩn Z.
C.4. Độ mềm dẻo nghiêng (tilt compliance)
Độ mềm dẻo áp dụng cho mônmen thuần túy và dịch chuyển nghiêng trong một mặt phẳng chứa trục chuẩn Z.
C.5. Độ mềm dẻo chiều trục (axiral compliance)
Độ mềm dẻo áp dụng khi chiều của lực và dịch chuyển đồng trục với trục chuẩn Z.
C.6. Độ mềm dẻo mặt đầu (face compliance)
Độ mềm dẻo áp dụng khi chiều của lực và dịch chuyển đồng trục và song song với trục chuẩn Z và ở một vị trí hướng kính quy định.
C.7. Biểu đồ độ mềm dẻo (compliance plot)
Biểu đồ thẳng chỉ ra quan hệ giữa dịch chuyển và lực.
C.8. Giá trị độ mềm dẻo (compliance value)
Độ dốc của biểu đồ độ mềm dẻo tại một dịch chuyển hoặc lực đã lựa chọn.
PHỤ LỤC D
(Tham khảo)
CÁC THUẬT NGỮ VÀ ĐỊNH NGHĨA VỀ DỊCH CHUYỂN DO NHIỆT GẮN LIỀN VỚI CHUYỂN ĐỘNG QUAY CỦA TRỤC CHÍNH
D.1. Độ trôi hướng kính do nhiệt (radial thermal drift)
Độ trôi áp dụng khi dịch chuyển của trục tâm được đo vuông góc với trục chuẩn Z.
D.2. Độ trôi nghiêng do nhiệt (tilt thermal drift)
Độ trôi áp dụng cho dịch chuyển nghiêng của trục tâm so với trục chuẩn Z.
D.3. Độ trôi chiều trục do nhiệt (axial thermal drift)
Độ trôi áp dụng khi dịch chuyển của trục tâm đồng trục hoặc song song với trục chuẩn Z.
D.4. Độ trôi mặt đầu do nhiệt (face thermal drift)
Độ trôi áp dụng cho tổ hợp của các dịch chuyển chiều trục và nghiêng của trục tâm được đo ở vị trí hướng kính quy định.
D.5. Biểu đồ độ trôi do nhiệt (thermal drift plot)
Bản ghi theo thời gian của độ trôi do nhiệt.
D.6. Giá trị độ trôi do nhiệt (thermal drift value)
Hiệu số giữa các giá trị lớn nhất và nhỏ nhất trong một khoảng thời gian quy định ở một hoặc nhiều tốc độ quy định và có sự thay đổi nhiệt độ đo được
CHÚ THÍCH: Các giá trị độ trôi do nhiệt cụ thể được định nghĩa trong TCVN 7011-3 (ISO 230-3).
PHỤ LỤC E
(Tham khảo)
KIỂM CHUYỂN ĐỘNG CÓ SAI SỐ TĨNH
E.1. Quy định chung
Mục đích của các phép kiểm này là tách riêng các sai số trục chính - ổ trục khỏi chuyển động có sai số của trục chính do các tác động động lực của hệ thống dẫn động trục chính gây ra. Điều quan trọng là cách ly các sai số do các ổ trục của trục chính gây ra. Các sai số này thường được quy về sai số do hệ thống dẫn động của trục chính.
E.2. Quy trình kiểm
E.2.1. Thiết lập kiểm tương tự như thiết lập kiểm được mô tả trong 5.4 và 5.5.
E.2.2. Đặt hệ dẫn động của trục chính ở vị trí trung gian. Nếu trục chính có truyền động đai không nhả khớp, thì bộ phận căng đai cần được tháo ra, nếu có thể, để trục chính không chịu tác động của tất cả các ngoại lực.
E.2.3. Cho trục chính quay bằng tay ít nhất là hai vòng, và dừng ở ít nhất là tám điểm mỗi vòng.
E.2.4. Giải phóng tất cả các lực của tay và ghi lại số đọc trung bình của cảm biến tại mỗi điểm. Lấy trung bình các số đọc để loại trừ ảnh hưởng của chuyển động của kết cấu khi trục chính dừng lại.
E.3. Phân tích dữ liệu
Phân tích dữ liệu đối với các chuyển động có sai số hướng kính, nghiêng và chiều trục bằng các phương pháp được mô tả trong 5.4 và 5.5.
PHỤ LỤC F
(Tham khảo)
ƯỚC LƯỢNG ĐỘ KHÔNG ĐẢM BẢO ĐO CHO CÁC PHÉP KIỂM TRỤC TÂM QUAY
F.1. Ước lượng độ không đảm bảo đo
Ước lượng độ không đảm bảo đo tuân theo các quy trình và công thức của TCVN 7011-9 (ISO/TR 230-9). Các độ không đảm bảo đo U được tính toán cho hệ số bao phủ (hệ số quét) k = 2.
Độ không đảm bảo đo cần được công bố cho các số đo kích thước dài (nghĩa là cho các chuyển động hướng kính và chiều trục) tính bằng micrômét (mm), và cho các số đo góc (nghĩa là cho các chuyển động nghiêng) tính bằng micrômét trên mét (mm/m).
Các độ không đảm bảo đo cho các chuyển động hướng kính và chiều trục có thể khác nhau. Các độ không đảm bảo đo cũng có thể khác nhau đối với các dải tần số khác nhau, nghĩa là đối với các dải tốc độ khác nhau của trục chính.
F.2. Các thành phần của độ không đảm bảo đo
F.2.1. Tổng quan
Thông thường, các thành phần chính của độ không đảm bảo đo đối với các phép kiểm trục tâm quay là dụng cụ hoặc thiết bị đo và sai số do biến đổi môi trường (EVE).
Cần thực hiện các giả định sau:
- Dụng cụ đo được sử dụng đúng theo hướng dẫn của nhà sản xuất/cung cấp thiết bị;
- Tất cả các qui trình cần thiết cho chỉnh thẳng và điều chỉnh được thực hiện đúng;
- Bất cứ dụng cụ đo chiều dài nào, nếu được sử dụng, phải được căn chỉnh vuông góc với bề mặt được đo;
- Thiết bị đo được lắp đặt có độ cứng vững tĩnh và động và không có bất cứ khe hở nào;
- Các bộ phận của máy giữ thiết bị đo vận hành như một khối cứng vững;
- Thiết bị đo được đặt trên máy công cụ với sai lệch lớn nhất là 10 mm so với vị trí được công bố trong báo cáo kiểm;
- Thiết bị đo được sử dụng trong dải tần số cho phép do nhà sản xuất/cung cấp thiết bị công bố;
- Độ không đảm bảo của đánh giá bằng phần mềm được bao gồm trong độ không đảm bảo đo của thiết bị đo.
Nếu các giả định này không được đáp ứng, thì phải tính toán đến các thành phần bổ sung vào độ không đảm bảo đo.
F.2.2. Độ không đảm bảo đo thiết bị đo UTHIẾT BỊ
Nên sử dụng dụng cụ đo đã được hiệu chuẩn. Nếu chứng chỉ hiệu chuẩn công bố độ không đảm bảo tính bằng [mm] cho các phép đo kích thước dài và [mm/m] cho các phép đo kích thước góc thì áp dụng công thức (F.1)
UTHIẾT BỊ = UHIỆU CHUẨN (F. 1)
Trong đó:
UTHIẾT BỊ độ không đảm bảo do thiết bị đo tính bằng micrômét (mm) cho các phép đo kích thước dài và micrômét trên mét (mm/m) cho các phép đo kích thước góc;
UHIỆU CHUẨN độ không đảm bảo của hiệu chuẩn theo chứng chỉ hiệu chuẩn tính bằng micrômét (mm/m) cho các phép đo kích thước dài và micrômét trên mét (mm/m) cho các phép đo kích thước góc với hệ số bao phủ k = 2.
Nếu không có chứng chỉ hiệu chuẩn và nhà sản xuất công bố phạm vi sai số tính bằng micrômét (mm) và micrômét trên mét (mm/m) thì nên sử dụng công thức (F.2). Ảnh hưởng của độ phân giải của thiết bị đo thường không đáng kể và có thể được kiểm tra theo TCVN 7011-9:2013 (ISO/TR 230-9:2005), công thức (C.3).
UTHIẾT BỊ =0,6 RTHIẾT BỊ (F.2)
Trong đó
UTHIẾT BỊ độ không đảm bảo do thiết bị đo tính bằng micrômét (mm) cho các phép đo kích thước dài và micrômét trên mét (mm/m) cho các phép đo kích thước góc với hệ số bao phủ k = 2;
RTHIẾT BỊ phạm vi sai số do nhà sản xuất thiết bị đo cung cấp tính bằng micrômét (mm) cho các phép đo kích thước dài và micrômét trên mét (mm/m) cho các phép đo kích thước góc.
Nếu thiết bị đo được lắp ráp từ các bộ phận khác nhau, thì ít nhất là nên sử dụng các thành phần sau để ước lượng độ không đảm bảo đo của dụng cụ hoặc thiết bị.
- Độ tròn và sự gia công tinh bề mặt của vật mẫu;
- Độ thẳng hàng của vật mẫu trên trục chính được kiểm, nếu thích hợp;
- Độ không đảm bảo đo của cảm biến dịch chuyển dài;
- Độ phân giải của cảm biến dịch chuyển dài;
- Khoảng cách giữa các kích thước hướng kính hoặc mặt đầu để đánh giá độ không đảm bảo của các phép đo chuyển động nghiêng;
- Độ thẳng hàng của cảm biến dịch chuyển dài với bề mặt của vật mẫu;
- Đánh giá số liệu đo (các thông số so với các giá trị trung bình, xác định tâm v.v...).
Nếu đáp ứng tất cả các giả định khác được liệt kê trong F.2. Có thể sử dụng TCVN 7011-9:2013 (ISO/TR 230-9:2005), các công thức từ (1) đến (7) để ước lượng độ không đảm bảo đo của dụng cụ hoặc thiết bị và nên sử dụng hệ số bao phủ k = 2. Việc đánh giá này có thể khác nhau đối với các phạm vi tốc độ khác nhau của trục được kiểm.
F.2.3. Độ không đảm bảo do sai số do biến đổi môi trường (EVE hoặc dịch chuyển do nhiệt) UEVE
Trong phần lớn các phép đo, các thay đổi về nhiệt độ và rung quan trắc được có thể ảnh hưởng đến máy công cụ và dụng cụ đo. Các ảnh hưởng này và đặc biệt là bất cứ độ dịch chuyển nào phải được giữ ở mức thấp nhất.
Các ảnh hưởng được kiểm tra bằng một phép kiểm đơn giản - kiểm sự dịch chuyển:
Trước khi bắt đầu các phép đo theo tiêu chuẩn này, trục tâm quay được kiểm phải được dừng lại. Trong thời gian cần thiết cho phép đo trục tâm quay, phải ghi lại số liệu chỉ thị của dụng cụ đo. Phạm vi của số liệu chỉ thị, EVE là sai số do biến đổi môi trường được sử dụng để ước lượng độ không đảm bảo tương ứng theo công thức (F.3) dựa trên cơ sở của TCVN 7011-9:2013 (ISO/TR 230-9:2005), công thức (C.9).
UEVE=0,6EVE (F.3)
Trong đó
UEVE độ không đảm bảo đo do biến đổi môi trường tính bằng micrômét (mm) cho các phép đo kích thước dài và micrômét trên mét (mm/m) cho các phép đo kích thước góc với hệ số bao phủ k = 2;
EVE phạm vi từ phép kiểm sự dịch chuyển tính bằng micrômét (mm) cho các phép đo kích thước dài và micrômét trên mét (mm /m) cho các phép đo kích thước góc.
F.3. Ước lượng độ không đảm bảo đối với các biểu đồ chuyển động có sai số và các giá trị chuyển động có sai số
F.3.1. Tổng quan
Chuyển động có sai số không đồng bộ, chuyển động có sai số trong và chuyển động có sai số ngoài [xem Hình 4b) và c)] dựa trên cơ sở một phép đo các giá trị lớn nhất hoặc các giá trị nhỏ nhất, chuyển động có sai số đồng bộ [xem Hình 4a)] dựa trên các giá trị trung bình của nhiều biểu đồ chuyển động có sai số.
Đối với các giá trị chuyển động có sai số, sử dụng hai giá trị cực hạn của một biểu đồ chuyển động có sai số như được thể hiện trên Hình 6.
Cần thực hiện các giả định sau:
- Việc đánh giá các tâm chuyển động có sai số được thực hiện một cách chính xác;
- Tâm chuyển động có sai số chính xác được sử dụng để đánh giá các giá trị chuyển động có sai số;
- Các thành phần chính của độ không đảm bảo đo là các thiết bị đo và sai số do biến đổi môi trường;
- Sai số do biến đổi môi trường không tương thích với các biểu đồ khác nhau và các góc khác nhau;
- Sẵn có các biểu đồ cho chuyển động quay 360° của trục được kiểm.
Nếu các giả định này được đáp ứng thì có thể áp dụng TCVN 7011-9:2013 (ISO/TR 230-9:2005), các công thức (1), (3) và (A.7) để ước lượng độ không đảm bảo của các biểu đồ chuyển động có sai số và các giá trị chuyển động có sai số.
F.3.2. Ước lượng độ không đảm bảo đối với biểu đồ chuyển động có sai số tổng, biểu đồ cực của chuyển động có sai số không đồng bộ, biểu đồ cực của chuyển động có sai số trong, biểu đồ cực của chuyển động có sai số ngoài
Tất cả các biểu đồ, trừ biểu đồ chuyển động có sai số đồng bộ, đều dựa trên cơ sở tất cả các mức tối đa của nhiều biểu đồ đơn. Do đó, chỉ có các độ không đảm bảo của hai thành phần chính được giả thiết là không tương quan, được cộng lại theo công thức (1) của TCVN 7011-9:2013 (ISO/TR 230-9:2005)
 (F.4)
(F.4)
Trong đó
U(biểu đồ đơn) độ không đảm bảo của biểu đồ chuyển động có sai số tổng, biểu đồ cực của chuyển động có sai số không đồng bộ, biểu đồ cực của chuyển động có sai số trong, biểu đồ cực của chuyển động có sai số ngoài, hệ số bao phủ k = 2, tính bằng micrômét (mm) cho các phép do kích thước dài và micrômét trên mét (mm/m) cho các phép đo kích thước góc;
U THIẾT BỊ độ không đảm bảo do thiết bị đo, tính bằng micrômét (mm) cho các phép đo kích thước dài mà micrômét trên mét (mm/m) cho các phép đo kích thước góc;
UEVE độ không đảm bảo đo do biến đổi môi trường tính bằng micrômét (mm) cho các phép đo kích thước dài và micrômét trên mét (mm/m) cho các phép đo kích thước góc.
F.3.3. Ước lượng độ không đảm bảo cho các biểu đồ của chuyển động có sai số đồng bộ, U(biểu đồ đồng bộ)
Đối với các biểu đồ chuyển động có sai số đồng bộ, sử dụng nhiều biểu đồ để tính toán biểu đồ trung bình. Do đó, ảnh hưởng của sai số do biến đổi môi trường có thể được giảm đi theo TCVN 7011-9:2013 (ISO/TR 230-9:2005), các công thức (A.7) và (1), từ đó dẫn đến công thức (F.5)

Trong đó
U(biểu đồ đồng bộ) độ không đảm bảo của biểu đồ cực của chuyển động có sai số đồng bộ với hệ số bao phủ k = 2, tính bằng micrômét (mm) cho các phép đo kích thước dài mà micrômét trên mét (mm/m) cho các phép đo kích thước góc;
U THIẾT BỊ độ không đảm bảo do thiết bị đo tính bằng micrômét (mm) cho các phép đo kích thước dài mà micrômét trên mét (mm/m) cho các phép đo kích thước góc;
UEVE độ không đảm bảo đo do biến đổi môi trường, tính bằng micrômét (mm) cho các phép đo kích thước dài mà micrômét trên mét (mm/m) cho các phép đo kích thước góc;
n số lượng biểu đồ cực để tính toán biểu đồ cực của chuyển động có sai số đồng bộ.
CHÚ THÍCH: Nếu dùng số lượng lớn hơn của các biểu đồ để tính toán biểu đồ cực của chuyển động có sai số đồng bộ thì nên lấy sai số do biến đổi môi trường từ kiểm sự dịch chuyển kéo dài ít nhất là trong thời gian bằng thời gian tính toán các biểu đồ.
F.3.4. Độ không đảm bảo của giá trị chuyển động có sai số tổng, giá trị chuyển động có sai số không đồng bộ, giá trị chuyển động có sai số trong, giá trị sai số chuyển động ngoài, U(giá trị biểu đồ đơn)
Các giá trị chuyển động có sai số dựa trên hiệu số giữa các sai lệch hướng kính lớn nhất và nhỏ nhất của một biểu đồ cực. Vì giá trị lớn nhất và nhỏ nhất thường xuất hiện ở các góc khác nhau của trục quay cho nên các thành phần đóng góp vào độ không đảm bảo được xem là không có sự tương quan. Từ công thức (1) của TCVN 7011-9:2013 (ISO/TR 230-9:2005), dẫn đến công thức (F.6):
U (giá trị biểu đồ đơn) = 1,4 U (biểu đồ đơn) (F.6)
Trong đó:
U(giá trị biểu đồ đơn) độ không đảm bảo của giá trị biểu đồ của chuyển động có sai số tổng, giá trị biểu đồ chuyển động có sai số không đồng bộ, giá trị biểu đồ chuyển động có sai số trong, giá trị biểu đồ sai số chuyển động ngoài, hệ số bao phủ k = 2, tính bằng micrômét (mm) cho các phép đo kích thước dài mà micrômét trên mét (mm/m) cho các phép đo kích thước góc;
U (biểu đồ đơn) độ không đảm bảo của biểu đồ của chuyển động có sai số tổng, biểu đồ cực của chuyển động có sai số không đồng bộ, biểu đồ cực của chuyển động có sai số trong, biểu đồ cực của chuyển động có sai số ngoài.
F.3.5. Độ không đảm bảo của giá trị chuyển động có sai số đồng bộ, U(giá trị biểu đồ đồng bộ)
Các giá trị chuyển động có sai số đồng bộ dựa trên hiệu số giữa các sai lệch hướng kính lớn nhất và nhỏ nhất thường xuất hiện ở các góc khác nhau của trục tâm quay cho nên các thành phần đóng góp vào độ không đảm bảo được xem là không có sự tương quan. Với TCVN 7011-9:2013 (ISO/TR 230-9:2005), công thức (1), đặc điểm này dẫn đến công thức (F.7)
U (giá trị biểu đồ đồng bộ) = 1,4 U (biểu đồ đồng bộ) (F.7)
Trong đó
U (giá trị biểu đồ đồng bộ) độ không đảm bảo của giá trị chuyển động có sai số đồng bộ, hệ số bao phủ k = 2, tính bằng micrômét (mm) cho các phép đo kích thước dài mà micrômét trên mét (mm/m) cho các phép đo kích thước góc;
U(biểu đồ đồng bộ) độ không đảm bảo của biểu đồ chuyển động có sai số đồng bộ.
PHỤ LỤC G
(Tham khảo)
THAM CHIẾU CHÉO CÁC THUẬT NGỮ VÀ ĐỊNH NGHĨA
| Thuật ngữ tiếng Việt | Thuật ngữ tiếng Anh | Điều |
| Chuyển động có sai số đồng bộ | asynchronous error motion | 3.2.9 |
| Biểu đồ cực của chuyển động có sai số đồng bộ | asynchronous error motion polar plot | 3.3.3 |
| Giá trị chuyển động có sai số đồng bộ | asynchronous error motion value | 3.5.3 |
| Chuyển động có sai số chiều trục | axial error motion | 3.2.13 |
| Biểu đồ cực của chuyển động có sai số chiều trục | axial error motion polar plot | 3.3.5 |
| Dịch chuyển chiều trục | axial shift | 3.7.3 |
| Đường trục trung bình | axis average line | 3.1.10 |
| Trục tâm quay | axis of rotation | 3.1.5 |
| Trục của chuyển động quay có sai số | axis of rotation error motion | 3.2.1 |
| Sự dịch chuyển của trục tâm | axis shift | 3.1.11 |
| Ổ trục | bearing | 3.1.4 |
| Chuyển động có sai số của ổ trục | bearing error motion | 3.2.3 |
| Cảm biến dịch chuyển | displacement sensor | 3.1.12 |
| Đo chuyển động có sai số | error motion measurement | 3.2.15 |
| Chuyển động có sai số mặt đầu | face error motion | 3.2.14 |
| Dịch chuyển mặt đầu | face shift | 3.7.4 |
| Hướng cảm biến cố định | fixed sensitive direction | 3.1.16 |
| Giá trị chuyển động có sai số chiều trục cơ bản | fundamental axial error motion value | 3.5.4 |
| Chuyển động có sai số cơ bản | fundamental error molion | 3.2.7 |
| Biểu đồ cực của chuyển động có sai số cơ bản | fundamental error motion polar plot | 3.3.4 |
| Tính trễ | hysteresis | 3.1.22 |
| Biểu đồ cực của chuyển động có sai số trong | inner error motion polar plot | 3.3.7 |
| Giá trị chuyển động có sai số trong | inner error motion value | 3.5.6 |
| Tâm xác định theo phương pháp bình phương nhỏ nhất (LSC) | least-squares circle (LSC) centre | 3.4.3 |
| Tâm đường tròn nội tiếp lớn nhất (MIC) | maximum inscribed circle (MIC) centre | 3.4.5 |
| Tâm đường tròn ngoại tiếp nhỏ nhất (MCC) | minimum circumscribed circle (MCC) centre | 3.4.6 |
| Tâm chia tách nhỏ nhất theo chiều hướng kính (MRS) | minimum radial separation (MRS) centre | 3.4.4 |
| Chiều không cảm biến | non-sensitive direction | 3.1.15 |
| Biểu đồ cực của chuyển động có sai số ngoài | outer error motion polar plot | 3.3.8 |
| Giá trị chuyển động có sai số ngoài | outer error motion value | 3.5.7 |
| Trục chính hoàn hảo | perfect spindle | 3.1.8 |
| Chi tiết gia công hoàn hảo | perfect workpiece | 3.1.9 |
| Hành trình tự do | Play | 3.1.21 |
| Tâm biểu đồ cực (PC) | polar chart (PC) centre | 3.4.1 |
| Tâm prôfin cực | polar profile centre | 3.4.2 |
| Chiều dương | positive direction | 3.1.7 |
| Chuyển động có sai số hướng kính thuần túy | pure radial error motion | 3.2.11 |
| Chuyển động có sai số hướng kính | radial error motion | 3.2.10 |
| Dịch chuyển hướng kính | radial shift | 3.7.1 |
| Trục tọa độ chuẩn | reference coordinate axes | 3.1.6 |
| Chuyển động có sai số đồng bộ còn dư | residual synchronous error motion | 3.2.8 |
| Biểu đồ cực của chuyển động có sai số đồng bộ còn dư | residual synchronous error motion polar plot | 3.3.6 |
| Giá trị chuyển động có sai số đồng bộ còn dư | residual synchronous error motion value | 3.5.5 |
| Hướng cảm biến quay | rotating sensitive direction | 3.1.17 |
| Độ đảo | Runout | 3.1.18 |
| Hướng cảm biến | sensitive direction | 3.1.14 |
| Giá trị dịch chuyển của trục tâm do tốc độ | speed-induced axis shift value | 3.7.6 |
| Biểu đồ dịch chuyển của trục tâm do tốc độ | speed-induced axis shift plot | 3.7.5 |
| Trục chính | Spindle | 3.1.2 |
| Hốc trục chính | spindle housing | 3.1.3 |
| Cụm trục chính | spindle unit | 3.1.1 |
| Độ vuông góc | Squareness | 3.1.20 |
| Chuyển động có sai số tĩnh | static error motion | 3.2.5 |
| Độ đảo của điểm tĩnh tại | stationary point runout | 3.1.19 |
| Chuyển động có sai số của kết cấu | structural error motion | 3.2.2 |
| Biểu đồ chuyển động có sai số của kết cấu | structural error motion plot | 3.6.3 |
| Chuyển động có sai số của kết cấu với trục chính không quay | structural error motion with non-rotating spindle | 3.6.2 |
| Chuyển động có sai số của kết cấu với trục chính quay | structural error motion with rotating spindle | 3.6.1 |
| Vòng cấu trúc | structural loop | 3.1.13 |
| Giá trị chuyển động của kết cấu | structural motion value | 3.6.4 |
| Chuyển động có sai số đồng bộ | synchronous error motion | 3.2.6 |
| Biểu đồ cực của chuyển động có sai số đồng bộ | synchronous error motion polar plot | 3.3.2 |
| Giá trị chuyển động có sai số đồng bộ | synchronous error motion value | 3.5.2 |
| Chuyển động có sai số nghiêng | tilt error motion | 3.2.12 |
| Dịch chuyển nghiêng | tilt shift | 3.7.2 |
| Chuyển động có sai số tổng | total error motion | 3.2.4 |
| Biểu đồ cực của chuyển động có sai số tổng | total error motion polar plot | 3.3.1 |
| Giá trị chuyển động có sai số tổng | total error motion value | 3.5.1 |
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] TCVN 7011-5:2007 (ISO 230-5:2000), Qui tắc kiểm máy công cụ - Phần 5: Xác định tiếng ồn do máy phát ra.
[2] TCVN 7011-8:2013 (ISO/TR 230-8:2010), Qui tắc kiểm máy công cụ - Phần 8: Rung động.
[3] TCVN 7011-9:2013 (ISO/TR 230-9:2005), Qui tắc kiểm máy công cụ - Phần 9: Ước lượng độ không đảm bảo đo cho các phép kiểm máy công cụ theo bộ TCVN 7011 (ISO 230). Công thức cơ bản.
[4] ISO 1940-1:2003, mechanical vibration - Balance quality requirements for rotors in a constant (rigid) state - Part 1: Specification and verification of balance tolerances (Rung cơ học - Yêu cầu về chất lượng cân bằng đối với các rôto ở trạng thái không đổi (cứng) - Phần 1: Quy định kỹ thuật và kiểm tra các dung sai về cân bằng).
[5] ISO 6103:2005, Bonded abrasive Products - Permissible unbalances of grinding wheels as delivered - Static testing (Các sản phẩm bằng vật liệu mài liên kết - Độ mất cân bằng cho phép của các đá mài khi được cung cấp - Kiểm tĩnh).
[6] ISO 10791-6:1998, Test conditions for machining centres - Part 6: Accuracy of feeds, speeds and interpolations (Điều kiện kiểm cho các trung tâm gia công - Phần 6: Độ chính xác của các lượng chạy dao, tốc độ quay và các phép nội suy).
[7] ISO 13041-6:2005, Test conditions for numerically controlled turning machines and turning centres - Part 6: Accuracy of a finished test piece (Điều kiện kiểm cho các máy tiện điều khiển số và các trung tâm tiện - Phần 6: Độ chính xác của mẫu kiểm được gia công tinh).
[8] Unfication Document Me: Axes of Rotation, Annals of the CIRP, 2/1976
[9] TLUSTY, J.System and Methods of Testing Machine Tools, Microtechnic vol 13, p.162,1959.
[10] BRYAN, J., CLOUSER.R. and HOLLAND.E. Spindle Accuracy, American Machinist, Spec. Rpt No.612, Dec 4,1967
[11] PETERS, J. and VANHERCK, P. An Axis of Rotation Anaylyser, Proceeding of the 14th International MTDR Conferece, Manchester 1973.
[12] DONALDSON, R.A Simple Method for Separating Sprindle Error from Test Ball Roundness Error, CIRP Annal, vol. 21/1, p. 125,1972.
2) Người sử dụng máy nên quan sát một cách đơn giản tín hiệu ra của hệ thống chỉ báo sai số trong khi thay đổi tốc độ trục chính một cách từ từ trong suốt toàn bộ phạm vi tốc độ. Có thể quan sát các tốc độ tại đó các kết quả của chuyển động có sai số vượt quá mức do chuyển động có sai số của kết cấu. Nên tránh sử dụng các tốc độ này trong gia công.
3) Đối với các trục chính, số vòng quay tối thiểu là 20, đối với các bàn quay, số vòng quay tối thiểu là 4 vòng theo chiều kim đồng hồ và 4 vòng theo chiều ngược chiều kim đồng hồ; đối với các đầu quay và bàn xoay, số vòng quay tối thiểu là 2 vòng theo chiều kim đồng hồ và 2 vòng theo chiều ngược chiều kim đồng hồ.
4) Người sử dụng máy nên quan sát một cách đơn giản tín hiệu ra của hệ thống chỉ báo sai số trong khi thay đổi tốc độ trục chính một cách từ từ trong suốt toàn bộ phạm vi tốc độ. Có thể quan sát các tốc độ tại đó có các kết quả sau chuyển động có sai số vượt quá mức do chuyển động có sai số của kết cấu. Nên tránh sử dụng các tốc độ này trong gia công
5) Đối với các trục chính, số vòng quay tối thiểu là 20, đối với các bàn quay, số vòng quay tối thiểu là 4 vòng theo chiều kim đồng hồ và 4 vòng theo chiều ngược chiều kim đồng hồ: đối với các đầu quay và bàn xoay, số vòng quay tối thiểu là 2 vòng theo chiều kim đồng hồ và 2 vòng theo chiều ngược kim đồng hồ.
6) Người sử dụng máy nên quan sát một cách đơn giản tín hiệu ra của hệ thống chỉ báo sai số trong khi thay đổi tốc độ trục chính một cách từ từ trong suốt toàn bộ phạm vi tốc độ. Có thể quan sát các tốc độ tại đó các kết quả của sai số chuyển động vượt quá mức do chuyển động có sai số của kết cấu. Nên tránh sử dụng các tốc độ này trong gia công.
7) Đối với các trục chính lắp ổ bi và ổ trụ nên sử dụng số vòng quay cao hơn-tới vài trăm, để có thể đánh giá một cách chính xác các chuyển động có sai số.
8) Đối với các trục chính, số vòng quay tối thiểu là 20; đối với các bàn quay số vòng quay tối thiểu là 4 vòng theo chiều kim đồng hồ và 4 vòng theọ chiều ngược chiều kim đồng hồ; đối với các đầu quay và bàn xoay, số vòng quay tối thiểu là 2 vòng theo chiều kim đồng hồ và 2 vòng theo chiều ngược chiều kim đồng hồ.
9) Đối với một máy tiện, hệ thống tọa độ được chỉ dẫn trên Hình A.5 là phù hợp với ISO 841. Theo ISO 841 "chiều dương của mômen của một thành phần là chiều làm tăng kích thước dương của chi tiết gia công [xem Hình A.5b)]. Trên các bản vẽ sơ đồ của máy đã sử dụng một chữ cái không có dấu phẩy khi đề cập đến chuyển động của dụng cụ. Khi đề cập đến một chuyển động của chi tiết gia công đã sử dụng một chữ cái có dấu phảy và chiều dương của chuyển động này ngược với chiều chuyển động của chữ cái không có dấu phảy tương ứng. ISO 841 lại đưa ra các chuyển động quay đối với các trục X', Y' và Z' bằng A’, B' và C’ Tuy nhiên trong tài liệu này, để đơn giản hóa số đọc, các chuyển động này được biểu thị không có dấu phảy (‘).
10) Điều quan trọng cần lưu ý là đối với một máy tiện, chuyển động quay bình thường của trục chính theo chiều âm của .
11) Số vòng quay chính xác X đối với các đặc tuyến (biểu đồ) lặp lại gắn liền với các con lăn phụ thuộc vào bán kính trong Ri của ổ trục và bán kính Rb của vòng tròn quá tâm của các con lăn: X = 2Rb/Ri.
Bạn chưa Đăng nhập thành viên.
Đây là tiện ích dành cho tài khoản thành viên. Vui lòng Đăng nhập để xem chi tiết. Nếu chưa có tài khoản, vui lòng Đăng ký tại đây!
