- Tổng quan
- Nội dung
- Tiêu chuẩn liên quan
- Lược đồ
- Tải về
Tiêu chuẩn TCVN 10124:2013 Thiết kế, thử nghiệm, sử dụng chai chứa khí bằng thép, hàn, nạp lại được
| Số hiệu: | TCVN 10124:2013 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Cơ quan ban hành: | Bộ Khoa học và Công nghệ | Lĩnh vực: | Công nghiệp |
|
Ngày ban hành:
Ngày ban hành là ngày, tháng, năm văn bản được thông qua hoặc ký ban hành.
|
2013 |
Hiệu lực:
|
Đã biết
|
| Người ký: | Đang cập nhật |
Tình trạng hiệu lực:
Cho biết trạng thái hiệu lực của văn bản đang tra cứu: Chưa áp dụng, Còn hiệu lực, Hết hiệu lực, Hết hiệu lực 1 phần; Đã sửa đổi, Đính chính hay Không còn phù hợp,...
|
Đã biết
|
TÓM TẮT TIÊU CHUẨN VIỆT NAM TCVN 10124:2013
Nội dung tóm tắt đang được cập nhật, Quý khách vui lòng quay lại sau!
Tải tiêu chuẩn Việt Nam TCVN 10124:2013
 Tiêu chuẩn Việt Nam TCVN 10124:2013 PDF (Bản có dấu đỏ)
Tiêu chuẩn Việt Nam TCVN 10124:2013 PDF (Bản có dấu đỏ) Tiêu chuẩn Việt Nam TCVN 10124:2013 DOC (Bản Word)
Tiêu chuẩn Việt Nam TCVN 10124:2013 DOC (Bản Word)TIÊU CHUẨN QUỐC GIA
TCVN 10124:2013
ISO 11513:2011
CHAI CHỨA KHÍ - CHAI BẰNG THÉP, HÀN, NẠP LẠI ĐƯỢC CÓ VẬT LIỆU CHỨA KHÍ Ở ÁP SUẤT DƯỚI ÁP SUẤT KHÍ QUYỂN (TRỪ AXETYLEN) - THIẾT KẾ, KẾT CÂU, THỬ NGHIỆM, SỬ DỤNG VÀ KIẾM TRA ĐỊNH KỲ
Gas cylinders - Refillable welded steel cylinders containing materials for sub- atmospheric gas packaging (excluding acetylene) - Design, construction, testing, use and periodic inspection
Lời nói đầu
TCVN 10124:2013 hoàn toàn tương đương với ISO 11513:2011
TCVN 10124:2013 do Ban kỹ thuật Tiêu chuẩn Quốc gia TCVN/TC58 Chai chứa khí biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
CHAI CHỨA KHÍ - CHAI BẰNG THÉP, HÀN, NẠP LẠI ĐƯỢC CÓ VẬT LIỆU CHỨA KHÍ Ở ÁP SUẤT DƯỚI ÁP SUẤT KHÍ QUYỂN (TRỪ AXETYLEN) - THIẾT KẾ, KẾT CÂU, THỬ NGHIỆM, SỬ DỤNG VÀ KIẾM TRA ĐỊNH KỲ
Gas cylinders - Refillable welded steel cylinders containing materials for sub- atmospheric gas packaging (excluding acetylene) - Design, construction, testing, use and periodic inspection
CẢNH BÁO: Tiêu chuẩn này yêu cầu sử dụng các chất và các qui trình có thể gây hại cho sức khỏe nếu không có các biện pháp phòng ngừa thích hợp. Tiêu chuẩn này chỉ đề cập đến sự thích hợp về kỹ thuật và không miễn trách nhiệm cho người sử dụng khỏi nghĩa vụ pháp lý liên quan đến sức khỏe và an toàn ở bất cứ giai đoạn nào. Vấn đề đã được thừa nhận trong soạn thảo tiêu chuẩn này là việc thực hiện các điều khoản của tiêu chuẩn được giao cho người có kinh nghiệm và được cấp chứng chỉ thích hợp.
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các yêu cầu tối thiểu đối với vật liệu, thiết kế, chế tạo, chất lượng chế tạo, kiểm tra và thử nghiệm trong sản xuất các chai bằng thép hàn nạp lại được để bảo quản các khí hóa lỏng và khí nén ở áp suất dưới áp suất khí quyển. Tiêu chuẩn này chỉ áp dụng cho bản thân các chai, bất kể các vật liệu được chứa trong chai (ví dụ, các chất hấp phụ, môi chất, vật chất và/hoặc các khí) và các ứng dụng có liên quan khác. Các chai có áp suất thử không lớn hơn 42 bar và dung tích nước từ 0,5 L đến 12 L được tiếp xúc với nhiệt độ môi trường xung quanh nhằm mục đích làm cho việc bảo quản ở áp suất dưới áp suất khí quyển các khí hóa lỏng và khí nén được dễ dàng. Kiểm tra ở thời điểm nạp được quy định trong Phụ lục B.
Các khí hóa lỏng có áp suất cao và áp suất thấp như quy định trong Phụ lục C có thể được nạp một cách thích hợp vào các chai này. Áp suất nạp sẽ nhỏ hơn một bar theo áp kế ở 21 °C.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn có ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 198 (ISO 7438), Vật liệu kim loại - Thử uốn.
TCVN 7388-3:2013 (ISO 9809-3:2010), Chai chứa khí- Chai chứa khí bằng thép không hàn nạp lại được - Thiết kế, kết cấu và thử nghiệm - Phần 3: Chai bằng thép thường hoá.
TCVN 6872:2013 (ISO 11117:2013), Chai chứa khí - Mũ bảo vệ van và vỏ bảo vệ van - Thiết kế, kết cấu và thử nghiệm;
TCVN 7860 (ISO 4978), Sản phẩm thép cán phẳng để chế tạo chai chứa khí bằng phương pháp hàn.
ISO 2504, Radiography of welds and viewing conditions for films - Utilization of the recommended patterns of image quality indications (I.Q.I) [Chụp ảnh tia bức xạ các mối hàn và các điều kiện quan sát phim - Sử dụng các mẫu chỉ thị chất lượng hình ảnh (I.Q.I) được khuyến nghị].
ISO 6892-1, Metallic materials - Tensile testing - Part 1: Method of test at room temperature (Vật liệu kim loại - Thử kéo - Phần 1: Phương pháp thử ở nhiệt độ phòng).
ISO 13769, Gas cylinders -Stamp marking (Chai chứa khí - Ghi nhãn).
ISO 15614-1, Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 1: Arc and gas welding of steels and arc welding of nickel and nickel alloys (Điều kiện kỹ thuật và cấp chứng chỉ các qui trình hàn đối với vật liệu kim loại - Thử qui trình hàn - Phần 1: Hàn hồ quang và hàn khí cháy đối với thép và hàn hồ quang đối với niken và các hợp kim niken).
ISO 17637, Non-destructive testing of welds - Visual testing of fusion-welded joints (Thử không phá hủy mối hàn - Kiểm tra bằng mắt các mối nối hàn nóng chảy).
ISO 17639, Destructive tests on welds in metallic materials - Macroscopic and microscopic examination of welds (Thử phá hủy các mối hàn trong vật liệu kim loại - Kiểm tra thô đại và vi mô các mối hàn).
UN Recommendations on the transport of dangerous goods - Model regulations, sixteenth edition, Packaging Note P200 (Kiến nghị của Liên hiệp quốc về vận chuyển các hàng hóa nguy hiểm - Các quy định mẫu - Xuất bản lần thứ 6, Chú thích về bao gói P200).
3. Thuật ngữ, định nghĩa và ký hiệu
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa sau:
3.1. Thuật ngữ và định nghĩa
3.1.1. Giới hạn chảy (yield strength)
Giá trị tương đương với giới hạn chảy dưới, ReL hoặc 0.92 x giới hạn chảy trên, ReH, hoặc đối với các thép không biểu thị biến dạng dẻo quy định, là độ bền thử 0,2 %, Rp0,2
3.1.2. Khử ứng suất (stress relieving)
Sự xử lý nhiệt đối với vỏ chai chịu áp lực kéo bằng cách nung nóng tới một nhiệt độ đồng đều ở dưới điểm tới hạn dưới, AC1 của thép và làm nguội trong không khí tĩnh.
CHÚ THÍCH: Mục tiêu của sự khử ứng suất là giảm ứng suất dư mà không làm thay đổi tổ chức luyện kim của thép.
3.1.3. Lô sản phẩm (batch)
Số lượng các chai chứa khí được gia công hoàn thiện liên tục trong một thời gian xác định, có cùng một thiết kế, kích cỡ, điều kiện kỹ thuật của vật liệu và khuôn đúc cho mỗi chi tiết chịu áp lực trên cùng một thiết bị và được xử lý nhiệt trong các điều kiện như nhau.
CHÚ THÍCH: Có thể sử dụng các nhà cung cấp khác nhau cho các chi tiết chịu áp lực khác nhau trong một lô, ví dụ, một nhà cung cấp vỏ chai, một nhà cung cấp khác cho các nút.
3.1.4. Hệ số ứng suất thiết kế, F (design stress factor)
Tỷ số giữa ứng suất tương đương của thành chai ở áp suất thử, Ph và giới hạn chảy nhỏ nhất được bảo đảm, Reg.
3.1.5. Chứa khí ở áp suất dưới áp suất khí quyển (sub-atmospheric gas packaging)
Chứa nguồn khí để bảo quản và cung cấp khí ở áp suất dưới áp suất khí quyển bao gồm một đồ
chứa (ví dụ, chai chứa khí và van xả) để bảo quản và cung cấp khí ở áp suất nhỏ hơn 1 bar trong các điều kiện nhiệt độ và áp suất bình thường.
CHÚ THÍCH: Đồ chứa có thể hợp nhất với một môi chất để làm giảm áp suất của khí tới các mức dưới áp suất khí quyển.
3.2. Ký hiệu
a Chiều dày tính toán nhỏ nhất, tính bằng milimét, của vỏ chai hình trụ.
a’ Chiều dày nhỏ nhất được bảo đảm, tính bằng milimét, của vỏ chai hình trụ, bao gồm cả
lượng dư cho ăn mòn, xem 8.1).
a1 Chiều dày nhỏ nhất được bảo đảm, tính bằng milimét, của đáy lõm tại chỗ lượn chuyển tiếp, xem Hình 1a).
a2 Chiều dày nhỏ nhất được bảo đảm, tính bẳng milimét, tại tâm của đáy lõm, xem Hình 1a).
b Chiều dày tính toán nhỏ nhất, tính bằng milimét, của đầu nút chai.
A Độ giãn dài, tính bằng phần trăm sau khi đứt.
D Đường kính ngoài của chai, tính bằng milimét.
d Đường kính trong của chai, tính bằng milimét.
F Hệ số ứng suất thiết kế.
h Chiều cao bên ngoài, tính bằng milimét của chi tiết có đáy lồi. Xem Hình 1a).
L Chiều dài của chai, tính bằng milimét.
pb Áp suất nổ đo được, tính bằng bar, ở trên áp suất khí quyển trong thử nổ.
ph Áp suất thử ở trên áp suất khí quyển, tính bằng bar.
py Áp suất quan sát được khi chai bắt đầu biến dạng dẻo trong quá trình thử nổ bằng thủy lực, tính bằng bar, ở trên áp suất khí quyển.
r Bán kính đường cong chuyển tiếp bên trong, tính bằng milimét. Xem các Hình 1 và 2.
Reg Giới hạn chảy nhỏ nhất được bảo đảm tính bẳng megapascal (giới hạn chảy như đã định nghĩa trong 3.1.1) đối với chai được gia công hoàn thiện và được sử dụng cho tính toán thiết kế.
Rea Giá trị của giới hạn chảy thực tính bằng megapascal (giới hạn chảy như đã định nghĩa trong 3.1.1), được xác định bằng thử kéo. Xem 9.4.2.2.
Rma Giá trị của độ bền kéo thực tính bằng megapascal như đã xác định bằng thử kéo. Xem 9.42.2.
Rmg Độ bền kéo nhỏ nhất được bảo đảm tính bằng megapascal, đối với chai được gia công hoàn thiện và được sử dụng cho tính toán thiết kế.
4. Kiểm tra và thử nghiệm
Phải đánh giá sự phù hợp theo các quy định có liên quan của pháp luật.
Để đảm bảo cho các chai phù hợp với tiêu chuẩn này, chúng nên được kiểm tra và thử nghiệm bởi một cơ quan kiểm tra có thẩm quyền được công nhận.
Thiết bị được sử dụng cho đo lường, thử nghiệm và kiểm tra trong quá trình sản xuất phải được bảo dưỡng và hiệu chuẩn theo một hệ thống quản lý chất lượng đã được lập thành tài liệu.
5. Vật liệu và sự giảm ứng suất
5.1. Vật liệu cho vỏ chai và phôi dập đầu chai phải phù hợp với TCVN 7860 (ISO 4978) hoặc TCVN 7388 -3 (ISO 9809-3).
CHÚ THÍCH: "Vật liệu" đề cập đến các vật liệu ở trạng thái trước khi biến đổi trong quá trình chế tạo.
Để phù hợp công nghệ sản xuất thép hiện đại và các mác thép dùng cho mục đích chịu áp lực, tiêu chuẩn này áp dụng các giới hạn như nhau về hàm lượng của lưu huỳnh và phot pho như đã cho trong 5.9.1 của TCVN 6292: 2013 (ISO 4706:2008) với các chai bằng thép hàn, nạp lại được và trong Bảng 3 của TCVN 7388-3:2013 (ISO 9809-3:2010). cần lưu ý các giới hạn sau:
| - Cacbon: | ≤ 0,25 %; |
| - Silic : | £ 0,45%; |
| - Mangan: | £ 1,6%; |
| - Photpho: | £ 0,040%; |
| - Sunfua : | £ 0,040 %. |
5.2. Tất cả các chi tiết được hàn vào chai chứa khí phải được chế tạo bằng các vật liệu thích hợp có tính hàn.
5.3. Các vật liệu hàn do nhà sản xuất lựa chọn phải thích hợp với các vật liệu cơ bản và phải tạo ra được các mối hàn đáp ứng được các giá trị độ bền tối thiểu được sử dụng trong thiết kế chai chứa khí và được nhà sản xuất bảo đảm đối với chai được gia công hoàn thiện.
5.4. Nhà sản xuất chai chứa khí phải có các chứng chỉ phân tích mẻ nấu và cơ tính của thép được cung cấp để cấu tạo các chi tiết chịu áp lực của chai.
5.5. Nhà sản xuất phải duy trì một hệ thống nhận dạng các vật liệu được sử dụng trong chế tạo sao cho tất cả các vật liệu cho chế tạo các chi tiết chịu áp lực trong toàn bộ chai chứa khí đều có thể truy tìm được nguồn gốc của chúng.
5.6. Các mác thép được sử dụng cho chế tạo chai phải thích hợp cho dịch vụ cung cấp khí dự định sử dụng, ví dụ, các khí ăn mòn, các khí gây giòn. Xem TCVN 6874-1 (ISO 11114-1).
5.7. Vỏ chai và nút chai chịu áp lực kéo phải được cung cấp ở trạng thái khử ứng suất dư không cho phép khử ứng suất cục bộ của vỏ và nút chai chịu áp lực kéo.
Chất lượng của các mối hàn phải được kiểm tra không phá hủy (NDE) hoặc các biện pháp tương đương khác để chứng minh rằng chai chứa khí thích hợp cho phục vụ theo dự định. Xem 9.7.4.
Nhiệt độ thực của giảm ứng suất cho một loại thép đối với độ bền kéo đã cho không được sai lệch lớn hơn 30 °C so với nhiệt độ do nhà sản xuất quy định cho kiểu chai chứa khí.
5.8. Các tính chất vật liệu của các chai đã được gia công hoàn thiện phải thích hợp để đáp ứng các yêu cầu của Điều 8 và Điều 9.
Chỉ có thể sử dụng các chai chứa khí bằng thép chịu được sự giòn hydro cho các khí được ấn định thuộc điều khoản bao gói đặc biệt “d” như đã cho trong Bảng 2, P200 của các quy định mẫu UN (liên hiệp quốc). Xem Phụ lục C.
6. Thiết kế
6.1. Quy định chung
6.1.1. Tính toán chiều dày thành của các chi tiết chịu áp lực phải dựa vào giới hạn chảy nhỏ nhất được bảo đảm, Reg đối với vật liệu cơ bản trong chai chứa khí đã được gia công hoàn thiện.
Đối với một số loại khí, có thể áp dụng các chiều dày bổ sung tính đến ăn mòn.
6.1.2. Để phục vụ cho tính toán, giá trị của giới hạn chảy, Reg phải được giới hạn tới giá trị lớn nhất là 0,85 Rmg.
6.1.3. Áp suất bên trong dùng cho tính toán chiều dày nhỏ nhất của thành bên chai chứa khí phải là áp suất thử, Ph.
6.1.4. Phải lập bản vẽ có đầy đủ các kích thước, bao gồm cả điều kiện kỹ thuật của vật liệu.
6.2. Tính toán chiều dày thành hình trụ
Chiều dày nhỏ nhất được bảo đảm của vỏ chai hình trụ không được nhỏ hơn chiều dày tính toán theo công thức sau:
Trong đó F là giá trị nhỏ hơn trong các giá trị ![]() hoặc 0,77
hoặc 0,77
![]() không được vượt quá 0,85
không được vượt quá 0,85
Chiều dày nhỏ nhất được bảo đảm của vỏ chai cũng phải phù hợp với 6.4.
6.3. Thiết kế các loại đáy chai
CHÚ THÍCH: Ví dụ về các đáy chai điển hình được giới thiệu trên Hình 1. Hlnh 1a) là đáy lõm điển hình chịu nén và Hình 1b) là nút chai điển hình dùng để bít kín đỉnh chai.
6.3.1. Quy định chung
Chiều dày đáy chai có đáy lõm không được nhỏ hơn chiều dày thành nhỏ nhất được bảo đảm của vỏ chai hình trụ đã quy định trong 6.2.
6.3.2. Thiết kế đáy lõm chịu nén
Khi sử dụng đáy lõm [xem Hình 1a)], nên dùng các giá trị thiết kế sau:
a1 ³ 2a
a2 ³ 2a
h ³ 0,12D
r ³ 0,075D
Bản vẽ thiết kế tối thiểu phải chỉ ra các giá trị của a1, a2, h, r.
Trong mọi trường hợp nhà sản xuất chai phải chứng minh bằng thử nghiệm chu trình áp suất được cho trong 8.3.2 rằng thiết kế của đáy chai đáp ứng yêu cầu quy định.
CHÚ THÍCH 1: Ví dụ về một đáy lõm điển hình được giới thiệu trên Hình 1 a)
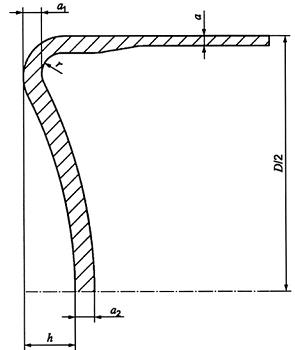
a) Hình minh họa đáy lõm chịu nén của chai
Hình 1 - Các đầu điển hình của chai chứa khí
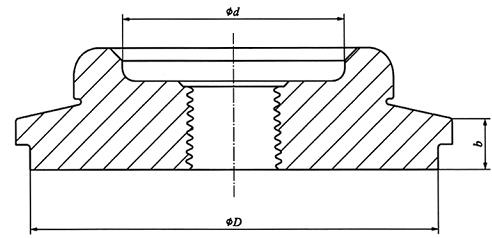
b) Nút của đầu chai kiểu vấu (gờ lồi) có ren trong
Hình 1 - Các đầu điển hình của chai chứa khí (Kết thúc)
6.4. Chiều dày nhỏ nhất của thành chai
6.4.1. Chiều dày thành nhỏ nhất của vỏ hình trụ, bao gồm cả đáy, a, không được nhỏ hơn giá trị thu được từ các công thức thích hợp sau:
Đối với D £ 100 mm, a = 1,1 mm;
Đối với 100 mm < D £ 150 mm, a = 1,1 + 0,008(D-100) mm;
Đối với D > 150 mm, a = ![]() + 0,7 mm, với trị số tuyệt đối nhỏ nhất 1,5 mm.
+ 0,7 mm, với trị số tuyệt đối nhỏ nhất 1,5 mm.
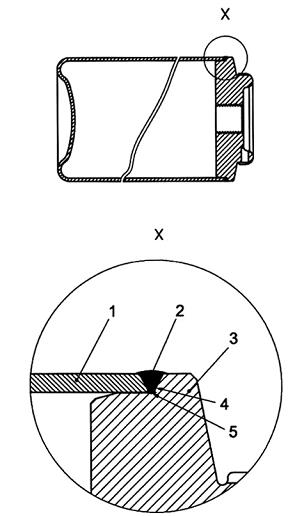
6.4.2. Chiều dày nhỏ nhất, b, của các nút đầu mút (vấu) dùng để bít kín đỉnh chai ít nhất phải bằng hai lần chiều dày thành bên của chai, a, nghĩa là b ³ 2a.
Sự thích hợp của kết cấu nút đầu mút phải được chứng minh bẳng thử nghiệm chu trình áp suất phù hợp với 8.3.2. CHÚ THÍCH: Ví dụ về một nút đầu mút để bít kín đỉnh chai được giới thiệu trên Hình 2.
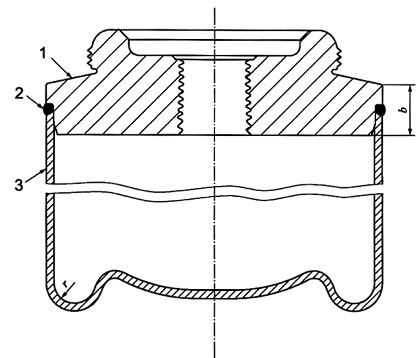
CHÚ DẪN:
1 Nút đầu mút chai.
2 Mối hàn giáp mép.
3 Vỏ chai.
r Bán kính đường cong chuyển tiếp bên trong.
Hình 2 - Ví dụ về đầu chai kiều vấu được hàn với vỏ chai
6.5. Bộ phận giảm áp
Các bộ phận giảm áp không được bao gồm trong thiết kế.
7. Cấu tạo và chất lượng chế tạo
7.1. Quy định chung
Các chai chứa bao gồm một vỏ không hàn vùng với một nút (vấu) được hàn vào đầu chai hở.
Chai chứa phải được chế tạo bằng công nghệ
a) Rèn hoặc rèn khuôn từ một thỏi hoặc phôi đúc đặc, hoặc
b) Dập từ một tấm vật liệu phẳng.
7.2. Cấp chứng chỉ hàn
Các qui trình hàn phải phù hợp với ISO 15614-1. Thợ hàn tay nên phù hợp với TCVN 6700-1 (ISO 9606-1) và thợ hàn máy nên phù hợp với ISO 14732 về tất cả các công việc hàn liên quan đến chi tiết vỏ chịu áp lực, bao gồm cả các chi tiết không chịu áp lực. Các mối hàn được chế tạo trong sản xuất phải đại diện cho các mối hàn được chế tạo từ các thử nghiệm phê duyệt qui trình hàn.
7.3. Mối nối hàn của các chi tiết chịu áp lực
Mối nối theo chu vi phải được hàn giáp mép như đã minh họa trên Hình 2.
7.4. Bảo vệ van
7.4.1. Các van phải được bảo vệ tránh hư hỏng có thể dẫn đến rò rỉ khí bằng thiết kế kết cấu chai (ví dụ như vành bảo vệ) hoặc bằng bộ phận bảo vệ van phù hợp với TCVN 6872 (ISO 11117).
7.4.2. Khi sử dụng vành bảo vệ, nó phải đáp ứng các yêu cầu của thử rơi được mô tả trong TCVN 6872 (ISO 11117).
7.5. Ren của vấu lồi
Ren trong của cổ chai phải tuân theo tiêu chuẩn đã được công nhận để cho phép sử dụng van tương ứng nhằm làm giảm tới mức tối thiểu các ứng suất trên cổ chai sau khi vặn chặt van. Ren trong của cổ chai phải được kiểm bằng các calip tương đương với các ren cổ chai đã được chấp thuận hoặc bằng một phương pháp khác có độ chính xác tương đương. Phải đặc biệt chú ý để bảo đảm rằng các ren cổ chai được gia công chính xác, có dạng ren đầy đủ (toàn phần) và không có profin sắc hoặc ba via.
Ren trong phải là ren côn và phù hợp với tiêu chuẩn đã được công nhận đối với ren côn, như TCVN 9316-1 (ISO 11363-1).
Khi được yêu cầu, ren ngoài phải phù hợp với tiêu chuẩn đã được công nhận.
CHÚ THÍCH: Ví dụ, khi ren cổ chai được quy định phù hợp với TCVN 9316-1:2013 (ISO 11363-1:2010), các calip tương ứng được quy định trong TCVN 9316-2 (ISO 11363-2).
7.6. Kiểm tra bằng mắt (quan sát)
7.6.1. Khuyết tật
Trước khi lắp ráp, các chi tiết chịu áp lực của chai chứa khí phải được kiểm tra để bảo đảm chất lượng đồng đều và không có các khuyết tật có thể có ảnh hưởng xấu đến tính toàn vẹn của chai.
7.6.2. Mối hàn
7.6.2.1. Phải thực hiện công việc hàn mối hàn theo chu vi (vỏ chịu áp lực) bằng quá trình hàn cơ khí hoàn toàn, nửa tự động hoặc tự động để bảo đảm chất lượng mối hàn thích hợp và có thể tái tạo lại được.
7.6.2.2. Sự hòa nhập của kim loại mối hàn với kim loại cơ bản (mối hàn chịu áp lực) đối với mối hàn theo chu vi và mối hàn nút đầu mút chai phải bằng phẳng, có sự gia công tinh để không có độ lõm, không có sự thiếu nóng chảy (không ngấu), không có sự cắt rãnh ở chân mối hàn hoặc độ mấp mô đột ngột.
7.6.2.3. Phải kiểm tra các mối hàn phù hợp với ISO 17637.
7.6.2.4. Không có được nhiều hơn một mối hàn theo chu vi, mối hàn này phải được hàn giáp mép hoặc hàn nối bằng vấu. Xem Hình 3.
7.6.2.5. Các mối hàn phải thấu hoàn toàn. Yêu cầu này phải được kiểm tra theo ISO 17639. Chiều dày dư thừa phải bảo đảm sao cho không có ảnh hưởng xấu đến tính toàn vẹn của mối hàn. Cho phép thử ăn mòn và thử ăn mòn thô đại theo ISO 17639.
7.6.2.6. Các mối hàn giáp mép chữ V phải có độ thấu được kiểm tra bằng thử uốn và thử kéo. Nếu không có đủ vật liệu cho các thử nghiệm này do hình dạng hình học của chai chứa khí, phải kiểm tra xác minh tính toàn vẹn của mối hàn bằng ăn mòn thô đại như đã quy định trong ISO 17639. Các chuẩn mực đạt/không đạt đối với thử nghiệm ăn mòn thô đại phải phù hợp với ISO 17639.
7.6.2.7. Kiểm tra bằng chụp ảnh tia bức xạ, kiểm tra bằng chiếu tia bức xạ hoặc kiểm tra không phá hủy (NDE) được thực hiện theo phương pháp thích hợp khác phải theo quy định trong 9.7.
7.6.2.8. Không được hàn các bộ phận phụ không chịu áp lực với chai chứa khí. (sửa lại)
7.6.3. Độ không tròn
Độ không tròn của phần hình trụ của vỏ chai phải được giới hạn sao cho hiệu số giữa đường kính ngoài lớn nhất và đường kính ngoài nhỏ nhất trong cùng một mặt cắt ngang không được lớn hơn 2 % giá trị trung bình của các đường kính này.
7.6.4. Độ thẳng
Trừ khi có quy định khác trên bản vẽ chế tạo, sai lệch lớn nhất của phần hình trụ của vỏ chai so với một đường thẳng không được vượt quá 0,3 % chiều dài của phần hình trụ.
7.6.5. Độ thẳng đứng
Khi chai được đặt thẳng đứng trên đế chai, vỏ hình trụ và lỗ đồng tâm (trục) trên đỉnh phải ở vị trí thẳng đứng với sai lệch trong khoảng 1 % chiều dài của phần hình trụ.
CHÚ DẪN:
1 Vỏ chai.
2 Mối hàn.
3 Nút của đầu mút chai.
4 Mặt chân mối hàn.
5 Chân mối hàn.
Hình 3 - Mối hàn thấu
8. Yêu cầu kỹ thuật cho thử phê duyệt kiểu (thử thiết kế mới)
8.1. Quy định chung
8.1.1. Điều kiện kỹ thuật của mỗi thiết kế mới của chai hoặc họ chai như đã quy định trong g), bao gồm bản vẽ thiết kế, tính toán thiết kế, các chi tiết về thép, quá trình chế tạo và các chi tiết về xử lý nhiệt phải được nhà sản xuất đệ trình cho người kiểm tra. Phải thực hiện các thử nghiệm phê duyệt kiểu được chi tiết hóa trong 8.2 cho mỗi thiết kế mới có sự giám sát của người kiểm tra.
Chai phải được xem làm một thiết kế mới so với thiết kế hiện có khi áp dụng ít nhất là một trong các điều kiện sau:
a) Chai được chế tạo trong một nhà máy khác;
b) Chai được chế tạo theo một quá trình hàn khác hoặc có sự thay đổi trong quá trình hiện có, ví dụ, thay đổi kiểu xử lý nhiệt;
c) Chai được chế tạo từ thép có hàm lượng các nguyên tố khác với quy định của TCVN 7388-3: 2013 (ISO 9809-3:2010), 6.2;
d) Chai được xử lý nhiệt vượt ra ngoài các phạm vi được quy định trong 5.7;
e) Có sự thay đổi trong prôfin đáy chai, ví dụ, lõm, lồi, bán cầu hoặc có sự thay đổi trong tỷ số chiều dày/đường kính chai;
f) Giới hạn chảy nhỏ nhất được bảo đảm, Reg hoặc độ bền kéo nhỏ nhất được bảo đảm, Rmg đã thay đổi;
g) Chiều dài toàn bộ của chai đã tăng lên vượt quá 50 % (các chai có tỷ số chiều dài/ đường kính nhỏ hơn 3 không được sử dụng làm chai chuẩn cho bất cứ thiết kế mới nào có tỷ số này lớn hơn 3);
h) Đường kính ngoài danh nghĩa đã thay đổi;
i) Chiều dày thành nhỏ nhất được bảo đảm, a', đã giảm đi;
j) Áp suất thử thủy lực đã thay đổi ( khi chai được sử dụng cho chế độ áp suất thấp hơn áp suất dùng để phê duyệt chai thì chai không được xem là một thiết kế mới);
8.1.2. Phải sẵn có ít nhất là 50 chai đã được gia công hoàn thiện, đại diện cho thiết kế mới dùng cho thử phê duyệt kiểu. Chiều dày thành nhỏ nhất của các chai cho thử nghiệm không được vượt quá 15 % chiều dày thành nhỏ nhất được bảo đảm đối với thiết kế phê duyệt kiểu đối với các yêu cầu của thử nghiệm khi phê duyệt kiểu, lựa chọn các chai từ lô chai có các thành mỏng nhất. Nếu tổng sản lượng nhỏ hơn 50 chai, phải chế tạo đủ số lượng chai để hoàn thành các thử nghiệm được yêu cầu ngoài số lượng chai đã sản xuất. Trong trưởng hợp này, chứng chỉ phê duyệt kiểu phải được giới hạn cho lô chai cụ thể.
8.1.3. Quá trình phê duyệt kiểu phải bao gồm các kiểm tra và thử nghiệm được quy định trong 8.2.
8.2. Kiểm tra và thử nghiệm
Trong quá trình phê duyệt kiểu, người kiểm tra phải lựa chọn những chai cần thiết cho thử nghiệm và
a) Kiểm tra bảo đảm rằng
1) Các yêu cầu của Điều 3 (về vật liệu) được đáp ứng,
2) Thiết kế phù hợp với các yêu cầu của điều 6 (về thiết kế),
3) Các yêu cầu của điều 7 (về cấu tạo và chất lượng chế tạo) được đáp ứng đối với tất cả các chai được lựa chọn,
4) Các bề mặt bên trong và bên ngoài của các chai không có bất cứ khuyết tật nào có thể gây ra mất an toàn cho các chai trong sử dụng (ví dụ về các khuyết tật của vỏ và đế chai được vuốt được cho trong TCVN 7388-3 : 2013 (ISO 9809-3:2010), Bảng A-1;
b) Chứng kiến các thử nghiệm sau trên các chai được lựa chọn sau khi các mối hàn của chaiddax được kiểm tra bằng mắt; các chai được lựa chọn cho thử nổ và thử chu trình áp suất không yêu cầu phải chứa vật chất:
1) Thử nghiệm được quy định trong 8.1.3 (thử chu trình áp suất) trên ba chai, các chai cần mang nhãn đại diện;
2) Thử nghiệm được quy định trong 8.3.2 (thử chu trình áp suất) trên ba chai, các chai cần mang nhãn đại diện;
3) Các thử nghiệm được quy định trong 9.4 (thử kéo), 9.5 (thử uốn) và 9.6 (kiểm tra thô đại mặt cắt ngang của mối hàn) trên một chai, các mẫu thử xác định được lô chai;
4) Các thử nghiệm được quy định trong Điều 10 (thử áp suất khí nén);
5) Kiểm tra bằng chụp ảnh tia bức xạ, kiểm tra bằng chiếu tia bức xạ hoặc kiểm tra không phá hủy (NDE) được thực hiện bằng phương pháp thích hợp khác như đã quy định trong 9.7 trên các chai được lựa chọn ngẫu nhiên từ lô chai;
6) Mối nối van có ren côn tuân theo các yêu cầu về hình học đối với tất cả các chai được người kiểm tra lựa chọn.
8.3. Mô tả các thử nghiệm kiểm tra
8.3.1. Thử nổ bằng thủy lực
8.3.1.1. Các chai phải qua thử nghiệm này phải mang nhãn phù hợp với nhãn đầy đủ theo yêu cầu đối với chai được gia công hoàn thiện. Phải thực hiện thử nổ bằng thủy lực với thiết bị có khả năng tăng áp suất ở tốc độ có kiểm soát tới khi chai bị nổ và cho phép ghi được sự thay đổi của áp suất theo thời gian.
8.3.1.2. Áp suất nổ, Pb của chai không được nhỏ hơn 94,5 bar.
8.3.1.3. Chai phải duy trì được dưới dạng một chi tiết và không bị vỡ ra thành mảnh.
8.3.1.4. Vết đứt gãy chính không được biểu lộ kiểu gãy do giòn, nghĩa là các cạnh (mép) của vết gãy vỡ không được hướng xuyên qua tâm mà phải nghiêng đi so với mặt phẳng chứa đường kính một góc và phải có diện tích co lại trên suốt chiều dày của chúng. Vết gãy phải được kiểm tra và không có các khuyết tật, ví dụ như sự tách lớp và/hoặc bất cứ vết gãy vỡ nào của chai cũng không được xảy ra ở các nhãn hoặc mối hàn, bao gồm cả vùng chịu ảnh hưởng nhiệt.
8.3.1.5. Tỷ số giữa độ giãn nở thể tích của chai và thể tích ban đầu của chai tối thiểu phải là 20 %. Ngoài ra có thể bổ sung thêm yêu cầu riêng về áp suất chảy nhỏ nhất (Py > Ph/F).
8.3.2. Thử chu trình áp suất
8.3.2.1. Phải thực hiện phép thử chu trình áp suất trên ba chai mang nhãn được tạo ra trong quá trình sản xuất. Người kiểm tra phải chọn các chai từ lô chai có thành mỏng nhất để thử chu trình áp suất.
8.3.2.2. Các thử nghiệm phải được thực hiện với một chất lỏng không ăn mòn. Các chai phải được đưa vào thử đảo chiều liên tiếp ở áp suất cao (trên) của chu trình bằng áp suất thử thủy lực, ph. Giá trị của áp suất thấp (dưới) của chu trình không được vượt quá 10 % áp suất cao (trên) của chu trình. Tần số đảo chiều áp suất không được vượt quá 0,25 Hg (15 chu trình/min). Nhiệt độ đo được trên bề mặt ngoài của chai không được vượt quá 50 °C trong quá trình thử.
8.3.2.3. Chai chứa khí phải chịu được 1200 chu trình mà không bị rò rỉ hoặc hư hỏng.
8.3.2.4. Khi hoàn thành thử chu trình áp suất, phải thử nổ hai chai phù hợp với 8.3.1. Các kết quả của hai chai khi chịu được thử nổ phải phù hợp với 8.3.1.2, 8.3.1.3, 8.3.1.4 và 8.3.1.5.
Chai còn lại phải được cắt ra để kiểm tra vết nứt mỏi và xác minh chiều dày nhỏ nhất của thành.
9. Thử lô sản phẩm
9.1. Quy định chung
Để thực hiện thử lô sản phẩm, phải lấy mẫu ngẫu nhiên các chai như đã cho trong Bảng 1 từ mỗi lô như đã quy định trong Bảng 1 từ mỗi lô như đã định nghĩa trong 3.1.3. Mỗi lô phải bao gồm tối đa là 200 chai, trừ các mẫu thử. Tất cả các thử nghiệm lô phải được thực hiện trên các chai đã được gia công hoàn thiện.
Bảng 1 - Lấy mẫu lô
| Cỡ lô | Số lượng chai được lấy làm mẫu thử | Số lượng chai được thử |
| |
| Thử kéo và thử uốn (như trong 9.4 và 9.5) | Kiểm tra thô đại (như trong 9.6) | Thử nổ (như trong 8.3.1) | ||
| Đến 200 (trừ các mẫu thử) | 3 | 1 | 1 (cùng một chai như đã sử dụng trong thử kéo và thử uốn) | 2 |
9.2. Thông tin
Nhằm mục đích thử lô, nhà sản xuất phải cung cấp:
- Chứng chỉ phê duyệt kiểu;
- Các chứng chỉ về vật liệu kết cấu như đã yêu cầu trong 5.4, bản công bố phân tích vật đúc bằng thép được cung cấp cho kết cấu của các chai chứa khí;
- Bản danh mục các chai chứa khí, công bố số loạt và các nhãn mác theo yêu cầu;
- Bản công bố phương pháp kiểm ren được sử dụng và các kết quả kiểm.
9.3. Kiểm tra và thanh tra
Người kiểm tra phải thực hiện các kiểm tra và thanh tra sau cho mỗi lô chai chứa khí.
- Xác nhận rằng đã nhận được chứng chỉ phê duyệt kiểu và các chai phù hợp với chứng chỉ;
- Kiểm tra xem các yêu cầu quy định trong các điều 5, 6, 7 và 12 có được đáp ứng hay không, và đặc biệt là kiểm tra bằng xem xét bên ngoài và bên trong các chai xem kết cấu và các phép kiểm do nhà sản xuất thực hiện phù hợp với Điều 6 có đáp ứng được yêu cầu hay không. Kiểm tra bằng mắt phải bao gồm ít nhất là 10 % các chai được đệ trình. Tuy nhiên, nếu tìm thấy một khuyết tật không chấp nhận được (như đã mô tả trong TCVN 7388-3:2013 (ISO 9809-3:2010), Bảng A-1 thì phải kiểm tra bằng mắt 100 % các chai.
- Thực hiện hoặc chứng kiến các thử nghiệm được quy định trong 9.4 (thử kéo), 9.5 (thử uốn), 9.6 (kiểm tra thô đại các mặt cắt ngang của mối hàn) và 8.3.1 (thử nổ bằng thủy lực) trên số lượng chai được quy định trong 9.1.
- Thực hiện hoặc chứng kiến các thử nghiệm được quy định trong Điều 10 (thử áp suất khí nén).
- Kiểm tra xem thông tin do nhà sản xuất cung cấp được quy định trong 9.2 có đúng hay không; phải thực hiện các kiểm tra một cách ngẫu nhiên.
- Đánh giá các kết quả kiểm tra không phá hủy (NDE) như đã quy định trong 9.7.
9.4. Thử kéo
9.4.1. Quy định chung
Thử kéo trên vật liệu cơ bản phải được thực hiện trên một mẫu thử được lấy từ chai được gia công hoàn thiện phù hợp với ISO 6892-1.
Không được gia công cơ hai mặt của mẫu thử được tạo thành bởi các bề mặt bên trong và bên ngoài của chai. Thử kéo trên các mối hàn phải được thực hiện phù hợp với 9.4.3.
Các chai được lựa chọn cho thử kéo phải là các chai rỗng.
9.4.2. Các mẫu thử kéo được yêu cầu từ vật liệu cơ bản
9.4.2.1. Phải cắt một mẫu thử kéo theo chiều dọc từ phần hình trụ của chai chứa khí.
9.4.2.2. Các giá trị thu được của giới hạn chảy thực, Rea, độ bền kéo thực, Rma độ giãn dài sau khi đứt A không được nhỏ hơn các giá trị do nhà sản xuất chai bảo đảm đối với chai chứa khí được gia công hoàn thiện.
9.4.3. Các mẫu thử kéo được yêu cầu từ các mối hàn
9.4.3.1. Phải lấy một mẫu thử kéo và chuẩn bị như sau:
- Người kiểm tra phải lựa chọn một vỏ chai.
- Phải thực hiện thử kéo vuông góc với mối hàn [xem TCVN 8310( ISO 4136)] trên một mẫu thử có chiều rộng 25 mm và một đoạn với mặt cắt ngang giảm đi trên chiều dài 15 mm vẽ cả hai bên của mối hàn (xem Hình 4). Ra xa phần trung tâm của đoạn này, chiều rộng của mẫu thử tăng lên dần.
- Đối với đầu mút kiểu nút (vấu), hàn một nút (vấu) kéo dài (để cho phép cắt ra một mẫu thử kéo tiêu chuẩn từ chai được hàn) vào nút hở của vỏ chai được lựa chọn khi sử dụng cùng các qui trình và thiết bị hàn để hàn nút. Nút kéo dài phải được chế tạo từ cùng một vật liệu và phải có cùng một cấu hình mối nối hàn như đối với hàn nút (xem Hình 5).
9.4.3.2. Tất cả các thử nghiệm kéo phải được tiến hành theo chiều ngang qua mối hàn. Mặt và chân mối hàn trong mẫu thử phải được gia công cơ ngang bằng với bề mặt tấm mẫu thử.
Mặt phía trước và mặt lưng của kim loại cơ bản không được gia công cơ nhưng phải biểu thị bề mặt của chai như khi được chế tạo. Các đầu mút chỉ có thể thử được làm phẳng bằng dập nguội để kẹp trong máy thử. Giá trị độ bền kéo thu được ít nhất phải bằng giá trị nhỏ nhất được quy định trong 9.4.2.2 đối với kim loại cơ bản, bất kể vị trí của vết gãy vỡ.
9.5. Thử uốn
9.5.1. Phải thực hiện thử uốn phù hợp với TCVN 198( ISO 7438). Mẫu thử uốn phải có chiều rộng 25 mm. Trục uốn (dưỡng uốn) phải được đặt ở giữa mối hàn trong quá trình thử và được giữ ở vị trí này tới khi kết thúc thử nghiệm.
9.5.2. Các vết nứt không được xuất hiện trên mẫu thử khi mẫu thử được uốn quanh trục uốn đến góc 180 °.
9.6. Kiểm tra thô đại mặt cắt ngang của mối hàn
Kiểm tra thô đại, được thực hiện phù hợp với ISO 17639 trên toàn bộ mặt cắt ngang của các mối hàn, phải chỉ ra sự ngấu và thấu hoàn toàn như đã quy định trong 9.7.3. Trong trường hợp có nghi ngờ, phải kiểm tra thô đại vùng có nghi ngờ.
Kích thước tính bằng milimét
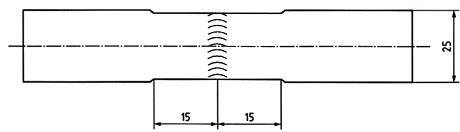
Hình 4 - Mẫu thử cho thử kéo vuông góc với mối hàn
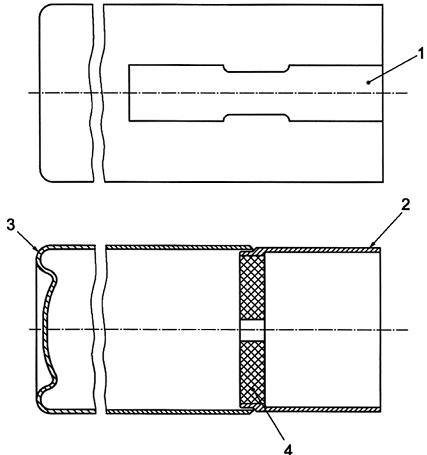
CHÚ DẪN:
1 Mẫu thử kéo mối hàn.
2 Nút (vấu) kéo dài.
3 Vỏ chai.
4 Diện tích của nút kéo dài được lấy đi sau khi hàn.
Hình 5 - Một số ví dụ về nút kéo dài được lắp vào vỏ chai sát cạnh hình vẽ để chỉ ra cách cắt mẫu thử từ cụm lắp vỏ chai/nút kéo dài
9.7. Kiểm tra bằng chụp ảnh tia bức xạ mối hàn
9.7.1. Có thể thay thế kiểm tra bằng chụp ảnh tia bức xạ bằng chiếu tia bức xạ hoặc phương pháp thử không phá hủy (NDE) thích hợp khác nếu phương pháp đưa ra áp dụng được thực hiện phù hợp với quá trình kiểm tra có cùng một mức chất lượng như kiểm tra bằng chụp ảnh tia bức xạ. Kiểm tra bằng chụp ảnh tia bức xạ phải tuân theo các kỹ thuật quy định trong 9.7.2 và 9.7.3.
9.7.2. Việc đánh giá các ảnh chụp tia bức xạ mối hàn phải dựa trên các phim ban đầu (phim gốc) phù hợp với qui trình kỹ thuật được giới thiệu trong Điều 7 của ISO 2504:1973.
9.7.3. Các chai chứa khí không được có bất cứ các khuyết tật nào sau đây như đã quy định trong TCVN 7472( ISO 5817):
- Các vết nứt, mối hàn không tỷ lệ, mối hàn không đủ ngấu và đủ thấu;
- Có lẫn tạp chất kéo dài hoặc nhóm tạp chất tạo thành vòng tròn theo một hàng có chiều dài tương ứng trên chiều dài mối hàn 12a lớn hơn 6 mm;
- Có bất cứ lỗ rỗ khí nào đo được lớn hơn (a/3) mm;
- Có bất cứ lỗ rỗ khí nào đo được lớn hơn (a/4) mm, là 25 mm hoặc nhỏ hơn so với bất cứ lỗ rỗ khí nào khác;
- Tổng chiều dài của các lỗ rỗ khí trên một đường phải < 2a.
9.7.4. Phải chụp ảnh tia bức xạ một chai tại lúc bắt đầu và một chai tại lúc kết thúc thời gian của mỗi ca sản xuất từ mỗi máy hàn. Phải chụp ảnh tia bức xạ 100 % chiều dài của mối hàn. Phải lựa chọn và chụp ảnh tia bức xạ mẫu thử khác nếu có bất cứ sự điều chỉnh nào đối với máy hàn hoặc các thông số hàn.
9.7.5. Việc cấp chứng chỉ ban đầu cho quá trình hàn sẽ bao gồm việc xác định khả năng của quá trình khi cần số lượng mẫu thử lớn hơn của lô để bảo đảm mức độ tin cậy cao trong quá trình hàn. Cơ quan kiểm tra phải chứng nhận khả năng thích hợp của quá trình trước khi giảm tần suất lấy mẫu.
10. Thử trên từng chai
Phải thực hiện thử áp lực/kín trên từng chai khi được đưa vào chuyên chở. Tất cả các chai trong mỗi lô phải được thử áp lực và thử kín, với van chai được lắp đặt và sử dụng như trong vận hành thực tế, bằng khí heli để bảo đảm tính toàn vẹn của kết cấu và kiểm tra xác minh không có rò rỉ từ chai, mối hàn, nút hoặc van. Trong quá trình thử, áp suất trong chai phải được tăng lên ở tốc độ có kiểm soát tới khi đạt tới áp suất thử quy định, Phải xác minh tốc độ rò rỉ của chai ở áp suất thử khi sử dụng bộ phát hiện rò rỉ heli.
Nguồn áp suất phải được cách ly và thông gió, áp suất thử được chỉnh đặt không được giảm xuống quá 1 % trong thời gian tối thiểu là 10 min.
Các bộ phận kiểm soát an toàn phải ở đúng vị trí của chúng đối với thử nghiệm này để bảo đảm cho thử nghiệm được tiến hành một cách an toàn.
Chai cùng với các van kèm theo có tốc độ rò rỉ vượt quá 1 x 10-3 mbar-l/s và/hoặc có bằng chứng biến dạng nhìn thấy được phải được loại bỏ.
Phải có sự đề phòng thích hợp để bảo đảm an toàn khi bắt đầu và thực hiện các thử nghiệm này trong trường hợp có sự hiện diện của khuyết tật trong mối hàn có thể gây ra thương tích nghiêm trọng do hư hỏng của chai chứa khí. Điều quan trọng là thợ hàn máy sử dụng thiết bị bảo vệ cá nhân thích hợp và có sự hiện diện của nhân viên khác để hỗ trợ trong trường hợp có sự hư hỏng không thấy trước được của chai trong các thử nghiệm này.
Phải có sự đề phòng thích hợp để bảo đảm an toàn khi tăng áp cho các chai với heli. Phải có các biện pháp để bảo đảm sự vận hành an toàn và chứa đựng bất cứ năng lượng nào nhiều hơn một cách đáng kể so với năng lượng trong thử thủy lực có thể được thải ra.
CHÚ THÍCH: Thử áp lực/rò rỉ là phép thử điển hình cuối cùng cho cấp chứng chỉ.
11. Không đáp ứng các yêu cầu kiểm tra và thử nghiệm
Trong trường hợp không đáp ứng các yêu cầu của kiểm tra và thử nghiệm phải tiến hành thử lại hoặc giảm ứng suất thêm nữa như sau.
a) Nếu có dấu hiệu lỗi sai sót khi thực hiện thử nghiệm hoặc trong trường hợp có sai số đo, phải tiến hành thêm một lần thử nữa. Nếu có kết quả của lần thử này đáp ứng yêu cầu quy định thì lần thử đầu tiên phải được bỏ qua.
b) Nếu phép thử đã được thực hiện tốt, không có lỗi sai sót thì phải xác định nguyên nhân của thử nghiệm không đạt yêu cầu.
c) Nếu không đáp ứng yêu cầu được xem là do giảm ứng suất, nhà sản xuất có thể giảm ứng suất thêm nữa cho tất cả các chai của lô, các điều kiện để giảm ứng suất phải tương tự như đối với lần giảm ứng suất đầu tiên.
d) Nếu không đáp ứng yêu cầu không phải do giảm ứng suất, tất cả các chai được xác định là có khuyết tật phải được loại bỏ hoặc được sửa chữa. Các sai được sửa chữa sau đó được xem là một lô mới.
Các chai từ lô được sửa chữa và các chai còn lại từ lô ban đầu phải trở thành hai lô tách biệt.
Trong cả hai trường hợp, lô chai mới phả được kiểm tra và thử nghiệm. Chỉ có các thử nghiệm có liên quan cần thiết để chứng minh khả năng chấp nhận được của lô mới được thực hiện lại và các thử nghiệm này phải chứng minh là đáp ứng yêu cầu. Nếu một hoặc nhiều thử nghiệm chứng minh là không đáp ứng yêu cầu, dù chỉ là một phần thì tất cả các chai của lô phải được loại bỏ.
12. Ghi nhãn
Mỗi chai chứa khí phải được ghi nhãn bền vững và dễ đọc trên một biển nhãn hoặc trên một nhãn thích hợp, bền vững khác được gắn vào chi tiết không chịu áp lực, phù hợp với ISO 13769. Cũng cho phép dùng nhãn dập bền vững phù hợp với các yêu cầu của điều này.
13. Chứng chỉ
Mỗi lô chai chứa khí phải được cấp chứng chỉ để xác nhận rằng các chai đáp ứng các yêu cầu của tiêu chuẩn này về tất cả các khía cạnh.
Chứng chỉ phải bao gồm:
a) Viện dẫn tiêu chuẩn thiết kế;
b) Số hiệu của chứng chỉ phê duyệt kiểu;
c) Số lô và số chế tạo của các chai bao gồm trong chứng chỉ;
d) Xác nhận rằng các chai đã được thử áp lực thử và thử kín phù hợp với tiêu chuẩn này.
PHỤ LỤC A
(Quy định)
KIỂM TRA TẠI THỜI ĐIỂM NẠP
A.1. Kiểm tra tại thời điểm nạp
A.1.1. Xác định sự thích hợp của chai để nạp
Tiêu chuẩn này yêu cầu tất cả các chai chứa khí chuyên dụng cho một loại khí trong toàn bộ tuổi thọ của chai. Trước khi nạp lại chai, phải kiểm tra để xác minh rằng khí được nạp tương tự như khí đã được nạp trước đây.
A.1.2. Kiểm tra bằng mắt trước khi nạp
Phải kiểm tra bề mặt bên ngoài của mỗi chai đối với
a) Các vết lõm, vết cắt, vết đục, chỗ phình, vết nứt, sự tách lớp hoặc đáy chai bị mòn quá mức;
b) Hư hỏng do nhiệt, các vết cháy do đèn hàn hoặc hồ quang điện;
c) Sự ăn mòn;
d) Các khuyết tật khác như nhãn mác khó đọc, không đúng hoặc không được phép, nhãn có bổ sung hoặc cải tiến không được phép;
e) Tính toàn vẹn của tất cả các bộ phận phụ cố định, và
f) Tính ổn định theo phương thẳng đứng, nếu có liên quan.
Ren của chai với van phải được kiểm tra để bảo đảm rằng các ren của van và của chai có cùng một điều kiện kỹ thuật và ở trong tình trạng tốt.
Khi kiểm tra về ăn mòn, phải đặc biệt chú ý tới các vùng có thể bị đọng nước. Các chai không còn thích hợp nữa cho phục vụ trong tương lai phải được đưa vào diện không phục vụ được.
A.1.3. Kiểm tra về áp suất nạp đúng
Áp suất của mỗi chai được nạp phải được kiểm tra để bảo đảm nhỏ hơn 1 atmotphe tiêu chuẩn ở 21 °C. Các chai được nạp tới áp suất lớn hơn 1 atmotphe tiêu chuẩn ở 21 °C (nạp quá mức) không thể đưa vào chuyên chở được. Các chai được nạp quá mức có thể được xử lý lại (ví dụ, thông hơi có kiểm soát vào một tháp lọc khí) để giảm áp suất nạp tới giá trị nhỏ hơn 1 atmotphe tiêu chuẩn ở 21 °C. Các chai đã được xử lý lại thành công có thể được đưa vào chuyên chở.
CHÚ THÍCH: Atmotphe tiêu chuẩn ở 21 °C = 14,7 PSIA =760 mmHg = 101 KPa.
A.1.4. Kiểm tra khối lượng bì
Khối lượng bì của một chai mới bằng tổng các khối lượng của chai, của van và bất cứ bộ phận bảo vệ van cố định nào và khối lượng của tất cả các chi tiết khác được gắn cố định vào chai (ví dụ, bulông giữ chai hoặc đồ kẹp và sơn) khi được đưa vào nạp. Thang đo được sử dụng cho nạp phải có tỷ số độ chính xác - dung sai 0,1 và sự hiệu chuẩn có hiệu lực. Thang đo được sử dụng cho nạp có tỷ số độ chính xác - dung sai £ 0,1 chỉ ra mức dung sai đặc tính của sản phẩm chịu ảnh hưởng của sai số đo như thế nào.
Trước khi nạp, phải đo áp suất của mỗi chai chứa khí được sử dụng để xác định khối lượng còn lại của khí nạp. Lượng khí còn lại trong các chai đã qua sử dụng có liên quan đến áp suất do sự đẳng nhiệt. Khối lượng bì của chai chứa khí bằng khối lượng của chai đã qua sử dụng trừ đi khối lượng của khí chứa còn lại.
A.1.5. Kiểm tra khối lượng nạp thích hợp (đúng)
Khối lượng của mỗi chai đã nạp phải được xác định bằng thang đo cho nạp. Thang đo được sử dụng cho nạp phải có tỷ số độ chính xác - dung sai bằng 0,1 và sự hiệu chuẩn có hiệu lực. Hoạt động chính xác của thang đo được kiểm tra tại mỗi ca sản xuất khi sử dụng một quả cân hiệu chuẩn thích hợp. Sau khi xác định được khối lượng của chai chứa khí đã được nạp, lượng khí được nạp được xác định bằng cách trừ đi khối lượng bì của chai khỏi khối lượng của chai đã được nạp. Khối lượng của khí phải đáp ứng các đặc tính kỹ thuật thu được từ các đường đẳng nhiệt hấp thụ để bảo đảm sự bảo quản dưới áp suất khí quyển của khí trong chai đã được nạp.
A.1.6. Hồ sa nạp chai
Người nạp phải lập và lưu giữ hồ sơ cơ sở dữ liệu ít nhất là cho mỗi chai chứa khí được nạp đối với thời hạn sử dụng chai, hồ sơ này ghi lại số loạt được đóng dấu trên chai và các thông tin tối thiểu sau:
- Ngày nạp;
- Ngày thử lại chai theo yêu cầu;
- Vị trí nạp;
- Số lô được nạp;
- Loại khí được nạp;
- Khối lượng nạp;
- Khối lượng bì của chai;
- Áp suất nạp;
- Khối lượng trung bình.
PHỤ LỤC B
(Quy định)
KIỂM TRA VÀ THỬ ĐỊNH KỲ
B.1. Phải thực hiện việc kiểm tra định kỳ cho mỗi chai chứa khí phù hợp với tính định kỳ được định nghĩa trong P200 của các quy định mẫu của Liên hiệp quốc (UN).
Các chai chứa khí nạp lại được phải được kiểm tra lại theo định kỳ bởi cơ quan kiểm tra do cơ quan có thẩm quyền của quốc gia chấp nhận hoặc sử dụng, hoặc cơ quan kiểm tra có thẩm quyền công nhận.
B.2. Tất cả các chai trong mỗi lô phải được thử kín khí nén khi sử dụng khí heeli để bảo đảm rằng không có sự rò rỉ từ chai, mối hàn, nút hoặc van. Không cho phép thử nghiệm bằng thủy lực hoặc siêu âm.
Heli được sử dụng trong thử áp suất phải có độ tinh khiết ³ 99,0 %. Phải có sự đề phòng thích hợp khi tăng áp cho các chai với khí heli.
Trong quá trình thử, áp suất trong chai phải được tăng lên ở tốc độ có kiểm soát tới khi đạt được áp suất thử. Tốc độ rò rỉ của chai được xác định ở áp suất thử khi sử dụng bộ phát hiện rò rỉ heli. Thiết bị thử kín heli phải được hiệu chuẩn trước mỗi thử nghiệm và có khả năng phát hiện ra các lượng rò rỉ 1 x 10-8 mbar-l/s. Các chai chứa khí có các lượng rò rỉ > 1x 10-6 mbar-l/s phải được loại bỏ.
Kiểm tra phải bao gồm
- Kiểm tra bên ngoài bằng mắt chai chứa khí, thiết bị và các nhãn mác, và
- Thử áp suất và rò rỉ của chai chứa khí và các van theo tiêu chuẩn này và nếu cần thiết, kiểm tra các đặc tính của vật liệu bằng các thử nghiệm thích hợp.
PHỤ LỤC C
(Tham khảo)
CÁC KHÍ ĐƯỢC VẬN CHUYỂN HIỆN NAY
C.1. Danh mục các khí được chấp nhận cho chuyên chở
Bảng C.1 liệt kê các khí bằng số UN, tên và mô tả về khí, mã phân loại P200 được tiêu chuẩn này chấp nhận cho chuyên chở trong các chai chứa khí. Ngoài ra, khi có thể áp dụng được, bảng này còn chỉ ra các điều khoản đặc biệt về bao gói theo yêu cầu của các quy định mẫu UN như đối với P200 của Bảng 2 của quy định mẫu UN cho mỗi đề mục trong bảng.
Bảng C.1 - Danh mục các khí được phép bao gói theo tiêu chuẩn này
| Số UN | Tên và mô tả |
| Điều khoản đặc biệt về bao gói như đối với P200 Bảng 2 của các quy định mẫu UN |
| UN1008 | Bo triflorua |
| Không |
| UN2188 | Asin |
| d, k, r |
| UN2199 | Photphin |
| r, z |
| UN1859 | Silic tetraflorua |
| Không |
| UN3308 | Khí hóa lỏng, độc hại, ăn mòn, N.O.S (gecmani tetraflorua) |
| r, z |
| UN3308 | Khí hóa lỏng, độc hại, ăn mòn, N.O.S (asin pentraflorua) |
| r, z |
| UN2198 | Photpho pentraflorua |
| k |
| UN3308 | Khí hóa lỏng, độc hại, ăn mòn, N.O.S (photpho triflorua) |
| r. z |
| UN2202 | Hydro selenua, khan |
| k |
C.2. Giải thích các điều khoản đặc biệt về bao gói được liệt kê trong Bảng C.1
d : Khi sử dụng các chai chứa khí bằng thép, chỉ được phép đối với các thép chịu được sự giòn hydro.
k : Các đầu ra của van phải được lắp các nút hoặc nắp kín khí, chúng phải được chế tạo bằng vật liệu không thể bị ăn mòn bởi các khí chứa trong chai chứa khí.
Không được lắp bộ phận giảm áp cho các chai chứa khí.
Mỗi van phải có một đầu nối ren côn với chai chứa khí và phải có khả năng chịu được áp suất thử của chai chứa khí.
Mỗi van phải là loại không có bao gói trong màng mỏng không đục lỗ hoặc loại ngăn ngừa sự rò rỉ qua hoặc xuyên qua bao gói.
Mỗi chai chứa khí phải được thử kín sau khi nạp.
r: Không áp dụng tiêu chuẩn này vì điều khoản đặc biệt này chỉ áp dụng cho chuyên chở các khí trong túi.
z : Các vật liệu kết cấu của các chai chứa khí và các phụ tùng của chúng phải thích hợp với các khí chứa trong bình và không được phản ứng để tạo thành các hợp chất có hại hoặc nguy hiểm trong bình.
Áp suất thử và tỷ số nạp phải được tính toán phù hợp với các yêu cầu có liên quan của (3) trong P200 của các quy định mẫu UN.
Các chất độc hại có LC50 nhỏ hơn hoặc bằng 200 ml/m3 không được vận chuyển trong các ống, các tang chịu áp lực hoặc các thùng chứa khí có nhiều nguyên tố (MEGCs) và phải đáp ứng các yêu cầu của điều khoản đặc biệt về bao gói k.
Đối với các chai chứa khí chứa các khí tự cháy hoặc các hỗn hợp khí dễ cháy có chứa nhiều hơn 1 % hợp chất tự cháy (dẫn lửa), phải đáp ứng các yêu cầu của điều khoản đặc biệt về bao gói q.
Phải có các bước cần thiết để ngăn ngừa các phản ứng nguy hiểm (nghĩa là sự trùng hợp hoặc phân giải) trong quá trình vận chuyển. Nếu cần thiết, phải có sự ổn định hóa hoặc bổ sung vào một chất ức chế.
Các hỗn hợp chứa diboran UN1911 phải được nạp tới áp suất sao cho nếu xảy ra sự phân giải hoàn toàn của ddiborran, không được vượt quá hai phần ba áp suất thử của chai chứa khí.
CHÚ THÍCH: Các ký hiệu được lấy từ ấn phẩm thứ 16 của các kiến nghị UN.
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] TCVN 8310 (ISO 4136), Thử phá hủy mối hàn trên vật liệu kim loại - Thử kéo ngang.
[2] ISO 4706:2008, Gas cylinders - Refillable welded steel cylinders - Test pressure 60 bar and below
[3] TCVN 8311 (ISO 5178), Thử phá hủy mối hàn trên vật liệu kim loại - Thử kéo dọc kim loại mối hàn trên mối hàn nóng chảy.
[4] TCVN 7472 (ISO 5817), Hàn - Các liên kết hàn nóng chảy ở thép, niken, titan và các hợp kim của chúng (trừ hàn chùm tia) - Mức chất lượng đối với khuyết tật.
[5] ISO 9327 (tất cả các phần), Steel forgings and rolled or forged bars for pressure purposes - Technical delivery conditions.
[6] ISO 9606-1, Qualification testing of welders - Fusion welding - Part 1: Steels.
[7] TCVN 6874-1 (ISO 11114-1), Chai chứa khí - Tính tương thích của vật liệu làm chai và làm
van với khí chứa - Phần 1: Vật liệu kim loại.
[8] TCVN 7481-1 (ISO 11116-1), Chai chứa khí - Ren côn 17E để nối van vào chai chứa khí - Phần 1: Đặc tính kỹ thuật.
[9] TCVN 7481-2 (ISO 11116-2), Chai chứa khí - Ren côn 17E để nối van vào chai chứa khí - Phần 1: Calip nghiệm thu.
[10] EN 13322-2, Transportable gas cylinders - Refillable welded steel gas cylinders - Design and construction - Part 2: Stainless Steel.
[11] ISO 14732, Welding personnel - Qualification testing of welding operators and weld setters for mechanized and automatic welding of metallic materials.
[12] ISO 15613, Specification and qualification of welding procedures for metallic materials - Qualification based on pre-production welding test
[13] ISO 16111, Transportable gas storage devices - Hydrogen absorbed in reversible metal hydride.
[14] ISO 17636, Non-destructive testing of welds - Radiographic testing - Part 1: X- and gamma- ray techniques with film.
[15] ISO 21172-1, Gas cylinders - Welded steel pressure drums up to 3 000 litres capacity for the transport of gases - Design and construction - Part 1: Capacities up to 1 000 litres.
MỤC LỤC
Lời nói đầu
1. Phạm vi áp dụng
2. Tài liệu viện dẫn
3. Thuật ngữ, định nghĩa và ký hiệu
4. Kiểm tra và thử nghiệm
5. Vật liệu và sự giảm ứng suất
6. Thiết kế
7. Cấu tạo và chất lượng chế tạo
7.1. Quy định chung
7.2. Cấp chứng chỉ hàn
7.3. Mối nối hàn của các chi tiết chịu áp lực
7.4. Bảo vệ van
7.5. Ren của nút (vấu) đầu mút
7.6. Kiểm tra bằng mắt (quan sát)
8. Yêu cầu kỹ thuật cho thử phê duyệt kiểu (thử thiết kế mới)
8.1. Quy định chung
8.2. Kiểm tra và thử nghiệm
8.3. Mô tả các thử nghiệm kiểm tra
9. Thử lô sản phẩm
9.1. Quy định chung
9.2. Thông tin
9.3. Kiểm tra và thanh tra
9.4. Thử kéo
9.5. Thử uốn
9.6. Kiểm tra thô đại mặt cắt ngang của mối hàn
9.7. Kiểm tra bằng chụp ảnh tia bức xạ mối hàn
10. Thử trên mỗi chai
11. Không đáp ứng các yêu cầu kiểm tra và thử nghiệm
12. Ghi nhãn
13. Chứng chỉ
Phụ lục A (Quy định) Kiểm tra tại thời điểm nạp
Phụ lục B (Quy định) Kiểm tra và thử định kỳ
Phụ lục C (Quy định) Các khí được vận chuyển hiện nay
Bạn chưa Đăng nhập thành viên.
Đây là tiện ích dành cho tài khoản thành viên. Vui lòng Đăng nhập để xem chi tiết. Nếu chưa có tài khoản, vui lòng Đăng ký tại đây!
